

Способы восстановления
 Восстановленная резиновая деталь способом с применением керосина Резиновые элементы под воздействием внешних факторов утрачивают свои изначальные свойства, становятся менее упругими, затвердевают. Их дальнейшее использование не принесет желаемого эффекта, уплотнители, к примеру, не смогут сделать систему полностью герметичной. Покупка новых резиновых элементов иногда затруднительна из-за отсутствия изделий нужных размеров либо их завышенной стоимости.
Восстановленная резиновая деталь способом с применением керосина Резиновые элементы под воздействием внешних факторов утрачивают свои изначальные свойства, становятся менее упругими, затвердевают. Их дальнейшее использование не принесет желаемого эффекта, уплотнители, к примеру, не смогут сделать систему полностью герметичной. Покупка новых резиновых элементов иногда затруднительна из-за отсутствия изделий нужных размеров либо их завышенной стоимости.
Размягчить резину позволяют следующие вещества:
- Керосин. Позволяет сделать резиновые детали мягкими, воздействуя на структуру материала. После обработки резиновый элемент становится полностью эластичным. Технология восстановления следующая:
- заполните небольшую емкость керосином (размер тары выбирайте в зависимости от размеров изделия, подлежащего восстановлению);
- поместите деталь в емкость с керосином на 3 часа;
- по прошествии указанного времени проверьте изделие на мягкость, если результат удовлетворительный: извлеките материал и промойте теплой проточной водой;
- высушите материал природным способом, без применения фена либо батареи.
- Спирт нашатырный. Процесс восстановления старого материала следующий:
- разведите указанный спирт с водой в соотношении 1:7;
- поместите резиновый материал в полученный раствор на полчаса;
- по прошествии указанного времени извлеките деталь и промойте теплой проточной водой;
- дайте детали полностью высохнуть перед ее использованием.
Учтите: нельзя держать резину в растворе нашатырного спирта и воды больше часа. Если материал по прошествии 30 минут не становится эластичным, используйте другой метод восстановления.
- Медицинский спирт с последующим применением глицерина. Технология «реанимирования» резиновых деталей:
- наполните тару медицинским спиртом;
- поместите в спирт деталь, требующую восстановления на несколько часов;
- по прошествии указанного времени проверьте состояние изделия, если оно достаточно мягкое, извлеките элемент из раствора и промойте теплым мыльным раствором;
- вотрите в поверхность детали глицерин, используя губку (тряпочку);
- удалите остатки глицерина из поверхности изделия.
Вместо глицерина допускается применять автомобильное масло, его втирают в поверхность изделия, затем перед использованием детали выдерживают полчаса. За указанный период резина становится достаточно эластичной.
- Касторовое масло и силикон. Оговоримся сразу — этот метод позволяет быстро «реанимировать» старую резину, но эффект восстановления продлится недолго, через несколько дней изделие станет твердым. Для указанного способа придерживайтесь последовательности:
- намажьте деталь силиконом;
- подождите 10 мин.;
- по истечении указанного времени деталь можно использовать.
Учтите: аналогичный эффект достигается применением касторового масла. Его втирают в поверхность детали, после чего она становится мягкой и эластичной.
Рекомендуем посмотреть видео о размягчении резины с применением нашатырного спирта:
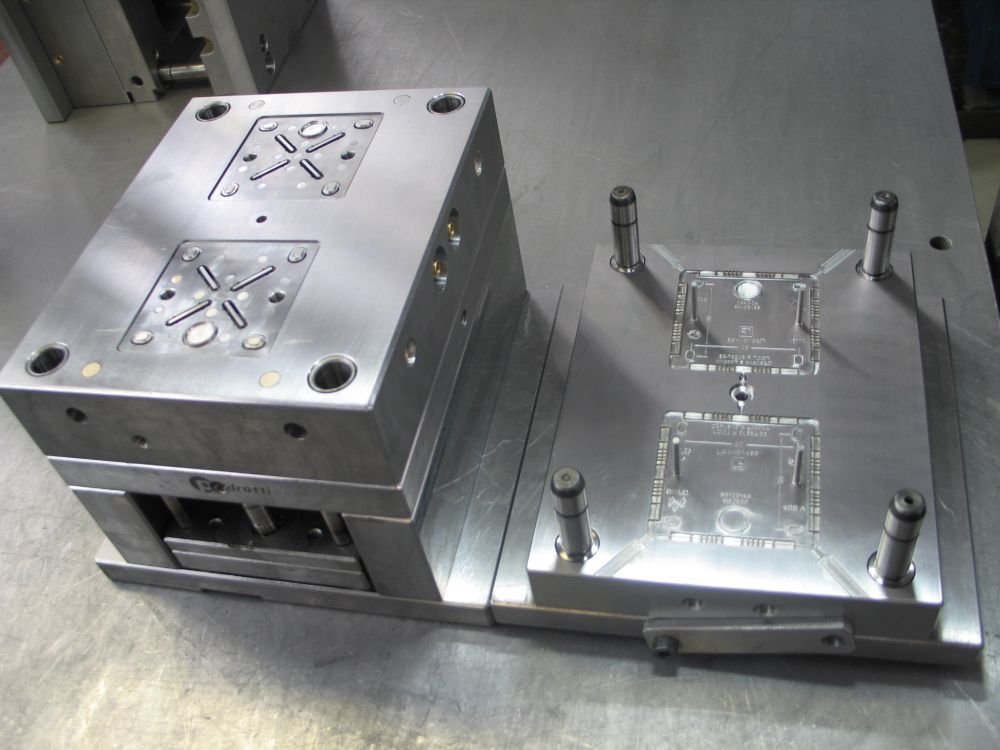
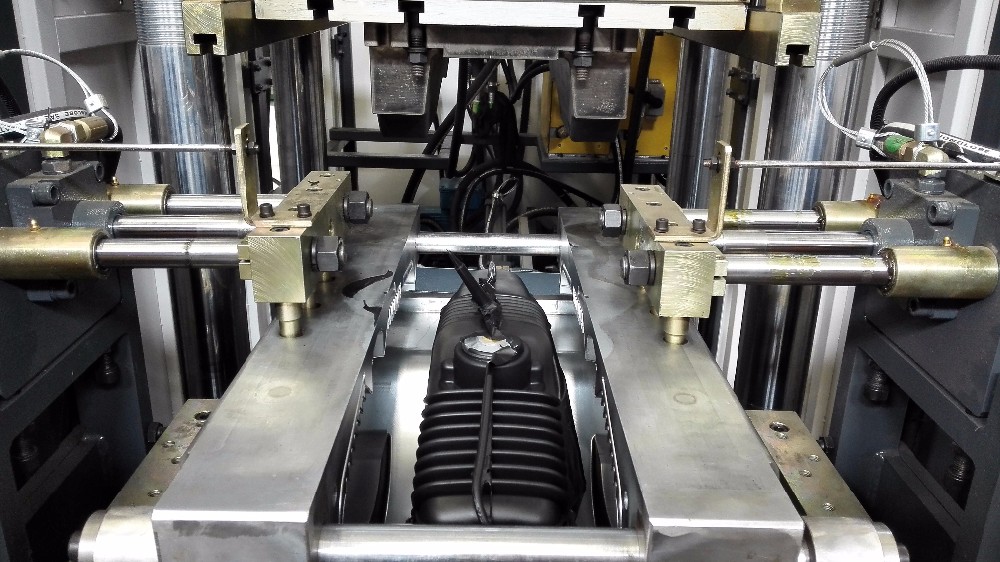
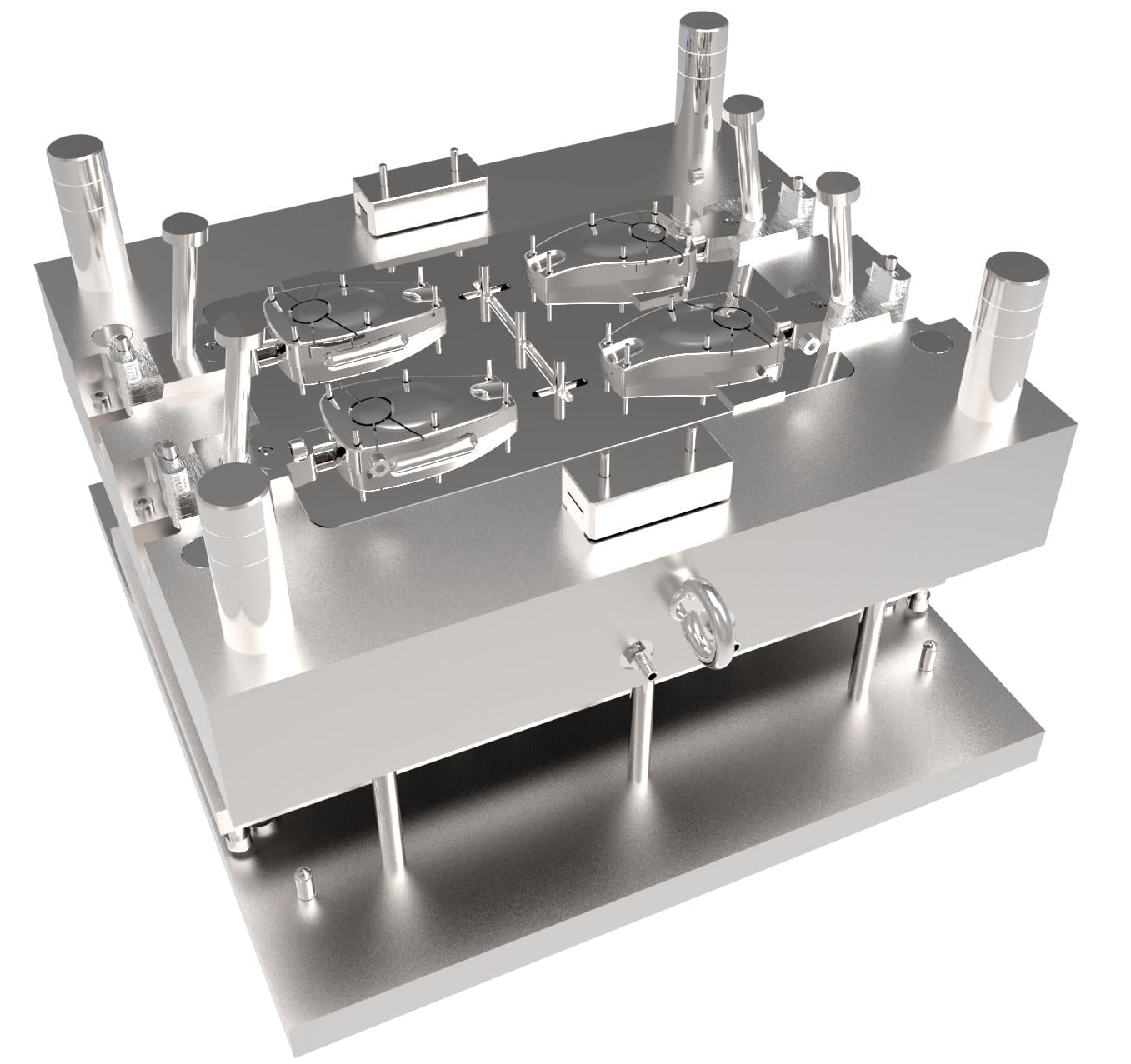
Конструкция литьевой формы с холодными литниковыми каналами
Нагрев, тепловое удлинение и изоляция литьевых форм требуют обеспечения их герметичности, работоспособности и надежности в эксплуатации. При этом особую проблему представляет равномерный нагрев полости при одновременном охлаждении других частей литьевой формы: температура системы холодных каналов должна постоянно поддерживаться намного ниже температуры литьевой формы для предотвращения преждевременной вулканизации материала. Специальное утопленное сопло с гидравлическим приводом предотвращает поток массы в системе литника. При обратном ходе после впрыска разгружается холодный канал.
Расположение блока холодных каналов с направляющими болтами в литьевой форме также способствует решению проблемы нагрева и охлаждения. Под давлением, передаваемым на блок холодных каналов с соплами, литьевая форма подается вперед, в приемник. Благодаря этому площадь касания остается сравнительно малой. После впрыска, дозировки и отхода назад цилиндра при литье под давлением встроенные винтовые пружины разжимаются. Соединение разрывается и формованные детали вулканизируются, изолирующие сопла не нагреваются от горячей литьевой формы.
Закладные детали для литьевых форм при получении силиконовых формованных деталей не должны быть полированными. Они должны быть подвергнуты пескоструйной обработке, протравлены или структурированы путем эрозии, чтобы избежать удержания впрыскиваемого материала в полости.
Литьевые формы для литья под давлением силикона обычно снабжаются электрическим нагревом. Для этого служат нагревательные патроны, кольцевые нагреватели или нагревательные спирали, расположенные в половинах литьевой формы. Если литьевые формы достаточно большие и имеют несколько полостей, то требуется несколько контуров нагрева.
Контролируемое регулирующими приборами термостатирование должно быть равномерным от гнезда к гнезду литьевой формы. Разница температуры не должна превышать 5 K. Учитывая коэффициент линейного теплового расширения, вся литьевая форма должны быть изготовлена из одной и той же марки стали.
Изготовление приспособления для вулканизации
Самодельные вулканизаторы делятся на электрические и бензиновые. Делаются они из деталей, отслуживших свой срок. Основные узлы:
- неподвижный стол;
- нагревательный элемент;
- струбцина.
Самая простая электрическая модель получается из старого утюга, в котором есть рабочая спираль. Этот вариант имеет регулятор, значит, удобнее других. Рабочая поверхность – подошва. Ручку лучше убрать, перевернуть утюг, установить на скобу из толстого листа. Сверху ложится ремонтируемое изделие и зажимается струбциной.
Для бензинового варианта использовать удобно поршень двигателя. В него наливается бензин и поджигается. Для контроля положите на латку бумагу. Она начинает желтеть на критической для резины температуре.
Литье резины под давлением
Производство резиново-технических изделий путем впрыска подогретой каучуковой смеси в подготовленную форму называют литьё резины под давлением. После впрыска происходит процесс вулканизации, то есть каучуковая смесь превращается в резину с заранее заданными свойствами.
Первый опыт получения резиновых изделий методом литья был получен много лет назад. Каучуковую смесь укладывали в специально изготовленную форму и при помощи пуансона ее вдавливают в свободную полость формы. Готовое изделие формируется в сомкнутой форме. Такой подход снижает вероятность появления заусенцев, а сами изделия предельно точно повторяют требуемую конфигурацию будущей детали.
В этом случае, окупаемость форм наступает достаточно быстро.

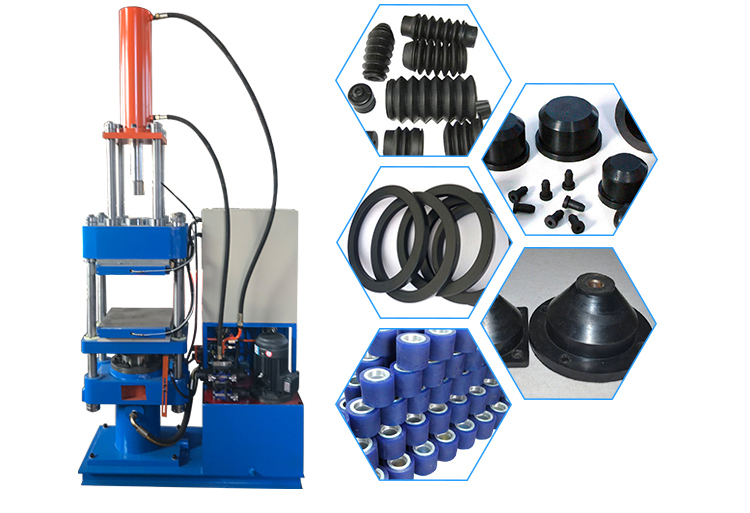
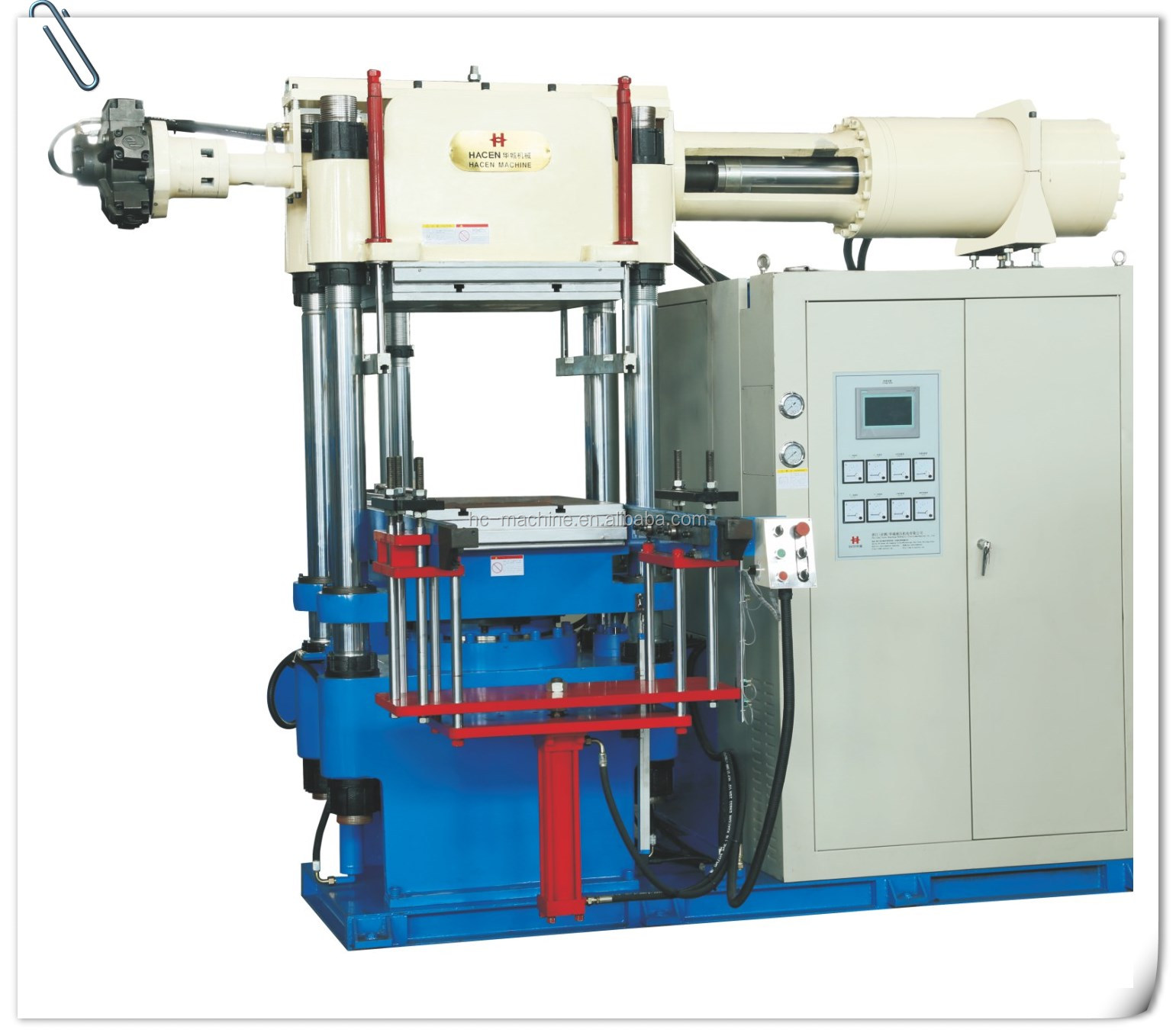
Оборудование для литья под давлением силиконовых резин
Форма состоит из нескольких частей – нескольких колец и сердцевины. Между нижним и средним кольцами расположен объем, в нем происходит формирование изделия. В пространство между верхним и средним кольцами выполняют впрыск подогретой каучуковой смеси. Во время отливки, смесь под воздействием внешнего давления выходит из верхней камеры и попадает, через литьевые ходы, в нижнюю. В ней после остывания образуется готовая деталь.
Следует понимать, что большое количество времени необходимо на сборку разборку литьевой формы, извлечение готовой детали и засыпку каучуковой смеси, нельзя забывать и о своевременном обслуживании литьевого оборудования.
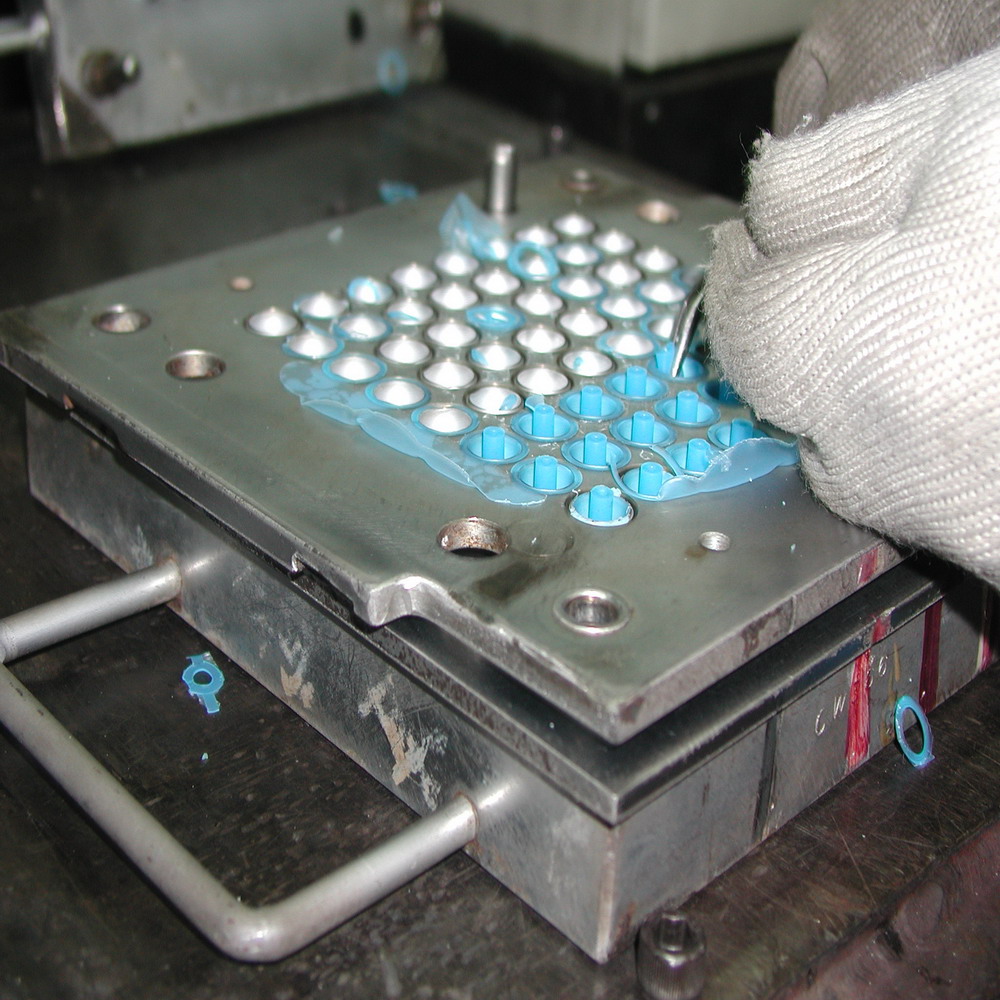
Дозирование
Литье резины – это непрерывный технологический процесс. Заранее подготовленную смесь закладывают в емкость, откуда она поступает в бункер с вращающимся шнеком. Смесь под давлением, которое создает шнек, подается в форму.

Процесс дозирования в литье под давлением
По мере заполнения формы, шнек прекращает свое вращение. В емкости со шнеком должны быть созданы такие условия, чтобы каучуковая смесь не должна подвулканизироваться.
Смешение
Для литья резины в форму применяют заранее приготовленные и перемешанные смеси. Но, при ее обработке в литьевой машине, во время движения по шнековому каналу, происходит дополнительное ее перемешивание.
Домашнее изготовление сырой резины
Каучук, особенно искусственный, для вымешивания требует больших усилий. Мять его руками, как тесто, у человека недостаточно сил. Для этого делается специальное приспособление. Перемешивание с добавками — трудоемкий и длительный процесс. Вещества с различной дисперсностью, удельным весом и физическим состоянием надо превратить в однородную массу.
Готовится сырая резина своими руками в машине со шнековыми валами. Винтовые выступы перетирают все, что заложено в емкость, и перемешивают. Скорость изготовления зависит от количества валов. Дома обычно он один, и надо много времени на доведение смеси до нужного состояния.
Для формовки в листы и полосы достаточно двух валов, один из которых перемещается, изменяя размер зазора, следовательно, и толщину готовой сырой резины. Масса закладывается в накопитель и поступает на формовку. При деформации она остывает и теряет способность течь, становится прочной на разрыв.
Оборудование для домашней мастерской можно приобрести в магазине или сделать самостоятельно. За образцы взять технику, имеющуюся на кухне. Двигатель подойдет от поломанной стиралки или любой другой машины. Ремни и шкивы автомобильные.
Как сделать силикон в домашних условиях
Первый способ
Для приготовления силиконового каучука (полидиэтилсилоксана) понадобятся жидкое стекло и этиловый спирт. Берется пластиковая емкость, в которую наливаются компоненты в равных пропорциях и аккуратно перемешиваются любым инструментом. Когда смесь загустеет, нужно доводить до состояния пластилина разминая руками.
Далее, из силиконовой массы можно лепить необходимые формы, которые оставить затвердевать на некоторое время, пока изделие не станет твердым.
Второй способ
- 150 г уайт-спирита;
- 1 капля акриловой краски;
- 3 капли жидкого глицерина;
- 30 г силиконового герметика.
Для изготовления силикона нужно погрузите герметик в емкость, добавить туда краску, глицерин и уайт-спирит. Раствор нужно перемешивать до получения однородной массы. С этим раствором можно работать не более пяти часов, так как после этого времени он затвердевает.
Третий способ
Нужно взять равное количество силиконового герметика и картофельного крахмала. Перемешивать массу около 10 минут, пока силикон не начнет легко отставать от рук, тогда можно приступать к изготовлению необходимой формы.
Четвертый способ
Берется желатин и глицерин в равных пропорциях, тщательно перемешиваются. Затем раствор нужно греть на водяной бане примерно 10 минут, постоянно перемешивая
Важно не допустить закипания желатина, иначе может появиться резкий неприятный запах
Пятый способ
Он используется для изготовления силикона для форм своими руками. Для этого нужно взять форму немного большего размера, чем копируемый объект. На дно формы наливается немного силикона и оставляется до застывания — это основание предмета.







Толщина основания должна быть один сантиметр и более, чтобы «домашняя резина» надежно обертывала предмет со всех сторон. Если форма выйдет тонкой, тогда быстро порвется при извлечении прототипа или совсем не будет держаться.
Затем прототип окунается в емкость с желатином для избавления от воздушных пузырей, а затем быстро переносится на дно формы, чтобы приклеился. Затем форму нужно полностью заполнить силиконом. Хорошо подойдет самодельная смола из четвертого способа, которая твердеет очень быстро. Сразу после остывания форму необходимо разобрать, сделать надрез и аккуратно извлечь прототип.
На последнем этапе, потребуется замешать и залить в форму эпоксидную смолу. Застывший отливок извлечь будет сложно, поэтому нужно будет полностью разорвать силикон.
Виды силиконовой резины
Силикон имеет строение в виде кремний – кислородной цепи. Сбоку к ней присоединены молекулы органики, имеющие связь с молекулами кремния.

Иногда боковые соединения связывают между собой молекулярные цепи, которые являются основой силикона. Изменяя длину такой цепи, количество присоединенных органических групп и связей, которые они образуют, позволяет получать силиконовые резины с различными техническими характеристиками.
Силиконы можно разделить на группы:
Силиконы разделяют исходя из их молекулярного веса, уровня сшивки, а также количества органических групп, соединенных с молекулами кремния.
Ни один вид каучука ни природный, ни синтетический не в состоянии обеспечить эксплуатацию изделий при температуре порядка 300 градусов.
Силиконовая резина Elastosil
В качестве примера можно рассмотреть силиконовую резину Elastosil, пожалуй, обладающая всеми характеристиками, присущими силикону. Эта резина обладает стойкостью к маслам и износу. Ее применяют для литья деталей, эксплуатирующихся в масляной среде под воздействием повышенных температур. Кроме этого, типа под торговой маркой Elastosil выпускают следующие типы силиконовых резин:Резина, содержащая в рецептуре сульфат бария. Ее применяют в рентгеновских аппаратах.Морозостойкая резина, которая сохраняет работоспособность при температуре в – 100 градусов. Резина этого типа устойчива к воздействию радиации.

Кабельная резина, обладающая хорошими изоляционными свойствами, стойкостью к действию повышенных температур и обладающая стойкостью к радиации. Резина этого типа не горит и не воспламеняется.
Частые вопросы — ответы
Чем можно заменить силиконовые формочки?
Отличная альтернатива – стекло и керамика.
Какая у силикона электропроводность?
Обладает очень низкой электропроводностью.
Какой силикон лучше для изготовления форм?
Лучшие серии — E-Series, Mold Star Series, Equinox Series, Rebound Series.
Как склеить силиконовые изделия в домашних условиях?
Можно использовать специальный клей для эластичных изделий, силиконовый герметик, или огнем растопить порванные края и соединить.
Как сделать жидкую резину в домашних условиях?
Нужные ингредиенты – бура (1уп), клей ПВА (2 бутылки), вода (0.5 стакана), краситель, емкости и что-то для размешивания. В одной емкости соедините буру и воду, размешивайте до прозрачного состояния. В другой – клей и краситель. Перемешайте содержимое обеих посудин и подождите, пока жидкость застынет.
Сколько застывает силикон?
На период высыхания влияет много факторов – влажность и температура воздуха, толщина слоя. В среднем, за 15 минут образуется пленка, за 24 часа происходит отвердевание вещества. Кислотный герметик высыхает за 4-6 часов, нейтральный – за сутки. Так же примерное время «готовности» всегда указано на упаковке.
Окруженный заботой автомобиль выделяется из общего потока. Автолюбитель моет и полирует кузов, начищает пластиковые молдинги. Нередко объектом пристальной чистки оказываются покрышки. Как известно, эти детали теряют свой первозданный вид в течение первого года эксплуатации. Виной тому погодные условия и пылевая напасть. Результат – машина блещет, а резина отдает характерным серым оттенком, только отталкивающим взгляды.
Сырая резина: применение
В домашних условиях резина широко применяется для ремонта резиновых изделий. Это покрышки и камеры велосипедов и автомобилей, обувь. С помощью вулканизации создаются прокладки в краны и различные мелкие детали
Для латок на пробитые колеса наиболее часто используется листовая сырая резина. Инструкция по применению:
- Края камеры в месте пореза зачистить наждачкой, чтобы они не соприкасались торцами. Рваные выступы обрезать.
- Обезжиривается место вокруг пореза, обрабатывается напильником.
- Вырезается из сырой резины латка и накладывается на камеру.
- Зажимается струбциной и нагревается.
Для нагрева используется готовый вулканизатор, но его можно сделать самостоятельно. В случае промышленной установки один миллиметр толщины следует греть 4 минуты. В самодельном приспособлении время увеличивается до 10 минут, более точно оно определяется практическим путем.
Резина силиконовая CASTALDO SHS Fuchsia (фуксия, розовая, #804) (2,27 кг в листах)
Описание:
Силиконовая резина специально разработана для тиражирования восковых моделей ювелирных изделий.
Можно использовать для непосредственной отливки в нее низкотемпературных металлов с Т плавления до 315С.
Исключительная прочность на разрыв.
Серия GELATO различных цветов, удобно для быстрого определения типа изделий по использовании различных цветов одного типа SUper High Strength резины!Технические характеристики:
Т вулканизации 165-175С.
Усадка — менее 2,3%
Прочность на разрыв — 21,2 n/mm
Растяжение на разрыв — 667%
Предел прочности на разрыв — 8,3 n/mm2
Не допускается смешивание силиконовой резины с другими составами на основе природного каучука (Gold, White, No-Shrink Pink).
Купить
Особенности выбора дисков
При выборе недорогих колесных дисков необходимо обращать внимание на следующие параметры:
- Монтажный диаметр диска (D). С учетом этого размера необходимо подбирать внутренний диаметр покрышки. Если вы покупаете изделие большого диаметра, для него нужны будут низкопрофильные шины, иначе готовое колесо не станет в арку.
- Вылет (ET). Многие приобретают дешевые автомобильные диски с большим вылетом, что делает внешний вид автомобиля более «брутальным». Но такой вариант негативно отражается на езде и портит подвеску машины. Поэтому выбирайте вылет такой, какой предусмотрен документацией к транспортному средству.
- Диаметр кольца крепежных отверстий (PCD). Если выбрать неправильно, вы просто не сможете установить колесо на ступицу.
- Ширина обода (B). Этот размер необходимо учитывать, если вы покупаете диск для уже имеющихся шин. В противном случае можно просто купить покрышки, которые подходят к диску.
Как придать эластичность резине
Специалисты рекомендуют рассматривать каждый конкретный случай, что позволяет существенно повысить эффективность проводимой работы. Размягчить резину можно следующим образом:
- Жесткость повышается в случае, если резина находится долго в сухом состоянии. Упругость восстанавливается путем смачивания поверхности маслом. Размягчение рекомендуется проводить периодически для достижения требуемого результата.
- Автомобильные дворники можно смазать силиконовой смазкой, за счет чего проводится размягчение поверхности. Конечно, восстановить старую конструкцию можно только в случае отсутствуя механических дефектов.
Кроме этого, в продаже можно встретить специальные составы, которые могут размягчить структуру после нанесения.
Виды резины
По твердости выделяют три основные ее группы:
- мягкая – латекс;
- средняя;
- твердая – эбонит.
Природный компонент обладает лучшими эксплуатационными качествами, поэтому шины для автомобилей делают из натурального каучука. На небольших предприятиях изготовление резины предусматривает более дешевый синтетический материал.







Латекс идет на изготовление перчаток, игрушек, различных изоляционных материалов, непромокаемой одежды, подошвы для обуви. Резина средней плотности широко применяется в быту и на производстве. Это всевозможные прокладки в кранах, коврики, муфты в автомобилях и механизмах. Из эбонита вытачивают детали, от которых требуется высокая твердость и устойчивость к истиранию. Это элементы подшипников, колес, втулок.
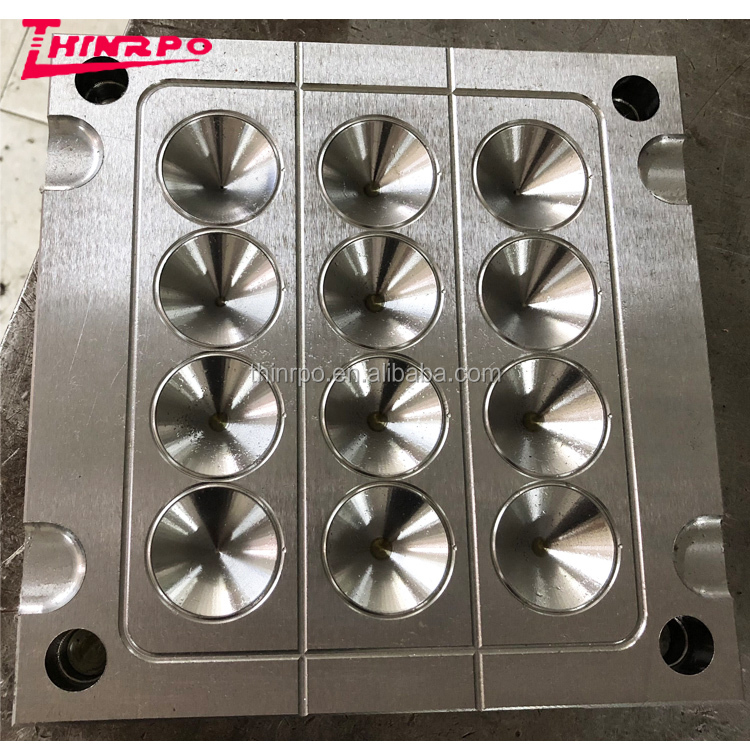
Изготовление форм из силикона
Формы для отливки изготавливаются путем заливки жидкого силикона в специально подготовленную форму.
- В основание укладывается мастер-модель будущего изделия, и обрабатывается специальным раствором, благодаря которому силикон не будет к ней прилипать и деталь будет проще извлечь на последней стадии.
- Чтобы сама форма была без пузырей воздуха и точно повторяла геометрию будущего изделия, жидкий силикон помещается в вакуумную камеру, где под действием сильно разреженной среды из материала удаляется находящийся в нем воздух.
- Формы чаще всего делают в две заливки из двух частей, чтобы отлитые детали было легко доставать.
Наша компания предлагает изготовление не только прототипов изделий, но изготовление силиконовых форм на заказ.
Формы из силикона могут быть применены для отливки мыла, свечей, а также для изготовления кондитерских изделий (при использовании пищевого силикона). Резиновые пресс-формы используют в ювелирной отрасли.
Конструкция литьевой формы с холодными литниковыми каналами
Нагрев, тепловое удлинение и изоляция литьевых форм требуют обеспечения их герметичности, работоспособности и надежности в эксплуатации. При этом особую проблему представляет равномерный нагрев полости при одновременном охлаждении других частей литьевой формы: температура системы холодных каналов должна постоянно поддерживаться намного ниже температуры литьевой формы для предотвращения преждевременной вулканизации материала. Специальное утопленное сопло с гидравлическим приводом предотвращает поток массы в системе литника. При обратном ходе после впрыска разгружается холодный канал.
Расположение блока холодных каналов с направляющими болтами в литьевой форме также способствует решению проблемы нагрева и охлаждения. Под давлением, передаваемым на блок холодных каналов с соплами, литьевая форма подается вперед, в приемник. Благодаря этому площадь касания остается сравнительно малой. После впрыска, дозировки и отхода назад цилиндра при литье под давлением встроенные винтовые пружины разжимаются. Соединение разрывается и формованные детали вулканизируются, изолирующие сопла не нагреваются от горячей литьевой формы.
Закладные детали для литьевых форм при получении силиконовых формованных деталей не должны быть полированными. Они должны быть подвергнуты пескоструйной обработке, протравлены или структурированы путем эрозии, чтобы избежать удержания впрыскиваемого материала в полости.
Литьевые формы для литья под давлением силикона обычно снабжаются электрическим нагревом. Для этого служат нагревательные патроны, кольцевые нагреватели или нагревательные спирали, расположенные в половинах литьевой формы. Если литьевые формы достаточно большие и имеют несколько полостей, то требуется несколько контуров нагрева.
Контролируемое регулирующими приборами термостатирование должно быть равномерным от гнезда к гнезду литьевой формы. Разница температуры не должна превышать 5 K. Учитывая коэффициент линейного теплового расширения, вся литьевая форма должны быть изготовлена из одной и той же марки стали.
Цены и сроки
Разместить у нас заказ очень просто, заказчику не нужно иметь специальных технических знаний. Достаточно задания, что именно нужно получить на выходе, например пластиковую посуду необычной формы или прозрачный стаканчик для ванной. Если прототип или даже пресс-форма у Вас уже есть, хорошо, если нет, мы поможем создать чертежи, прототип и пресс-форму, а потом, после согласования, запустить в производство.
Разработка и создание прототипа по чертежам или проекту заказчика, и особенно конструкции пресс-формы является не самой простой задачей, составляющей значительную часть стоимости производства. При оценке стоимости разработки и производства изделия учитываются как размеры пресс-формы, ее тип, так и вес готовой детали, материал.
Влияет на итоговую стоимость и планируемый объем производства. Чем больше количество производимых изделий, тем дешевле выходит конечная стоимость каждого. Для точного расчета стоимости изделия и сроков свяжитесь с менеджером.
Алексей
Ведущий специалист +7
Калькулятор стоимости изготовления
Использование силиконового герметика
Тоже ничего сложного. Даже проще чем все, что было до этого.
- Любой силиконовый герметик выдавливаем на тарелку.
- Добавляем картофельный крахмал.
- Вымешиваем каучуковое тесто.
- Такая масса идеальна для изготовления молдов.
- Заготовку, а это может быть что угодно, смазываем маслом или кремом для рук.
- Облепливаем силиконом.
- Забываем про это дело до завтра.
- Силикон застыл, разрезаем вдоль канцелярским ножом, вынимаем заготовку — готово! Все гениальное просто.
Второй вариант. Катаем из этого же теста шарик, вдавливаем в него заготовку будущего молда. Ну, допустим, монету. Ровняем края. Через те же считанные часы проверяем степень затвердения силикона. Вынимаем денежку, молд готов!

Литье резины под давлением
Производство резиново-технических изделий путем впрыска подогретой каучуковой смеси в подготовленную форму называют литьё резины под давлением. После впрыска происходит процесс вулканизации, то есть каучуковая смесь превращается в резину с заранее заданными свойствами.
Первый опыт получения резиновых изделий методом литья был получен много лет назад. Каучуковую смесь укладывали в специально изготовленную форму и при помощи пуансона ее вдавливают в свободную полость формы. Готовое изделие формируется в сомкнутой форме. Такой подход снижает вероятность появления заусенцев, а сами изделия предельно точно повторяют требуемую конфигурацию будущей детали.
В этом случае, окупаемость форм наступает достаточно быстро.
Оборудование для литья под давлением силиконовых резин
Форма состоит из нескольких частей – нескольких колец и сердцевины. Между нижним и средним кольцами расположен объем, в нем происходит формирование изделия. В пространство между верхним и средним кольцами выполняют впрыск подогретой каучуковой смеси. Во время отливки, смесь под воздействием внешнего давления выходит из верхней камеры и попадает, через литьевые ходы, в нижнюю. В ней после остывания образуется готовая деталь.
Следует понимать, что большое количество времени необходимо на сборку разборку литьевой формы, извлечение готовой детали и засыпку каучуковой смеси, нельзя забывать и о своевременном обслуживании литьевого оборудования.
Дозирование
Литье резины – это непрерывный технологический процесс. Заранее подготовленную смесь закладывают в емкость, откуда она поступает в бункер с вращающимся шнеком. Смесь под давлением, которое создает шнек, подается в форму.
Процесс дозирования в литье под давлением
По мере заполнения формы, шнек прекращает свое вращение. В емкости со шнеком должны быть созданы такие условия, чтобы каучуковая смесь не должна подвулканизироваться.
Смешение
Для литья резины в форму применяют заранее приготовленные и перемешанные смеси. Но, при ее обработке в литьевой машине, во время движения по шнековому каналу, происходит дополнительное ее перемешивание.
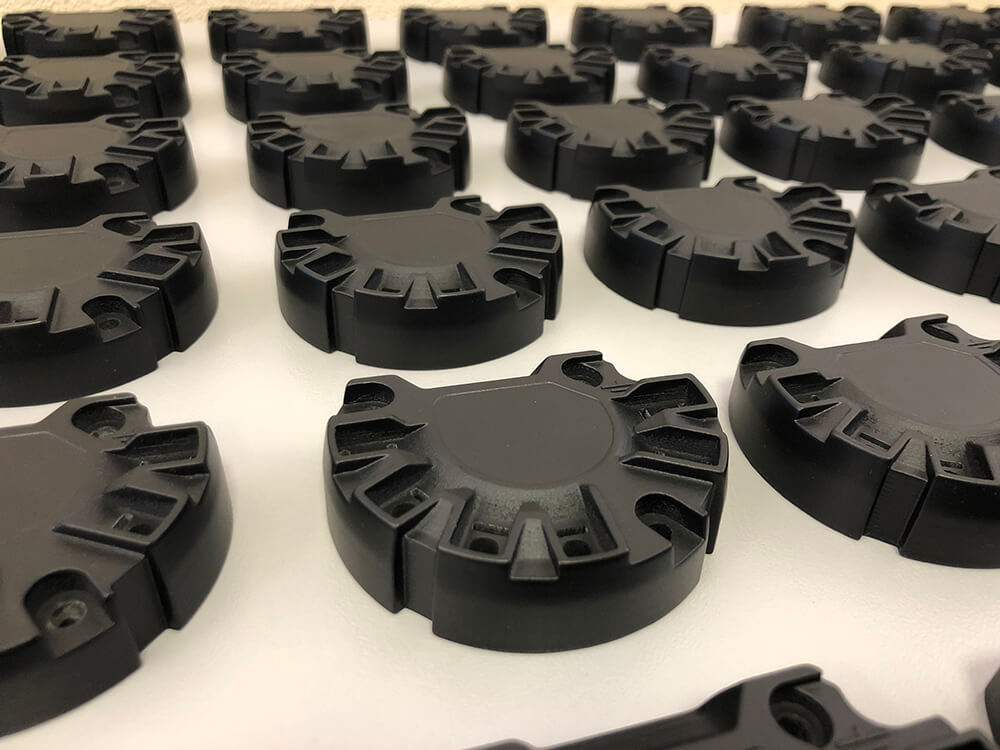
Процесс отливки
Сам процесс заливки может сильно отличаться в зависимости от используемого материала. Материал подбирается исходя из требований, которые предъявляются для изделия. В настоящий момент рынок широко представлен различными видами силиконов и полиуретанов, которые копируют много разновидностей резины и пластика.
При заливке полиуретанов часто используется барокамера, в которую помещают форму под избыточным давлением в 2-4 атмосферы. Это делается для того, чтобы максимально убрать пузыри. Силиконы же перед заливкой дегазируются подобно процессу отливки формы.
Данная технология используется для получения прототипов РТИ и опытных образцов пластиковых деталей.
Цены и сроки
Стоимость выполнения работ зависит от:
- способа получения мастер-модели (3D печать, фрезеровка, снятие формы с образца);
- необходимого материала для заливки формы (количества, характеристик);
- материала отливаемого изделия.
Стоимость одной отливки начинается от 200 руб., стоимость формы от 1 000 руб.
Онлайн-калькулятор стоимости литья пластика
Стоимость литья рассчитана без учета изготовления мастер-модели. Мастер-модели предоставляются заказчиком, либо изготавливаются на 3D принтере или ЧПУ фрезерованием. Рассчитать их стоимость вы можете на соответствующих страницах. Рассчитать объем детали вы можете в онлайн-калькуляторе 3D печати.
Как придать эластичность резине
Специалисты рекомендуют рассматривать каждый конкретный случай, что позволяет существенно повысить эффективность проводимой работы. Размягчить резину можно следующим образом:
- Жесткость повышается в случае, если резина находится долго в сухом состоянии. Упругость восстанавливается путем смачивания поверхности маслом. Размягчение рекомендуется проводить периодически для достижения требуемого результата.
- Автомобильные дворники можно смазать силиконовой смазкой, за счет чего проводится размягчение поверхности. Конечно, восстановить старую конструкцию можно только в случае отсутствуя механических дефектов.
Кроме этого, в продаже можно встретить специальные составы, которые могут размягчить структуру после нанесения.
Полиуретаны
Бывают разной твердости, могут использоваться так же для литья бетона. Яркие цвета могут быть достигнуты добавлением пигментов.



Полиуретан – это пластичный материал, который существует в разных формах. Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.
Также, полиуретан является эластомером, материалом, который после растяжения возвращается в свое исходное состояние. Полиуретан также устойчив к контакту с химическими жидкостями, маслами, ультрафиолетовыми лучами, бактериями и грибками.
Самый распространенный способ производства изделий из полиуретана – это литье. С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
В создании изделий из данного полимера методом литья применяются три технологии: ротационное литье, свободное литье в форму и литье под давлением.
Выбор формы для литья полиуретанов зависит от планируемого тирада изделий — в силиконовые формы мы выполняем периодическое, небольшое количество изделий, а в пресс-формы льем большие, ежемесячные тиражи.

Полиуретаны — это недорогой эластомер с выдающимися техническими характеристиками, которые сочетают в себе эксплуатационные преимущества высокотехнологичных пластиков, металлов и керамики, а также упругость и гибкость резины.
- Отливки из полиуретана стойкие к истиранию, упругие и устойчивы к маслам и жирам. Полиуретаны часто выбираются в тех случаях, когда речь идет о стойкости к механическому воздействию: растяжению, несущей нагрузки, ударам, разрывам, сжатию и долгопрочности.
- Литые полиуретаны — это прочные, эластичные материалы, которые долгое время могут сохранять первоначальную форму.
- Полиуретан не взаимодействует с другими материалами и поэтому его можно применять в связке со сталью, алюминием, стекловолокном и пластиком.
- Детали из полиуретана можно изготовить с различной твердостью по Шору.
- В отличие от пластика, полиуретан менее хрупкий, поэтому его предпочтительно выбирать при высоких нагрузках на производстве.

Разместить заказ на литье полиуретанов вы можете по электронной почтеВыбор силикона для формы
Силикон так же бывает разной твердости и подбирается в зависимости от технологии литья. Он может использоваться для формования абсолютно разных материалов от воска до бетона. Так же есть силикон для снятия форм с лица, рук и других частей тела человека.

Зачем чернить резину и что это даст
В первую очередь нужно понимать, что такое чернение шин, так вот – это процесс обработки резины специально предназначенной жидкостью, которая не окрашивает в черный цвет, а усиливает черноту и покрывает защитным слоем. Такое средство не только придает больше лоска, но и хорошо защищает колеса от грязи, пыли, противодействует растрескиванию. Кроме того чернители смягчают резину, тем самым делая ее эластичной, что способствует сохранению ее целостности достаточно долгий период.
Эффект до обработки и после
Преимущества чернения шин:
- Значительно снизится изнашивание покрышек.
- Защита от загрязнения.
- Маскировка мелких дефектов, за счет слоя силиконового клея.
- Срок эксплуатации резины.
Чернители можно приобрести в любом авто магазине, их цена стартует от 200 рублей, но если вы решили сэкономить свой бюджет, то можно провести эту процедуру и в домашних условиях, поэтому далее будем разбираться с самыми популярными методами чернения шин.
Итого
Чернитель шин можно купить, а можно и изобрести своими руками. В магазине придется отдать как минимум 200 рублей. Стоимость же самодельного средства оценивается куда меньшими цифрами.
Так, простой состав на основе глицерина и воды, разведенный 1:7, по деньгам выйдет примерно в 15-20 рублей – стоимость одного бутылька спиртового состава, которого с лихвой хватит на одну обработку. Рецепт с гуталином, глицерином и колой куда подороже, но и результат более стойкий. Альтернатива – обработать покрышки гуталином или черным кремом для обуви. Вид хорош и стоек к воде.
С начала 2000-ых автомобильная косметология переживает настоящий «ренессанс», если к этому течению можно отнести процессы в нем происходящие. Особая популярность к этому движению пришла во время прихода производителей и расширения ассортимента товаров по доступным ценам. Почти на каждую систему пришлось несколько десятков видов улучшений, о которых ранее можно было мечтать. Повальная заинтересованность коснулась как иномарок, так и отечественный автопром. Очень популярным в обоих случаях стала методика чернения шин. Но платить желающих немного, особенно если схожего эффекта можно добиться, используя сделанный чернитель резины своими руками.
Самостоятельно сделанный чернитель резины своими руками показывает хороший результат





