

Правила установки и использования
Есть три наиболее распространенных вариантов монтажа. Они зависят от того, на какое оборудование производится фиксация.
На универсальные токарные станки
Для крепления используются планки и болты (прижимные или вкручиваемые в кулачки патрона). Детали, которые симметричны оси, закрепляются посредством центрального элемента или прижимов. А вот с несимметричными элементами приходится обращаться несколько сложнее. Для этого используют различные подкладки и стойки, с помощью которых можно добиться повышения уровня. Зажимные планки должны быть максимально сильно притянуты к самой детали, а их расположение должно быть строго параллельным, чтобы при вращении они не выскочили. Чтобы убедиться в правильности установки, используйте рейсмус. При использовании следует учитывать, что обрабатываемые заготовки очень часто имеют смещенный центр тяжести из-за своей несимметричной, нецилиндрической формы. Поэтому перед тем, как включить станок, нужно установить противовесы, которые по своей массе и расположению будут полностью компенсировать разницу в весе у болванки. Если этого не сделать, то случится следующее:
- Увеличится биение шпинделя.
- Взрастут вибрации.
- Сократится срок эксплуатации оснастки.
- Значительно пострадает точность металлообработки.
Чтобы отбалансировать изделие, достаточно вручную производить повороты. Если не удается руками сдвинуть его, значит противовесы отлично справляются со своей задачей.
На токарно-карусельные станки
Если ранее мы говорили о шайбе как о вспомогательной, факультативной детали, которая необходима только при некоторого рода операциях, то на данном оборудовании она является основной, обязательной к монтажу, поскольку она выполняет задачи стола, который вращается в горизонтальной плоскости. Это большой по габаритам диск, который имеет крупное центральное отверстие, в нем – запрессованная втулка. Она используется для присоединения разных элементов. Можно и без нее, но тогда повышенная скорость износа быстро приведет станок в негодность. А так можно менять втулки по мере их изнашивания.
На передней поверхности также есть пазы в форме буквы Т. Они расходятся от центра и расположены по кругу. Они предназначены для крепления заготовки с помощью зажимных кулачков.
Нижняя часть шайбы достаточно сложная конструктивно. Центральный выступ предназначен для присоединения к шпинделю. Фиксация предусмотрена с помощью винтов. По краям специальные углубления, которые «ложатся» на направляющие. Есть также дополнительные ребра жесткости. Вращательное движение объясняется взаимодействием с тяжелым зубчатым колесом – это надежный метод обеспечения механической подачи.
Самоцентрируемые
Они также предназначены для установки на токарно-карусельные станки. С их использованием надежность и точность значительно увеличиваются. Внешний вид – стальной диск с отверстием по центру. Его диаметр равен тому размеру, который имеет втулка у начальной планшайбы, она как бы является базой, на которую накладывается самоцентрирующая деталь. Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Требования, предъявляемые к планшайбам
Как уже было неоднократно сказано выше, планшайбы перед своим попаданием на рынок должны пройти сертификацию, удостоверяющую покупателя об их соответствии нормам, установленным государством. Так, например, планшайбы должны быть:
- Выполнены из чугуна (марка СЭ20, ГОСТ 1412) или из стали (35Л, ГОСТ 977);
- Снабжены классической круговой шкалой, цена деления которой при этом не должна превышать значение в 1о;
- Прекрасно откалиброваны, центрированы. Проверка должна производиться регулярно описанными в нормативных документах способами.
Полный перечень требований, предъявляемых к планшайбам, перечислен в нормативном документе ГОСТ 16935-93, группа №27.
- Предыдущая записьРасточная головка
- Следующая записьПатроны для сверлильных станков
Нет комментариев
Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Важно!
Все патроны изготавливаются в соответствии с требованиями ГОСТов и международных стандартов. Независимо от типа исполнения, они испытываются по одной программе.
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Для изготовления корпуса патрона по данным характеристикам оптимально подходит серый чугун марки СЧ30 и СЧ35, изготовленный в соответствии с ГОСТ 1412-85. Материал хорошо поддается механической обработке резанием, выполнять резьбы с высокой точностью.
Важно!
Серый чугун марок СЧ30 и выше выдерживает удары инструмента и детали при установке без разрушений и сколов. Он сохраняет форму резьбы и позволяет с большим усилием затягивать в кулачках заготовки.
Диаметр цилиндрического центрирующего пояска
Центрирующий поясок патрона должен плотно садиться на фланец шпинделя. Любое послабление увеличивает размер биения детали при обработке и уменьшает точность изготовления.
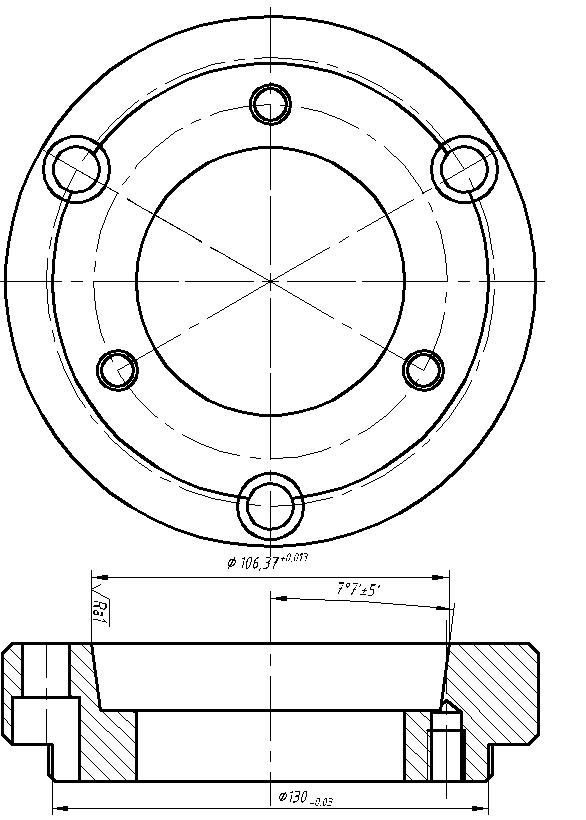
Посадочный размер пояска – внутренний диаметр, изготавливается Ø130H7–130 мм + (0-0,04 мм). Соответственно фланец выполняется по посадке 130f8 с минусовыми припусками. Патрон плотно садится на фланец без использования запрессовки и нагрева.
Диаметр расположения крепежных отверстий
Расстояние центра крепежного отверстия до оси патрона зависит от способа крепления его на шпинделе:
- крепление на планшайбу – отверстия расположены по диаметру 142 мм;
- для конуса №4 они вкручиваются по диаметру 85 мм;
- при варианте крепления с 5 конусом болты расположены дальше от центра – D104,8 мм.

Отверстия располагаются точно по центру между кулачками, на лицевой стороне, на продолжении оси противоположного паза под кулачки, при креплении на конус и торец фланца. В остальных случаях с обратной стороны.
Количество и размер крепежных отверстий
На токарном патроне диаметром 160 мм с обратной стороны для крепления к шпинделю располагается 4 отверстия с резьбой М8. При посадке на конус и крепления к фланцу шпинделя через весь патрон проходит 3 болта.
Диаметр отверстия в корпусе
Отверстие в патроне и шпинделе позволяет изготавливать детали, используя в качестве заготовки прокат, а не резаный пруток. Это значительно упрощает процесс обработки изделий средними и крупными партиями.
Диаметр отверстия в корпусе патрона зависит от варианта установки его на шпиндель. При креплении на торец фланца, отверстие больше и составляет 45 мм. В узлах, которые устанавливаются с помощью конуса, отверстие 40 мм.
Высота корпуса в сборе
Высота в сборе состоит из двух значений:
- высота самого корпуса 60 мм;
- размер выступающей части кулачков – 30,5 мм.
Фактический размер высоты собранного патрона по крайним точкам составляет 90,5 мм.
Максимальная частота вращения
Любой узел имеет предельные значения для его использования. У токарного патрона 160 мм, частота вращений ограничена значением 2200 об/мин. При движении с большей скоростью снижается надежность крепления детали, сцепление кулачков с поверхностью заготовки. При возрастании центробежной силы выше допустимой нормы, увеличивается биение, деталь может вырвать.
Масса 3-х кулачкового патрона
Масса узла зависит от типа его крепления – конструкции. У патрона с посадкой на фланец вес составляет 8,6–8,8 кг. Модели, крепящиеся на конус тяжелее, их стандартный вес в комплекте 13,4 кг.
Справка! Вес узла в сборе может изменяться в зависимости от вида установленных кулачков.
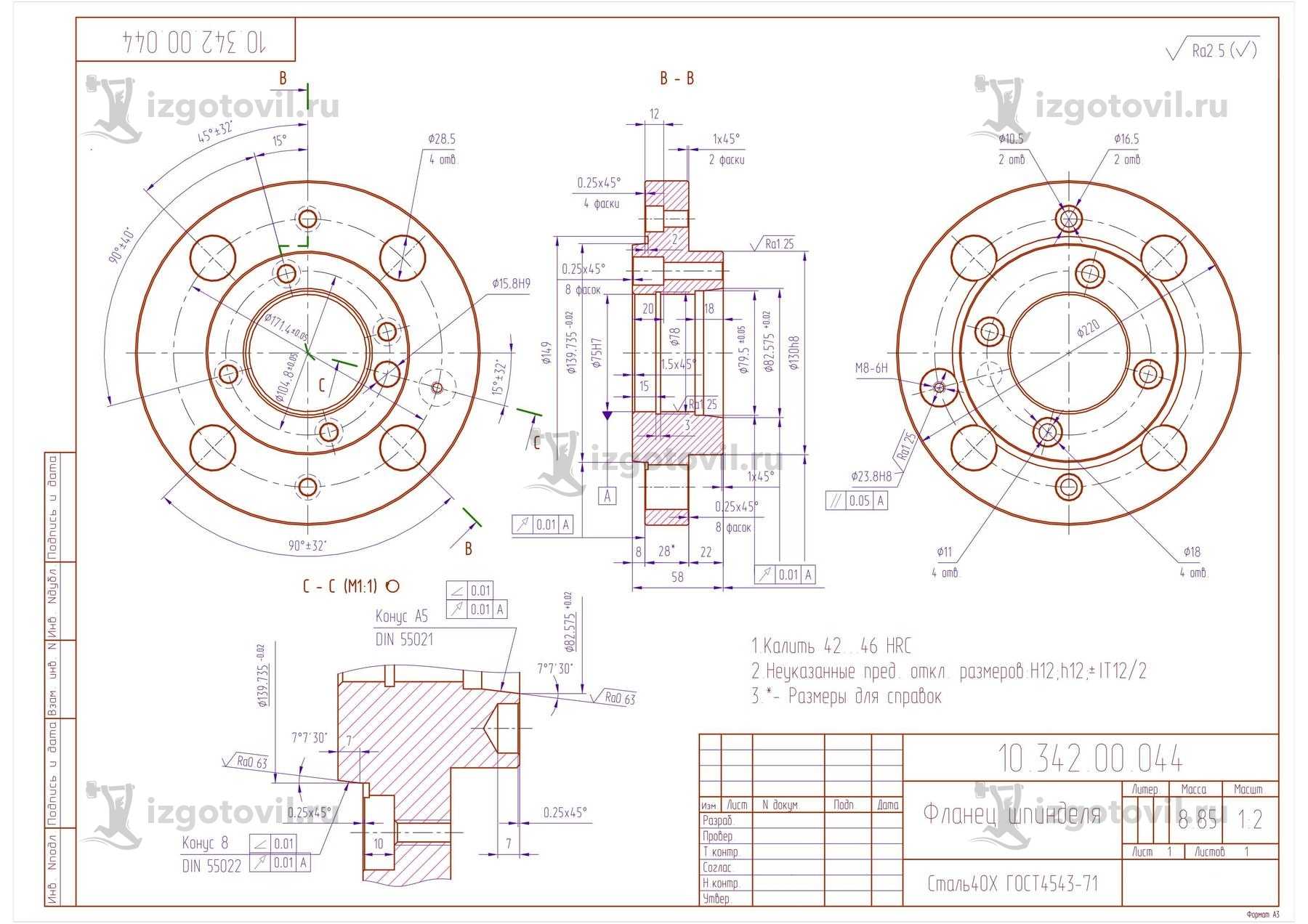
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
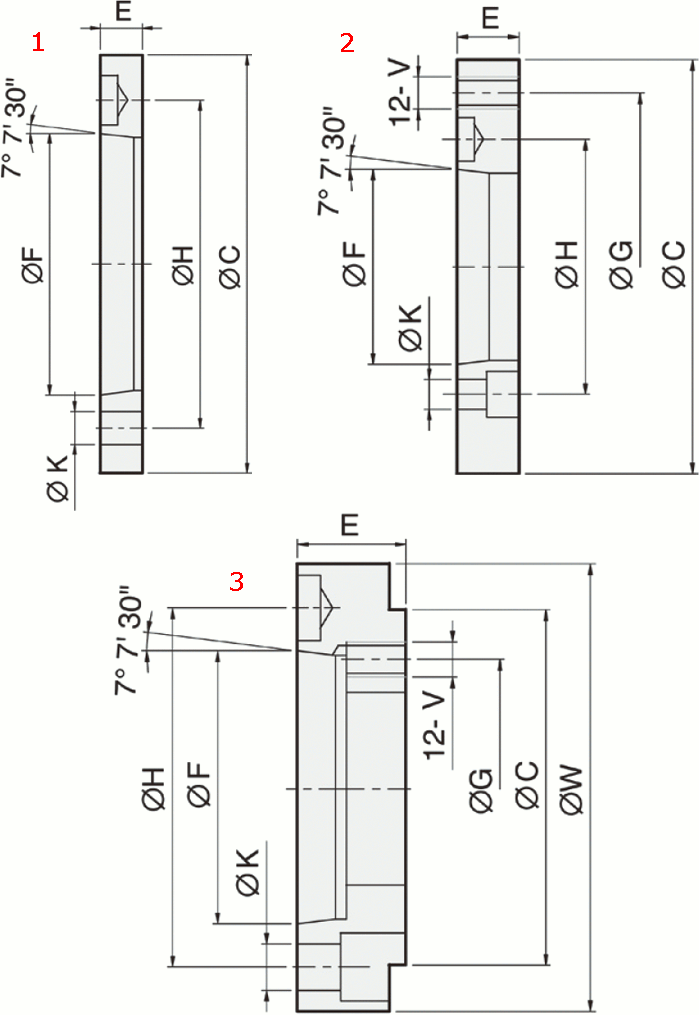
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
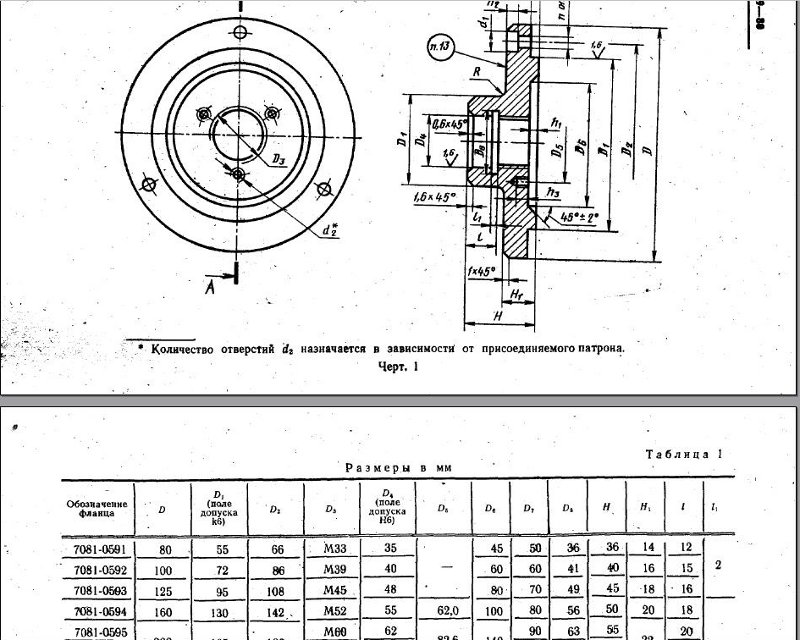
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.

Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
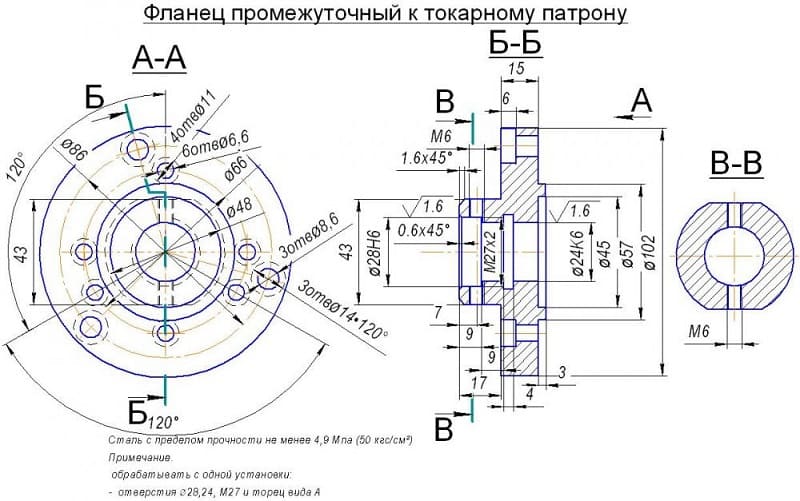
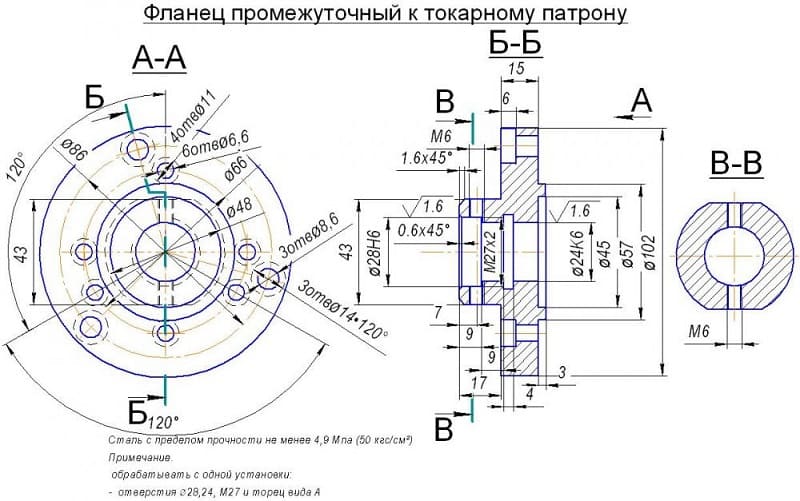
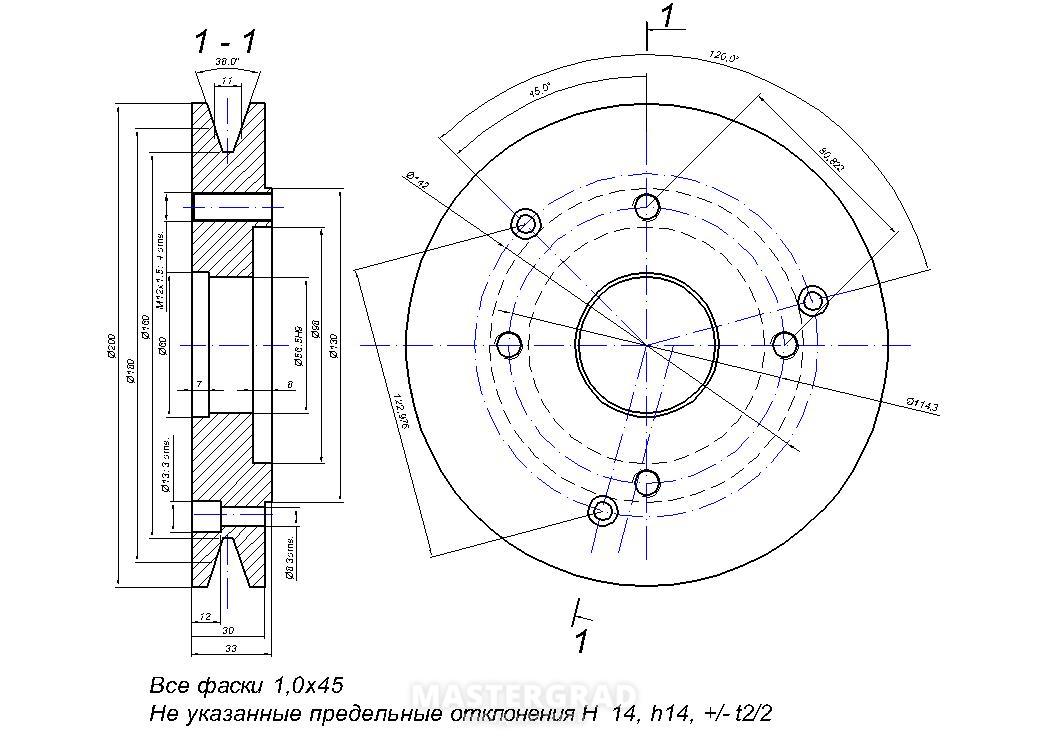
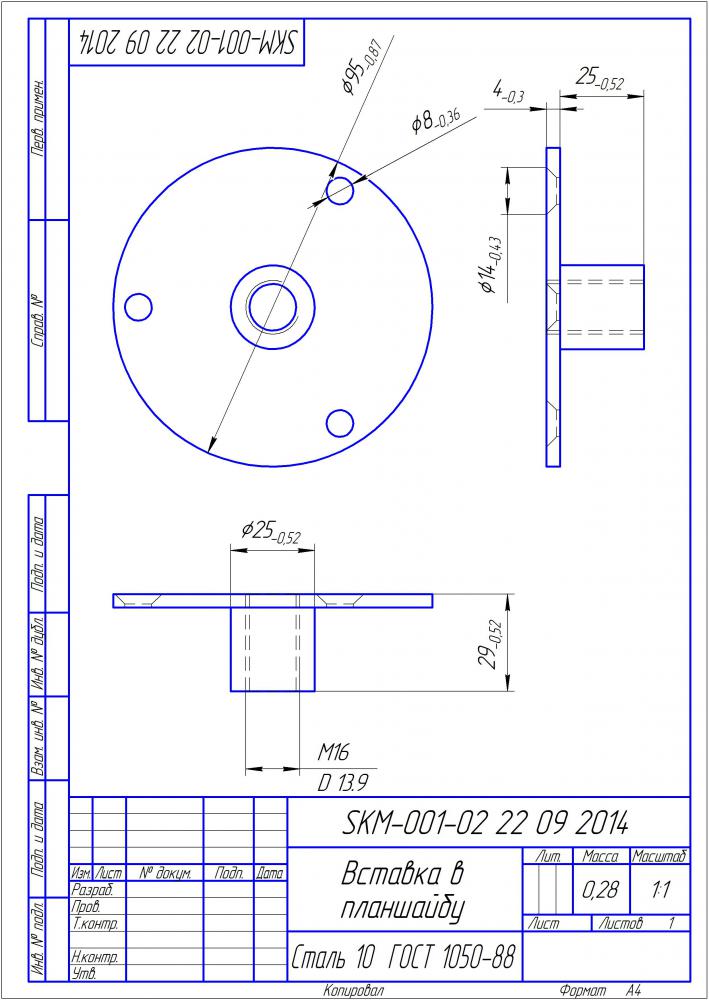
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
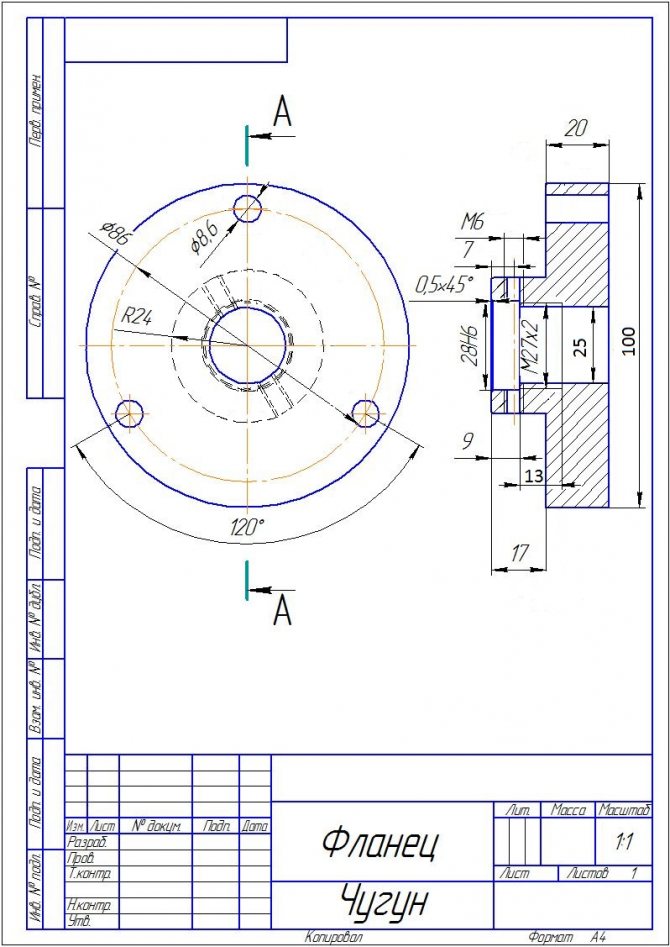
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
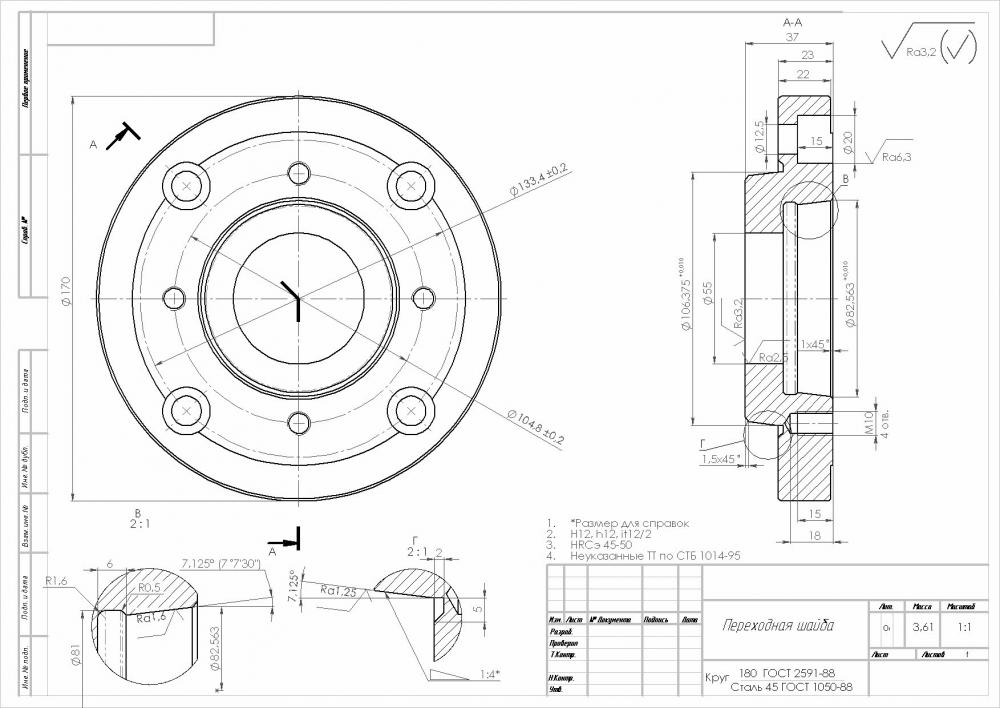
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Общее описание и конструкция
Типовая конструкция планшайбы одинакова для станков по металлу и по дереву. В общем случае она представляет собой диск, на котором выполнены узлы крепления заготовок. Материалом для изготовления служат чугун либо сталь. Реже используются другие материалы.
Крепление оснастки к шпинделю производится посредством резьбовых отверстий или конусных ступиц. Их параметры подбираются под конкретные габариты выходного конца вала. Если приспособление оснащено цилиндрической ступицей, оно зажимается непосредственно в патроне станка.
Закрепление заготовки выполняется с использованием прижимов, костылей, прихватов или иных зажимных устройств. Часто для этой цели используется установка токарного патрона. На планшайбу он может быть смонтирован по оси вращения, либо со смещением.
При использовании планшайб, повышенное внимание уделяется технике безопасности производства работ. Большие габариты, нестандартные крепления, нецилиндрическая форма обрабатываемых поверхностей представляют повышенную опасность для токаря и окружающих
Перед началом работ следует закрепить все конструктивные элементы оснастки и произвести балансировку, во избежание разрушения конструкции и разлета отдельных узлов.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
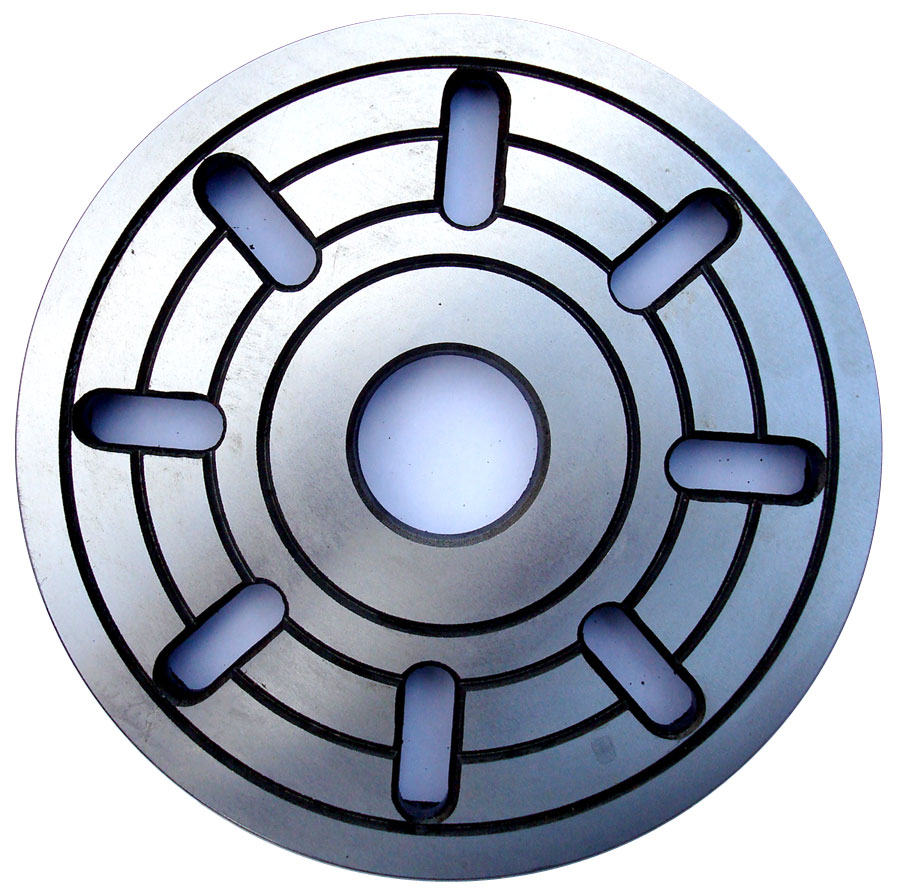
Планшайба с Т-образными пазами
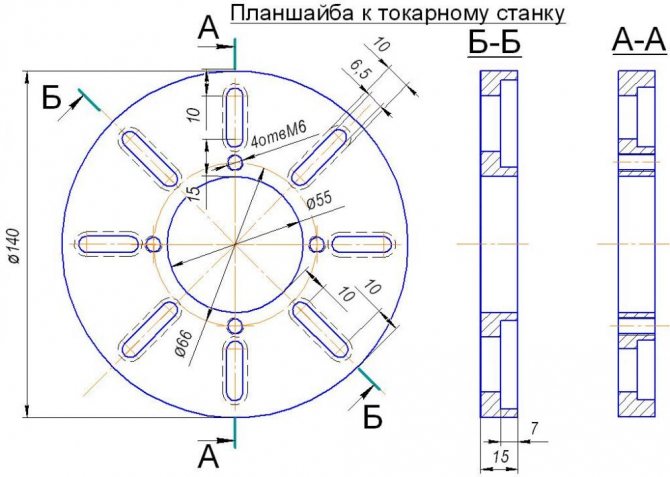
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.

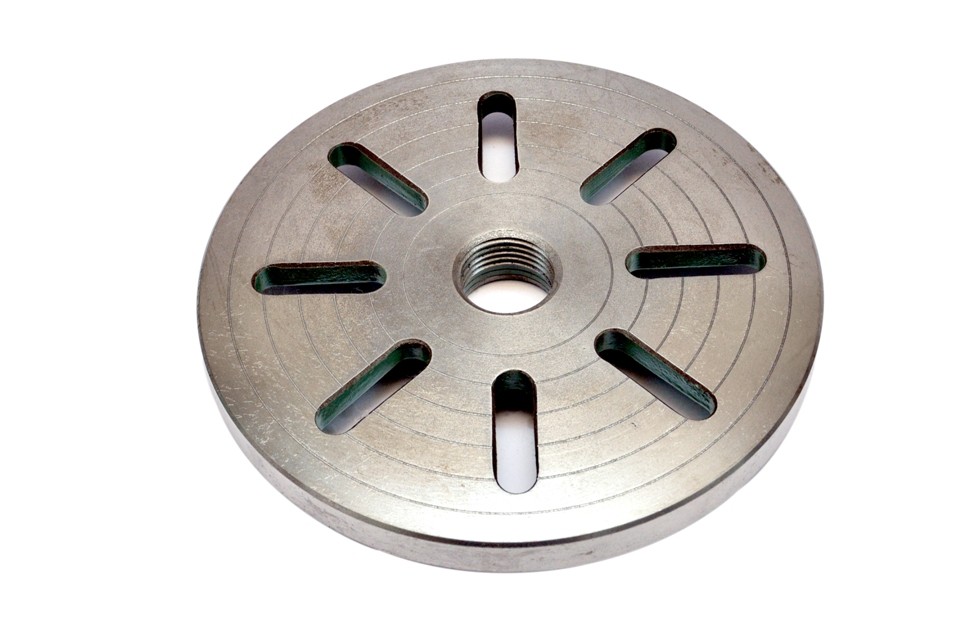
Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

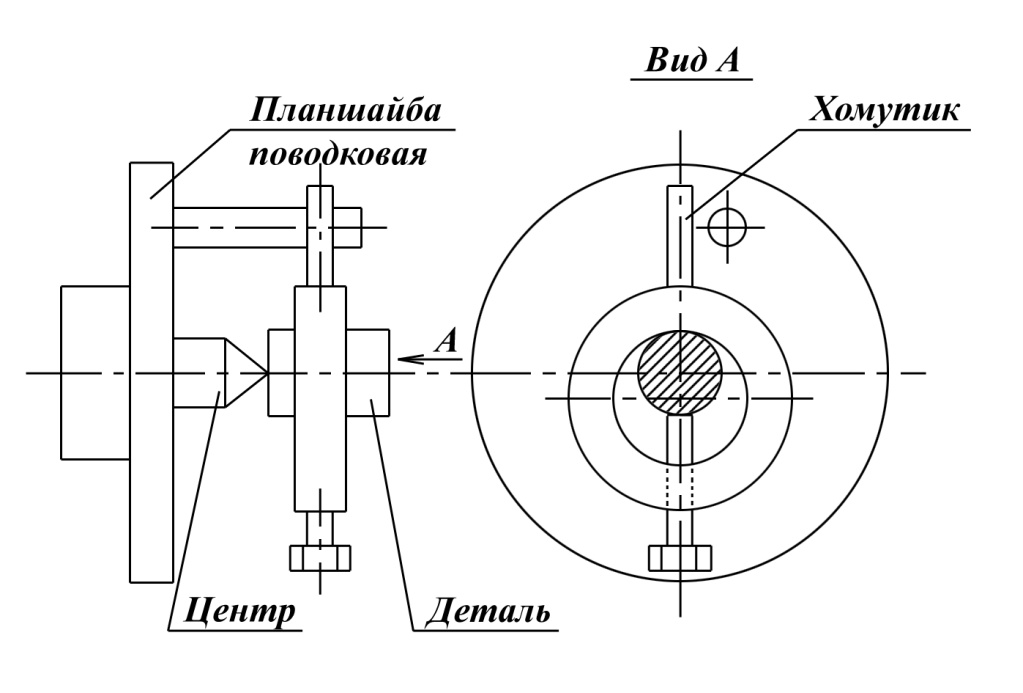
Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.
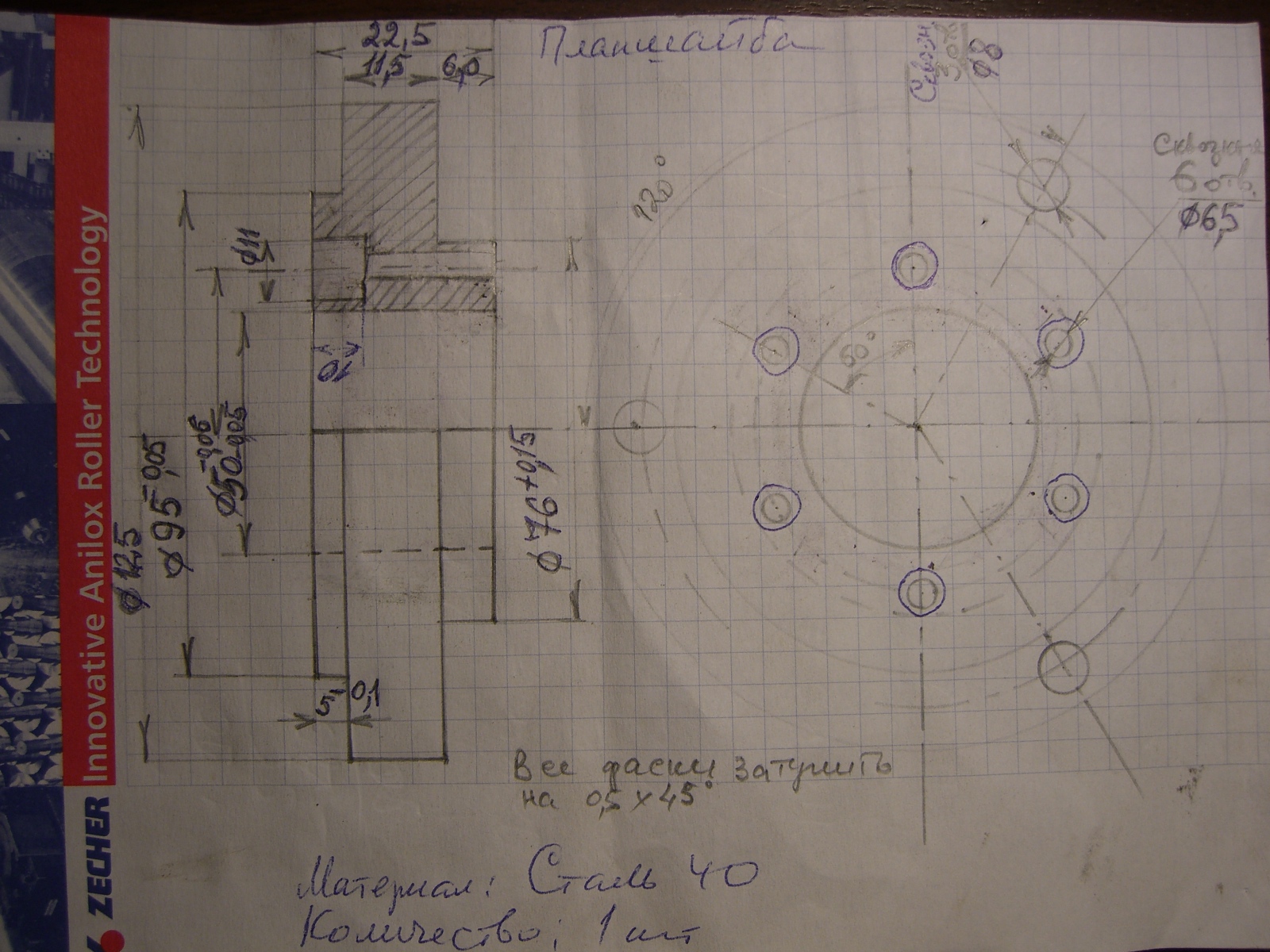
Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Можно ли сделать самостоятельно?
Имея базовое оборудование, а также некоторые навыки токаря и инженера, домашнее изготовление является возможным. Но остается вопрос о необходимости таких действий. Ведь дома сделать можно только самые простые вариации, а их несложно найти в продаже, да и стоят они дешево. А вот экономическая целесообразность самодельной оснастки остается недоказанной.

Иногда нужны сложные конструкции, которые нельзя найти в магазинах. Но обычно их схема очень сложная, а на изготовление уйдет много времени.
Однако если вы решили самостоятельно изготовить ее, мы дадим несколько рекомендаций и покажем, как это сделать.
Заготовка
Берем ровный брус. На его поверхности отмечаем карандашом нужные параметры. Для точности используем циркуль. Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Теперь берем кузовную шайбу и к ее центру привариваем половину гайки, которая стоит ребром. После остывания элемент можно ставить на шпиндель. На поверхности можно просверлить несколько отверстий под крепежные инструменты.
Обязательно покрасьте сталь, чтобы она не покрылась ржавчиной. Более подробно процесс изготовления представлен на видео:
В статье мы рассказали про планшайбы для патрона токарного станка. Выбирайте оснастку внимательно, чтобы добиться максимально хороших результатов.
Патроны двух- и трехкулачковые универсальные пневматические
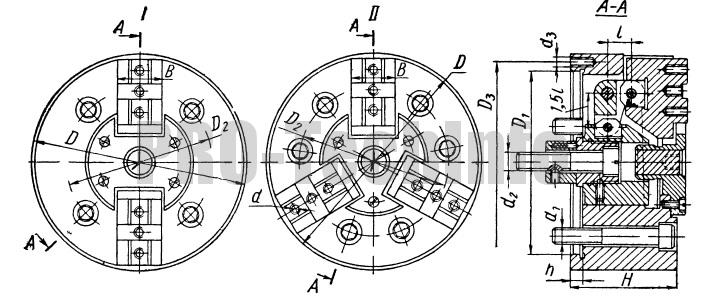
Патроны устанавливаются на переходном фланце по диаметру D1; кулачки самоцентрирующие крепятся болтами.
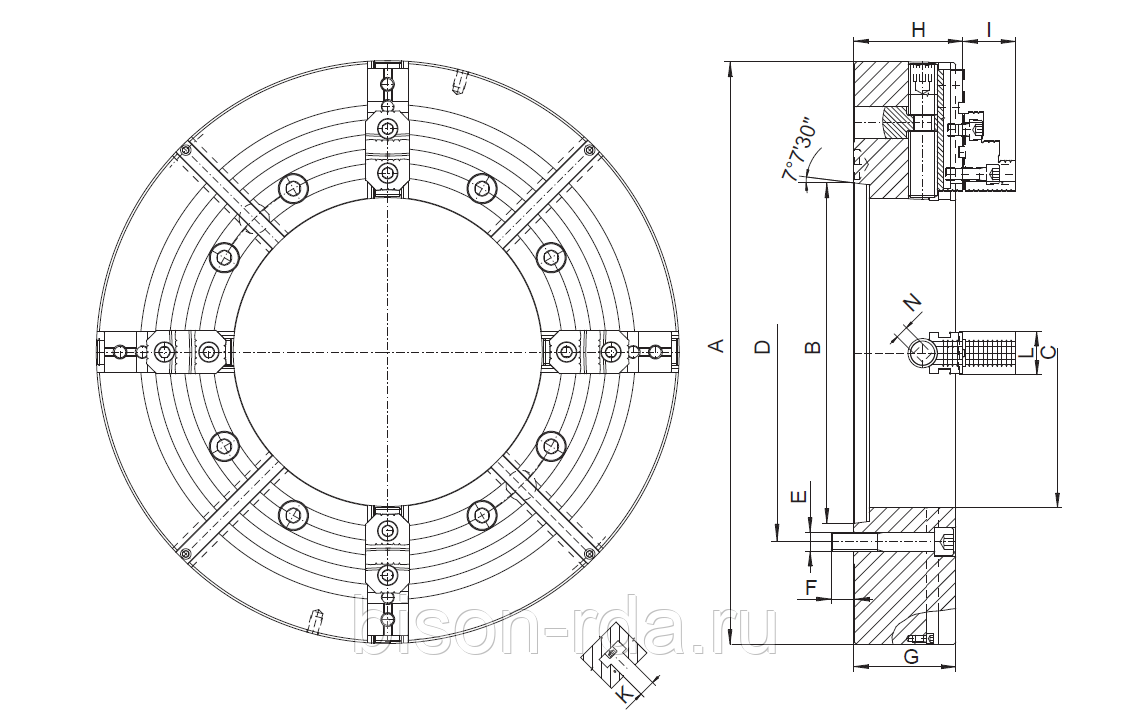
Размеры в мм
| D | D1 | D2 | D3 | H (не более) | B | Винты кулачковые | Винты присоединительные | d2 | Отверстия соединительные | h | Ход кулачка | ||||||
| I | II | d | Количество на кулачок | d1 | Количество | d3 | I | II | |||||||||
| I | II | ||||||||||||||||
| 100 | 72 | 75 | 86 | 70 | 30 | 30 | M10 | 2 | M10 | 4 | 6 | M12 | M8 | 4 | 3 | 6 | 3 |
| 130 | 100 | 82,6 | 112 | 80 | 4 | ||||||||||||
| 160 | 130 | 104,8 | 142 | 90 | 35 | 35 | M12 | M16 | 8 | 5 | |||||||
| 200 | 165 | 133,4 | 180 | 100 | 40 | 40 | M12 | M20 | M10 | 6 | |||||||
| 250 | 210 | 171,5 | 226 | 110 | 50 | 40 | M16 | M16 | M12 | 7 | |||||||
| 320 | 270 | 235 | 290 | 125 | 60 | 50 | M20 | М27 | M16 | 10 | 8 | ||||||
| 400 | 340 | 330,2 | 368 | 145 | 75 | 60 | 3 | 6 | 10 | ||||||||
| 500 | 440 | 465 | 175 | M20 | M36 | 6 | 6 | 12 | 12 |
Примечание:
- Основные размеры по ГОСТу 5410-50.
- Предельные отклонения размеров D1 по А (ОСТ 1012), размеров D2 по 4-му классу точности.
- Размеры D3, В, d, d1, d2 и S — рекомендуемые.
Для чего нужна планшайба на токарном станке
Если наблюдается смещение по оси шпинделя, а также иные препятствия нормальному креплению через кулачки патрона, то установка переходника обязательна. Фиксация на диск происходит через прижатие к оснастке. Если невозможно без ущерба поступить так, то есть вариации разнообразных креплений, которые имеют строгую специализацию. Многочисленные предложения на рынке позволяют подобрать крепежные элементы почти для любой модели. Впрочем, никто не мешает под конкретную задачу изготовить выверенный крепеж.
После установки диска в обязательном порядке необходимо удостовериться, что сохранилось правильное расположение по оси. Ведь в отличие от вставки непосредственно в патрон, обозначенная методика отнюдь не гарантирует автоматического центрирования. Поэтому придется произвести небольшую сверку.
Примечательно, что переходная планшайба может выручить и в ситуации, когда взаимодействовать придется не с необычной формой детали, а с нетривиальным режущим инструментом. То есть, крепится уже лезвийное устройство. Но это достаточно редкая ситуация.
Кулачковые токарные патроны
Часть разновидностей патронов по количеству кулачков мы рассмотрели выше, однако видов самих патронов гораздо больше.

Разновидности кулачков
Всего насчитывается 5 самых востребованных конструкций, все они кулачковые, но для разных задач и типом работы:
Рычажный тип. Наиболее часто встречающийся вид. Применяется для грубой черновой работы. Кулачки и зажимы двигаются за счёт двухплечевого рычага. Совместим с гидроприводом. Настройка патрона сложная.
Самоцентрирующийся тип. Также часто можно встретить этот вид патрона, на его примере мы выше описали работу станка – заготовка центруется кулачками, кулачки двигаются за счёт движения диска, на котором сделаны пазы по типу «архимедова спираль». Усилие зажима обеспечивается механикой. Точная и надёжная конструкция.
Клиновый тип. Данный вид является глубокой модернизацией рычажного вида патрона. После внедрения отдельных пневматических и механических приводов, значительно выросла точность обработки. Способен обработать предмет практически любой сложности. Имеет режим смещения оси заготовки от центральной оси станка. Однако он сложен в настройке и требователен к качеству производства.
Цанговый тип. Патрон, позволяющий оперативно и крепко зафиксировать заготовку. Современные агрегаты лёгкие в настройке. Особенность строения в том, что роль кулачков здесь выполняют зажимные лепестки. Лепестков размещено от двух до шести штук, исходя из диаметра патрона. Заготовка жёстко фиксируется, а радиального биения практически нет. Цанга очень долговечна, сама по себе это втулка с осевыми прорезями.
Мембранный тип. Данный тип может похвастаться высокоточной обработкой и крепежа заготовки. Состоит из механизма, на фланце которого находится мембрана из пружинистого материала. Зажимы состоят из своеобразных сменных губок. Их 3–8 штук. Работает с пневмоприводом
Требует от человека повышенной осторожности в работе. Деталь сломается, если переборщить с давлением
Однако сама мембрана прочно удерживает губками заготовку.
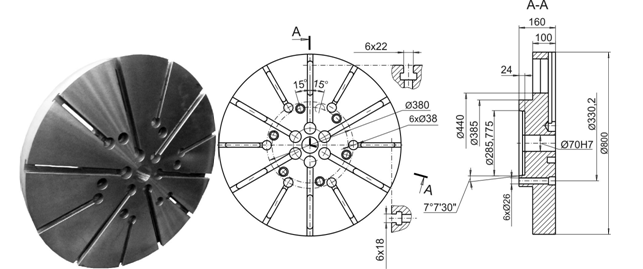
Использование планшайб на универсальных токарных станках
В обычных кулачковых патронах можно размещать обрабатываемые заготовки различной формы, симметричной относительно оси. Различное количество кулачков и многовариантность конструкции обеспечивают универсальность патронов. Однако существуют детали, размещение которых неудобно в патронах. К ним относятся детали, несимметричные относительно оси: рычаги, корпуса, шатуны и т. д. Для них используются специальные приспособления, в том числе и планшайбы.

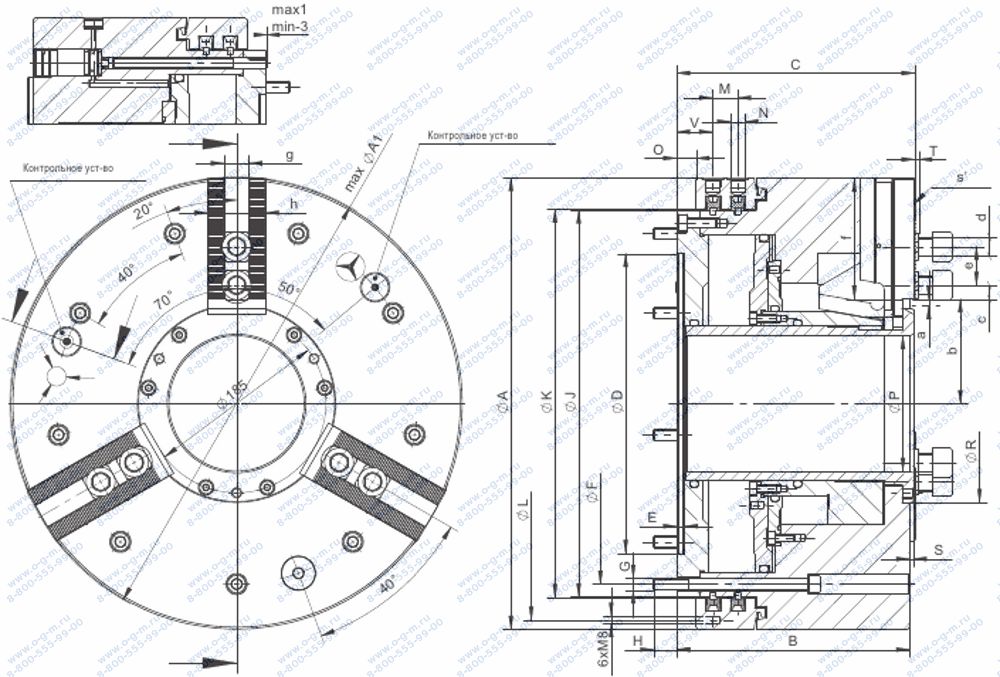
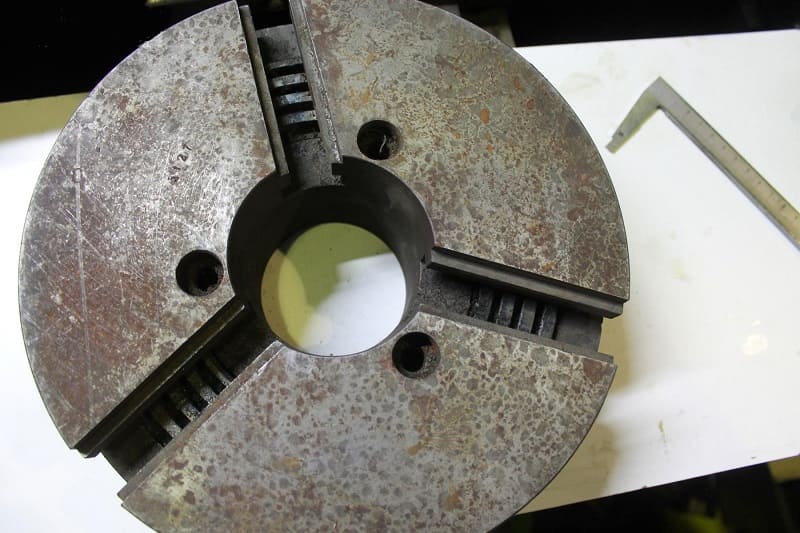
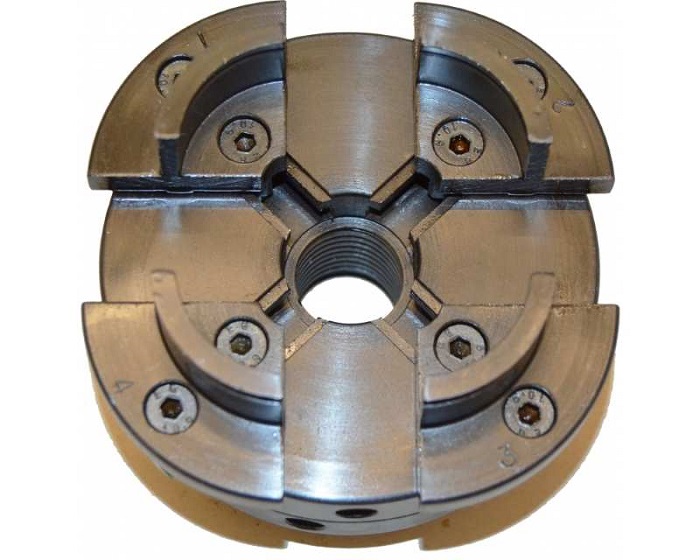
вид сзади (крепление к шпинделю cam lock)
Планшайба для универсальных токарных станков имеет вид стального или чугунного диска с фланцем для фиксации на шпиндель. На передней стороне находится базовая поверхность для крепления заготовки или оснастки, канавки служат для предварительной выверки заготовки. Также имеется несколько радиальных пазов, для осуществления фиксации заготовки во время обработки. Сзади могут располагаться ребра жесткости. Планшайба базовой поверхностью садится на коническую или цилиндричекую посадку шпинделя, фиксация производится в зависимости от типа торца шпинделя. При использовании планшайбы производителем обговаривается максимально допустимая скорость вращения планшайбы.
Выделяют такие виды планшайб:
- гладкие,
- с резьбовыми отверстиями,
- с радиальными пазами,
- с круговыми пазами.
- поводковые.
Установка деталей на планшайбе универсальных токарных станков
Крепление деталей на планшайбе производится при помощи планок и болтов. Используемые болты могут быть прижимаемыми или вкрученными в кулачки для перемещения и закрепления в пазах.
Осесимметричные детали закрепляются прихватами или центральным зажимом. Крепление несимметричных деталей относительно оси значительно сложнее. Для этого применяются низкие подкладки или более высокие упорные стойки, которые позволяют поднять планки над планшайбой. Высота стоек должна быть такой же, как и высота стенок детали. Зажимные болты, прижимающие планки, располагаются как можно ближе к детали. Планки должны быть параллельны планшайбе, иначе деталь может выскочить при вращении. Правильность установки заготовки на планшайбе проверяется рейсмусом. Проверка расположения первой заготовки из партии осуществляется так же, как и в четырехкулачковом патроне.
Детали, обрабатываемые на планшайбе, часто имеют центр тяжести, смещенный относительно центральной оси станка. Поэтому на планшайбе размещается противовес необходимой рассчитанной под конкретную деталь массы, который возвращает центр тяжести на центральную ось. Без противовеса будет происходить биение шпинделя, на станке будут происходить вибрации, уменьшающие срок жизни режущего инструмента и подшипников шпиндельной бабки.
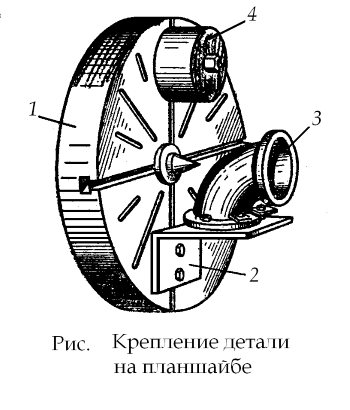
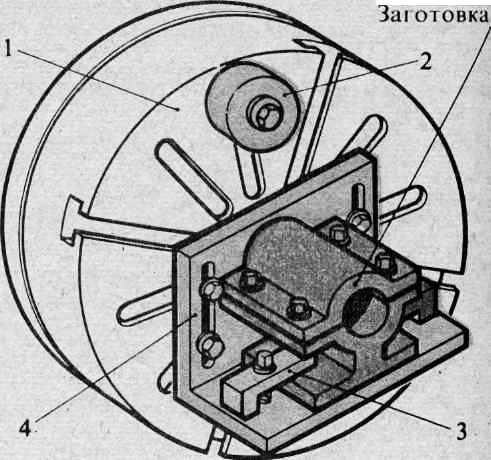
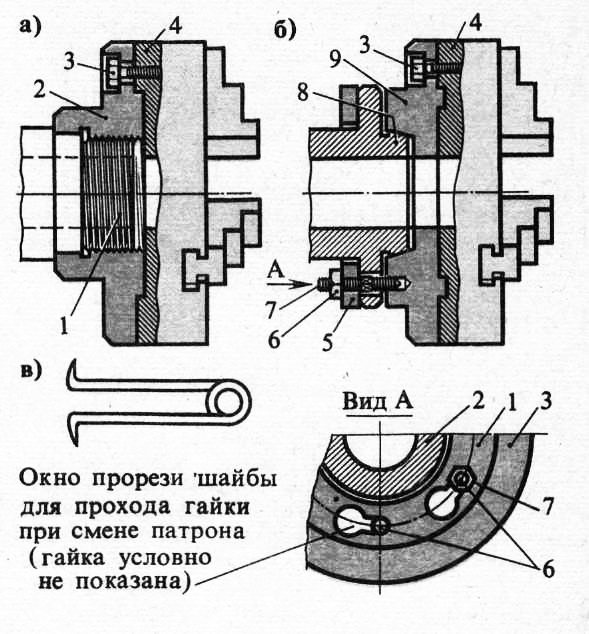
Рис. Крепление детали на планшайбе с использованием противовеса: 1 – планшайба; 2 – угольник; 3 – обрабатываемая деталь; 4 – противовес
Балансировка производится ручным поворотом планшайбы. Если она не меняет своего положения после остановки, то вес и положение противовеса выбрано правильно.
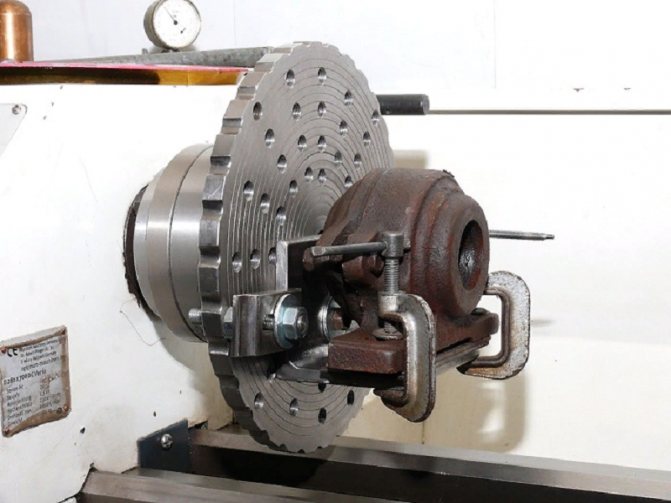
Рассмотреть крепление детали можно на примере шатуна — вытянутой детали, представляющей собой две втулки разного диаметра, соединенные перемычкой. Деталь устанавливается в планшайбу для обработки внутренней поверхности большего отверстия. Для крепления используются две планки с подкладками и угольник. Планки зажимаются болтами, вставленными в отверстия планшайбы. Центрирование осуществляется угольниками, установленными в Т-образных пазах. На планшайбе с противоположной стороны от шатуна размещается противовес.
Таким образом, планшайба позволяет разместить на шпинделе заготовку неправильной формы и исключить эксцентриситет. Однако установка и центровка детали требует большего времени, чем для кулачковых патронов.
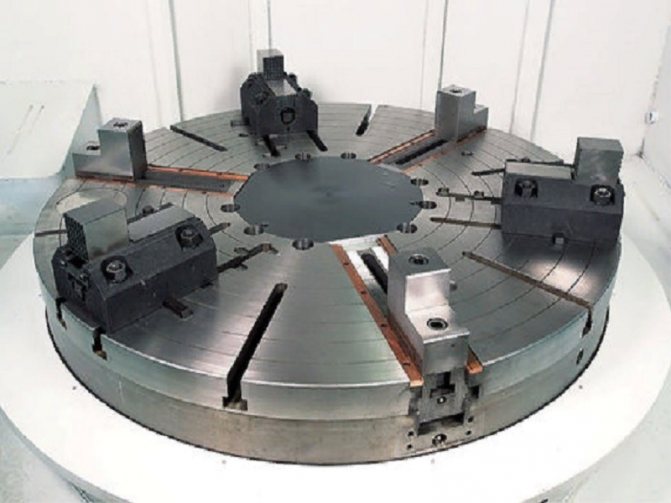
Планшайба токарно-карусельных станков
Планшайбы, используемые на токарно-винторезных и токарно-карусельных станках, значительно отличается. Если на токарно-винторезных станках планшайбы используются как вспомогательное крепление для сложных заготовок, то на токарно-карусельных установках планшайба является основным способом крепежа и выступает необходимым элементом станка. На токарно-карусельных станках планшайба выполняет функции горизонтального вращающегося стола.
Улучшение технических параметров
Тюнинг для увеличения мощности.
Конструкция двигателя мотоцикла позволяет проводить тюнинг по увеличению его мощности. Одним из вариантов является перепресовка коленвала двигателя и смена опорных подшипников. Обычно в качестве новых подшипников устанавливались подшипники вторичного вала от мотоцикла Ява. Данная реставрация позволяла достичь увеличения мощности двигателя ИЖ Планета — 5 на 10 15%.
Следующим вариантом добавления мощности была работа по увеличению объема цилиндра. С этой целью срезалась его верхняя часть и растачивалась гильза до 76 мм. Затем устанавливался соответствующий поршень, обычно использовался поршень от мотоцикла Планета Спорт.
Увеличение скорости мотоцикла.
После этой операции увеличивалась скорость мотоцикла по некоторым данным до 160 км в час. Поэтому работы по увеличению объема двигателя выполняли владельцы, которые планировали эксплуатировать свое транспортное средство в основном на скоростных магистралях.



Наиболее сложным вариантом технического тюнинга по добавлению мощности ИЖ Планета — 5 является установка наддува. С этой целью происходит монтаж выпускного клапана устройство которого соответствовало аналогам на спортивных вариантах.
Затем устанавливается выпускной резонатор, обладающий резко направленными параметрами. Его задача создать волновой подпор топливной смеси. Следующим монтируется золотниковый клапан для получения несимметричные фазы работы мотора, что позволяет избегать прямого выброса отработанной смеси.
Выполнение наддува на двигателе пятой Планеты процесс достаточно сложный и поэтому не получил широкого распространения.
Улучшение сцепления.
При увеличении мощности мотора необходимо проводить работу по улучшению сцепления.В стандартных условиях серийное сцепление работает уверенно.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.





