

Особенности метода
Для успешного обнаружения поверхностных и лежащих на глубине от 0,5 мм разрушений, исследуемый объект должен быть намагниченным. Тогда определенная часть силовых линий магнитного потока, не изменяющая своего направления над поверхностью без изъянов, «выходит» за пределы объекта и возвращается назад над поврежденными участками с пониженной магнитной проницаемостью.
Над ними возникают полюса, образующие локальное магнитное поле. Его неоднородность сосредотачивает силовые линии над областью повреждений, где намагниченные частицы индикаторного вещества притягиваются друг к другу и образуют цепочные или линейные структуры по силовым линиям магнитного поля.
Для успешного выявления повреждений обязательным условием является перпендикулярное расположение пораженной плоскости по отношению к течению магнитного потока, а также наличие факторов, влияющих на чувствительность магнитопорошковой дефектоскопии:
- Коэрцетивная сила
- Определенные шероховатости на исследуемой поверхности
- Высокая магнитная проницаемость
- Напряженность намагничивающего поля
- Качественный дефектоскопический материал
- Достаточная степень освещенности
Методы разрушающего контроля
Среди множества методов испытаний на прочность, наиболее достоверными считаются методы разрушащего контроля. Большинство испытаний методами разрушающего контроля проводится до того момента, когда испытательный образец становится непригодным для дальнейшей эксплуатации. Такой подход позволяет с большой точностью определить предельные нагрузки, допустимые при эксплуатации испытуемой продукцией.
Методы разрушающего контроля бывают следующих видов:
Механические испытания — превалирующий вид испытаний разрушающим контролем. Применяется для испытаний прочности как отдельных деталей, так и конструкций из различных материалов. Различается несколько видов механических испытаний: статический метод и динамический метод.
Стендовые испытания — применяются в основном в машиностроении для испытания двигателей и электрических узлов на специально оборудованных стендах. Основная отрасль — авиация, автомобилестроение, тяжелое машиностроение.
Климатические испытания — применяются с целью подтверждения жизнеспособности изделия для эксплуатации в условиях, отличных от нормальных и приближенных к экстремальным. Под экстремальными условиями подразумевается воздействие внешних факторов: климат и сопутствующие ему особенности; индивидуальные параметры места эксплуатации испытуемой продукции. Проведение климатических испытаний проводится в специальной камере, воссоздающей все необходимые условия.
Термические испытания — проверка свойств материала при пониженных и повышенных температурах. В зависимости от материала образца используют различные методы изменения его температуры: пропускание тока, электронный, кондукторный, индукционный, радиационный, конвективный.
Радиационные испытания — испытания на радиационное воздействие. Испытаниям подлежат материалы и изделия, эксплуатируемые на Атомных Электростанциях. Результатами данных испытаний характеризуется стойкость образца к источникам ионизирующего излучения.
Электромагнитные испытания — испытания на электромагнитную совместимость. Испытания характеризуют взаимодействие различных электроприборов при одновременном их использовании. Так же определяется помехоустойчивость оборудования при воздействии на него электромагнитного поля. Испытания применяются для подтверждения соответствия Техническому регламенту Таможенного Союза 020/2011 «Электромагнитная совместимость технических средств».
Электрические испытания — испытания электроприборов и их составляющих, в частности кабелей и изолированных жил. В рамках данного метода проводятся мероприятия: определение объемного электрического сопротивления; испытания жилы на пробой электричеством; сопротивление низкому напряжению. Все методы проверяются как на полностью собранных блоках, так и на отдельных образцах продукции. Область применения испытаний используется для потверждения прдукции соответствия Техническому регламенту Таможенного Союза 004/2011 «О безопасности низковольтного оборудования».
Химичские испытания — применяются для широчайшего спектра продукции, начиная от строительных материалов, таких как металл, бетон, и заканчивая продукцией, в состав которой входят органические вещества. Поскольку перечень продукции и количество подвидов химических испытаний очень разнообразно, об этом можно прочитать в отдельной статье.
Испытания на устойчивость — в рамках данного метода проводятся испытания на ударную устойчивость различных технических изделий, в частности машин и приборов. При проверке испытуемый объект многократно подвергают большому внешнему воздействию короткосрочного характера. Результатом испытаний является предельная нагрузка, при которой происходит деформация испытываемого образца.
Алгоритм выполнения
- К проверяемому предмету присоединяется источник электрического напряжения.
- Возникающее электрическое поле, обладает точками с одинаковым потенциалом, создающими эквипотенциальные линии.
- На поврежденном участке значительно снижается сила напряжения, измеряемая с помощью электродов.
- Полученная информация обрабатывается, и на основе ее анализа определяются габариты, ключевые параметры выявленных разрушений и генерируются способы его устранения.
- Составляется отчетность, содержащая выводы о соответствии требованиям техдокументации и возможности дальнейшего использования проверяемого объекта.
Электрический контроль не ограничивается электропотенциальной разновидностью и включает в себя множество других щадящих методов:
- искровый, направленный на диагностику состояния изоляционного покрытия;
- параметрический – количественная оценка состояния изоляционного покрытия;
- емкостный, контролирующий стандарты полупроводников и диэлектриков;
- термический, контролирующий химсостав материалов;
- электронной эмиссии, направленной на изучение микрокристаллических поверхностей;
- электростатического порошка – действует аналогично магнитопорошковому методу.
Оптический контроль: виды и их описание
Как уже упоминалось выше, оптический метод контроля – это часть ВИК, которая подразумевает использование специальных приборов для выявления глубинных дефектов. Он делится на три вида:
- Визуально-оптический, для которого применяются лупа и микроскоп
- Дифракционные, интерференционные, голографические, стробоскопические, нефелометрические, поляризационные методы. Они предполагают проверку тех изделий, которые полностью или частично пропускают световое излучение
- Телевизионные, спектральные, фотометрические, денситометрические методы НК. Они подразумевают использование соответствующего оборудования и значительно меньше зависят от человеческого фактора
Способы намагничивания
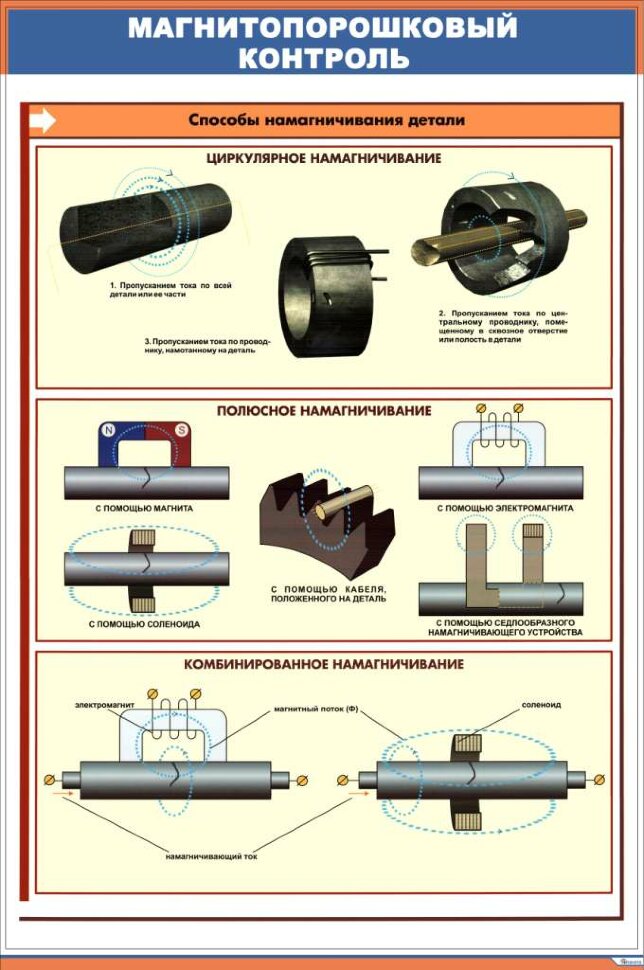
ГОСТ 21105-87 предусматривает намагничивание исследуемого объекта одним из трех основных способов.
- Циркулярный, осуществляемый путем индуктирования или пропускания тока через объект или размещенный в нем проводник. Магнитное поле замыкается внутри объекта без образования полюсов по его краям
- Продольный (полюсный) – при помощи постоянного магнита, соленоида или электромагнита поток направляется вдоль объекта, образуя магнитные полюса по его краям
- Комбинированный – одновременное воздействие на объект нескольких разнонаправленных магнитных полей, ток пропускается с помощью электромагнита или соленоида
- Наименее востребованная разновидность намагничивает исследуемый объект посредством соленоида вращающегося магнитного поля
В процессе намагничивания применяются различные типы электротоков:
- Постоянный
- Переменный
- Однополупериодный
- Выпрямленный
- Импульсный
Алгоритм выполнения магнитопорошкового метода
Мероприятия магнитопорошкового контроля выполняются поэтапно в алгоритме, предусмотренном действующими ГОСТами.
- Если используется суспензия или порошок, поверхность исследуемого объекта предварительно очищается от всех загрязнений. Чтобы на темной поверхности был виден магнитный порошок, на исследуемый участок наносят краску белого цвета
- Намагничивание объекта влияет на чувствительность контроля. Поэтому успех выявления повреждений во многом зависит от выбора оптимального способа
- Покрытие объекта порошком или суспензией может быть выполнено несколькими способами. Погружением объекта в емкость с индикаторным веществом, или его нанесением с помощью шланга или душа под слабым напором при мокром методе контроля. Сухой метод предполагает надувание магнитного порошка воздушной струей
- Визуальный осмотр объекта в сомнительных случаях может проводиться с применением оптических приборов, предусмотренных нормативами. После стекания суспензии, контролер расшифровывает рисунок и сопоставляет его с фотоснимками различных изъянов
- На финишном этапе объект размагничивается и очищается от индикаторного вещества
Размагничивание контролируемого объекта может быть выполнено одним из двух способов:
- Первый, более эффективен, но применяется крайне редко. Он предполагает нагрев объекта до точки Кюри, при котором возможны скачкообразные изменения механических свойств материала объекта, что неприемлемо в большинстве случаев
- Второй, наиболее востребованный способ размагничивания, предусматривает применение переменного или постоянного магнитного поля амплитуда, которого равномерно уменьшается от определенной максимальной точки до нуля вместе с изменением полярности
Устройства электрического НК
Электроизмерительные приборы регулируются ГОСТ 25315-82, которым предусматривается применение:
- Электрических преобразователей, конструктивно зависимых от агрегатного состояния контролируемой среды. При наиболее сложном жидком или газообразном состоянии выбор устройства осуществляется в соответствии с такими критериями, как его пропускная способность и характер взаимодействия среды с электродами.
- Измерители состава и структуроскопы применяются для определения состава и структуры проверяемого материала по значениям диэлектрической проницаемости, коэффициенту или тангенсу угла потерь.
- Электропотенциальные приборы, основанные на измерении разности потенциалов на проверяемом участке, когда через него пропускается ток, они применяются для измерения поверхностных пустот и трещин глубиной до 120 мм.
- Термоэлектрические устройства, используемые в сортировке изделий по маркам стали, экспресс-анализе металлов в процессе плавки или в слитках, измерении толщины гальванического покрытия, изучении механизмов усталости металлов.
- Электроискровые, электростатические и трибоэлектрические дефектоскопы, контролирующие сплошности диэлектрических материалов и покрытий трубопроводов.
Цель аттестация персонала по НК
Установленная законом аттестация персонала в области неразрушающего контроля выполняется, чтобы:
- Подтвердить теоретическую и практическую подготовку специалистов для осуществления одного или нескольких видов НК
- Получить объективную информацию о внутренней структуре изделий и материалов
- Оформлять корректные заключения об исследовании объектов повышенной опасности, строительных и промышленных объектов
Сферы применения полученных знаний
Действующие правила аттестации (ПБ 03-440-02) выполняются специалистами при возведении, монтаже, изготовлении, ремонте технических устройств, зданий и сооружений. Объектами НК могут выступать сооружения, где функционируют:
- Горнорудная техника
- Оборудование нефтяной и газовой промышленности
- Паровые и водогрейные котлы
- Объекты железнодорожного транспорта
- Системы газоснабжения и электроэнергетики
- Аппараты угольной промышленности
- Подъемные сооружения
- Техника металлургической промышленности
- Системы, применяемые на взрывопожароопасных и химически опасных производствах
Уровни квалификации
Персонал проходит подготовку по трем уровням профессиональной квалификации, которые указываются в удостоверении аттестованных специалистов:
- Первый уровень. Позволяет обслуживать технику для НК и составлять отчеты по итогам работ
- Второй уровень. Специалист занимается контролем на опасных объектах и дает заключения
- Третий уровень. Эксперт руководит неразрушающим контролем на всех стадиях его выполнения
Об авторе
Галина Лебединцева
Эксперт по учебно-методической работе
Методы магнитного неразрушающего контроля
Основу всех методов МК составляет обнаружение локальных искажений магнитного поля, которые вызываются повреждениями, присутствующими в намагниченном изделии (объекте контроля). Магнитная проницаемость несплошности (трещины) гораздо ниже, чем у объекта в целом. Если она есть, то магнитные силовые линии искривляются. Образуются так называемые поля рассеяния, или поля дефекта. Они фиксируются различными магнитными преобразователями (некоторые виды используемых преобразователей дают название методу контроля). По форме и амплитуде магнитных линий можно понять параметры и глубину расположения дефекта. После завершения исследования объект размагничивается с помощью соленоида.




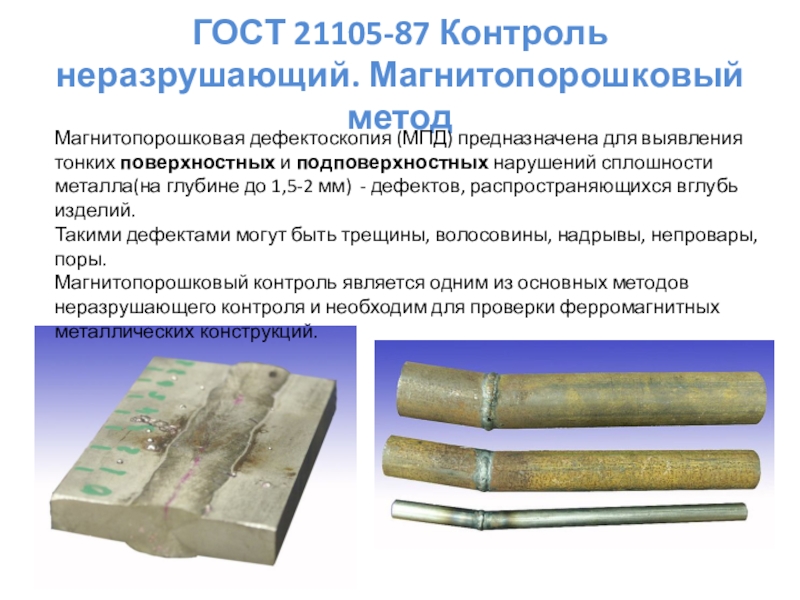


ГОСТ Р 56542-2019 подразделяет этот вид неразрушающего контроля на следующие методы (в основе классификации лежит способ, с помощью которого получают исходные данные):
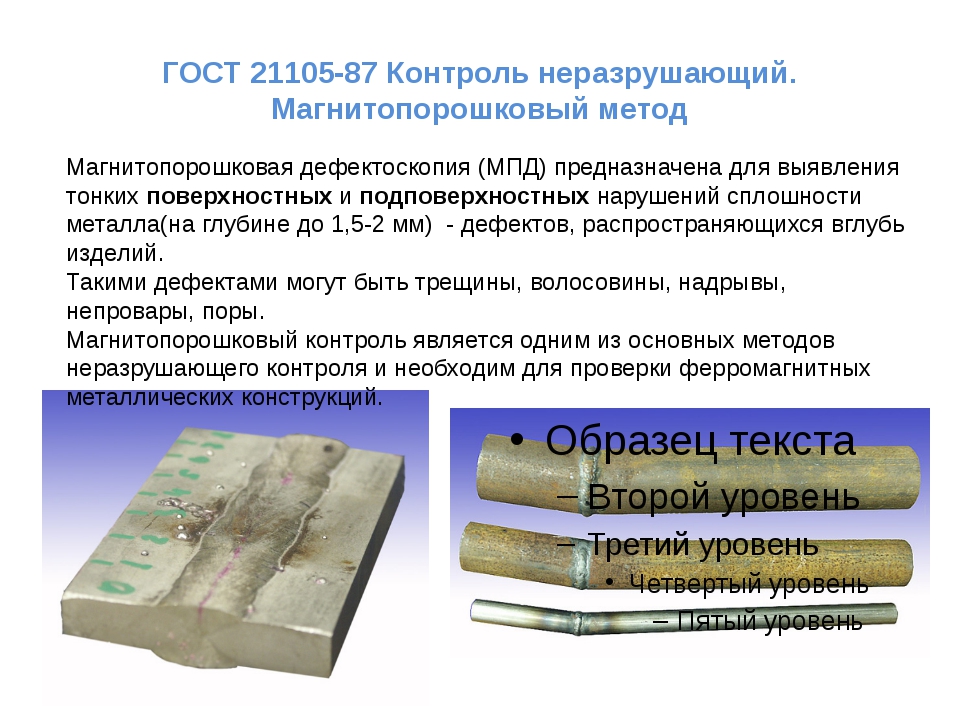
- Магнитопорошковый: в качестве индикатора магнитных линий используется магнитный порошок. Этот метод применяется чаще всего. Он универсален, отличается высокой чувствительностью и простотой выполнения. С помощью него можно обнаружить поверхностные и подповерхностные (на глубине до 2 мм) дефекты.
- Индукционный: магнитные поля объекта регистрируют с помощью индукционных преобразователей.
- Магниторезистивный: магнитное поле объекта регистрируют с помощью магниторезистивных преобразователей.
- Магнитографический: магнитные поля объекта записываются на магнитный носитель в виде сигналограммы.
- Пондеромоторный: основан на одноименном взаимодействии фиксируемого магнитного поля объекта и магнитного поля электромагнита, постоянного магнита или рамки с током.
- Феррозондовый: магнитные поля объекта регистрируют с помощью феррозондовых преобразователей.
- Метод эффекта Холла: для регистрации магнитных полей используют одноименные преобразователи.
Проведение магнитного контроля регламентируется российскими и международными стандартами, включая ГОСТ Р 55612-2013, ГОСТ Р 56512-2015 и EN 1290:1998.
Оптический метод неразрушающего контроля
Оптический способ дефектоскопии основан на анализе оптических эффектов, связанных с отражением, преломлением и рассеянием световых лучей поверхностью или объемом объекта.

Оптический метод
Внешние оптические методики позволяют определять чистоту и шероховатость поверхностей, особо важную в точном машиностроении. При измерении размеров мелких деталей применяется физическое явление дифракции, шероховатость поверхностей определяется на основе интерференционных измерений.
Внутренние дефекты возможно выявить лишь для прозрачных материалов, и здесь оптическим методикам нет равных по дешевизне и эффективности.
Выгодно отличаются они своей простотой и малой трудоемкостью и при нахождении пороков поверхностей, таких, как трещины, заусенцы и забоины.
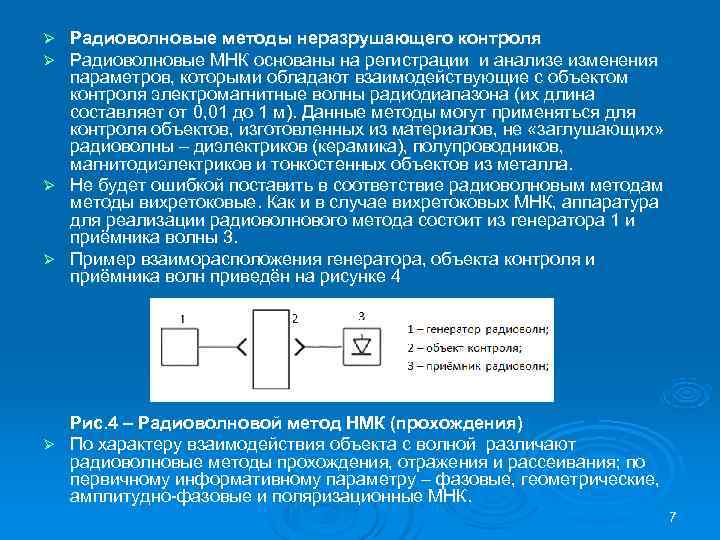
Радиоволновой метод неразрушающего контроля
Заключается в облучении исследуемого объекта радиочастотным излучением и измерении параметров прошедшей, отраженной или рассеянной электромагнитной волны.

Радиоволновой метод
Он применим к диэлектрическим, полупроводниковым материалам, а также к тонкостенным металлическим оболочкам и конструкциям, в которых хорошо распространяются радиоволны. Используется для проверки однородности, габаритов и формы изделий из пластика, резины, композитных материалов. Измеряют при этом амплитудные, фазовые или поляризационные характеристики волны. Неразрушающий контроль радиоволновым методом позволяет обнаружить в массе материала неоднородности, посторонние включения, некачественные клеевые и сварные соединения и другие дефекты.
Какие отклонения выявляет радиографический контроль?
Главная задача любой разновидности НК – выявление деформаций и повреждений. Радиографический метод позволяет определять отклонения сварных швов и стыков труб, находящихся на поверхности, а также возникающих внутри контролируемого объекта.
- Посторонние включения (вольфрамовые, окисные, шлаковые)
- Трещины, поры, непровары, подрезы
- Вогнутые и выпуклые корневые деформации шва в труднодоступных местах
- Излишки наплавленного металла
- Коррозийные изъяны с геометрическими нарушениями (язвы, питтинги)
Но применение оборудования РК небезгранично, зависит от класса чувствительности и не позволяет выявлять:
- Изъяны, величина раскрытия которых ниже стандартных значений
- Дефекты, чья плоскость раскрытия не совпадает с направлением просвечивания
- Включения и геометрические отклонения, изображения которых на снимках совпадают со сторонними элементами, сварными углами и перепадами
Допустимые габариты изъянов на объектах контроля отражаются в технической документации (чертежи, ТУ), а при отсутствии определяются ГОСТом 23055-78.
Алгоритм контроля
Проведение вихретокового контроля регламентируется руководством РД-13-03-2006, которым предусматривается составление технологических карт для каждого отдельного проверяемого объекта. Технология контроля деталей вихретоковым методом предполагает поэтапный поиск дефектов.
- Визуальный осмотр проверяемой поверхности.
- Предварительная настройка и калибровка используемых устройств с помощью эталонных образцов.
- Корректирование предварительной калибровки на объекте контроля.
- Выявление отклонений преобразователем путем зигзагообразного сканирования исследуемой поверхности.
- Обработка полученных результатов и оценка качества объекта контроля.
К качеству выпускаемой продукции предъявляются жесткие требования, что стимулирует разработку и увеличивает разнообразие новых типов вихретоковых дефектоскопов и преобразователей.
Оборудование и инструменты для визуально-измерительного контроля
Все оборудование, которое применяется при визуально-измерительном контроле качества, можно разделить на две большие группы. Первая – это инструменты, с помощью которых и осуществляются измерения дефектов, различных параметров сварных швов. К ним относятся:
- Микрометры
- Измерительные металлические рулетки
- Штангенциркули
- Линейки измерительные
- Шаблоны, имеющие специальную форму и предназначенные для проверки сварных швов, которые должны выполняться по одному стандарту
Вторая группа – это оборудование для оптического контроля. Оно включает в себя уже упомянутые в статье микроскопы и лупы (обычные, измерительные и шаблонные), а также:
- Перископы
- Зеркала
- Волоконные световоды
- Телевизионные камеры
Данная группа инструментов применяется только в том случае, если при визуальном осмотре были обнаружены какие-либо дефекты, которые нужно исследовать максимально подробно.
Чтобы выявить соответствие толщины стенок изделия требуемым параметрам, используется оборудование, предназначенное для физического контроля. Это толщиномеры и ультразвуковые дефектоскопы.
Существует целый ряд способов исследования сварного шва в труднодоступных местах. К примеру, для измерения углублений между валиками, а также определения чешуйчатости разрешается снимать слепки из воска, пластилина, иных материалов.
Визуально-измерительный метод неразрушающего контроля позволяет не только оценить качество сварного шва, но и выявить грубые нарушения производственного процесса, спрогнозировать места разрушения детали, ориентируясь на имеющиеся дефекты, а также сделать выводы о безопасности и соответствии стандартам применяемых технологий изготовления либо ремонта конструкций.
Классификация методов неразрушающего контроля по ГОСТ 18353- 79
Основные методы неразрушающего контроля основаны на применении различных физических явлений и измерении характеризующих эти явления физических величин. Наиболее широко применяются следующие виды неразрушающего контроля:
- ультразвуковой;
- радиоволновый;
- электрический;
- акустический;
- вихревых токов;
- магнитный;
- тепловой;
- радиационный;
- проникающими веществами;
- оптический.





Общие виды неразрушающего контроля могут включать в себя несколько конкретных методов, различающихся по таким признакам, как:
- способ взаимодействия с контролируемым объектом;
- физические величины, измеряемые в ходе наблюдения;
- способ получения и интерпретации данных.
Правильный выбор способа позволяет предприятию сэкономить средства и обеспечить высокую надежность контролируемого оборудования и конструкций.
Метод неразрушающего контроля проникающими веществами
Суть способа заключается в том, что во внутренние полости контролируемого устройства или конструкции запускают специально подготовленную жидкость, реже — химически активное или радиоактивное вещество. По его скоплению или следам и определяют место дефекта.
Различают две разновидности:
- капиллярный, для нахождения поверхностных капиллярных трещин, по которым и просачивается вещество – индикатор;
- течеискание — для обнаружения утечек в трубопроводах и емкостях.

Метод неразрушающего контроля проникающими веществами
Поверхность тщательно очищают, далее наносят на нее вещество-индикатор, или пенетрант. После определенной выдержки наносят вещество — проявитель и наблюдают картину дефектов визуально. В случае применения радиоактивных маркеров обнаружение дефектов производят соответствующей рентгенографической аппаратурой. Методика обладает следующими достоинствами:
- высокая чувствительность;
- простота применения;
- наглядность представления.
Он хорошо сочетается с другими методиками и служит им для взаимной проверки.
Принцип действия электрического контроля
Стандарт ГОСТ 25315-82 определяет разнообразие методов электрического НК, суть которых наиболее наглядно отражает электропотенциальная разновидность, предусматривающая четкую регистрацию и анализ падения потенциала. С этой целью исследуемый участок вводится в электростатическое поле, чтобы определить искомые характеристики материала по его обратной реакции на источник данного поля.
Этим источником является электрический конденсатор, одновременно исполняющий роль электроемкостного преобразователя (ЭП). Изменение интегральных параметров ЭП, характеризующих емкостные свойства и диэлектрические потери, являются проявлениями обратной реакции и изначальными информативными показателями электро дефектоскопии.
Вихретоковый метод неразрушающего контроля
Способ основан на наведении в исследуемом объекте вихревых (приповерхностных) токов малой интенсивности и частотой до нескольких мегагерц помещения его в электромагнитное поле, создаваемое вихретоковым преобразователями измерения. Применяется для металлов и других электропроводящих материалов. На основании неоднородностей приповерхностного вихревого поля можно судить о наличии неоднородностей и других дефектов в наружном слое металла (до глубины в несколько миллиметров). Измерения с высокой точностью определяют также дефекты лакокрасочных и защитных покрытий, нанесенных на металлическую деталь. В роли вихретокового преобразователя служить мощная катушка индуктивности, генерирующая высокочастотное электромагнитное поле. Вихревые токи, наводимые этим полем в приповерхностном слое металла, измеряют этой же катушкой (совмещенная схема) или отдельной (разнесенная схема). По пространственной картине распределения интенсивности измеренных токов определяют места неоднородностей, вносящих искажение в поле.

Вихретоковый метод неразрушающего контроля
На применении вихревых токов основано большое количество различных конструкций дефектоскопов, специализирующихся на определении толщины и однородности листов металлопроката и покрытий на конструкциях, непрерывного измерения диаметра проволоки и пруткового проката во время их производства. Применяются вихретоковые устройства, наряду с ультразвуковыми, и для определения состояния лопаток турбин и других ответственных высоконагруженных узлов.
Разновидности устройств и приборов
Современный рынок предлагает широкий ассортимент вихретоковых дефектоскопов, толщиномеров и структуроскопов, оптимальный выбор которых зависит от габаритов проверяемого объекта и предстоящих видов работ.
- Вихретоковые дефектоскопы, предназначенные для выявления и анализа поверхностных повреждений, достаточно просты в применении. Но им свойственны такие недостатки, как ложное срабатывание при установке преобразователя на изделия с нестандартной формой поверхности.
- Толщиномеры – мультифункциональные приборы, направленные на высокоточное измерение толщины защитных покрытий любого типа, наносимых на тонкопроводящую основу или ферромагнитные материалы.
- Вихретоковые преобразователи по взаимодействию с контролируемым объектом делятся на:
- проходные
- накладные
- комбинированные.
Основной тип преобразователя не выделяют, поскольку каждому из них свойственны определенные плюсы и минусы. При выборе оптимального варианта учитывают геометрические параметры исследуемой поверхности, радиус кривизны, размеры и саму зону контроля (пазы, ребра жесткости, угловые или резьбовые соединения).
Где и зачем применяется
Вихретоковая дефектоскопия позволяет оценивать свойства исследуемых объектов и выявлять поверхностные и внутренние разрушения глубиной 0,1- 0,2 мм:
- полости
- трещины
- сторонние включения
- межкристаллическую коррозию.
Сегодня контроль вихревыми токами активно применяется в различных отраслях промышленности в соответствии с ГОСТ Р ИСО 15549-2009 и в целях:
- производства и ремонта роторов, лопаток паровых турбин, тепловых канавок, сварных швов трубопроводов, корпусного оборудования, резьбовых соединений, отдельных узлов и деталей оборудования;
- исследования целостности и толщины труб, листового проката и защитных покрытий, а также выявления коррозийных разрушений;
- оценки структуроскопии изначального и текущего состояния металлов, используемых в изготовлении тепломеханического оборудования ТЭС, а также анализа качества термообработки и определение состава контролируемого вещества;
- измерения глубины поверхностных дефектов в электропроводящих магнитных и немагнитных материалах.
Неразрушающий контроль и зачем он нужен
Разновидности методов неразрушающего контроля:
- Визуально-измерительный – информативный способ, не предполагающий серьезных финансовых затрат. Исследование проводится посредством визуального осмотра конструкций. Эксперт невооруженным глазом оценивает объект. Возможно применение простых измерительных и вспомогательных инструментов: лупа, маркер, фонарик, угольник, штангенциркуль
- Ультразвуковой – изучение происходит с использованием ультразвуковой аппаратуры. Согласно правилам колебания с частотой от 20 тысяч Гц отражаются от дефектов в виде трещин, пустот или царапин. По итогам применения оборудования персонал делает выводы о свойствах объекта
- Радиационный контроль ведется с помощью рентгеновских и гамма-лучей. Для его осуществления задействуют особые радиоскопические, радиометрические и радиографические системы
- Тепловой неразрушающий контроль выполняется путем трансформации ИК-излучения в видимый спектр. Подходит для обследования при нагревании или в отношении объектов, способных производить тепловое поле
- Электрический метод – метод неразрушающего контроля применяется для оценки целостности изоляционных покрытий и определения параметров электрохимзащиты.
- Течеискание. Методика подходит для поиска дефектов в сосудах и иных замкнутых предметах. Используется при изучении качества сварных швов
- Капиллярный – эксперты оценивают следы, которые образуются после проникновения специальных жидкостей в дефекты
- Магнитный – используется в отношении объектов из кобальта, железа, никеля. Позволяет проанализировать поле рассеивания, возникающее после намагничивания
- Вихретоковый – для выявления нужных показателей экспертам требуется индуктивная катушка. Позволяет проверить взаимодействие внешнего электромагнитного поля с полем вихревых токов
Приборы радиографического контроля
Выбор рентгеновских аппаратов производится с учетом толщины контролируемого материала, геометрии просвечивания и чувствительности прибора, отраженных в ТУ. Рентгеновские приборы привлекают высокой мощностью и долговечностью, но они слишком крупные, дорогостоящие и достаточно вредные для здоровья обслуживающего персонала.
Гамма-дефектоскопы, несмотря на более низкую контрастность и отсутствие регулировки мощности, отличаются такими плюсами, как невысокая стоимость, небольшие габариты и малое фокусное пятно, обеспечивающее четкость проекции отклонений. Чаще всего используются там, где нельзя применить рентгеновские аппараты постоянного действия (контроль небольших толщин, отсутствие источников питания, в труднодоступных местах).
ГОСТ 7512-82 содержит основные схемы и устанавливает метод РК, чувствительность которого зависит:
- От контрастности режима просвечивания
- Зернистости пленки
- Геометрических условий просвечивания
- Жесткости излучения
- Толщины и плотности просвещаемого материала
Среди фиксаторов рентгеновского излучения наиболее востребованы пленка с аналогичным названием, а также многоразовые акриловые или фосфорные пластины, применяемые в цифровой радиографии. От их выбора во многом зависит качество результатов, полученных в ходе РК. Поэтому каждая партия пленки и реактивы для ее обработки предварительно проверяются на пригодность и соответствие установленным показателям:
- Проведение подготовки пленки и обработки снимков в затемненном помещении
- Готовые снимки должны отличаться высокой четкостью, отсутствием пятен и непрерывным эмульсионным слоем
- Эталоны и маркировка должны быть видны на снимках
Преимущества метода РК
Радиографический контроль – один из основных методов проверки качества выполнения сварочных работ. Он наиболее востребован в нефтяной и газовой промышленности, где крайне важны качественные сварные стыки и соединения отдельных элементов трубопроводов, благодаря таким плюсам:
- Наглядность – точное отражение посредством фотокопии внутреннего состояния материи и мест расположения отклонений
- Непревзойденная точность, обеспеченная бесконтактностью метода
- Контроль различных материалов, включая немагнитные
- Независимость от внешних воздействий, что делает возможным применение метода в погодных и технических условиях любой сложности
Среди минусов РК высокая стоимость оборудования и расходников, необходимость наличия персонала, прошедшего специальное обучение, вредные излучения.
Алгоритм выполнения и меры безопасности
Работы по выявлению дефектов и отклонений радиационным методом, регламентируются ГОСТ 7512-86 и поэтапно выполняются лабораториями, аттестованными в соответствии с ПБ 03-372-00 и ПБ 03-440-02:
- Подготовка объекта к просвечиванию посредством очищения его поверхности от мусора и ржавчины
- Визуальный осмотр с разметкой и маркировкой участков объекта для дальнейших исследований
- Контролируемые сварные швы размещают между излучателем и приемником устройства
- Аппаратура включается, после предварительной проверки ее работоспособности
- Рентгеновские лучи проникают сквозь шов и принимаются датчиком, размещенным с обратной стороны
- Полученная информация выводится на монитор или рентгеновскую пленку для дальнейшего анализа и хранения
Уровень чувствительности приборов зависит от множества факторов. Он проверяется путем размещения на контролируемом участке различных эталонов чувствительности в заданной последовательности:
- Проволочных
- Канавочных
- Пластинчатых
Работы, связанные с РК, проводятся с соблюдением правил безопасности, предусматривающих:
- Наличие технологической карты (с алгоритмом действий, схемами зарядки кассет, нормативами)
- Предварительную проверку исправности оборудования
- Экранирование задействованной аппаратуры для предотвращения распространения опасных для людей и экосреды излучений
- Соблюдение безопасной дистанции между специалистами и применяющимися в работе приборами
- Максимальное сокращение времени пребывания специалистов в потенциально опасных местах
- Применение СИЗ
- Ограждение рабочей зоны, определяемой с помощью дозиметров ДКС-АТ, специальной лентой и знаками
Акустический, или ультразвуковой контроль
Способ основан на возбуждении в конструкции колебаний определенной частоты, амплитуды, скважности импульсов и анализе отклика конструкции на эти колебания. Интерпретация результатов с помощью специализированных компьютерных программ позволяет воссоздать двумерные сечения исследуемого объекта, не разрушая его
Различают две основных группы методик акустической дефектоскопии:
- Активные — установка осуществляет излучение колебаний и последующий прием отклика от конструкции.
- Пассивные — осуществляется только измерение колебаний и импульсов.

Ультразвуковой неразрушающий контроль
Звуковые колебания с частотой выше 20 килогерц называют ультразвуком. Ультразвук является одним из самых популярных способов акустической дефектоскопии в промышленности и позволяет проверять качество и пространственную конфигурацию практически любых материалов. Популярность ультразвука определяется его преимуществами перед другими методами:






- низкая цена оборудования;
- компактность установок;
- безопасность для персонала;
- высокая чувствительность и пространственное разрешение.
Ультразвуковой способ мало применим к конструкциям, имеющим крупнозернистую структуру или сильно шероховатую поверхность.
Безопасность ультразвука для человека позволяет широко использовать его в медицинской диагностике, включая обследование ребенка в утробе матери и раннее определение его пола.





