

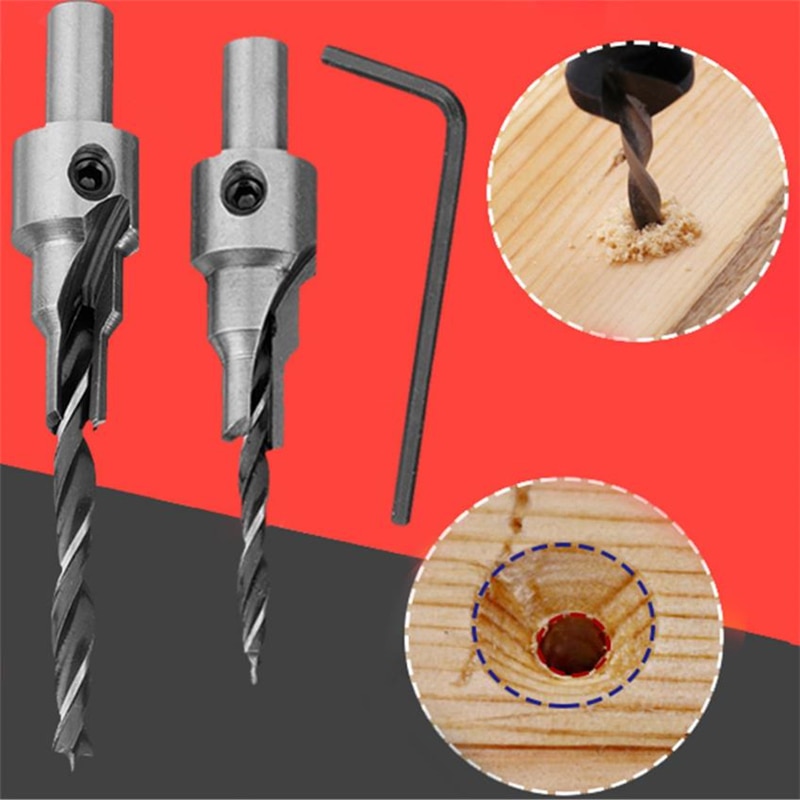
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.

Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
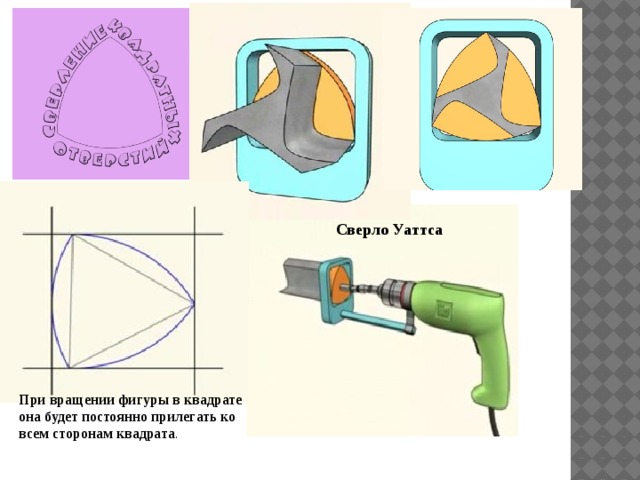
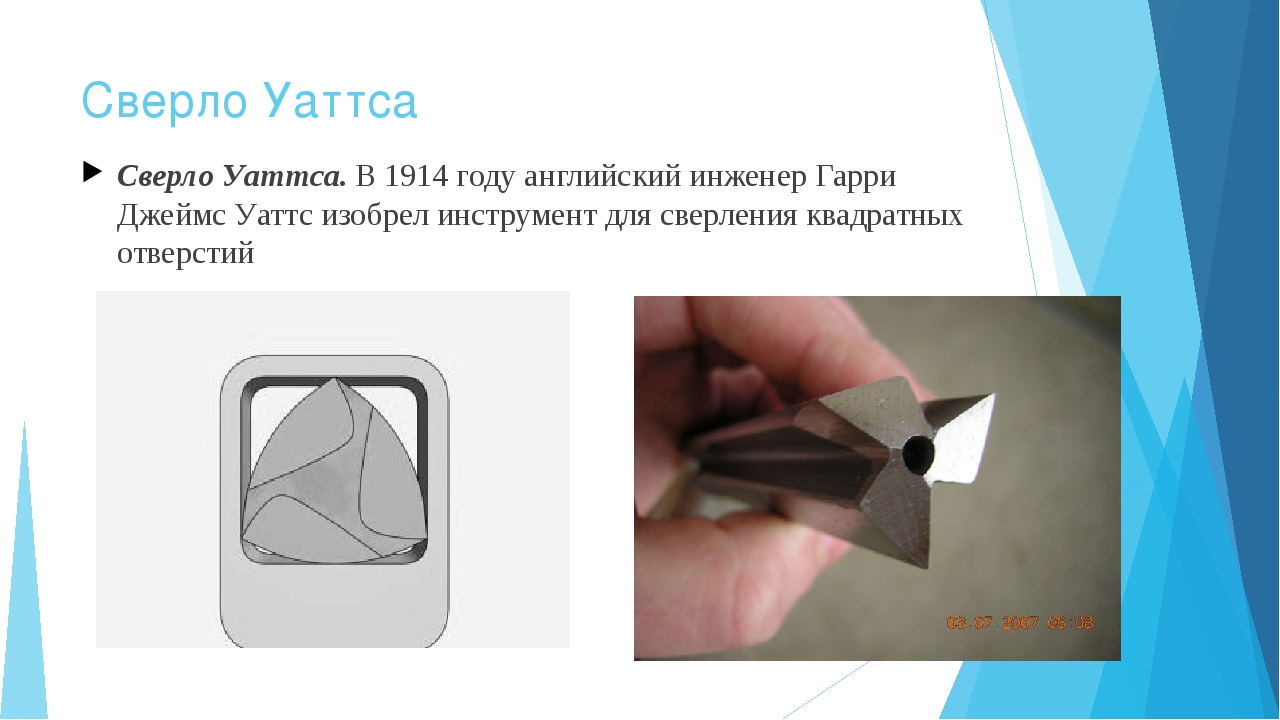
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
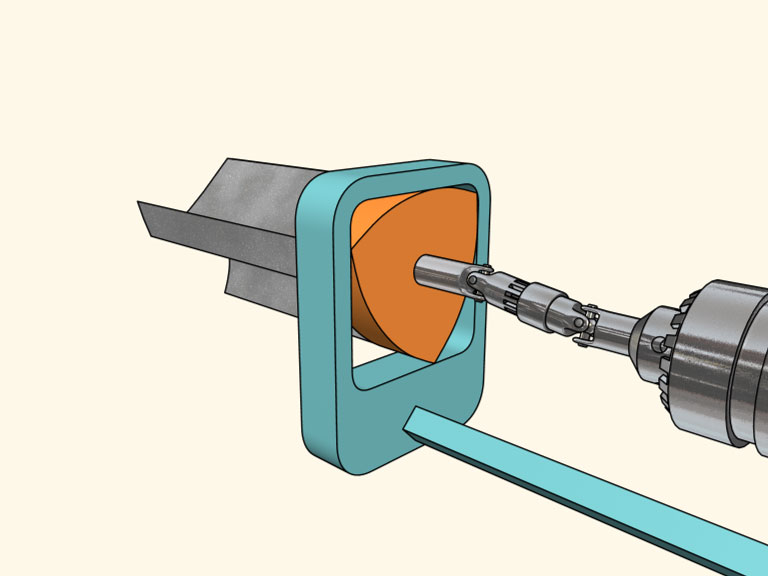
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
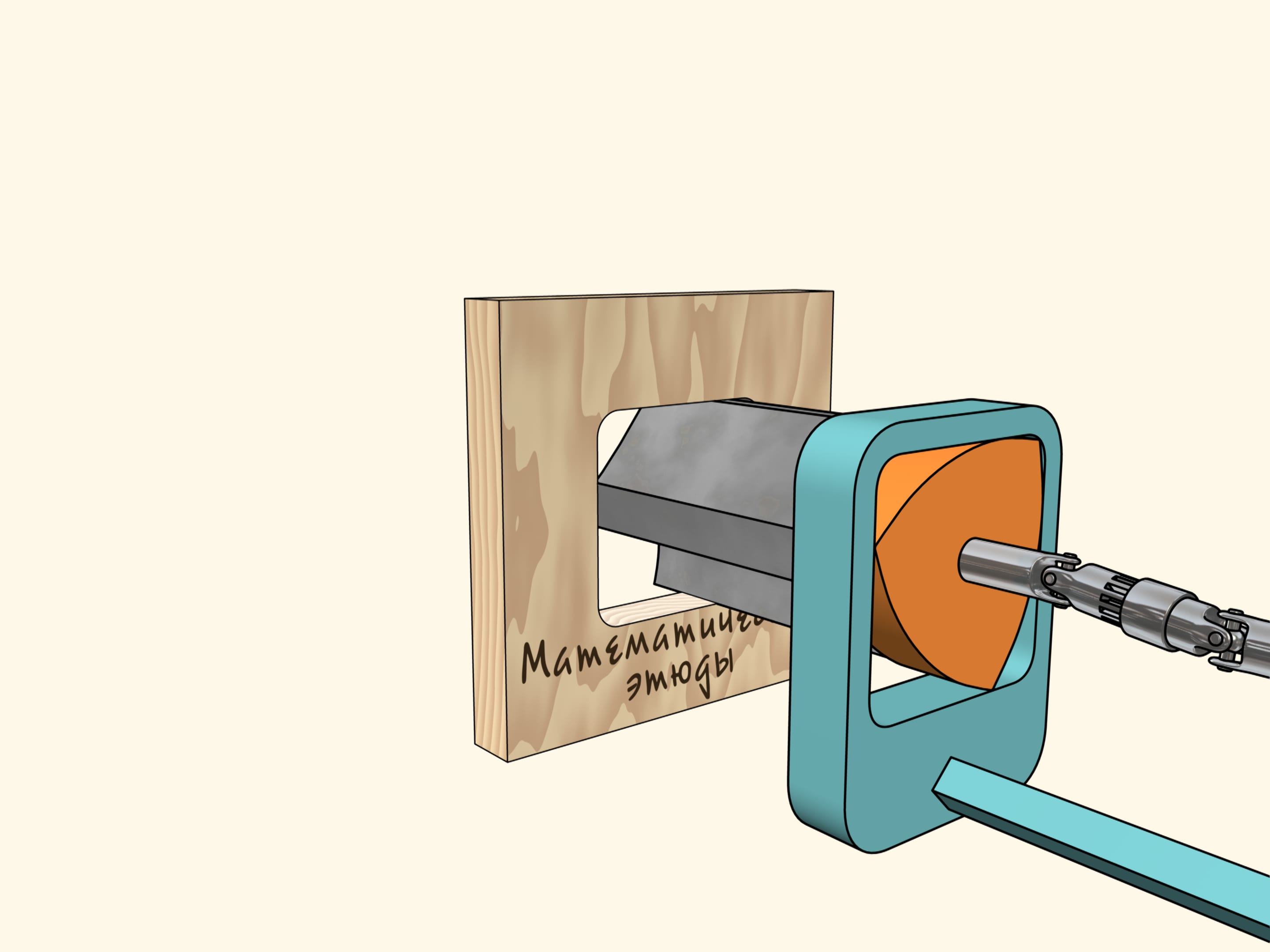
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
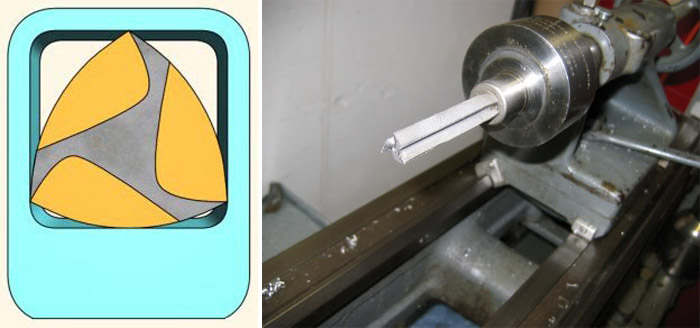
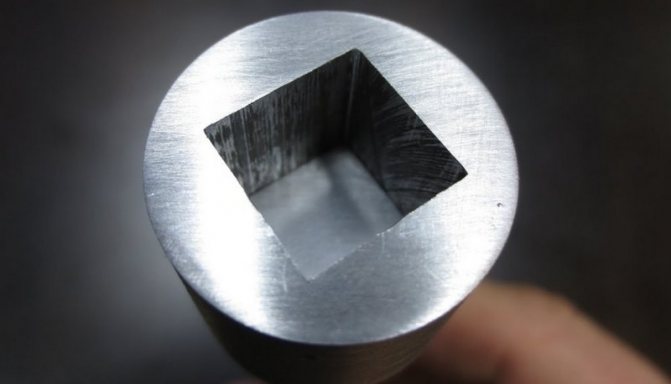
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него

Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
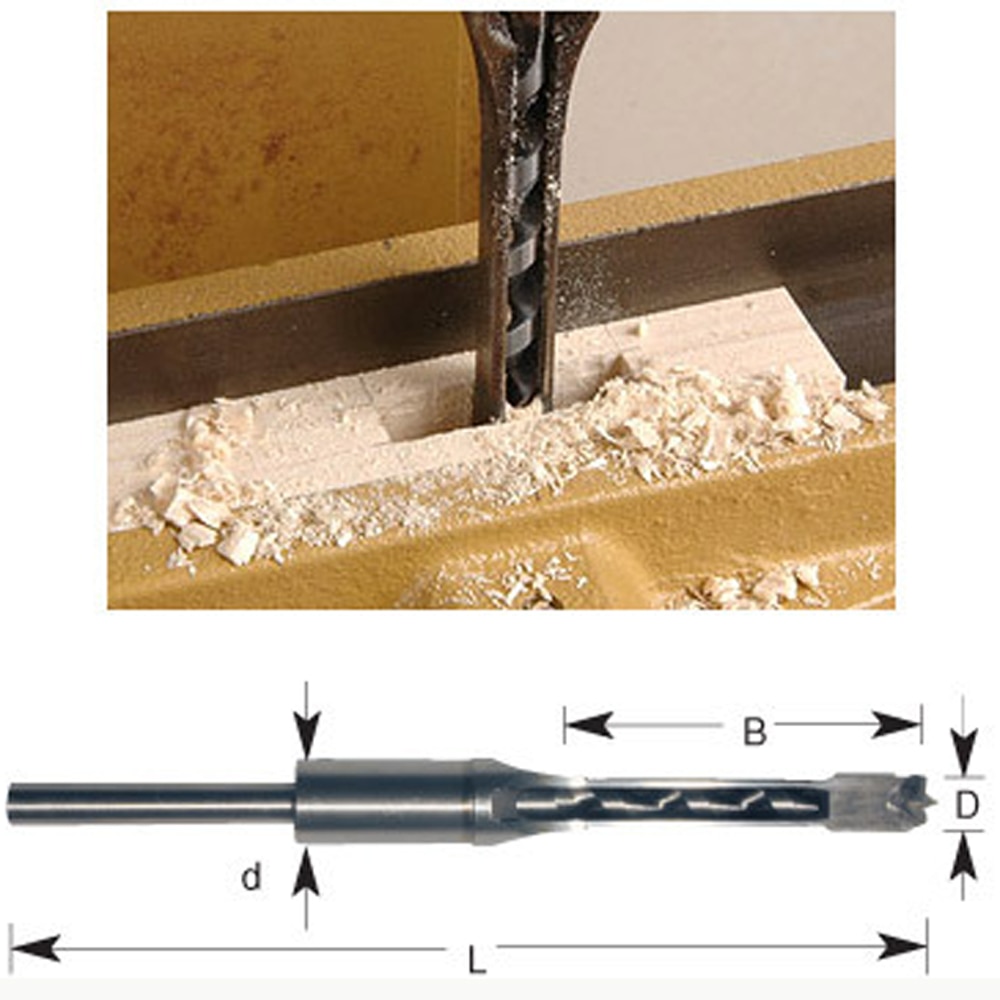
: Устанавливаем пазовальную насадку




Последний этап достаточно прост.
- У вас должны быть на руках обе части насадки – и квадратное долото, и сверло — каждое сверло идет в паре со своим долотом, смешивание и комбинирование не допускаются.
- Первым устанавливаем квадратное долото. Для этого его нужно просто вставить в нижнюю секцию держателя втулки.
- Вставьте внутренний круглый вал в патрон и закрутите барашек спереди.
- После того, как закрепите долото, закрепляйте сверло.
- Сверло крепится точно так же, как и сверло обычной дрели, за исключением того, что здесь вам нужно правильно соблюсти зазор между торцами долота и сверла.
- Правильный зазор между торцами долота и сверла хорошо иллюстрирует фото 4.
- Наверните патрон вокруг сверла.
Сверло Уаттса для сверления квадратных отверстий: описание, размеры
Просверлить круглое отверстие в материале любой плотности по силам каждому. А как быть, если необходимо квадратное отверстие? Многим покажется неправдоподобной возможность высверлить квадрат в мягкой податливой древесине или в детали из прочного металла. Справляется с этой непростой задачей сверло Уаттса.
История с геометрией
Мастера и сегодня для получения квадратного отверстия просверливают круглую дырочку соответствующего диаметра и специальными инструментами продалбливают уголки. Гораздо быстрее и проще выполнить эту операцию можно «квадратным» сверлом Уаттса. Основой его конструкции является треугольник Рёло – фигура, образованная пересечением трёх одинаковых окружностей. Радиусы этих кругов равны стороне правильного треугольника, и его вершины являются центрами окружностей.
Фигура носит имя немецкого учёного Франца Рёло, так как он первым детально исследовал свойства полученного треугольника и применял их в своих изобретениях. Однако геометрия треугольника Рёло использовалась в форме окон при строительстве церкви Богоматери в Брюгге ещё в XIII веке.
В начале XVI века Леонардо Да Винчи изобразил «карту мира» на четырёх треугольниках Рёло. Эта фигура встречается в его манускриптах и Мадридском кодексе. В XVIII веке треугольник из равных дуг трёх окружностей продемонстрировал известный математик Леонард Эйлер.
В 1916 году английский работающий в США инженер Гарри Уаттс разработал и запатентовал фрезу для квадратных отверстий в «плавающем» патроне.
Уникальное изобретение позволяет получать отверстия почти правильной формы: углы квадрата скруглены небольшим радиусом. Необработанная площадь квадратного отверстия не превышает 2%.
Отличительной чертой треугольного сверла Уаттса является то, что при вращении его центр описывает дугообразные эллипсоидные кривые, а не стоит на месте как у традиционного спирального сверла.
Вершины треугольника при таком движении вычерчивают квадрат с параллельными идеально ровными сторонами. Патрон для такой фрезы имеет оригинальную, не препятствующую движению, конструкцию.
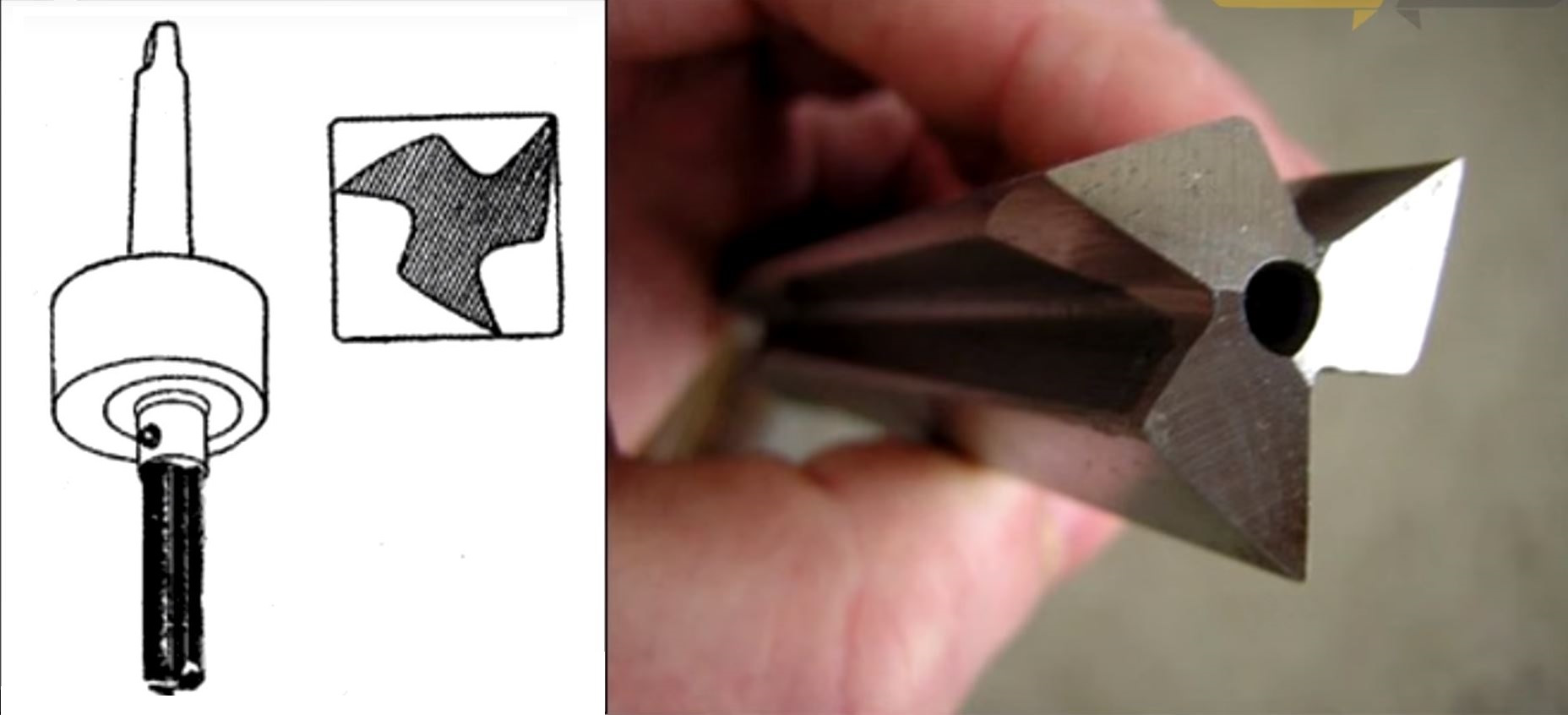
Строение сверла для квадратных отверстий
При сверлении отверстий образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.
Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Уменьшается нагрузка на шпиндель.
- Повышается способность сверла резать.
Обычно квадратные отверстия проделываются на токарных или фрезерных протяжных станках. Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.
Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.







Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса
В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Сверление квадратного отверстия
Для удобства работы нужно вырезать из бумаги шаблон квадрата, но меньше нужного отверстия на диаметр основного сверла. К примеру, если нужен квадрат 10х10 мм, при этом в качестве основного будет применено сверло 4 мм, то шаблон вырезается со сторонами 6х6 мм.

Важно! При выборе основного сверла нужно, чтобы его 2 диаметра были немного меньше стороны шаблона. В этом случае отверстия при сверлении не будут накладываться друг на друга и сверло не соскочит с нужной точки
Бумажный квадрат приклеивается на заготовку скотчем. С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается.

Насечки слегка рассверливаются центровочным сверлом.

Далее по угловым меткам нужно сделать сквозные отверстия. В идеале воспользоваться сверлильным станком, поскольку при работе дрелью возможно снижения точности. Если нужно сверлить толстый металл, то обязательно потребуется масло для охлаждения кромки сверла.


После готовности углов, с помощью большого сверла просверливается центральная насечка между ними. Это позволяет выбрать металл посередине. В результате получается размытое квадратное отверстие.


С помощью надфиля, плоского или треугольного напильника отверстие доводиться до правильного квадрата
Особое внимание нужно уделить округлениям по углам, чтобы сточить их под 90 градусов. Желательно, чтобы ширина напильника соответствовала стороне квадратного отверстия, тогда получится провести расточку почти идеально


Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие. Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса.


Пошаговое описание работ
1. Берем швеллер и свариваем прочную раму нашего станка. По ней будет передвигаться платформа. С левой стороны на конце швеллера привариваем маленькую площадку – на нее мы установим мотор станка. Просверливаем два отверстия для болтов. 2. С правой стороны на швеллере привариваем металлическую пластину. По длине она должна соответствовать каретке. С каждой стороны швеллера оставляем выступы по 50–70 мм. На выступающие элементы привариваем уголки размером 30х30 мм. При этом угол направляем вверх – он выступит в качестве рельс каретки нашего станка. 3. На рельсы накладываем аналогичные отрезки уголков, перпендикулярно привариваем рельсы, которые нужны, чтобы обеспечивать поперечное движение. На них накладываем вторые элементы, которые уже приварены к платформе. Платформу собираем из уголка. Для изготовления площадки подойдет фанерный лист. 4. Фиксируем на платформе струбцины. Для их изготовления подойдут трубы, гайки и штыри. 5. Подключаем к мотору электропроводку. 6. Перед тем, как начать пользоваться станком, обрабатываем рельсы солидолом.
Подготавливаем к резанию
Как только держатель и насадка будут правильно установлены, вам нужно будет выбрать скорость сверления в соответствии с материалом.
Лучше всего определять скорость по аналогии со сверлом Форстнера. Существенная разница в использовании пазовальной насадки в том, что при постоянном давлении во время резания она может перегреться (из-за того, что сверло расположено практически вплотную к долоту). Помните, вы не только высверливаетеотверстие, вы выдалбливаете углы, поэтому силу нужно прилагать в разумных пределах.
READ Как Поменять Щетки На Шуруповерте Bosch
Для выбора скорости дрели даю очень удобную таблицу. Когда вы определитесь с нужной вам скоростью, соответственно отрегулируйте дрель. Перед тем как начать работу, закрепите материал на месте.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).
Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2. 0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02. 0,04 мм/зуб при скорости резания v = 15. 20 м/мин; дисковые пазовые фрезы с S_ = 0,03. 0,06 мм/зуб при скорости резания v = 25. 40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок
на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.







При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
Читать также: Первый шаг в работе лобзиком
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) – hsinδ/cosγ).
При γ= 0° x = (D/2 – /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Как просверлить квадратное отверстие без специального сверла
Чтобы просверлить проем квадратной формы в материале, вовсе не обязательно для этого использовать специальное сверло. До того, как появились специальные насадки, мастера пользовались простым проверенным способом. Этот способ заключается в использовании обычных сверл по металлу или по дереву (в зависимости от того, какой материал необходимо обрабатывать). Если возникла потребность сверления квадратного отверстия, но при этом отсутствует специальное сверло, то реализовать процесс можно следующим способом:
- Первоначально нужно нанести разметку будущего квадрата на поверхности материала
- После этого на углах разметки керном наметить точки, по которым осуществляется сверление круглых отверстий
- После высверливания сквозных отверстий по периметру разметки необходимо воспользоваться сверлом такого диаметра, чтобы удалить внутреннюю часть путем высверливания
- Далее остается только поработать напильником, чтобы выровнять углы получившегося квадрата
Эта процедура вовсе не трудная, но занимает много времени. Однако она является отличной альтернативой квадратным сверлам, после применения которых также не избежать применения напильника, чтобы выровнять углы. Этот метод получения квадратных проемов очень популярен, и применяется даже сегодня. Если нужно быстро сделать в заготовке квадратное отверстие, то надо просверлить первоначально круглое отверстие, а затем воспользоваться напильником, обточив грани, и получив при этом нужную форму.
Это интересно!Достоинство этого метода в том, что таким способом можно получить квадратные проемы разных размеров. Чтобы просверлить квадратные проемы разных размеров специальными сверлами, понадобится иметь в распоряжении насадки соответствующих параметров.
Блог о электронике
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку.
Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком
Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие
Берем линейку и острый скальпель. Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака X-Acto
По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап
. От него зависит получится ли все с первого раза идеально или придется подравнивать.
Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.
Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
З.Ы.
Дырку эту я тут проделал чисто ради фоток, на ненужном корпусе, поэтому не смотрите что у ней «горизонт завален» и разметка кривая — я не старался
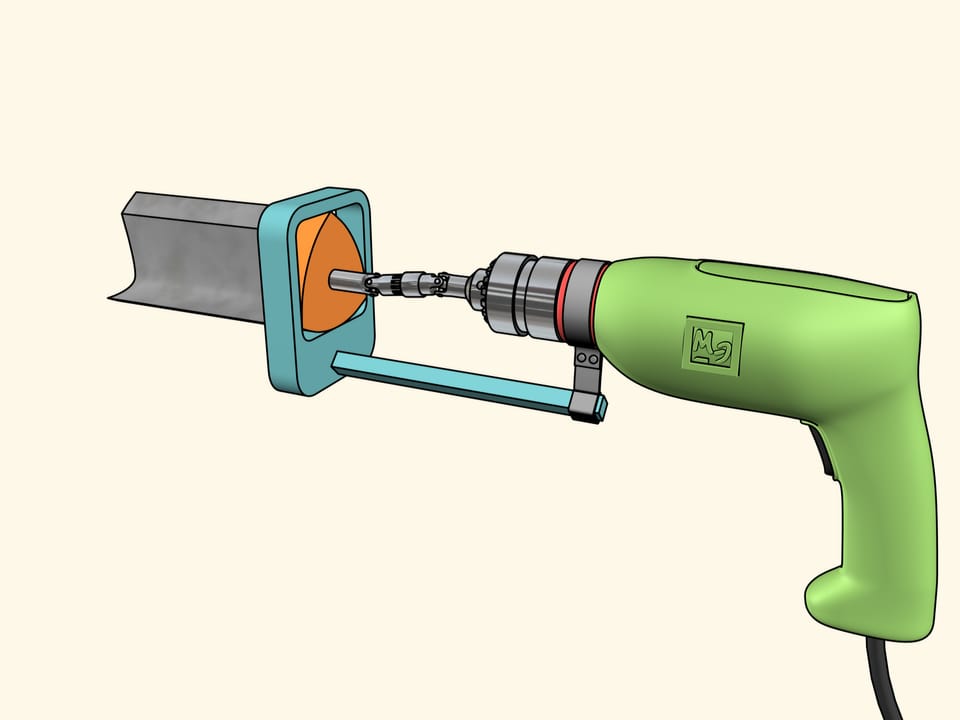
Как просверлить квадратное отверстие дрелью или инструкция по изготовлению держателя
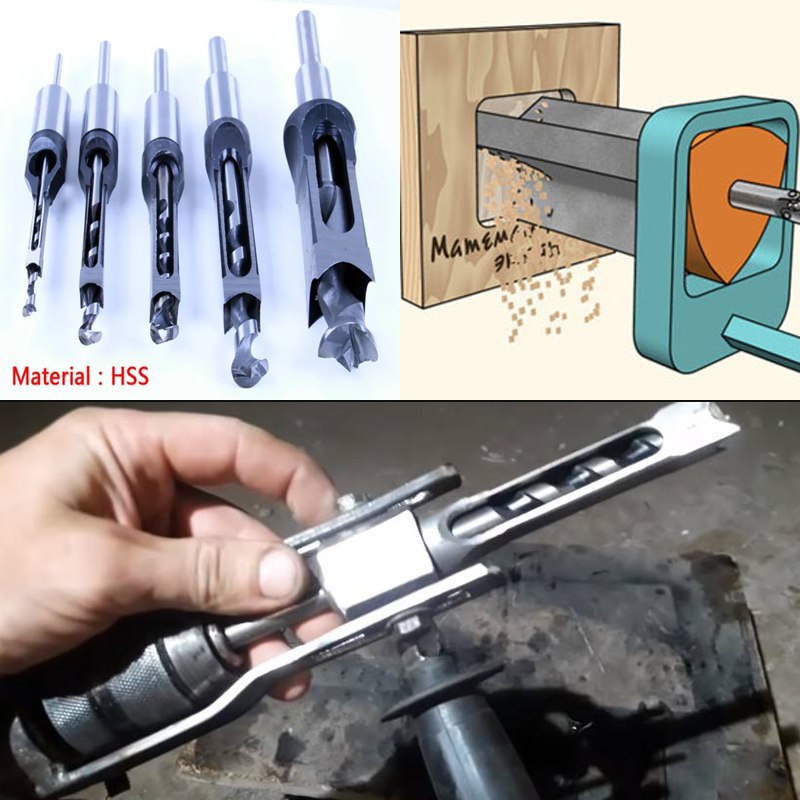
Сверла для квадратных отверстий отличаются от обычных насадок. Причем отличие заключается не только в конструкции, но и особенностях применения фрез. Если надо проделать квадратный проем в деревянной или металлической заготовке, то для этого понадобится воспользоваться специальной долбежной фрезой. Она предназначена для работы совместно со специальными инструментами — сверлильные станки. Для реализации задачи также можно воспользоваться обычной дрелью.
Перед тем, как сверлить квадратные отверстия дрелью, понадобится изготовить специальное приспособление — держатель, посредством которого осуществляется фиксация оправки к инструменту. Если пришлось купить сверло для квадратных отверстий такого типа, как показано на фото ниже, то просверлить проем с его помощью дрелью без специального приспособлений невозможно.

Связано это с тем, что оправка должна упираться непосредственно в сам патрон. Хвостовик насадки имеет удлиненную конструкцию, поэтому обеспечить эффективное сверление отверстия не удастся, если оправка не будет зафиксирована в просверливаемой поверхности. Чтобы просверлить дрелью квадратный проем, необходимо изготовить держатель для дрели своими руками. Внешний вид самодельного держателя показан на фото ниже.

За счет этого приспособления можно просверлить квадратное отверстие, используя обычную дрель или перфоратор с цанговым трехкулачковым патроном. Чтобы самостоятельно изготовить держатель, понадобится воспользоваться подручными средствами, а именно:
- Металлические трубки, внутренние диаметры которых зависят от размера используемого инструмента и насадки
- Стальные пластинки толщиной не менее 4 мм
- Болты, гайки и рукоятка от дрели или болгарки
Принцип изготовления держателя на дрель для сверления квадратных отверстий имеет следующий вид:
- Первоначально изготавливается кронштейн для насадки. Используя две трубки разных диаметров, необходимо их соединить, получив тем самым деталь, как показано на фото ниже
- Трубку меньшего диаметра следует разрезать пополам, и получаем стальной хомут
- С одной стороны к трубке меньшего диаметра приваривается гайка, за счет которой будет осуществляться закручивание рукоятки
- Привариваем болт к рукоятке и полученному креплению, предварительно закрутив на резьбу гайку
- Получается готовое крепление для оправки квадратного сверла. После этого приступаем к изготовлению крепления для дрели. Для этого подготавливается аналогичный по конструкции стальной хомут, только уже большего диаметра
- Соединяем полученные хомуты между собой, для чего понадобятся две стальные пластины. Свариваем хомуты этими стальными пластинами, получая готовое крепление для дрели под квадратное сверло
В пластинах предварительно необходимо сделать пазы, по которым будет осуществляться перемещение оправки. Оправка смещается в зависимости от глубины утапливания сверла при сверлении квадратного проема
- В завершении остается покрасить полученную деталь, и прибегнуть к ее испытанию в действии
Подробный процесс описания по изготовлению приспособления под квадратные фрезы представлен в видео материале.
https://youtube.com/watch?v=ieCApQsHiXw





Такое приспособление исключает необходимость применения специальных дрелей, и позволяет просверлить квадратное отверстие необходимого размера. Недостаток такого приспособления в том, что крепежный хомут для оправки необходимо менять в зависимости от используемого диаметра сверла.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).

Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2. 0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02. 0,04 мм/зуб при скорости резания v = 15. 20 м/мин; дисковые пазовые фрезы с S_ = 0,03. 0,06 мм/зуб при скорости резания v = 25. 40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок
на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.

При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
Читать также: Почему мерцает лампочка при выключенном выключателе
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) – hsinδ/cosγ).
При γ= 0° x = (D/2 – /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.





