

Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Конструкция метчика
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Как правильно выбрать бормашинку
Основные критерии, которые следует учитывать при выборе бормашины для резьбы по дереву, следующие:
- мощность двигателя;
- обороты;
- крутящий момент;
- вес;
- эргономика.
Как ни печально, ни одно из предлагаемых на рынке устройств не может одновременно долго работать на больших оборотах и выдерживать высокие нагрузки. Поэтому наилучшим выбором будет приобретение двух бормашин:
- высокооборотного маломощного дремеля для выполнения тонких деталей резьбы;
- мощной мини-дрели черновой обработки и выборки больших объемов фона изображения.
Многие мастера отмечают также, что 30 тыс. оборотов – это большой запас, и большинство операций отлично выполняются и при 10-20 тыс. об/мин.
При выборе также следует обратить внимание на тот набор насадок, который будет предлагаться в комплекте
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.
Резьбовые гребенки
Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Комментарии
20 апреля 2017 Михаил
В саду вертикально торчит железная труба ф20, ветхая, под давлением. Забита деревянной пробкой, гнилой. Хочу поставить кран. Что нужно купить и что сделать ( по порядку). Спасибо.
0 0 Ответить
20 апреля 2017
Михаил (o-trubah.ru) ➜Михаил
Если труба ветхая, то ее в идеале нужно менять в месте, где она присоединяется к основному трубопроводу. Но в любом случае: Перекрываем воду, потому что работать под давлением у вас все равно не получится. Срезаем трубу до нужной высоты. Нарезаем резьбу на трубе или привариваем колено. На резьбу устанавливаем уголок, или – если мы приварили колено – сразу ставим кран. Соединение уплотняем сантехнической подмоткой. После подачи давления проверяем степень герметичности: капать из соединений не должно.
0 0 Ответить
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь. Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии
Сперва следует подготовить заготовку – убрать лишние загрязнения
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения. Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Стандарты резьбовых соединений для трубопроводов
Государственными стандартами нормируются такие виды, как метрическая, трубная цилиндрическая, трубная коническая, известны некоторые нестандартные виды, которые в домашнем обиходе не применяются.
Метрическая
Это самый распространенный вид. Ее параметры определяет ГОСТ 9150-81. Свое название получила из-за использования метрической системы в характеристиках. Диаметр дается в миллиметрах. Имеет треугольную форму и постоянный угол профиля 600. Обозначение метрической резьбы начинается с заглавной буквы М, далее указывают диаметр в мм, к примеру, М20.









Метрическая резьба имеет крупный шаг и несколько мелких. Крупный шаг в обозначении не указывается, его размер соответствует диаметру. Мелкий шаг составляет определенную величину, которая приводится в обозначении. Метрическая резьба чаще правосторонняя, если используется левосторонний вариант, в обозначение добавляются буквы LH.
Примеры обозначения: М20 – правосторонняя, метрическая, диаметр 20 мм, шаг 2,5 мм; М20х0,5-LH – левосторонняя метрическая, диаметр 20 мм, шаг 0,5 мм.
Трубная цилиндрическая

В российской системе стандартов нормируется ГОСТ 6357-81, по международному стандарту имеет обозначение BSPP. Все размеры указаны в дюймах. Трубная резьба нарезается на фитингах, кранах, гайках и другой сантехнической арматуре.
Основные характеристики трубной цилиндрической резьбы:
- для обозначения используется буква G;
- размер условного прохода измеряется в дюймах;
- угол наклона профиля равен 550;
- четыре значения шага, величина которого соотносится с определенным диаметром;
- наибольший диаметр трубной резьбы 6 дюймов, трубы большего размера соединяются сваркой.
Предлагаем вашему вниманию таблицу соответствия параметров трубной резьбы.
Таблица 1
| Диаметр условного прохода в дюймах | Шаг, мм | Наружный диаметр, мм | Внутренний диаметр, мм |
| 1/8 | 1,814 | 9,73 | 8,57 |
| 1/4 | 13,15 | 11,45 | |
| 3/8 | 16,66 | 14,95 | |
| 1/2 | 20,95 | 18,631 | |
| 5/8 | 22,91 | 20,587 | |
| 3/4 | 26,44 | 24,12 | |
| 7/8 | 30,20 | 27,88 | |
| 1 | 2,309 | 33,28 | 30,29 |
| 1 1/8 | 37,89 | 34,94 | |
| 1 1/4 | 41,91 | 38,95 | |
| 1 3/8 | 44,32 | 41,36 | |
| 1 1/2 | 47,80 | 47,85 | |
| 1 3/4 | 53,75 | 50,79 | |
| 2 | 59,61 | 56,66 |
В таблице приведены наиболее часто используемые диаметры дюймовой резьбы для трубопроводных систем.
Обозначение G 1 1/4“ расшифровывается следующим образом – трубная цилиндрическая резьба правосторонняя, диаметр условного прохода один дюйм с четвертью. В обозначении возможно присутствие букв А, В, С, которые указывают на класс точности исполнения, LH – левосторонняя.
Трубная коническая
 Нормируется ГОСТ 6211-81, международный стандарт BSPT. Характеристики такие, как у цилиндрической резьбы, нарезается на конусе с уклоном 1:16. Обеспечивает плотное герметичное соединение отдельных узлов системы трубопроводов. Наружная резьба имеет обозначение R, внутренняя – Rс. После буквенной аббревиатуры следует размер условного прохода в дюймах.
Нормируется ГОСТ 6211-81, международный стандарт BSPT. Характеристики такие, как у цилиндрической резьбы, нарезается на конусе с уклоном 1:16. Обеспечивает плотное герметичное соединение отдельных узлов системы трубопроводов. Наружная резьба имеет обозначение R, внутренняя – Rс. После буквенной аббревиатуры следует размер условного прохода в дюймах.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно.
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.
Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Машинные метчики
Если резьба цилиндрическая или коническая, имеет шаг до 3 мм, а расположить ее надо в глухом или сквозном отверстии, то рекомендуется воспользоваться станком или механическим приспособлением. Хотя ручная нарезка тоже возможна. У машинных метчиков очень большие по величине хвостовики и размеры заборных частей.

Если резьбонарезной процесс осуществляется в детали из стали высокой прочности, то потребуется набор из двухкомплектного набора метчиков. Для заготовок из конструкционной стали допустимо применение одного метчика. Это касается и чугунных деталей.
Инструмент этого вида отличается профилем канавок, предусмотренных для быстрого удаления стружки, и формой хвостовика, удобного для закрепления в шпинделе или патроне.
Советы
Нелишним будет знать некоторые тонкости эксплуатации и выбора инструментов, а также способы их использования.
В этом вопросе помогут некоторые советы.
- Перед покупкой клуппа нужно убедиться в качестве материалов его корпуса и комплектующих, для чего следует изучить аннотацию и ознакомиться с техническими условиями эксплуатации прибора. Выбирать лучше лицензированные модели надежных производителей.
- Клупп со сменными резцами будет работать дольше и лучше, чем обычная плашка. Резцы лучше всего выбирать из легированной стали.
- Перед нарезкой резьбы на водопроводных трубах следует убедиться в целостности системы, иначе при осуществлении работ может произойти поломка труб.
- Если в трубе обнаружены элементы ржавчины, то лучше удалить их, воспользовавшись труборезом. Для этого подойдет электрическая модель. Она может справиться с элементами крупного диаметра. Ручной клупп предназначен только для тонких трубных стальных поверхностей.
- Чтобы резать было проще и лучше, нужно при работе использовать специальную жидкость для резцов, которая будет одновременно охлаждать и смазывать режущую поверхность – это уменьшит силу трения, что защитит резцы от нагревания и деформации. Рабочие поверхности, инструменты и исходники обычно смазывают специальными смазочными материалами: машинным маслом или солидолом. Если их нет под рукой, то можно воспользоваться проверенным средством – куском сала.
- Для ручной нарезки с внутренней стороны лучше использовать труборез и ключ. С помощью газового ключа фиксируют трубу и производят нарезку. За счет длины своих ручек он легок и прост в использовании. Тиски могут не понадобиться, однако этот страховочный материал порой необходим, как надежный фиксатор конструкции трубы.
- Производить нарезку лучше таким образом, чтобы диаметр наружных витков был немного больше диаметра трубы – это гарантирует качественное соединение.
- Для надежности соединения в срезе лучше сделать большее число витков, например, пять. Завершая резьбу, нужно еще раз пройтись по поверхности для гарантированного качества нарезки.
- Чтобы установить прогонки правильно, нужно следовать номерным значениям на рисках.
- Для хорошей многолетней работы клуппа необходимо вовремя осуществлять замену вышедших из строя комплектующих. Новые зубцы взамен стершихся лучше приобретать у того же производителя.
- Совмещать элементы конструкции инструмента необходимо строго по параметрам – несоблюдение значений размеров плашек и клуппа приведет к поломке резцов.
Посмотреть, как нарезать резьбу на трубе, можно в этом видео.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
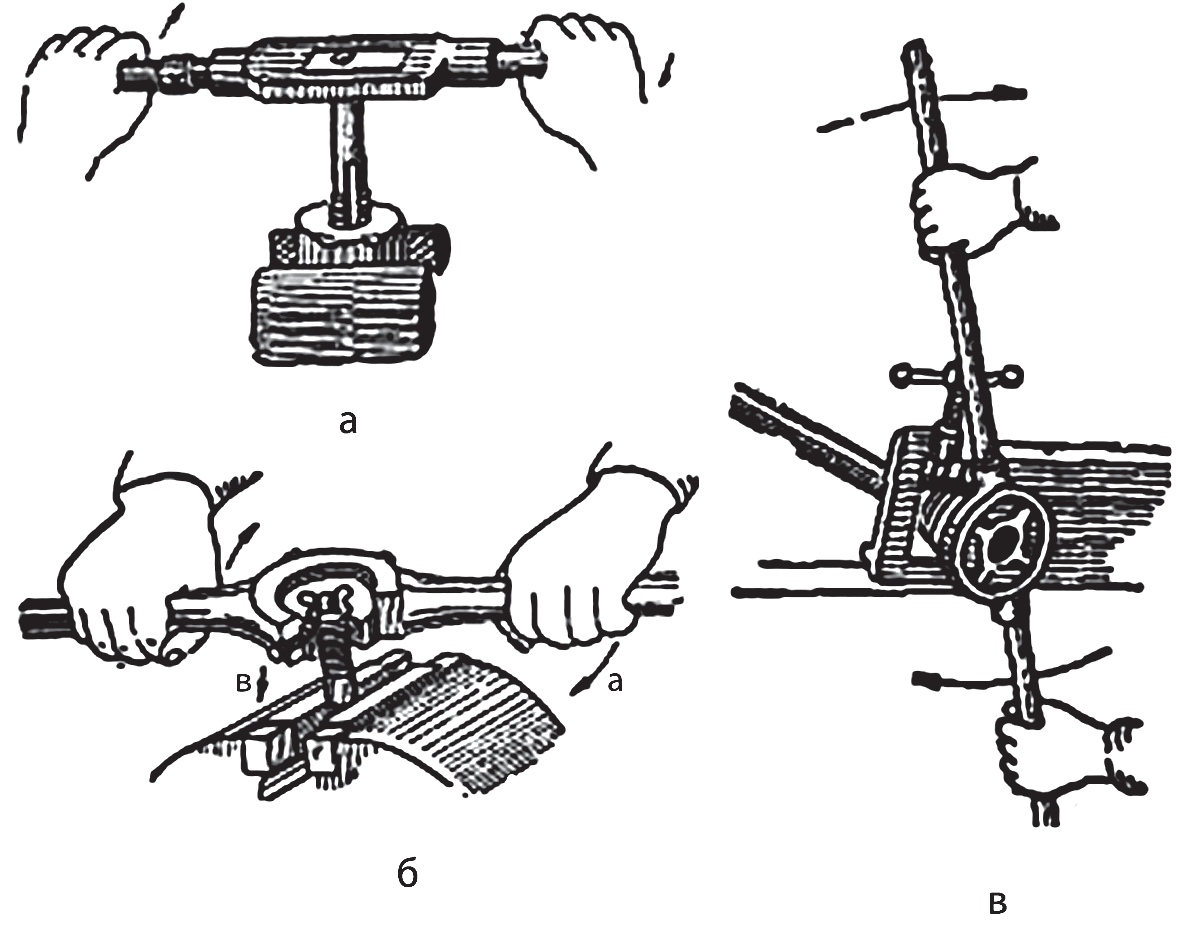
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.









На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
Простой способ нарезки резьбы на металлической трубе
Я покажу как просто нарезать резьбу на водопроводной трубе обычному домашнему мастеру, без каких-либо навыков в этом деле и с минимальным набором инструментов.
К примеру, при замене батареи центрального отопления, как в моем случае. В этом нет абсолютно ничего сложного и метод доступен почти каждому. Итак, вы обрезали трубу болгаркой или другим инструментом, типа ножовкой.
Главное, чтобы срез был ровный и перпендикулярный.
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа.
Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков.
После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом







После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 11 676





