

КШ-400 станок круглошлифовальный сверхвысокой точности с полуавтоматическим циклом работы. Назначение и область применения
Прецизионный круглошлифовальный станок КШ-400 предназначен для наружного и внутреннего шлифования цилиндрических, конических и торцовых поверхностей круглых деталей, требующих особо высокой точности размеров в ручном и полуавтоматическом циклах в условиях единичного и мелкосерийного производства.
На шлифовальном станке КШ-400 обрабатываемые детали устанавливаются в центрах, трехкулачковом патроне, на планшайбе или цангах.
Полуавтоматический цикл работы обеспечивает современная элементная база с командоконтроллером фирмы “SIEMENS”.
Принцип работы и особенности конструкции станка КШ-400
- Особо высокий класс точности «С» (самый высокий по ГОСТ), с параметрами обработки до десятых долей микрона.
- Поддержание большого диапазона скоростей перемещения шлифовальной бабки и стола, в том числе минимальных (до 0,05 мм/мин), что позволяет шлифовать особо вязкие и хрупкие материалы.
- Шпиндели шлифовальной бабки и бабки изделия и смонтированы на гидродинамических опорах, что обеспечивает повышение точности вращения шпинделей и увеличение срока службы узлов.
- Частотно-регулируемый привод обеспечивает шлифовальные шпиндели плавным изменением чисел оборотов.
- Шпиндель задней бабки смонтирован на беззазорном подшипнике качения линейного перемещения, что позволяет повысить жесткость установки деталей в центрах и повысить точность обработки.
- Применение по двум координатам охлаждаемых синхронных линейных электродвигателей в комплекте с частотно-регулируемым приводом обеспечивает исключение механических и гидравлических устройств из привода подачи и, соответственно, высокую динамику, жесткость, точность и надежность за счет исключения промежуточных элементов классического привода, при этом уменьшается число необходимой оснастки.
- Наличие отсчетных линейных фотоимпульсных преобразователей по двум координатам, которые позволяют контролировать линейные перемещения с точностью 0,1 мкм. В корпус преобразователей подводится очищенный и осушенный сжатый воздух, который исключает возможность попадания вредных веществ и позволяет увеличить надежность его работы.
- Перемещения координат «X» и «Z» в ручном режиме управляться от отдельных электронных маховиков, в циклах – от контроллера.
- Циклы шлифования выбираются на информационной панели, при этом отображается индивидуальное окно цикла, в котором задаются его параметры.
- Наличие информационной панели, отображающей текущие и задаваемые параметры.
Ключевые особенности
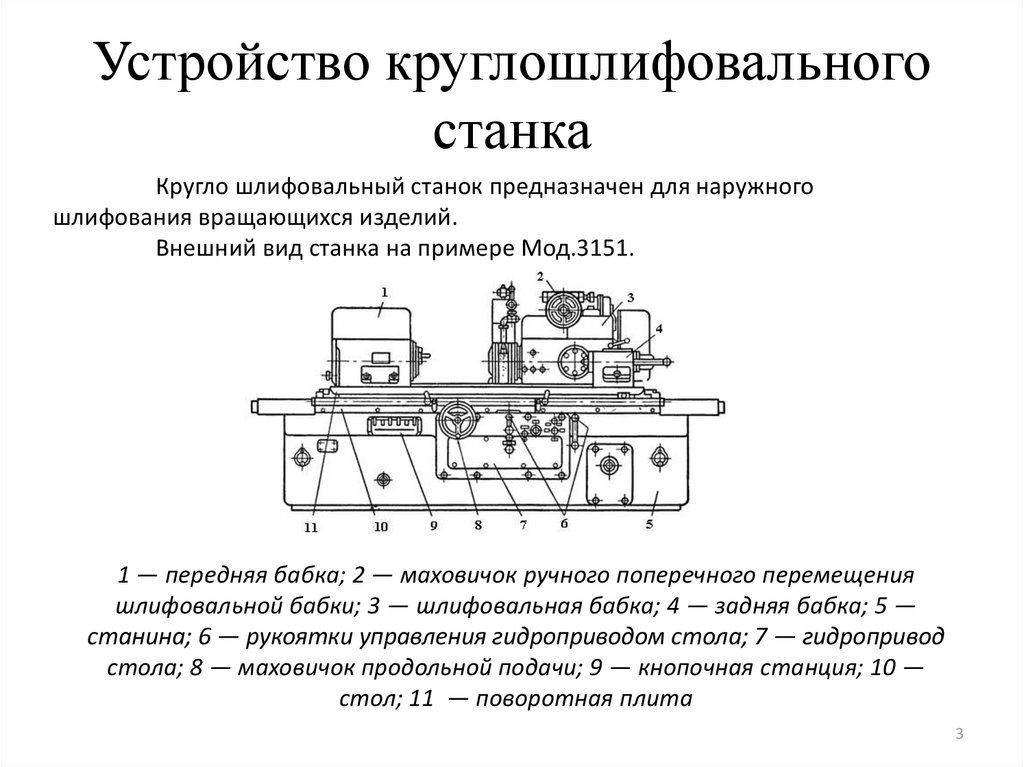
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Общие указания по эксплуатации круглошлифовального станка 3А423
Перед тем как передвигать переднюю и заднюю бабки надо протереть верхний стол. Если шлифование будет производиться в центрах, то, вставляя их, тщательно протереть конические гнезда шпинделей бабок, удостовериться в отсутствии на центрах забоин. Протереть и смазать рабочие части центров. Убедиться в отсутствии грязи и пыли в центровых отверстиях изделия и протереть их. Несоблюдение указанных правил может привести к резкому снижению качества шлифования.
Большое значение имеет балансировка круга, поэтому ее надо выполнять по правилам, изложенным в разделе «Балансировка шлифовального круга». Работа с неотбалансированным кругом не разрешается.
В конце смены рекомендуется прокрутить шлифовальный круг на полной рабочей скорости в течение 1—2 мин, выключив охлаждение, чтобы круг избавился от жидкости, скопляющейся в нижней его части и нарушающей балансировку.
При шлифовании пользуются люнетами. Только при этом условии можно прошлифовать изделие с требуемой точностью.
Не следует стремиться обрабатывать все изделия одним и тем же кругом. Подбирать характеристику круга надо в соответствии с материалом изделия и требованиями к чистоте, точности и производительности шлифования.
Слишком большая поперечная подача приводит не к ускорению работы, а к чрезмерному нагреванию изделия и повышенному износу круга.
При плохом качестве шлифования не следует всегда делать вывод, что регулировка подшипников шпинделя шлифовальной бабки неправильная. Конструкция опор допускает люфт невращающегося шпинделя в радиальном направлении.
Регулировать подшипники шпинделя шлифовальной бабки нужно только в случаях крайней необходимости (см. разделы «Шлифовальная бабка» и «Дефекты шлифования и меры их устранения»).
Крепление шлифовального круга
На центрирующий выступ фланца надеть последовательно картонную прокладку, шлифовальный круг, вторую прокладку и прижимной фланец. Вставить и завинтить крепежные винты так, чтобы слегка зажать шлифовальный круг; затем равномерно завинчивать диаметрально противоположные винты, чтобы обеспечить надежное и равномерное зажатие круга. Диаметр картонных прокладок должен быть несколько больше наружного диаметра фланца. Шлифовальный круг должен свободно надеваться на центрирующий выступ фланца. Надевать шлифовальный круг на фланец с усилием нельзя, так как это может вызвать образование трещин в круге.
Балансировка шлифовального круга
Отбалансированный шлифовальный круг установить на шпинделе шлифовальной бабки и проалмазить начерно. Снять шлифовальный круг вместе с фланцем и повторно тщательно его отбалансировать.
Балансировка шлифовального круга производится изменением положения балансировочных грузов в кольцевой выточке фланца шлифовального круга.
Приспособления для балансировки круга со станком не поставляются.
Балансировочные грузы закрепляют в нужном положении с помощью винтов, имеющих конические хвостовики и шариков, прижимающих грузы к поверхности выточки фланца.
По окончании балансировки надо снова установить шлифовальный круг на шпиндель и проалмазить его начисто.
Следует иметь в виду, что по мере износа круга его балансировка может нарушаться вследствие неравномерной плотности абразивного материала.
Нарушение балансировки круга может принести к возникновению вибраций, нагреванию подшипников шпинделя и т. д.
Устранение неполадок такого происхождения заключается в повторной балансировке шлифовального круга.
Обработка на круглошлифовальных станках
Круглое шлифование производится при вращательном движении круга со скоростью V
и вращательном движении (круговой подачеSкр ) заготовки.
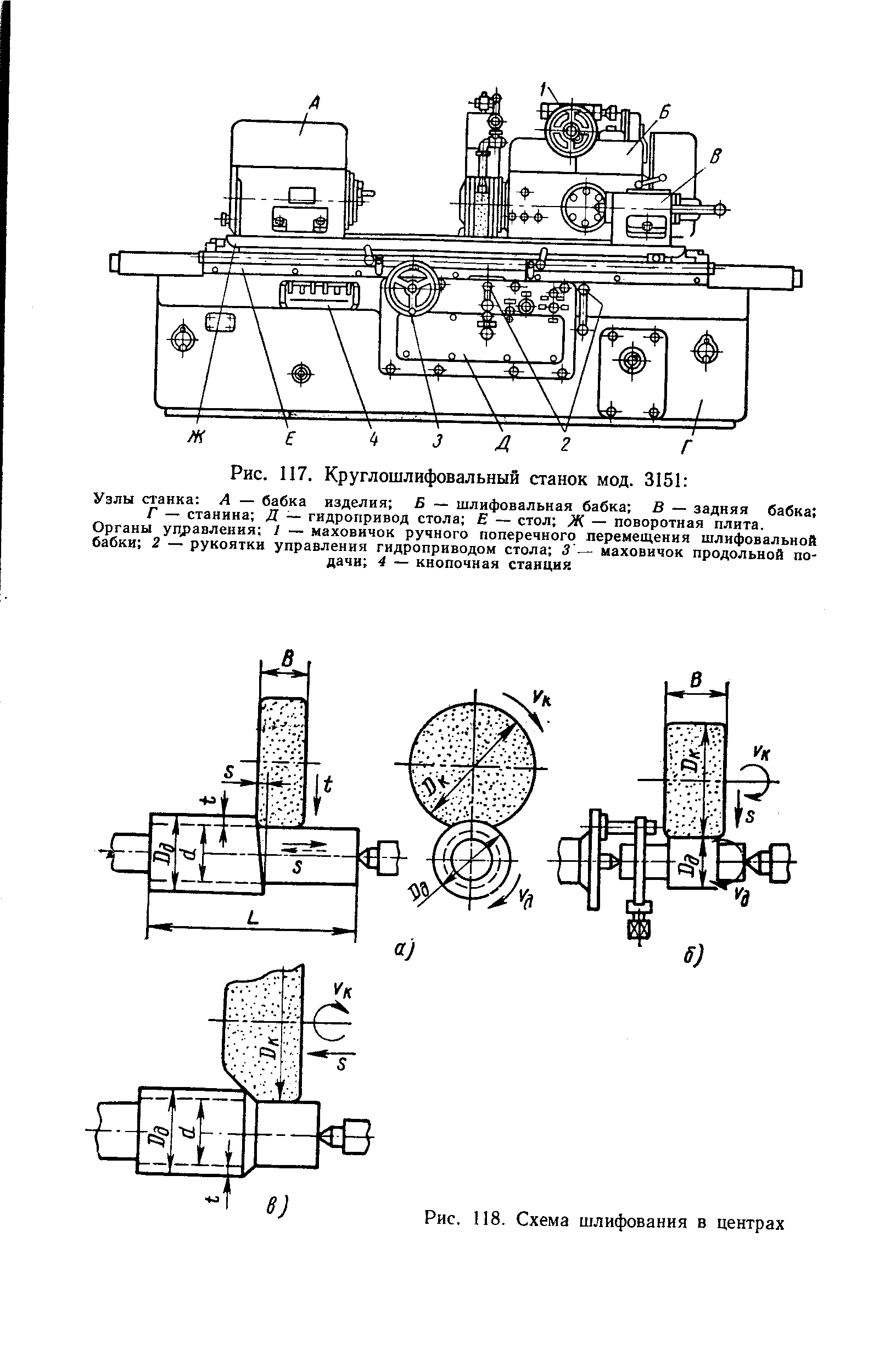
При шлифовании с продольной подачей (рис.7.2,а) заготовка вращается равномерно и совершает возвратно-поступательное движение. После каждого хода или двойного хода стола происходит сближение круга и заготовки. В конце операции обычно осуществляют выхаживание, т.е. выполняют несколько ходов без поперечной подачи для компенсации упругих перемещений.
| а б |
| в г д |
Рис. 7.2. Схемы круглого шлифования
Жесткие заготовки могут шлифоваться по способу врезания (рис.7.1,б), когда ширина обрабатываемой поверхности меньше ширины шлифовального круга. При этом способе круг перемещается с постоянной подачей вплоть до момента достижения необходимого размера обрабатываемой поверхности. Этот способ является более производительным и широко применяется в крупносерийном и массовом производствах при обработке цилиндрических и фасонных поверхностей.
Процесс шлифования уступами состоит из двух этапов – сначала производят шлифование врезанием с периодическим передвижением стола в продольном направлении на 0,8..0,9 ширины круга, а затем делается несколько ходов с продольной подачей без поперечного перемещения для зачистки поверхности (рис. 7.1,в).
При торцово-круглом шлифовании (рис. 7.1,г) производится комбинированная обработка одновременно цилиндрической и торцовой поверхности с подачей шлифовального круга по биссектрисе угла или последовательно в радиальном и осевом направлениях.
При глубинном шлифовании открытых поверхностей (рис.7.1,д) за один ход конический участок круга удаляет весь припуск, а цилиндрический — зачищает обработанную поверхность. Поперечная подача отсутствует.
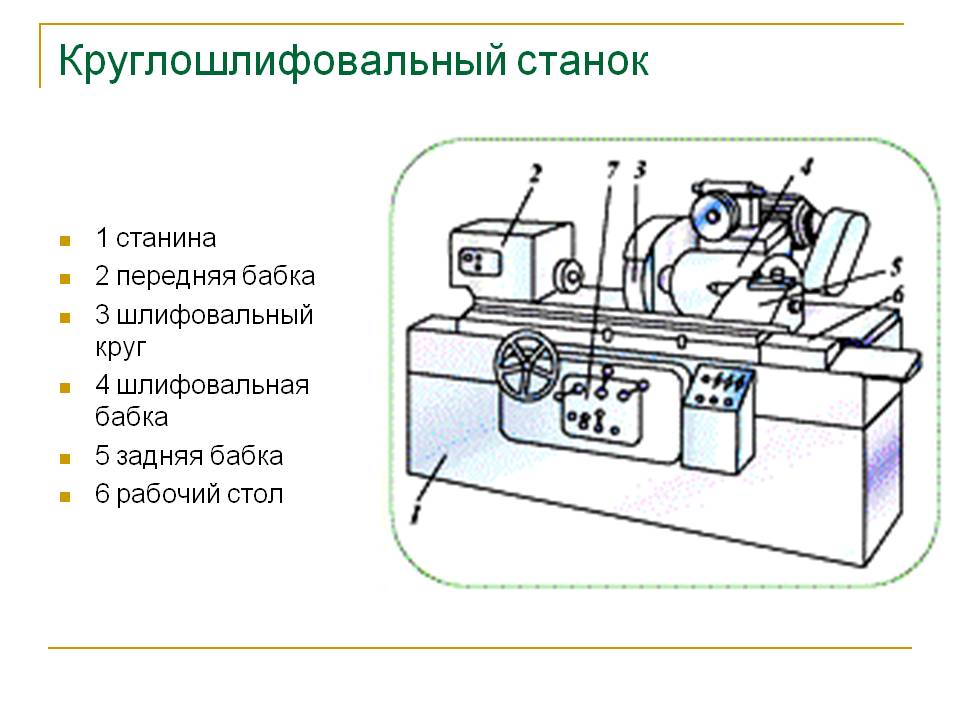
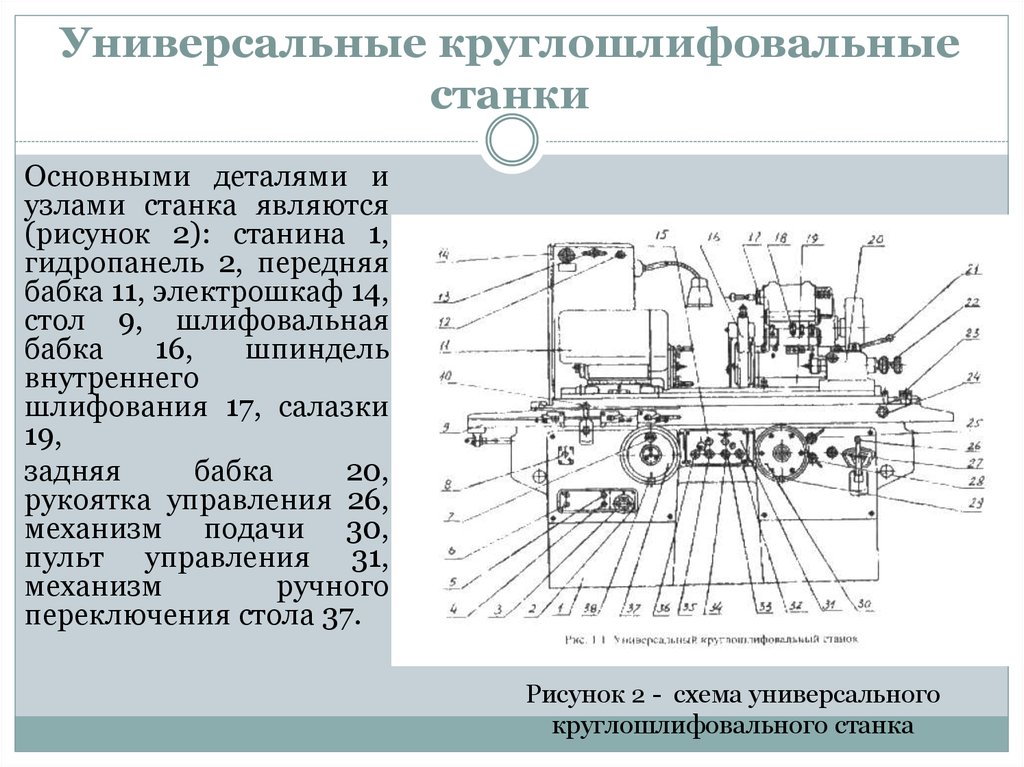
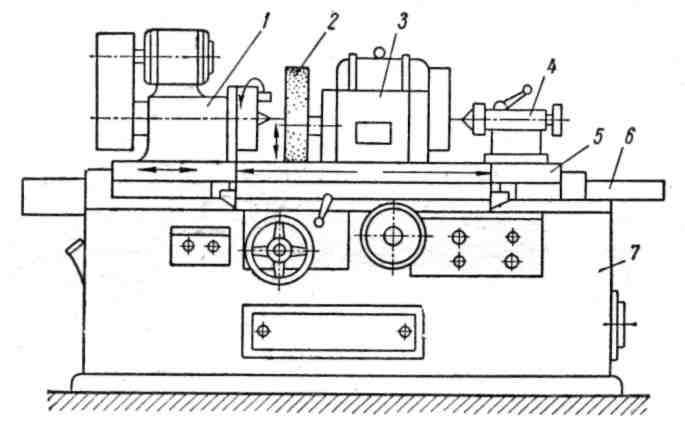
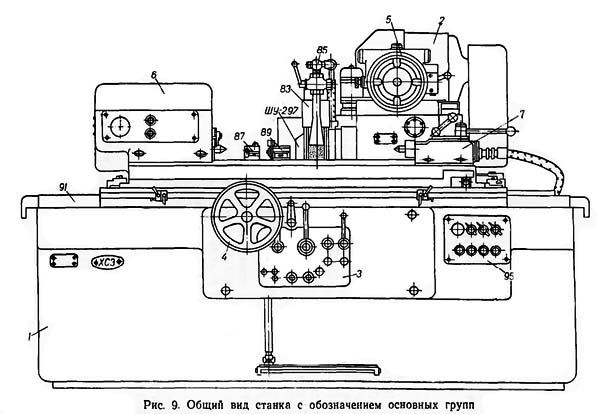
Круглошлифовальные станки отличаются высоким уровнем точности и универсальности. Они предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также для шлифования плоских торцов деталей. К этому типу станков относятся универсальные круглошлифовальные станки, круглошлифовальные и торцекруглошлифовальные полуавтоматы, а также специализированные круглошлифовальные станки.
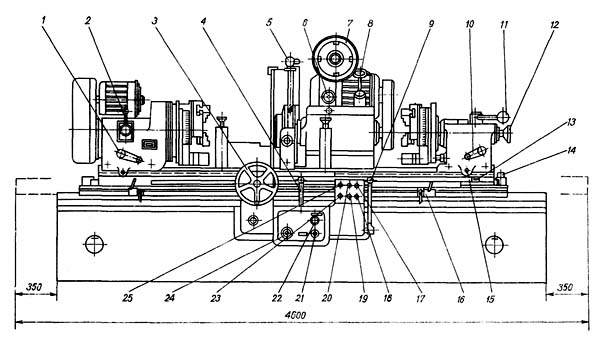
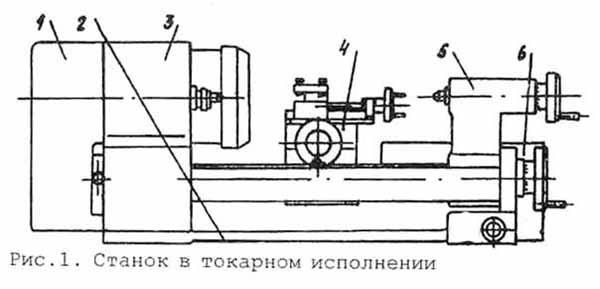
Основными узлами универсального круглошлифовального станка (рис.7.2) являются: станина 1, стол 3, передняя бабка 4 с коробкой скоростей, шлифовальная бабка 5 и задняя бабка 6. Станки оснащены откидным внутришлифовальным шпинделем. Для шлифования конических поверхностей предусмотрена возможность поворота вокруг вертикальных осей шлифовальной бабки, а также верхнего рабочего стола и передней бабки.
Рис.7.2 Круглошлифовальный станок
Шлифовальный круг приводится во вращение от отдельного двигателя через клиноременную передачу. Круговая подача заготовки осуществляется при помощи другого электродвигателя с бесступенчатым регулированием.
Движение продольной подачи сообщается нижнему столу с помощью гидропривода; управление движением происходит при помощи устройств, которые переключаются самим столом в его крайних положениях. Шлифовальная бабка также периодически перемещается в поперечном направлении при помощи гидравлических механизмов. Большинство станков имеют механизмы широкого регулирования режимов шлифования и средства автоматизации рабочих движений стола и шлифовальной бабки. Предусмотрена возможность использования приборов активного контроля, позволяющих измерять заготовку в процессе шлифования, а также устройства, автоматически останавливающие станок при достижении требуемого размера.
При обработке на круглошлифовальных станках заготовку чаще всего устанавливают в жестких (не вращающихся) центрах, расположенных на передней и задней бабках; при этом круговую подачу обеспечивает поводковое устройство, связанное с вращающейся планшайбой. Возможно также закрепление заготовок в кулачковых патронах, причем, при шлифовании нежестких заготовок дополнительно необходимо применять люнеты.
3151 станок круглошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Станок 3151 первая модель серии круглошлифовальных станков 3151, 3А151, 3А161, 3Б151, 3Б161, 3М151 с диаметром обработки Ø 200 и 280 мм.
Станок предназначен для наружного шлифования в центрах цилиндрических, пологих конических и торцовых поверхностей деталей.
Модель 3151 относится к группе станков с ручным управлением. Эти станки используют главным образом в мелкосерийном и индивидуальном производстве, в том числе для ремонта оборудования.
Принцип работы круглошлифовального станка 3151
Станок 3151 относится к числу простых круглошлифовальных станков, на которых можно шлифовать детали как в центрах, так и в патроне и получать точные цилиндрические, конические и торцовые поверхности. Универсальный круглошлифовальный станок отличается от простого тем, что имеет приспособление для внутреннего шлифования и поворотную шлифовальную бабку, дающую возможность шлифовать короткие крутые конусы в центрах.
Обрабатываемая деталь закрепляется в неподвижных центрах передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы:
1. Способ продольной подачи, при котором за (каждый оборот шлифуемой детали последней сообщается продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального крута; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной подачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он. позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения.
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких валов, не требующих особо высокой точности изготовления.
Конструктивные особенности круглошлифовального станка 3151
Особенность конструкции большинства круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Другой важной особенностью является применение неподвижного шпинделя бабки изделия. Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка
Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка.
Станок гидрофицирован. При помощи гидравлики осуществляются следующие движения:
- а) продольное перемещение стола в двух направлениях;
- б) автоматическая поперечная подача шлифовального круга;
- в) ускоренный отвод и подвод шлифовальной бабки;
- г) автоматическое выключение механизма ручного перемещения стола при выключенной гидравлической подаче.
Ручное перемещение стола и подачу шлифовального круга, используется главным образом при наладке станка.
Основные отличия станков 3151, 3А151, 3А161, 3Б151, 3Б161
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки рассчитаны на работу в условиях серийного и единичного производства



Станки модели 3А151 отличаются от 3А161 наибольшим диаметром обрабатываемых изделий – Ø 200 и Ø 280 мм соответственно.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
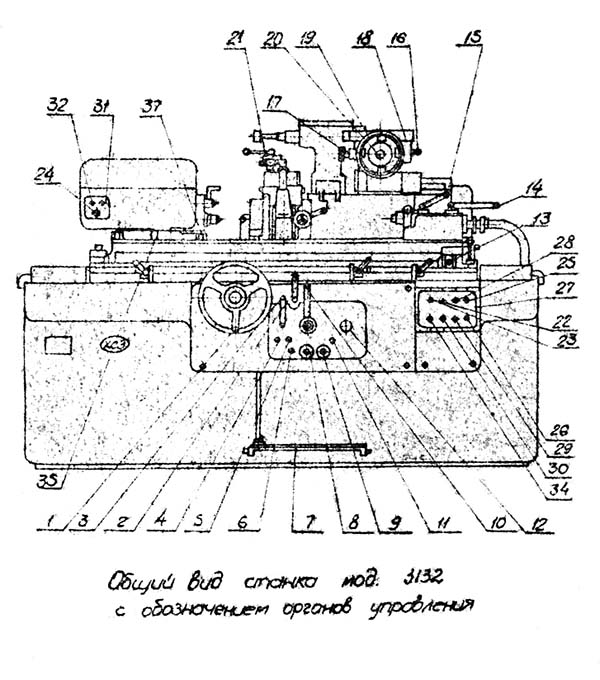
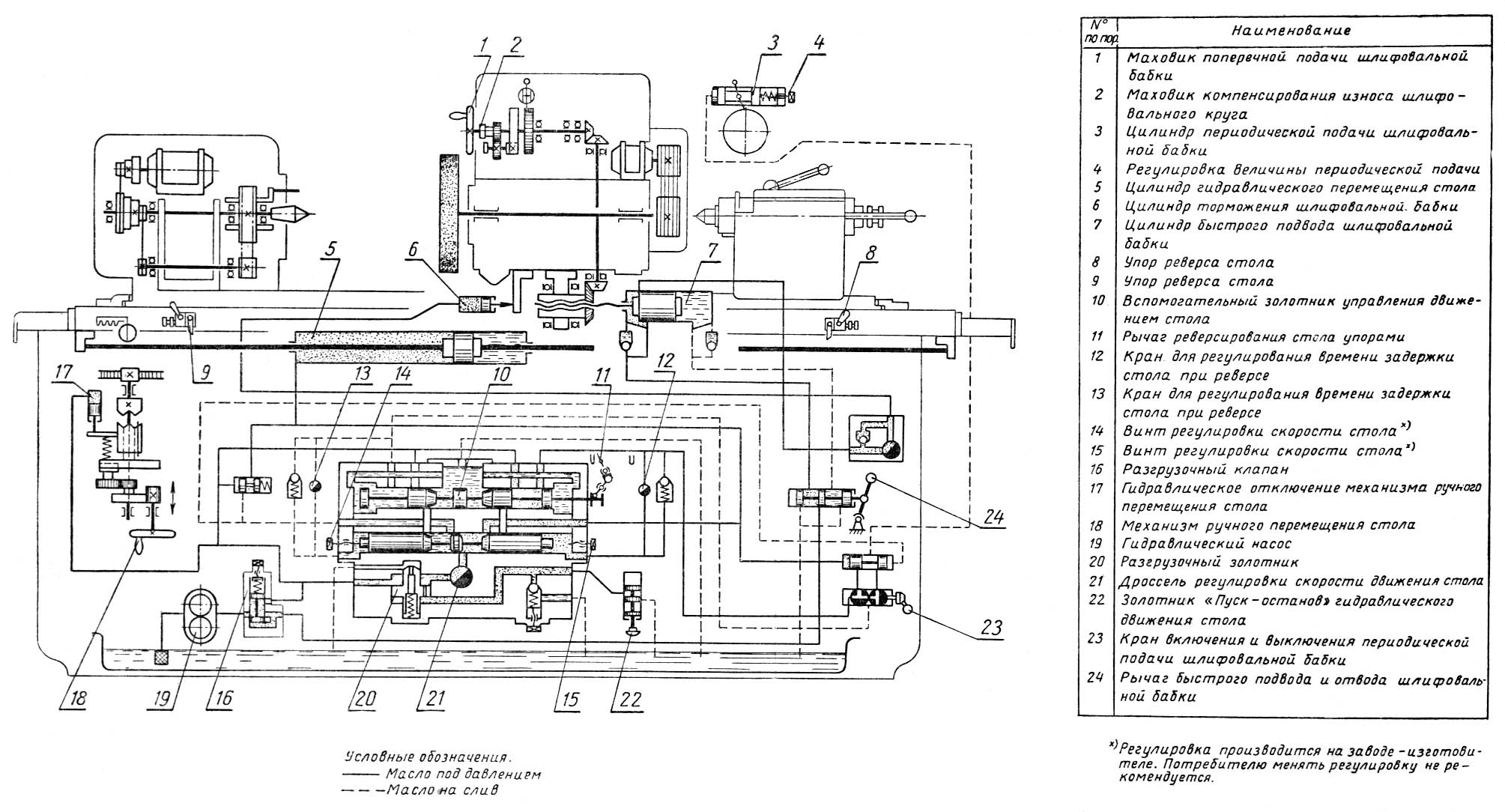
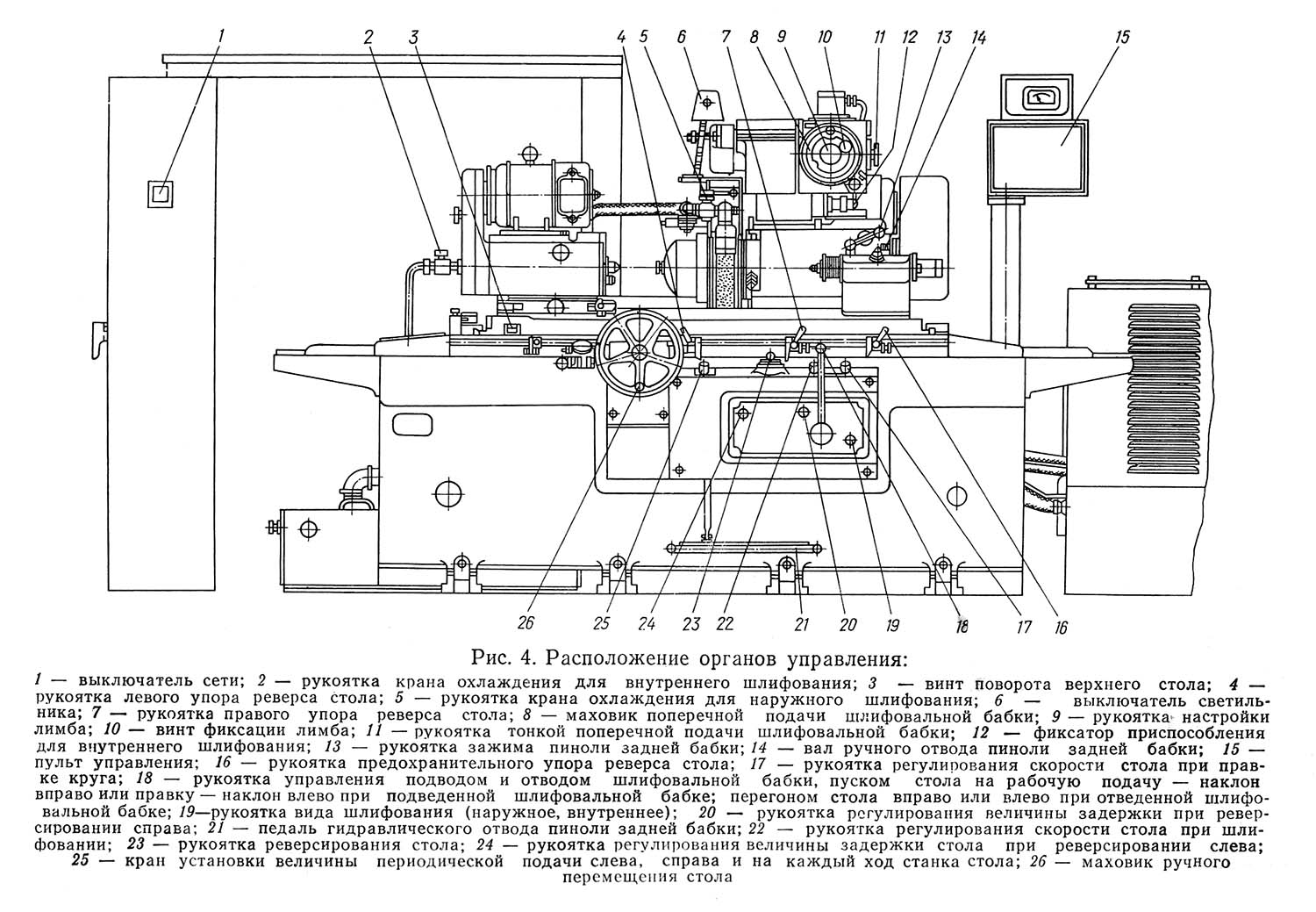
3А423 Расположение органов управления круглошлифовальным станком
Расположение органов управления круглошлифовальным станком 3а423
Перечень органов управления шлифовальным станком
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка переключения числа оборотов двухскоростного двигателя
- Маховик ручного перемещения стола
- Рукоятка гидравлического перемещения стола
- Кран охлаждающей жидкости
- Индикатор осевого перемещения шлифовальной бабки
- Маховик поперечной подачи шлифовального круга
- Маховик осевого перемещения шлифовальной бабки
- Рукоятка быстрого отвода и подвода шлифовальной бабки
- Рукоятка фиксации планшайбы задней бабки
- Рукоятка отвода пиноли задней бабки
- Маховик поджима центра
- Винт поворота верхнего стола
- Индикаторное устройство поворота стола
- Механизм перемещения задней бабки по столу
- Упор реверса стола
- Кнопка “Изделие “Пуск – Стоп”
- Выключатель освещения
- Переключатель “Автоматическая работа”
- Кнопка “Изделие проворот”
- Рукоятка блокировки перемещения стола при врезном шлифовании
- Рукоятка регулирования подачи при врезном шлифовании
- Кнопка “Общий Стоп”
- Рукоятка регулирования скорости гидравлического перемещения стола
- Кнопка “Включение шлифовального круга и гидронасоса”
Основные модели
- Модель 3151. Имеет ручное управление, панель ЧПУ отсутствует. Может шлифовать все основные виды заготовок — полые, плоские, цилиндрические, торцевые. Также может применяться для обработки конусовидных заготовок с небольшим углом наклона. Модель 3151 не подходит для крупных фабрик, но ее можно использовать в мелкосерийном производстве.
- Модель 3M151. Является модификацией модели 3151. Оборудована автоматикой, что помогает управлять системой как в ручном, так и в автоматическом режиме. Модель 3М151 может выполнять все основные виды шлифовки округлых заготовок. Может использоваться на мелких производствах, в мастерских, на крупных заводах и так далее.
- Модель 3Б161. Оборудована гидравликой и автоматикой. Может выполнять все основные виды шлифовки (может выполнять в том числе шлифовку уступами). Подходит для серийной обработки, хотя при необходимости модель 3Б161 можно переоборудовать для единичного производства.
- Модель G25A-35СNC. Имеет электронный режим управления (ЧПУ). Модель оборудована продвинутой электроникой, может выполнять сложные варианты шлифовки в полностью автоматическом режиме. Высокая цена, но хорошие технические показатели (прочность, надежность, устойчивость, срок годности).
Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.
Строение станка
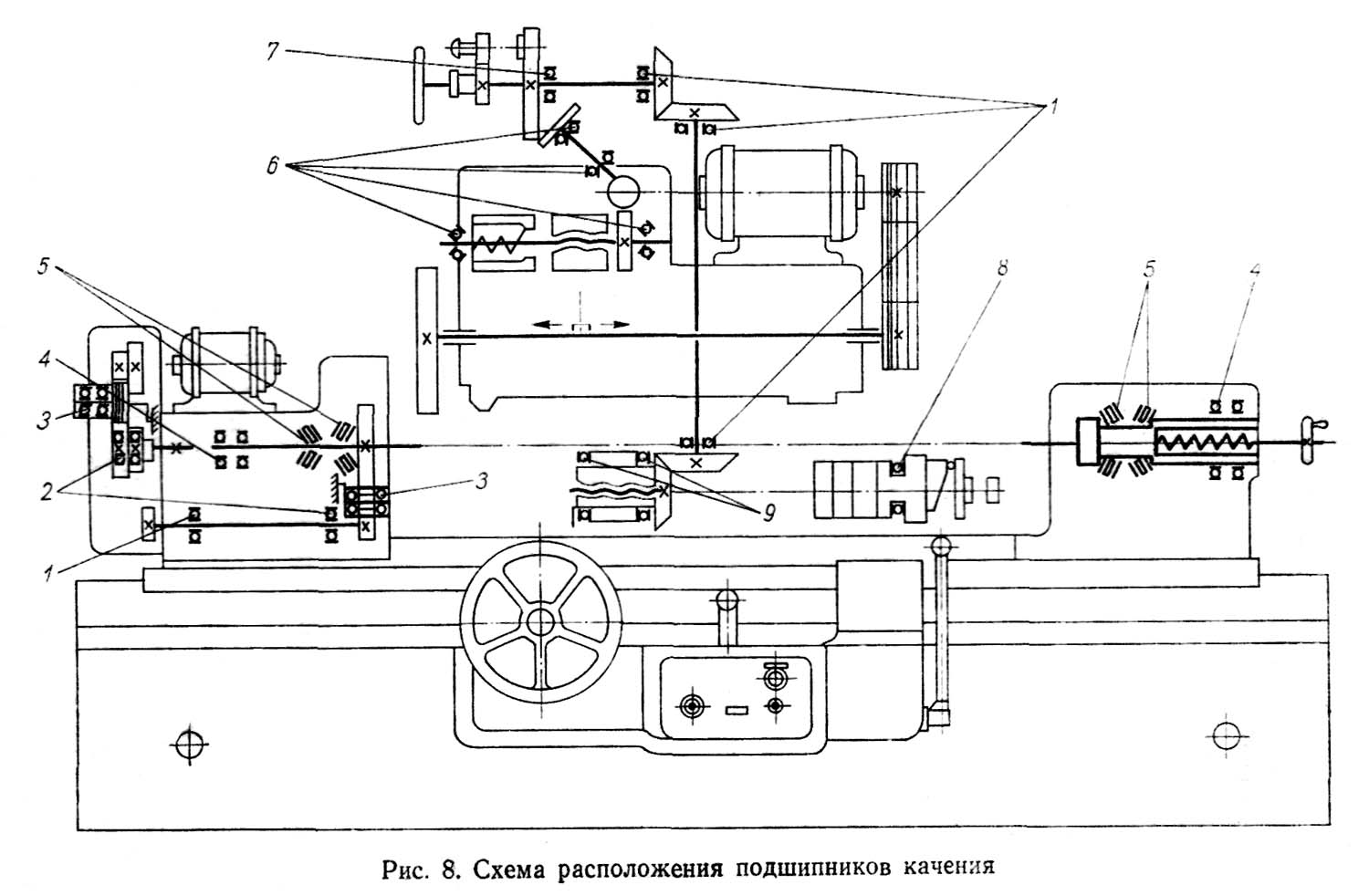
На рисунке изображены ключевые узлы агрегата.
- Привод устройства.
- Станина.
- Бабка шпиндельная.
- Суппорт.
- Бабка задняя.
- Электрооборудование.
Детальнее стоит рассказать об электрическом оборудовании агрегата. Оператор защищен от поражения током посредством рабочей изоляции и заземляющего провода. Электрооборудование находится в специальной коробке в задней части устройства. Коробка плотно закрывается при помощи крышки с двумя винтами, один из которых выполняет функцию заземления.
На станине расположена направляющая цилиндрического типа, которая вместе с плоской направляющей станины является базисом для основных механизмов устройства. На левой стороне передней бабки находится кронштейн, к которому крепится электромотор станкового привода.
Под защитным кожухом кронштейна располагаются элементы привода вращения и привода подач. Под кожухом передней части станины находится винт передвижения суппорта (продольного).
Технические характеристики станков 3Б161
| Наименование параметра | 3Б151 | 3Б161 | 3А151 | 3А161 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 180 | 250 | 180 | 250 |
| Наименьший диаметр шлифования, мм | ||||
| Наибольшая длина шлифования, мм | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 |
| Рабочий стол станка | ||||
| Наибольшая длина перемещения стола, мм | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ |
| Конусность, мм/м | 10 | 10 | 10 | 10 |
| Шлифовальная бабка | ||||
| Наибольший/ наименьший диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | ||||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | — | — | 0,005..0,032 | 0,005..0,032 |
| Непрерывная подача для врезного шлифования скорость, мм/мин | — | — | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | — | — | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 |
| Передняя бабка | ||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 63..400 | 63..400 | 63..400 | 63..400 |
| Задняя бабка | ||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Привод и электрооборудование станка | ||||
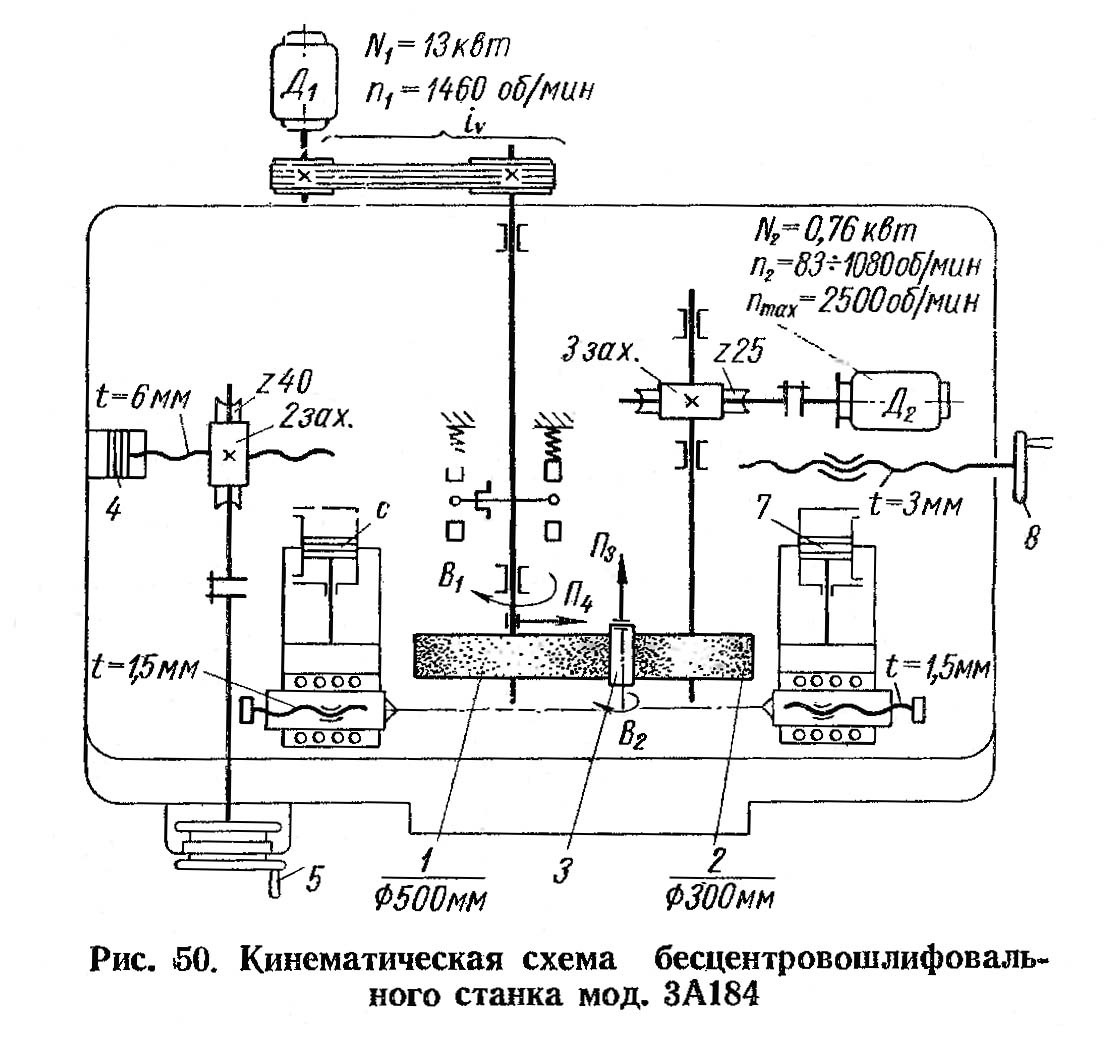
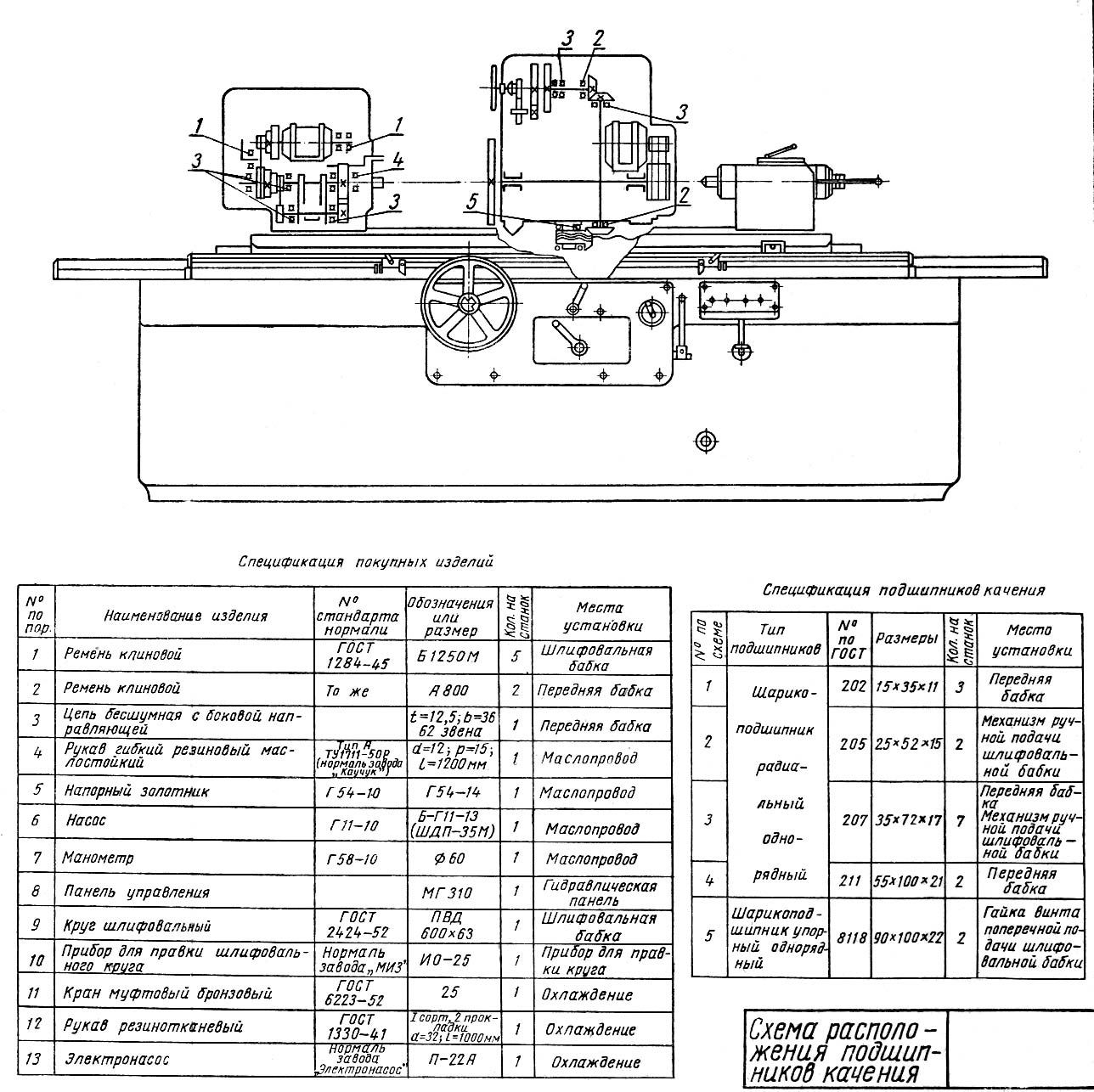
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки (Ш), кВт | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия (И), кВт | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы (Г), кВт | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола (1С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения (Н), кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора (М), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 4200 | 4500 | 4200 | 4500 |
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
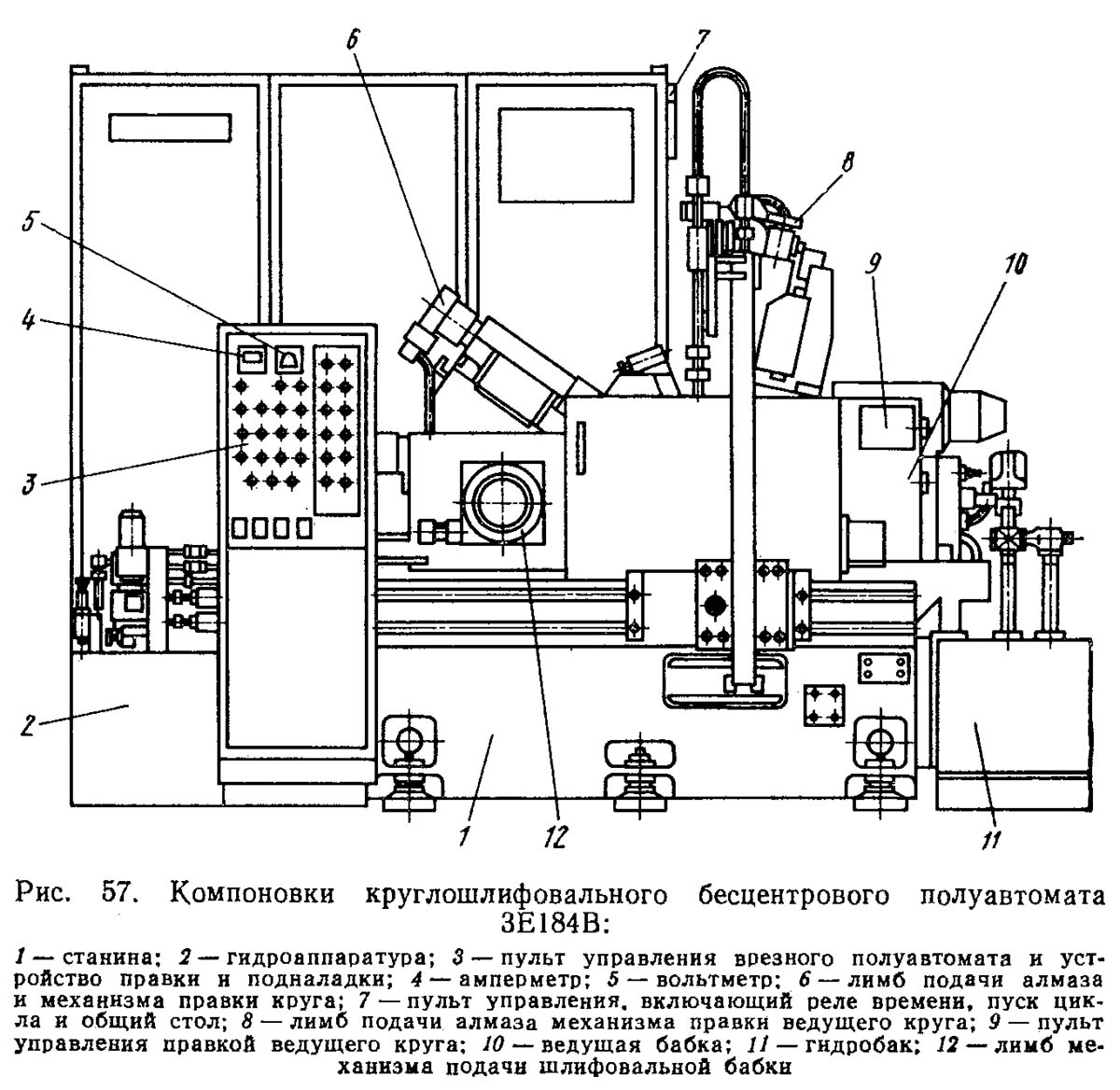
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Особенности устройства
Станок токарный настольный ТШ-3 применяется в масштабном производстве металлических деталей, а также в частной практике. С его помощью проводится полировка деталей, но для выполнения этих работ рекомендуется заменить круг.

Круг полировальный
Дополнительно токарный станок используется для заточки разнообразных слесарных инструментов. Благодаря уникальной конструкции агрегата затачиваются и шлифуются инструменты, с помощью которых проводится сверление и точение. Устройство позволяет снимать фаску, шлифовать и обрабатывать металлические детали.
Модель ТШ-3 часто имеет в комплекте специальный пылесос, благодаря которому очищаются поверхности в период проведения работ по обработке металлических изделий.
Токарный станок характеризуется классической конструкцией:
- Он имеет станину, на которой устанавливается электрический двигатель. С его помощью обеспечивается движение рабочего вала.
- На вал мастера одевают точильные головки, подобные детали характеризуются присутствием защитных приспособлений.
- На каждом из них имеется специальное отверстие, в которые устанавливаются обрабатываемые элементы.
Устройство токарного станка





