

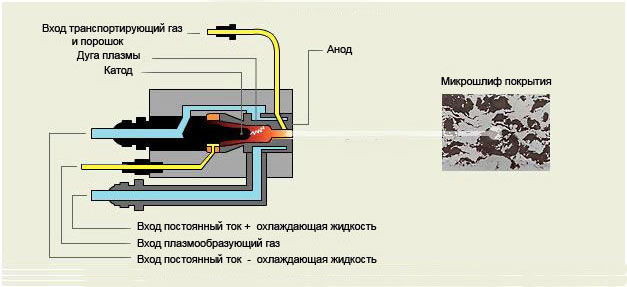
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Общий вид
«Плазмацентр» предлагает
- разработка и внедрение ФПУ конкретных изделий и инструмента;
- ФПУ опытных и серийных партий изделий и инструмента;
- изготовление и адаптация оборудования ФПУ для решения задач заказчика;
- разработка и изготовление специализированного оборудования для ФПУ;
- организация и комплексное оснащение участков ФПУ;
- поставка расходных материалов;
- экономический анализ эффективности использования технологии ФПУ;
- проведение совместных исследований, разработок и внедрений;
- обучение специалистов заказчика, консультации, сервис.
Свяжитесь с нами по телефонам +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту office@plasmacentre.ru
Наши менеджеры подробно расскажут о имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Оборудование для вакуумной металлизации
Установка для вакуумной металлизации
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная. Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов. Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности. Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки. Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств
Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры. Пример получаемого вакуумной металлизацией изделия
Пример получаемого вакуумной металлизацией изделия
Результат вакуумной металлизации
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
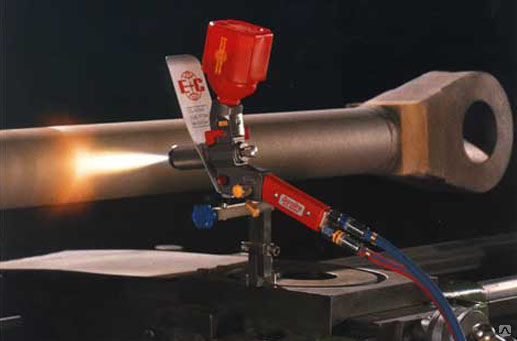
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.
Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.
Методы нанесения (гальваническое, вакуумное, диффузионное, холодное и термическое напыление)
Существует несколько основных способов нанести хром на изделие:
Гальваническое хромирование. Заключается в осаждении металла на поверхность изделия под действием электрического тока. Если объяснять просто, изделие погружается в раствор с частичками хрома. На изделие подается электрический ток и частички начинают осаждаться на поверхности, тем самым образуя покрытие. На самом деле процесс очень сложный и дорогой. Метод актуален для металлических изделий (т.к. металл хорошо проводит ток).
Подробнее с гальваническим хромированием вы можете ознакомиться здесь
НПП Электрохимия выполняет полный цикл работ по нанесению гальванических хромовых покрытий. После нанесения покрытия и его проверки мы выдаем паспорт (сертификат) качества
Это особенно важно в рамках выполнения ГОЗ. Цена на хромирование оговаривается индивидуально с менеджером в зависимости от ТЗ
Вакуумное хромирование. Изделие погружается в вакуумную камеру с порошком. Порошок нагревается до температуры испарения и образует взвесь ионов в камере. Далее эта взвесь осаждается (бомбардировка ионами) на поверхности в виде конденсата, а затем кристаллизируется, образовывая покрытие.






Покрытие применятся в декоративных целях, особенно популярно для сувенирной и рекламной продукции (вывески, подарочная упаковка и т.д.). Отлично покрывается стекло и пластик. Идеально блестящей поверхности не всегда получается добиться, изредка покрытие осаждается неравномерно, видна шагрень (шишки). Не рекомендуется для изделий с требованиями по износостойкости.
Диффузионное хромирование. Процесс «насыщения»(заполнения) поверхности изделия хромом. Изделия погружают в порошок хрома и так же нагревают. Отличие от вакуумного метода состоит в том, что порошок не испаряется, а сразу «въедается» (диффундирует) в поверхность изделия. Примерно 50% покрытия находится внутри поверхности изделия, а 50% снаружи. Благодаря этому покрытие имеет превосходное сцепление с деталью.
Стандартный состав порошка: хром и каолин в соотношении 50 на 50. Плюс добавка (хлористый амоний/соляная кислота). Температура процесса – 1000° С, выдержка 6-15 часов.
Метод не из дешевых, но позволяет получить покрытие толщиной 100-300 мкм с хорошей адгезией и солидными защитными характеристиками.
Холодное распыление (мета-хромирование). Об этом методе мы поговорили в п.4. Просто распыление из баллончика или шланга. Красивая краска. Ни о каких защитных характеристиках и износостойкости речи быть не может. В интернете продается много готовых растворов для «хромирования» в различные цвета.
Термическое напыление. Методов достаточно много, но их объединяет одно – частицы металла нагревают до определенной температуры и с помощью направленного потока отправляют на изделие. Поток может быть газовый, пламенный, детонационный, электродуговой. Дешевый метод, применяется для изделий без высоких требований к защитным характеристикам покрытия. Подробнее можете прочесть здесь
Установки вакуумного напыления УВН
Установка вакуумного напыления УВН – это агрегат, имеющий целый ряд функциональных особенностей. Но все-таки наиболее главным моментом является сфера применения подобного оборудования. Установки подобного типа активно используются практически во всех отраслях, из-за чего назвать какую-то одну из них весьма проблематично.

Одним из явных преимуществ подобных установок, является наличие четырёх съёмных технологических модулей. Каждый из них выполняет определенные функции, что собственно и позволяет добиваться высоких показателей производительности.
УВН-1М – это одна из наиболее практичных моделей подобных установок, которая, несмотря на свою среднюю стоимость, смогла вместить в себе огромное количество положительных качеств. Данный агрегат может похвастаться не только высокими показателями производительности, а еще и высоким качеством, стабильностью и широкой сферой применения.
Что касается внешнего вида подобных установок, то он не настолько прост и все-таки имеет определенные дополнения. Чаще всего модули подобных систем закрыты специальной вакуумной камерой из стекла. Данное приспособление позволяет защитить модули от различных угроз.
Но это еще далеко не весь список преимуществ, ведь кроме всего прочего есть огромное количество аспектов, которые говорят о том, что подобные установки действительно очень эффективны.
Вакуумные литейные установки
Одно из главных предназначений подобных установок – это литье стоматологических сплавов. С подобной задачей, вакуумные установки данного типа справляются довольно неплохо. Именно поэтому, многие и стали покупать подобное оборудование для его подобной эксплуатации.

Стоит отметить наличие у подобных установок активного охлаждения, которое позволяет установке не поддаваться перегреву, что также играет далеко не самую последнюю роль. Ключевым компонентом подобных установок можно считать инертный газ, который дает возможность работать устройству наиболее надежно и избегать окисления разного рода сплавов.
Подобные установки чаще всего используются именно в стоматологическом направлении. При желании, их можно использовать и в других отраслях., но особой пользы от него будет получить довольно проблематично.
Установка вакуумной металлизации
Нанесение качественного покрытия на изделия – это далеко не самый легкий процесс. Дабы результат подобной процедуры был качественным, для этого надо использовать специальное оборудование. Лучше всего в этом себя проявляет установка вакуумной металлизации. Сам процесс металлизации представляет собой нанесение тонкой пленки, которая позволяет защитить материал от воздействия разных факторов.

Одна из наиболее продаваемых вариаций подобных установок – это вариант с вертикальными дверцами. В плане удобства, данный вариант значительно превосходит обычный, так как загружать и выгружать материал намного проще.
Материалы, обрабатываемые в установках вакуумной металлизации:
- Стекло
- Пластик
- Металл
- Керамика
Производители вакуумных установок
Роль производителя также является далеко не самой последней. Лучше всего покупать подобные установки у проверенных поставщиков, которые могут предоставить вам все гарантии качества и надежности продукции.

Наиболее надежные производители вакуумных установок:
- Edwards
- Becker
- Atlas Copco
Все вышеперечисленные производители являются максимально надежными и им можно доверять. Это можно понять по показателям их продаваемости, так как все эти компании входят в пятерку наиболее качественных и перспективных компаний по продаже вакуумных установок.
Напыление вакуумное является переносом вещества (его частиц), которое напыляют, на твердую поверхность. Оно осуществляется способом конвективного перемещения с давлением около 1 Па. При напылении каждая частица ведет себя совершенно по-разному. Некоторые способны отразиться от напыляемой поверхности, другие – приспособиться, но через какое-то время вовсе покинуть поверхность. И только небольшая часть сможет прижиться в теле опыляемого вещества, поэтому установка вакуумного напыления представляет собой достаточно сложное оборудование. Если использовать большую энергию вместе с высокой температурой, но при этом иметь маленькое химсродство материала, то большинство частиц будет отражено поверхностью.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Применяемое оборудование
Характеристики и специфика оборудования для газотермической модификации зависят от источника тепловой энергии. Например, современный комплекс для металлизации поверхности методом электродугового напыления состоит из следующих узлов:
- линии механизированной подачи;
- дробеструйной установки;
- камеры для нанесения защитного слоя;
- системы фильтрации воздуха;
- погрузочно-разгрузочного механизма.
Источник тока располагается в соседнем помещении или на расстоянии не менее 10 метров от установки для металлизации.
Газотермическое напыление – стремительно развивающаяся технология модификации поверхности. Она востребована во многих отраслях промышленности, которые связаны с обработкой металлов. Немаловажным преимуществом является экологическая чистота: толчок к развитию во многом связан с ограничением гальванического хромирования и других методов, которые характеризуются загрязнением атмосферы.







Какой метод газотермического напыления вы считаете самым перспективным? Напишите ваше мнение в блоке комментариев.
Технико-экономические показатели видов напыления
| Метод напыления | Вид напыляемого материала | Оптимальная толщина покрытия | Температура пламени, дуги, детонации, струи | Скорость истечения пламени, дуги, детонации, струи | Скорость частиц | Прочность сцепления покрытия с основой | Пористость покрытия | Производительность процесса – металл | Производительность процесса – керамика | Коэф-фициент исполь-зования материала | Уровень шума |
| мм | К | м/с | м/с | МПа | % | кг/ч | % | дБ | |||
| Газопламенный | порошок, проволока | 0,1-1,0 | 3463 (С2Н2+О2) | 150-160 | 20-80 | 5-25 | 5-25 | 3-10 | 1-2,5 | 70-90 | 70-110 |
| Электродуговой | проволока | 5300-6300 | 100-300 | 50-150 | 10-30 | 5-15 | 2-50 | 75-95 | 75-120 | ||
| Детонационный | порошок | 2500-5800 | 2000-3000 | 600-1000 | 10-160 | 0,5-6 | 0,1-6,0 | 0,5-1,5 | 25-60 | 125-140 | |
| Плазменный – в инертных средах | порошок, проволока | 5000-15000 | 50-400 | 10-60 | 2-15 | 0,5-8 (20-60 кВт) | 70-90 | 75-115 | |||
| Плазменный – в активных средах | 1000-1500 | 15 | 5 | 70-90 | 110-120 | ||||||
| Плазменный – в разряженных средах | 2900 | 500-1000 | 70-80 | 0,5-1 | ≤75 | ||||||
| Высокоскоростной | порошок | 2500-3000 | 2600 | 350-500 | 10-160 | 0,3-1 | 3-4 | 40-75 | 100-120 |
Центр защитных покрытий — Урал
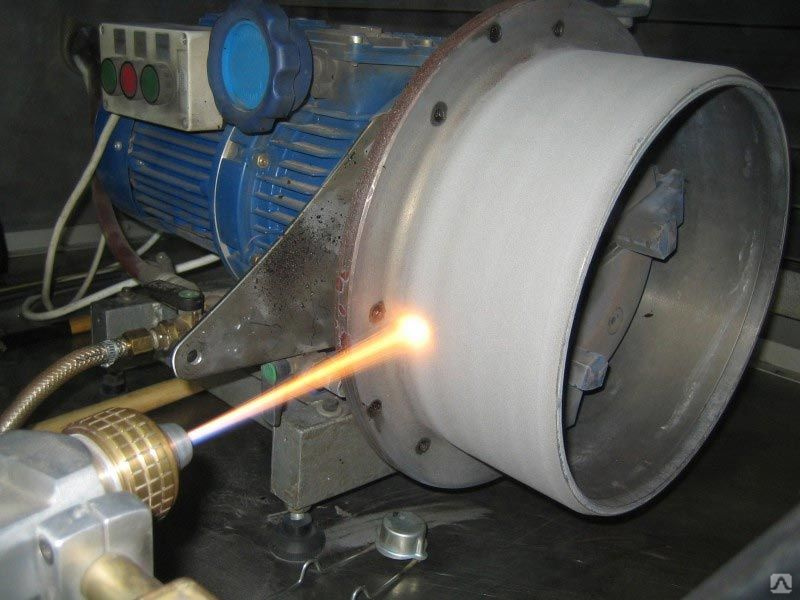
«Центр защитных покрытий — Урал» (ЦЗПУ) применяет технологию наплавки плазменно-порошковая наплавка, которая позволяет значительно повысить и стабилизировать качество наплавляемых деталей, сократить расход наплавочных материалов и затраты на механическую обработку наплавленных деталей. Брак при плазменной наплавке не превышает 1%, а его появление напрямую связано с нарушениями технологического процесса. Плазменно-порошковая наплавка осуществляется при наплавке деталей горловых колец и клапанов, чистовых стеклоформ и седел запорной арматуры порошковыми материалами. После плазменно порошковой наплавки детали способны выдерживать влияние агрессивных химических сред и повышенных температур, и при этом сохранять свои высокие прочностные характеристики. Плазменная наплавка очень эффективна при восстановлении изношенных шиберов и седел. Длительную и надежную работу наплавленных деталей запорной арматуры обеспечивают особая конструкция фонтанной арматуры и применение для наплавки седел и шиберов сплавов на никелевой основе с высокими твёрдостью и коррозионной стойкостью. Процесс плазменной наплавки обеспечивает хорошую управляемость, позволяет получать высококачественные коррозиестойкие и износостойкие покрытия в широком диапазоне материалов и деталей оборудования. Плазменная наплавка нашла применение при восстановлении ответственных деталей например — клапаны с износом фаски и стержня, кулачковые, коленчатые и распределительные валы, оси, штоки, плунжеры гидросистем, крестовины карданных шарниров, валы турбокомпрессоров, направляющие оборудования, щеки и седла задвижек, шнеки экструдеров, шнеки смесителей, детали нефтеперекачивающего оборудования и мн.др. Основная область применения плазменно порошковой наплавки это нанесение тонкослойных покрытий на нагруженные детали с малым износом.
Плазменная порошковая наплавка современный метод нанесения на поверхность изношенных изделий специальных порошковых покрытий с высоким показателем износостойкости. Высокая концентрация тепловой мощности и минимальная ширина зоны термического влияния — основное достоинство плазменной наплавки. Она выполняется для восстановления деталей машин и механизмов, а также при упрочнении механических изделий, которые подвергаются постоянным высоким нагрузкам. Плазменная порошковая наплавка дает возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров. Плазменная порошковая наплавка обеспечивает высокую работоспособность деталей за счет отличного качества наплавленного металла, его однородности, а также благоприятной структуры, определяемой специфическими условиями кристаллизации металла.
Преимущества плазменной наплавки по сравнению с другими видами нанесения износостойких покрытий сводятся к следующему. Гладкая и ровная поверхность полученных покрытий позволяет оставлять припуск на обработку 0,4…0,9 мм. Малое вложение тепла в обрабатываемую деталь обеспечивает малые деформации и термические воздействия на структуру основы. Небольшая зона термического влияния 3…6 мм и малая глубина проплавленного слоя 0,3…3,5 мм обусловливают долю основного металла в покрытии мене 5 %. При восстановлении обеспечивается высокая износостойкость наплавленных поверхностей. Наблюдается снижение усталостной прочности деталей на 10… 15 %, что намного меньше, чем при использовании некоторых других видов наплавки.
Физическое осаждение из паровой фазы (PVD).
PVD – это вакуумное напыление. Покрытие наносится под высоким давлением в вакууме посредством бомбардировки ионами. По сути, хром просто конденсируется на поверхности изделия, образуя покрытие. Вакуум позволяет снизить рабочую температуру процесса.
Покрытие относительно дешево. Широко используется в мире для придания декоративного внешнего вида часам, футлярам, иглам и пр.
Из минусов – низкая доступная толщина. Наносится, как правило до 2-3 мкм. Соответственно, покрытие не будет обладать износостойкостью. Коррозионная же стойкость при этом умеренная, но многократно ниже стойкости гальванического твердого хрома.
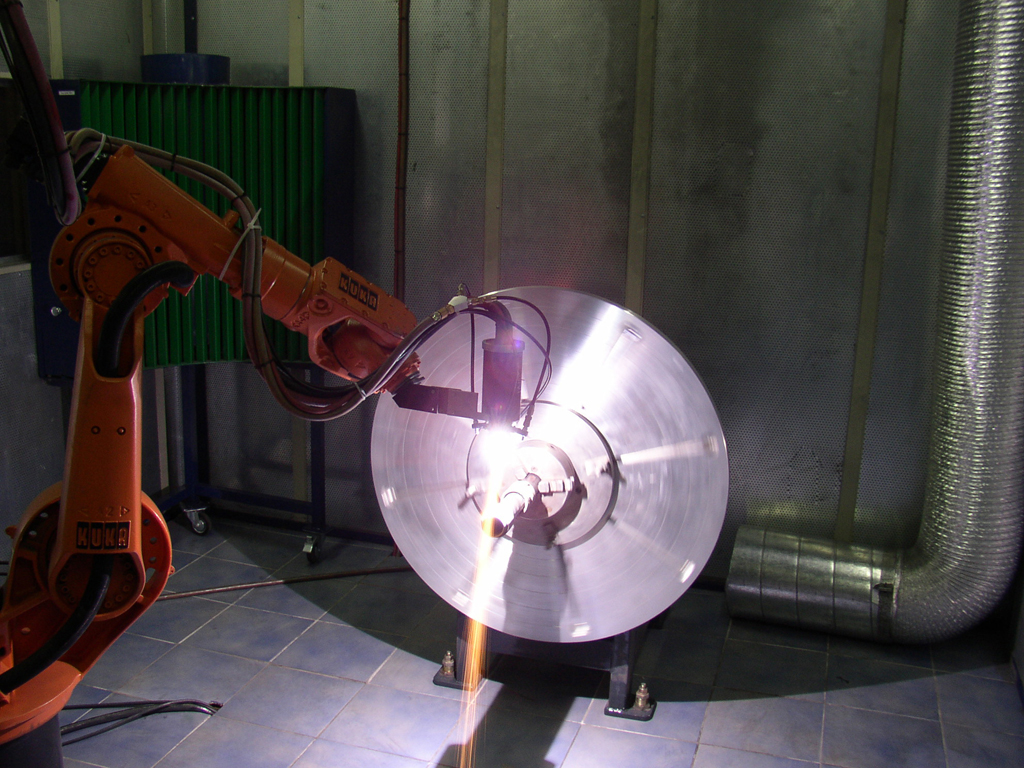
Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности;
- машиностроительное оборудование и энергетическая отрасль;
- металлургическая и химическая отрасль промышленности;
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль;
- транспортная сфера и производство приборов;
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость;
- жаропрочность;
- коррозийную устойчивость;
- электроизоляцию;
- теплоизоляцию;
- эрозийную прочность;
- кавитационную защиту;
- магнитные характеристики;
- полупроводниковые свойства.

Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.

При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
Общие сведения о методе газопламенного напыления
В основе метода лежит использование тепловой и кинетической энергии для повышения реставрационных, функциональных или декоративных характеристик изделия. Присадочный материал для выполнения работ выпускают в следующих формах:
- проволока;
- прутки;
- порошок.
Для каждого вида существует своя сфера применения. Например, для реставрации деталей машин и механизмов специалисты рекомендуют использовать порошки. В отличие от проволоки они позволяют менять состав покрытия, что способствует повышению качества напыляемого слоя.
Процедура обработки изделия состоит из следующих этапов:
- Порошок подают в зону термической обработки. Он может поступать по каналам питателя или подаваться с внешней стороны горелки.
- Под действием высокой температуры присадочный материал оплавляется, приобретая пластичные свойства.
- Газ выполняет функции переноса состава на обрабатываемую поверхность. Летящие частицы перемещаются с большой скоростью – она может достигать 160 м/с.
- Распыленный материал формирует защитный слой при взаимодействии с поверхностью.

Как было указано выше, температурная обработка осуществляется за счет тепловой энергии, которая образуется при сгорании горючего газа в кислородной среде. Наилучших результатов можно добиться при использовании ацетилена. Его температура горения варьируется в пределах 3100–3200 ºC. Для сравнения приведем аналогичные характеристики доступных заменителей:
| Вид горючего газа | Теплота сгорания, кДж/м³ | Температура пламени в кислородной среде, ºC | Расход кислорода, м³/ч |
|---|---|---|---|
| Ацетилен | 52800 | 3100-3200 | 2,5 |
| Водород | 10060 | 2100–2500 | 0,5 |
| Метан | 33520 | 2000–2700 | 2,03 |
| Пропан | 87150 | 2400–2700 | 5,15 |
| Бутан | 116480 | 2400–2700 | 6,8 |
- окислительное;
- нормальное;
- восстановительное.
Во втором случае соотношение газов паритетное. Окислительное пламя характеризуется избытком кислорода, а восстановительное – горючего вещества.
- Благодаря малому тепловому воздействию на обрабатываемую заготовку существует возможность нанесения покрытия практически на любой материал: стекло, пластик, фарфор и даже дерево или бумагу. Другие методы модификации поверхности предназначены преимущественно для изделий из металла.
- В процессе обработки заготовка не подвергается тепловой деформации и не меняет своих параметров.
- С помощью установок для газопламенного напыления можно обрабатывать заготовку различными составами. Это позволяет придавать поверхности различные свойства без замены оборудования.
- Неограниченный размер обрабатываемой площади. Другие способы металлизации ограничены различными факторами: для цементации – размером печи, для электролитического осаждения – габаритами емкости с раствором.
- Низкая себестоимость обработки. Лучше всего эффект проявляется при газопламенном напылении больших площадей.
- Большая толщина покрытия позволяет использовать метод для реставрации различных деталей. Припуск под обработку не превышает 0,7 мм.
- Простота рабочего оборудования и его мобильность дает возможность применения газопламенного напыления в труднодоступных местах. Технологическая операция также не отличается особой сложностью.
- Благодаря широкому выбору присадочных материалов можно получить изделие с заданными свойствами, не прибегая к прочим методам модификации поверхности.
Естественно, имеются и недостатки:
- Газопламенное напыление малоэффективно при обработке мелких деталей. Это связано с высоким коэффициентом расхода присадочного материала.
- Тяжелые условия производства. Для предварительной подготовки изделия выполняют пескоструйную обработку, что приводит к повышенному уровню запыленности рабочего участка.
- В процессе напыления мелкие частицы состава остаются в воздухе. По этой причине к производственным помещениям предъявляют повышенные требования по системе вентиляции.
Какое оснащение применяется для диффузного напыления
Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение – плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.
Чтоб все это реализовать, вам надобно воспользоваться:
- Высокочастотным генератором (или сварочным модификатором) для создания разряда.
- Герметизированной камерой (в ней вмещаются элементы для обработки основания диффузионным напылением).
- Емкостью для газа. Под влиянием электроразряда происходит ионизация элементов.
- Аппаратом для давления газа (годится вакуумное или насосное оборудование).
- Системой для изменения тока, давления, напряжения и увеличения или уменьшения толщины поверхности металла.
Порядок плазменной ионизации происходит в следующем порядке:
- Фиксация детали в герметизированной камере, и формирование электрического разряда.
- Рабочая атмосфера накачивается давлением и частицами порошка (получается плазма высокой температуры, переносящая порошковые элементы на основание обрабатываемого изделия).
- При вакуумном напылении, в условии инертного газа или низком давлении возможно ускорение движения элементов, вследствие чего получается более плотное и с хорошей сцепляемостью покрытие.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.






С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.

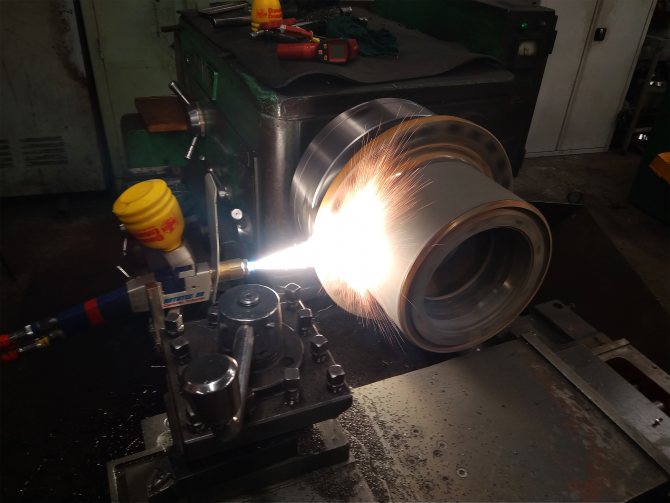
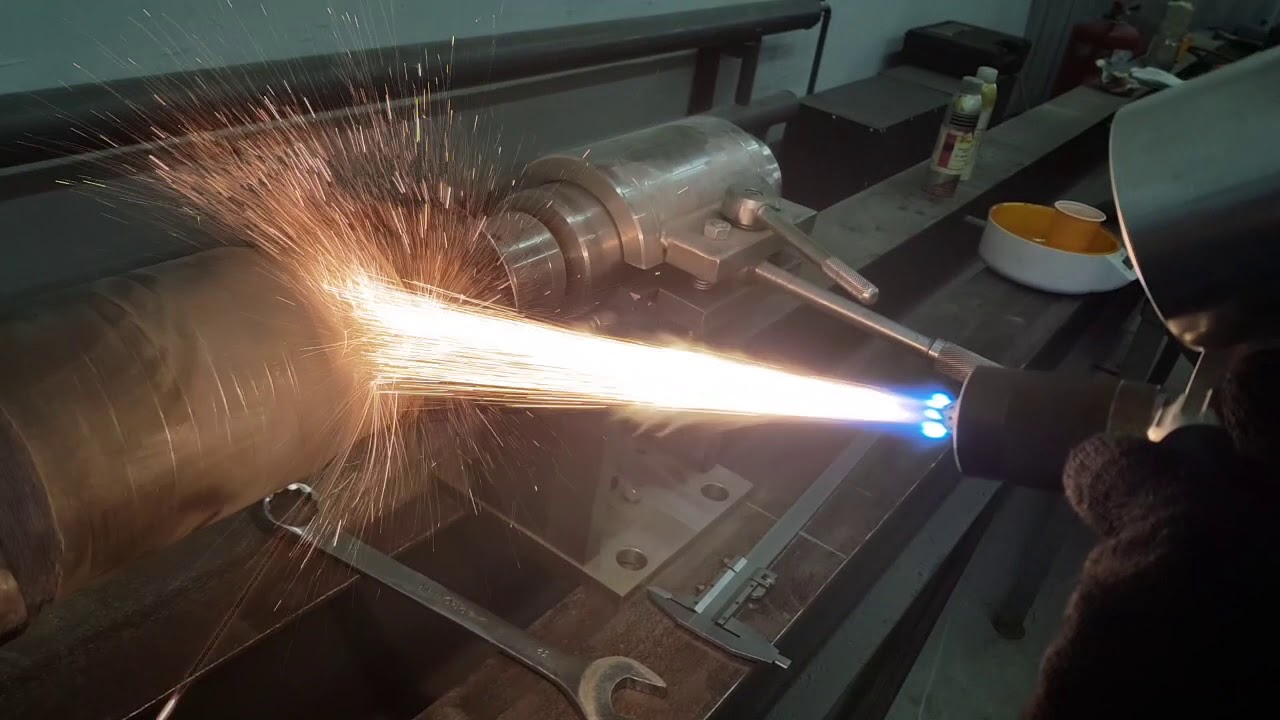
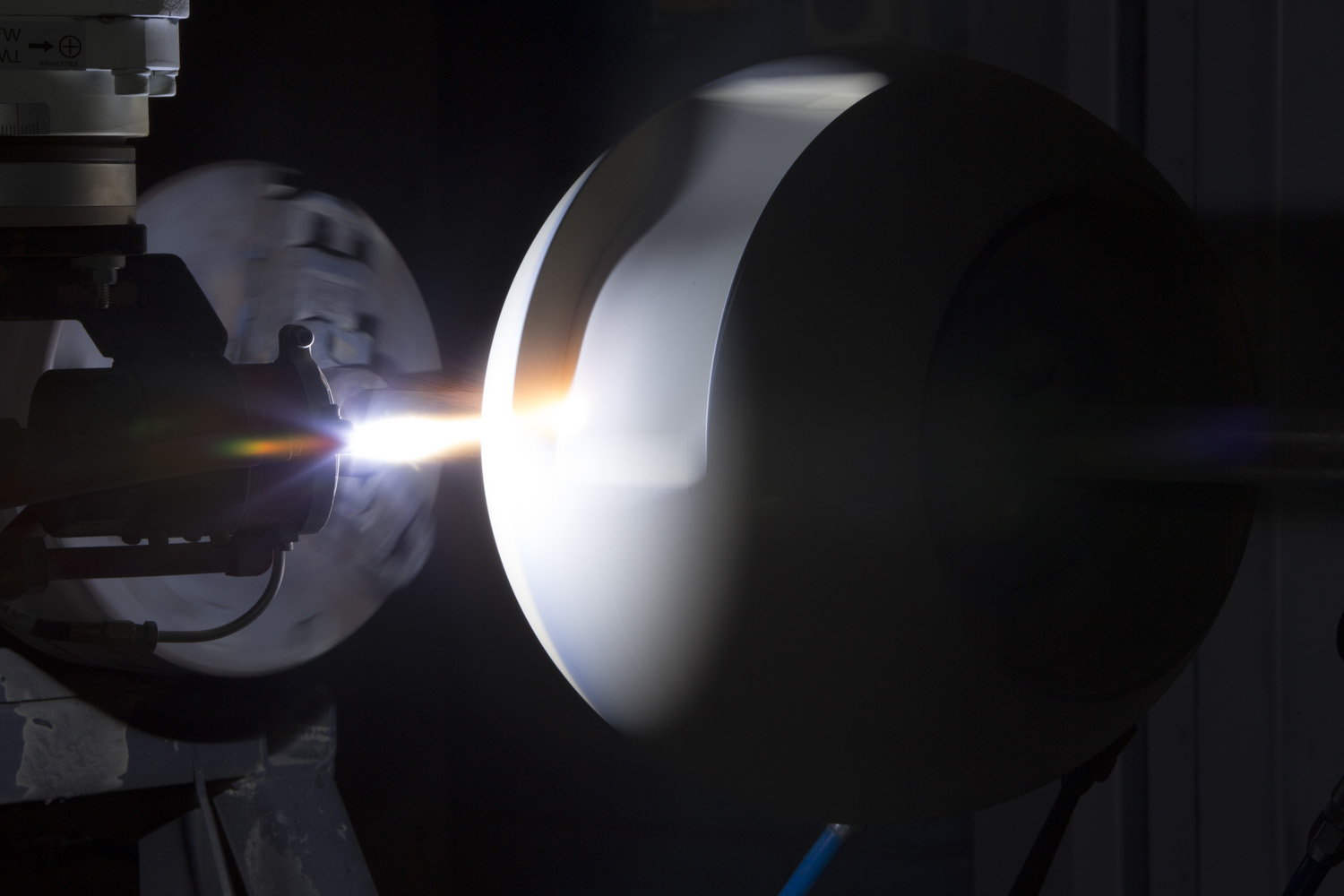
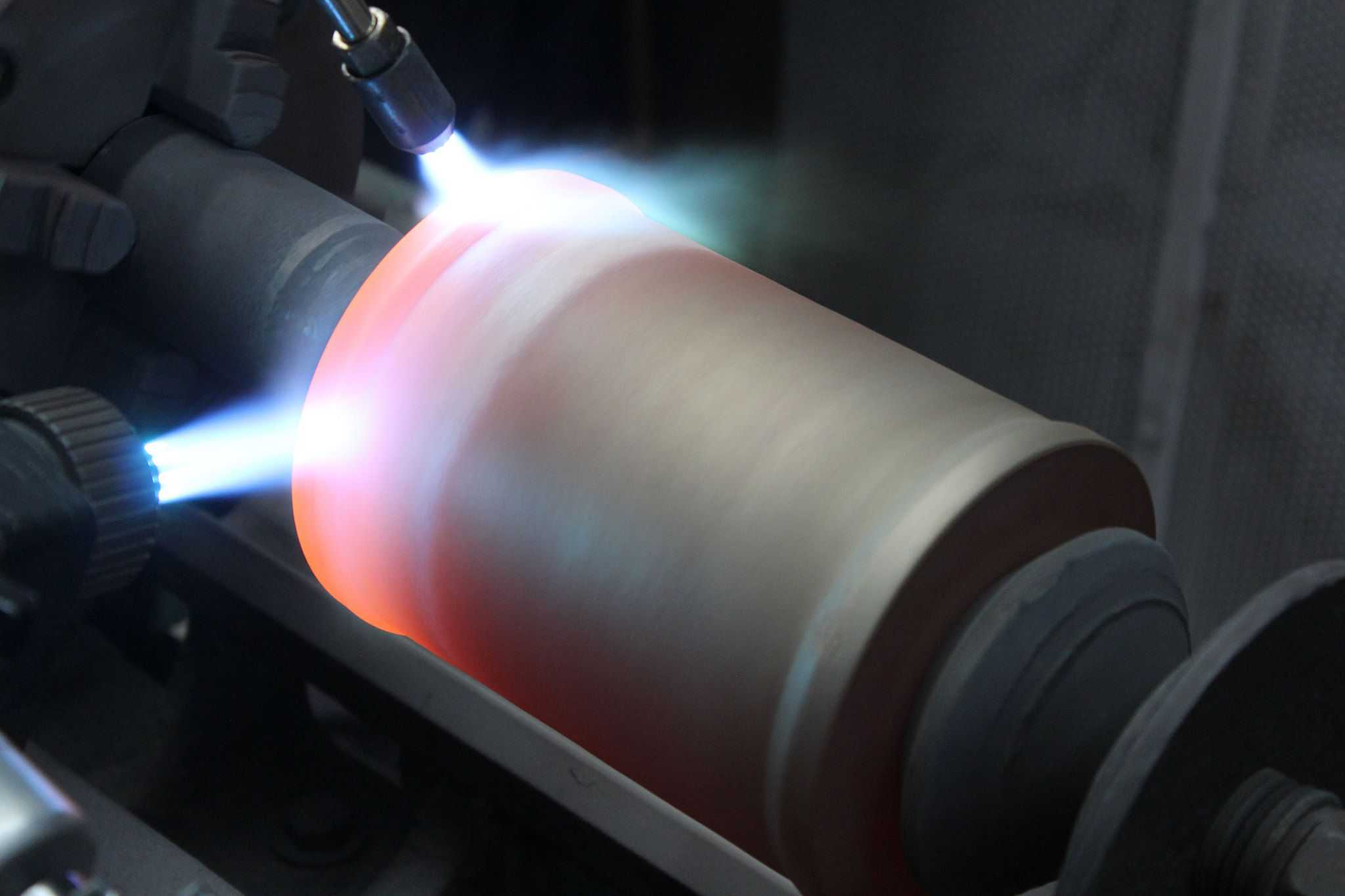
Процесс напыления металлического порошка на токарном станке
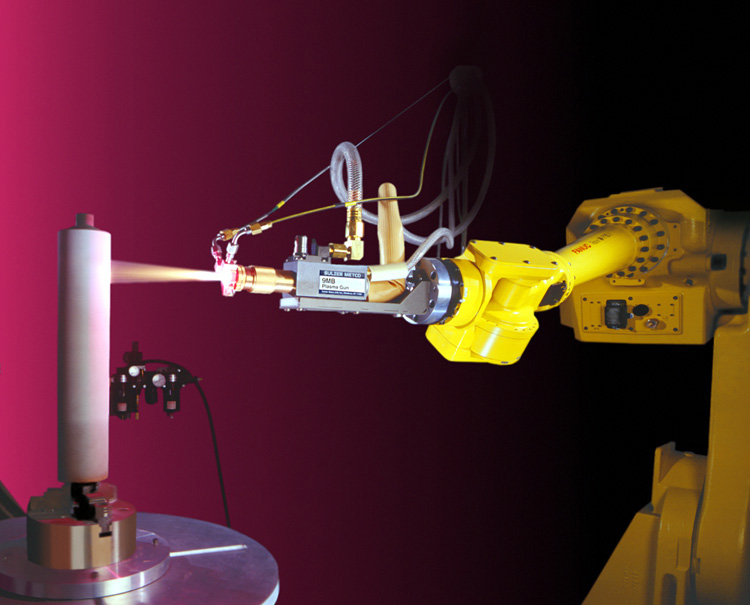
Ионно-плазменное напыление: оборудование
В качестве материалов для повышения износоустойчивости деталей, обычно применяют композиции, сплавы, карбиды и нитрид титана, получаемый при использовании азота и титанового катода. Качество готового изделия зависит от характеристики поверхности, давления газа внутри модуля устройства, качества очистки обрабатываемой детали ионами и химической чистоты материалов, применяемых для ионно-плазменной обработки.
Впервые плазменно-ионное оборудование появилось ещё в 1980-х годах. Самыми первыми моделями таких установок стали:
- Булат – 3.
- Булат 3Т
- Юнион.
- ННВ.
Самой популярной из них, является установка ННВ-6.6, применяемая для обработки практически всех разновидностей нержавеющих металлов, деталей и инструментов. В результате получается высококачественное изделие с многослойным или однородным декоративным/защитным покрытием.

Ионно-плазменное оборудование требует больших энергозатрат, что делает процесс напыления дорогостоящим, поэтому многие компании предпочитают использовать более дешёвый аналог обработки поверхностей – атмосферное плазменное напыление.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.





