

Конструкция основных узлов консольно-фрезерного станка 6Т12-1
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
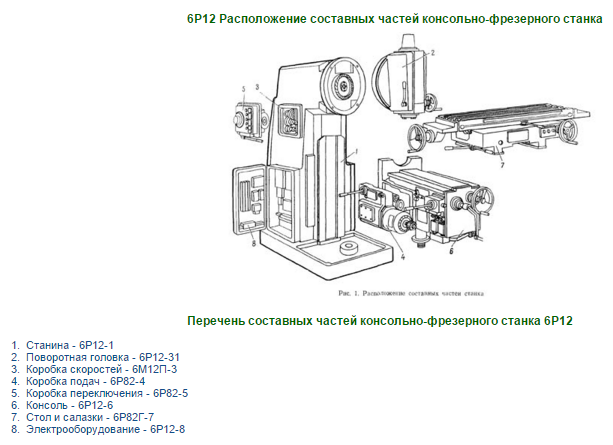
Поворотная головка консольно-фрезерного станка 6Т12-1
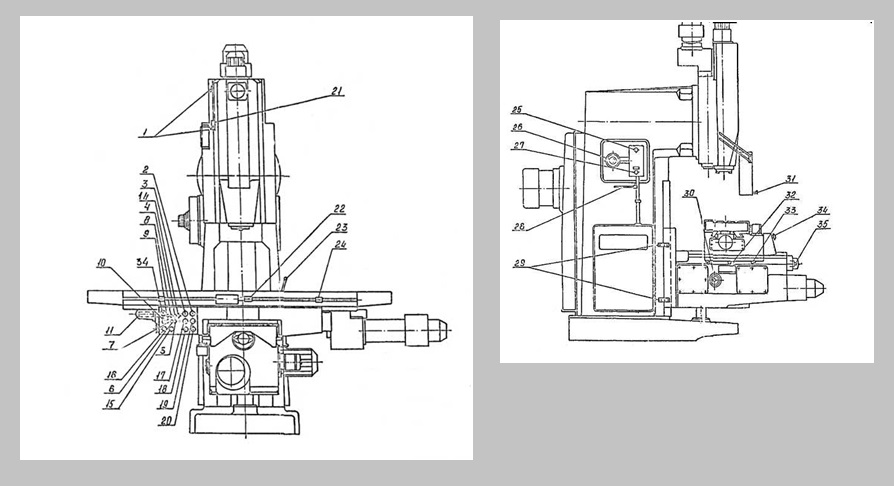
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
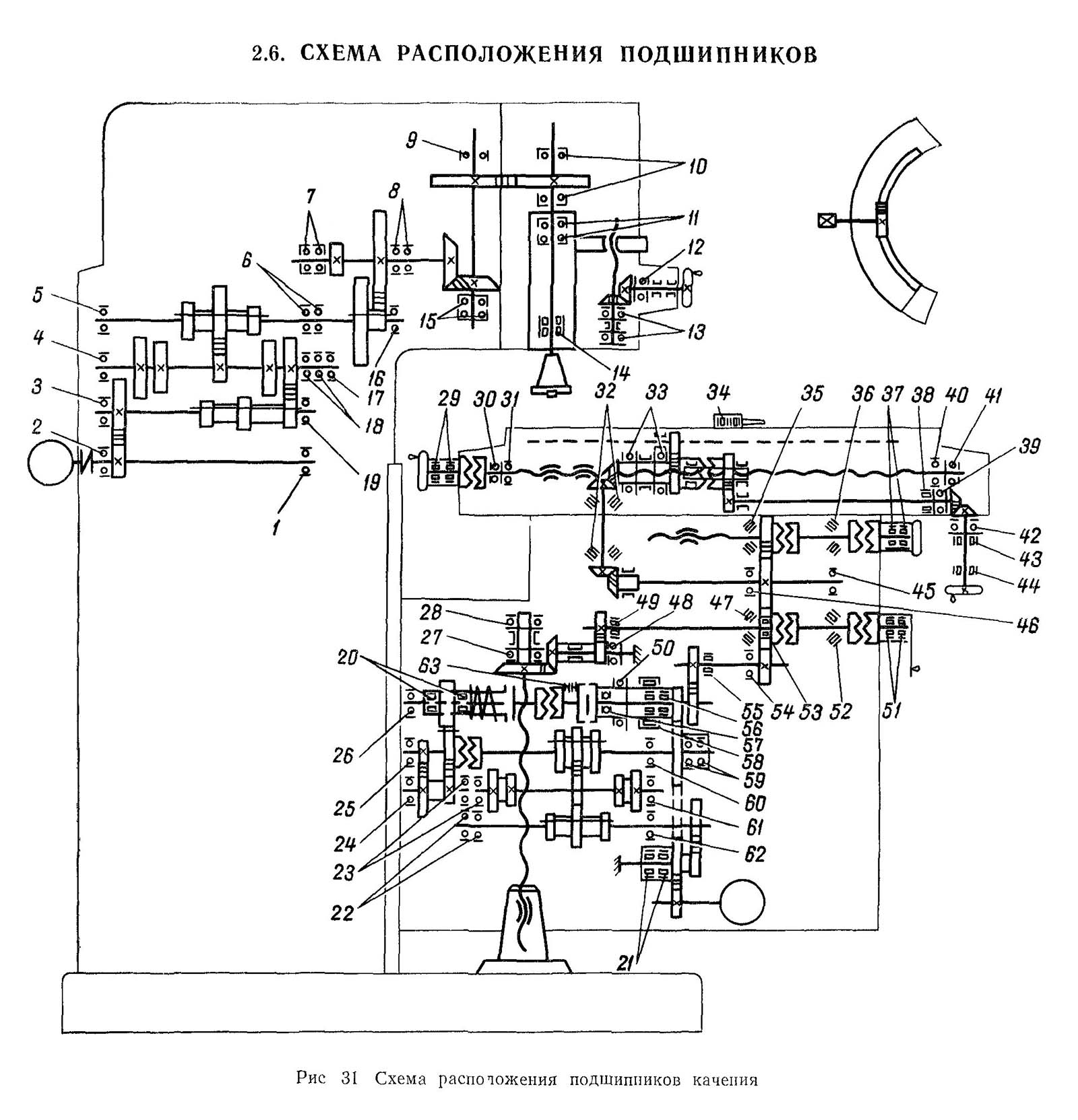
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Общее описание
В отличие от большинства других аналогичных станков оборудование 6р13 имеет возможность прохода по криволинейной траектории. Для этого используется копир, а для подготовки и описания траектории специальный электрический датчик. На основе данного станка создано несколько модификаций, которые снабжены числовым программным управлением.
Поворотная головка снабжена специальным механизмом ручного, осевого перемещения гильзы шпинделя, с помощью которого производят обработку отверстий с углом наклона 45°. Станок обладает достаточной мощностью, чтобы при работе использовать фрезы из быстрорежущего металла.
2 Коробка скоростей и шпиндель консольно-фрезерной установки
Данный элемент агрегата расположен на корпусе станины (вверху), а управление им производится с левой части станины, где смонтирована коробка (вставная), дающая возможность выбрать нужную оператору скорость работы. Ремонт коробки возможен при снятой ее крышке.
Центрированная в горловине поворотная головка станка несет на себе шпиндель. От оси по вертикали головка способна поворачиваться в две стороны на угол в 45 градусов. А крепится данный узел при помощи четырех болтов. Маховик предназначен для того, чтобы гильзу головки можно было выдвинуть в необходимый момент и на нужную длину. Длина такого выдвижения контролируется лимбом, который находится на валике маховика. Если маховик делает полный оборот, выдвижение гильзы составляет 4 миллиметра, если переключается на деление лимба – 0,05 миллиметров.
От коробки скоростей шпиндель получает требуемое для выполнения фрезерования вращение (поступает оно через две передачи – цилиндрическую и коническую). В тех ситуациях, когда шпинделю требуется придать повышенную жесткость, можно осуществить стягивание корпуса головки, используя специальный зажим (управляется он рукояткой). Добавим и то, что перемещение гильзы допускается настраивать при помощи кронштейна, размещенного на корпусе поворотной головки.
Главный вал агрегата конструктивно установлен на дух упорных и одном радиальном подшипнике. Первые стянуты шайбой, находятся они во фланце, соединенном со станиной. Промежуточные кольца можно подшлифовывать для того, чтобы изменять зазор в таких подшипниках. Второй вал монтируется по такой же схеме, но регулировать зазор на его подшипниках следует посредством подтягивания гайки, смонтированной на левом торце данной детали.
Кроме того, в станке имеется еще три вала. Два из них являются шлицевыми, что позволяет передвигать зубчатые блоки, а один стоит на трех опорах для придания максимальной жесткости конструкции фрезерной установки.
Коробка скоростей описываемого агрегата выполнена в качестве самостоятельного механизма, располагающего:
Оснастка и принадлежности
Установка делительных устройств, поворачивающегося стола предоставляет шанс обрабатывать пространственные канавки, радиусные кривые, зубья, пазы и другие компоненты, которые находятся по окружности и просящие поворота при формообразовании.
Для закрепления концевых фрез в зависимости от хвостовика применяют патроны цанговые или оправки с внутренним конусом Морзе, для торцовых сборных и насадных фрез используют оправки с поперечной и продольной шпонкой.
Сменяемые цанги имеют диапазон диаметров от 2 до 40 мм. Цанги универсальны, предоставляют приличную площадь контакта и равномерность фиксации хвостовика, чем уменьшают вибрация и перекос. При замене цанги патрон не снимают. Правильно применять цанги для ответственных чистовых операций, обработки очень маленьких заготовок.
Номер цанги для станка для фрезеровочных работ 6Т13 выбирают по диаметру осевого инструмента и габаритам отверстия оправки.
Правила и инструкция по эксплуатации, руководство
Основной документ – руководство к станку, включает в себя все необходимые данные по эксплуатации оборудования и его обслуживанию:
- назначение и применение;
- транспортировка;
- установка;
- паспорт станка;
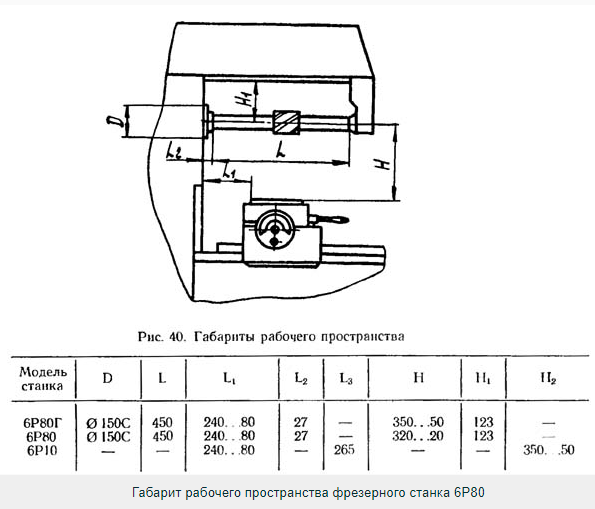
- габариты и описание с эскизами всех узлов;
- механика станка;
- спецификация нормализованных деталей;
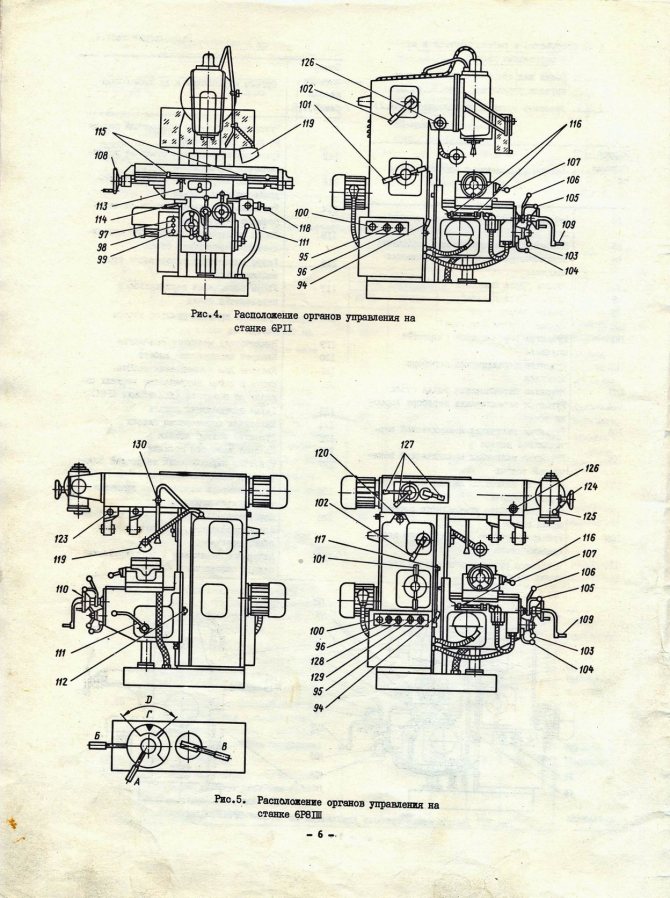
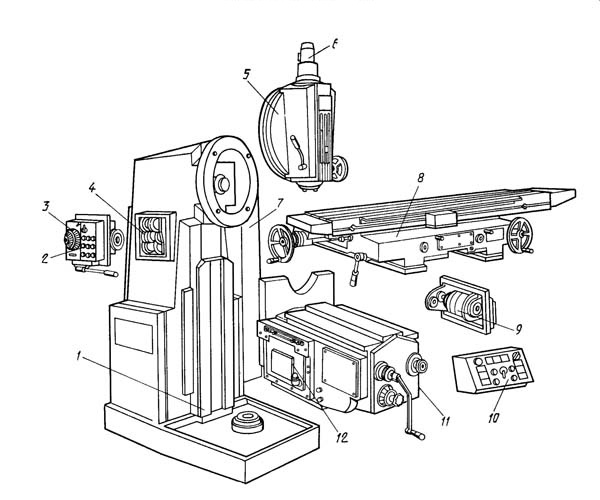
- описание органов управления;
- комплектация;
- кинематическая, электрическая и другие схемы агрегата;
- система смазки;
- перечень и чертежи быстроизнашиваемых деталей;
- техника безопасности.
Перед установкой фрезерного станка для него следует приготовить фундамент. Монтаж делается на массивную бетонную плиту. Перед первым пуском все узлы смазываются. Работа проверяется на холостых режимах.

Обозначение модели
Рассматривая обозначение вертикального фрезерного станка 6Р12 проведем ее расшифровку:
- 6 – обозначает оборудование фрезерного типа.
- Буква «Р» — обозначение производителя.
- 1 – обозначение вертикальной группы
- 2 – типоразмер установленного стала. Вертикальный станок имеет стол, на котором проводится базирование заготовки.
Расшифровка всецело описывает особенности использования консольного вертикально-фрезерного 6Р12. Однако проводя расшифровку можно определить только расположение шпинделя, но, к примеру, мощность мотора или особенности электросхемы определить нельзя – для этого используется информация из паспорта. Расшифровка названия станка схожа с моделью 6Т12: разница заключается лишь в названии завода производителя.
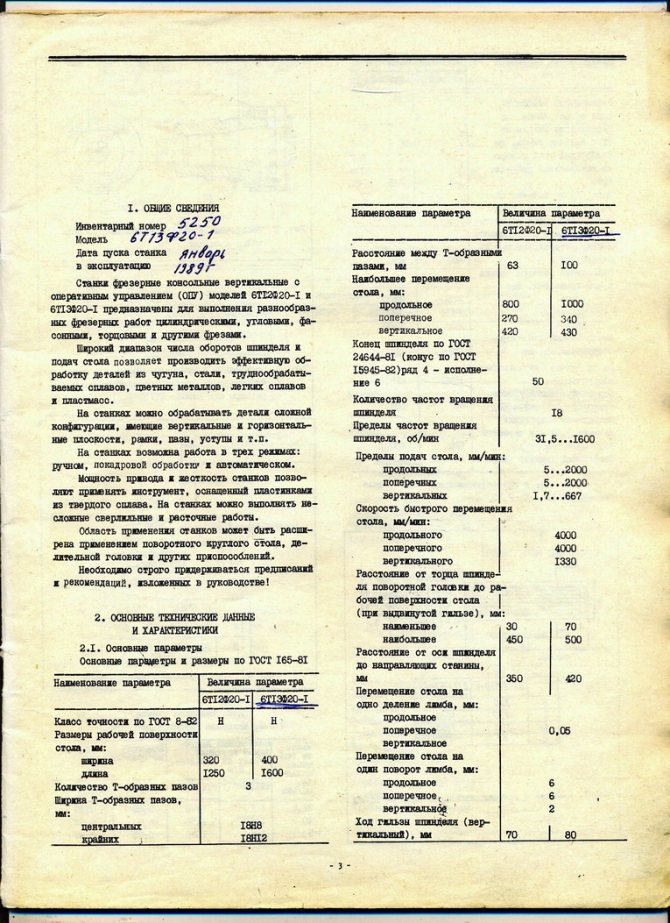
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
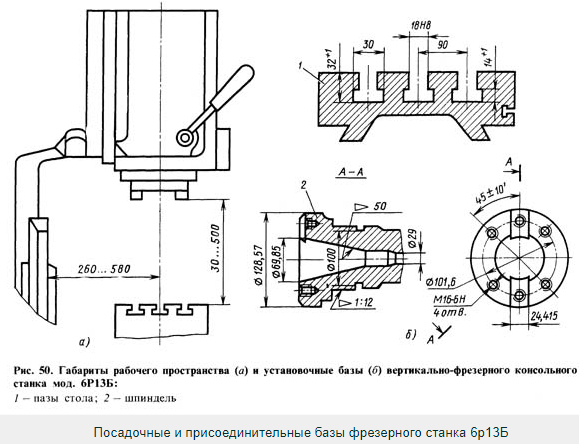
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
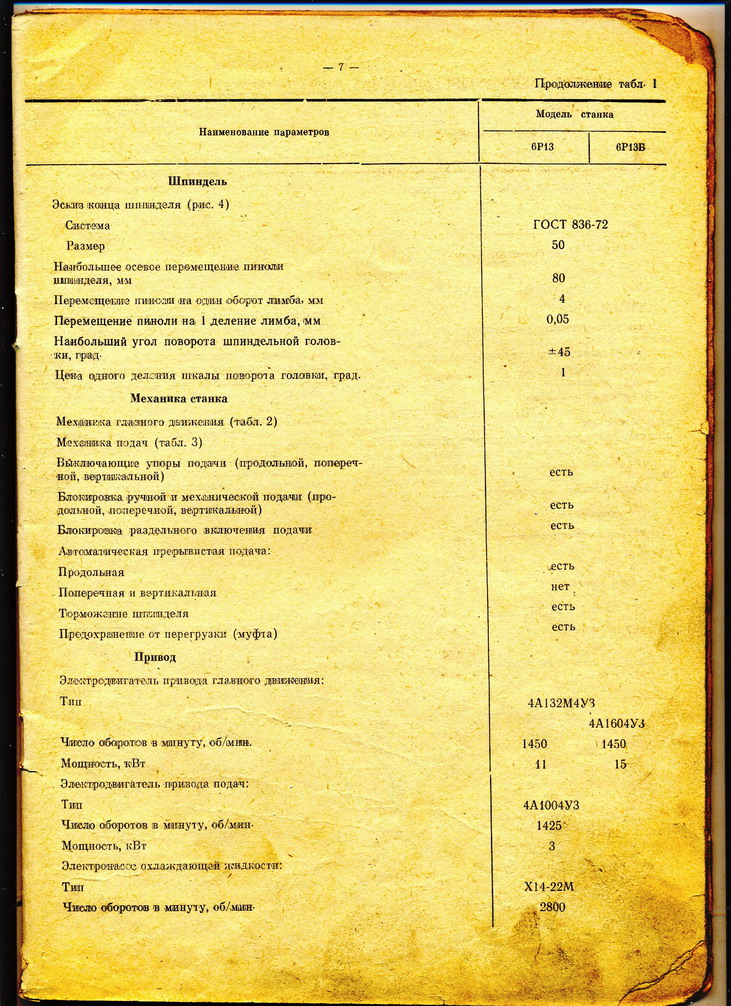
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Список литературы:
Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955 Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952 Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959 Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Правила эксплуатации
Как и все механизмы подобной весовой категории, 6Т13 требует установки на бетонный фундамент толщиной не менее 30 см. Поверхность должна быть идеально ровной, чтобы снизить риск возникновения неточностей при тонком фрезеровании. Первоначальный пуск предполагает заполнение маслом резервуара смазочной системы и холостую прогонку всех режимов. Первую замену масла рекомендуется произвести через неделю работы, вторую через месяц, в дальнейшем раз в 3 месяца. Профилактическая промывка масляного резервуара осуществляется раз в год.
Перед каждым пуском станка оператор использует рычаг отжима-зажима инструмента в шпинделе. Изменять положение обрабатываемых деталей, переключать скорости и режимы при вращающейся головке запрещено. Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.
История и востребованность
История бренда началась значительно раньше, чем в 1977 году, который фигурирует во многих источниках. Главным действующим лицом стал Николаус Август Отто, который основал первое в мире предприятие, специализирующееся на производстве двигателей в 1864. Уже в 1890 году придумали молотилку. Спустя 4 года выпущен первый трактор Deutz с бензиновым двигателем мощностью 26 л.с. В 1927 году произведен первый дизельный трактор Deutz МТН222, собственно он и стал началом серийного производства стандартных и привычных сейчас тракторов.
С 1936 году небольшие с/х предприятия уже стали использовать механизацию и ее лицо – Deutz F1V 414, с мощностью 11 л.с.
В 1937 году приобретен Klöckner, который стал Klöckner-Humboldt-Deutz или просто KHD. Эта компания становиться крупнейшим конгломератом Рейха. На тот момент KHD работала во всех сферах связанных с производством двигателей.
С 1949 года запущено производство трактора с дизельным мотором и воздушным охлаждением Deutz F1514 и F2514. Уже в 1955 году произведен 100 тысячный экземпляр.
1961 – начало сотрудничества с Fahr AG. Оно стало возможным за счет обмена доли акций компании KHD. В 1968 KHD покупает часть акций Fahr AG и появляется бренд, который сегодня узнаваем во многих странах – Deutz-Fahr.
В 1977 году поставлены на серийное производство двигатели серии DX, которые уже спустя год официально представили. Это были дизельные двигатели с 5 и 6 цилиндрами. Мощность их варьировалась от 80 до 160 л.с. Чуть позже, в 1980 году серия пополнилась также 4 цилиндровыми моделями.
В 1990 году запущено производство тракторов AgroXtra. 1991 год комбайн серии Topliner.
1995 год стал знаковым, ведь именно в это период к корпорации присоединилась итальянская группа SAME. Полное названием компании стало выглядеть так: SAME Deutz-Fahr или SDF. Также выпущена серия Agrotron.
В 1996 году решено перенести производственные мощности из Кельна в Лауинген. В том же году представили кормоуборочный комбайн Gigant 400. Дальнейшая история в большей мере связана с выпуском новой техники, а именно:
- 2001 – Agrotron TTV с бесступенчатой трансмиссией.
- 2004 – запущено производство погрузчиков Teleskoplader и роторного комбайна
- 2009 – стартовал выпуск серии Agrotrac. Предназначена она для стран с более лояльными нормами по выбросам в атмосферу газов.
- 2013 – серия комбайнов С9000.
Последнее знаменательное событие в истории бренда произошло в 2017 году, когда начал работать самый современный тракторный завод в Европе. Основная специализация – техника мощностью 130 л.с.
Агрегаты Deutz-Fahr востребованы в с/х практически во всех странах мира, а особенно в России и СНГ. Их полюбили за производительность, современность, мощные и экономичные двигатели. После отечественных тракторов и комбайнов многие оценили и комфортные условия оператора.
1 Общее описание и характеристики агрегата серии Р
Буква “Р” в маркировке описываемой фрезерной установки указывает на ее серию, первая цифра – на подгруппу, к которой причислен станок в соответствии с принятой в Советском Союзе ЭНИМС-классификацией. А вторая цифра (в нашем случае 3) описывает параметры (геометрические рабочего стола (они составляют 160 на 40 сантиметров).

Популярными модификациями 6Р13 являются далее указанные станки:
- 6Р13РФ3 – агрегат с револьверной головкой и числовым программным комплексом Н33-1М;
- 6Р12Б – оборудование высокой мощности, относится к группе быстроходных станков;
- 6Р12К-1К-1 – модель, выпускавшаяся начиная с 1978 года, оснащена копировальным механизмом.

К аналогам описываемого станка относят следующие установки:
- FV401 и FV321M (предприятие-производитель – болгарский комбинат “Арсенал”);
- FSS315 (станкостроительный завод Гомеля);
- 6К12 и 6Д12 (“ДЗФС” – комбинат в г. Дмитров);
- X5032 (станок китайского предприятия “Shandong Weida”);
- станок ВМ127М (Воткинский комбинат машиностроения).
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
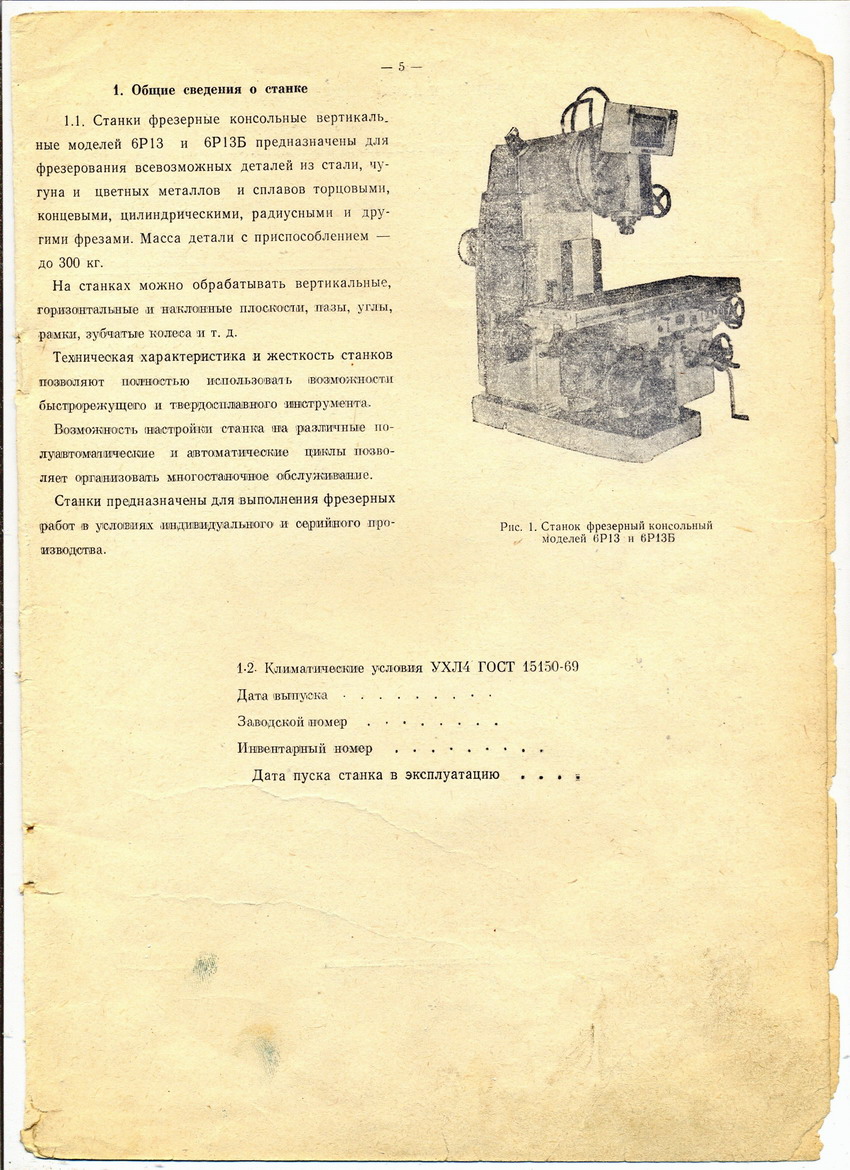
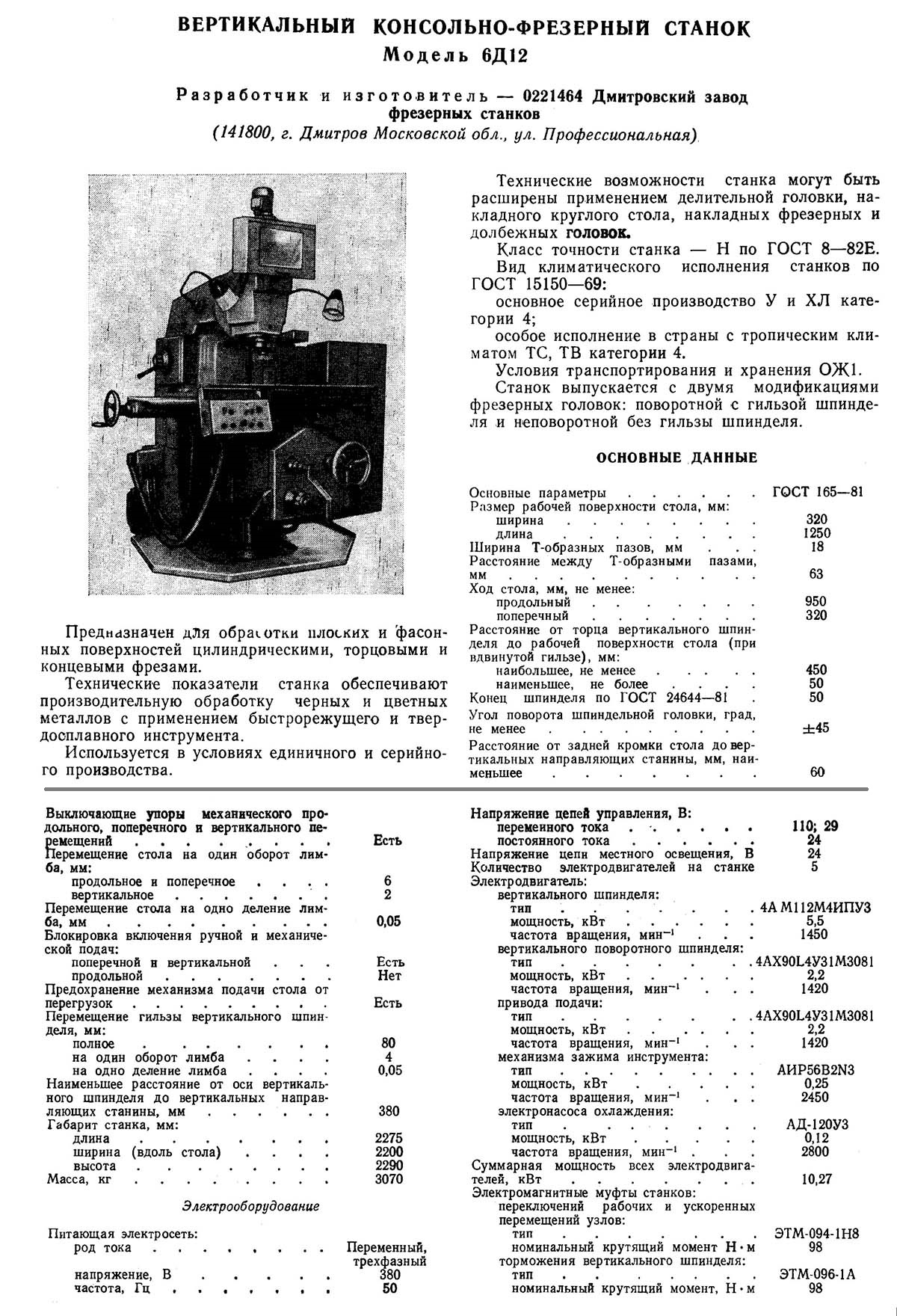
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки. — цена 1 317 000 руб. «> Вертикально-фрезерные станки 6Р12 предназначены для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На них можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности. Станки укомплектованы вертикальным пинольным шпинделем. Перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ. Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола. СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту. Поворотная шпиндельная головка вертикально-фрезерных станков 6Р12 оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Вертикально-фрезерные станки 6Р12 применяются в единичном и серийном производстве. Класс точности станков Н по ГОСТ 8-77.
Принцип работы
Классический вертикально-фрезерный станок работает по основной технологической схеме, при этом, главным движением является вращение инструмента (фрезы, сверла и т.д.), а вспомогательное движение — перемещение стола с установленной деталью. Режимы резания и цикл обработки настраиваются регулировочными рычагами и рукоятками.
Количество оборотов шпинделя регулируется переключением блоков зубчатых колес коробки скоростей в соответствующее положение.
Ускоренные движения регулируются отдельным приводом через фрикцион и промежуточные шестерни. Кинематическая схема исключает одновременное включение быстрого хода и рабочих подач.
Заготовка жестко крепится на поверхности рабочего стола, который имеет Т образные пазы для специальных зажимных болтов. Стол с обрабатываемой деталью перемещаются по двум координатам: продольной и поперечной, а непосредственный процесс резания происходит за счет соприкосновения вращающегося инструмента и заготовки. В качестве инструмента используют различные фрезы, сверла, метчики и другой осевой инструмент.
Варианты управления
При ручном управлении, настройка и контроль рабочими процессами осуществляется от рычагов, маховиков и рукояток. Оператор контролирует величину подач и режимы резания визуально при помощи мерительного инструмента и лимбов.
Комплектация устройством цифровой индикации (УЦИ) обеспечивает контроль рабочих органов во время эксплуатации. Параметры положений высвечиваются на цифровом дисплее. Устройство с функцией предварительного набора перемещения координат позволяет настраивать ход узлов на требуемые значения.
Характеристика электрооборудования
- Мощность главного двигателя 7,5/11 кВт.
- Мощность насоса охлаждения 0,12 кВт.
- Напряжение сети 380 В.
- Частота 50 Гц.
- Род тока переменный.
Характеристики аппарата
Устройство 6р12 имеет следующие технические характеристики:

- перемещение пиноли 7 см;
- вертикальные подачи от 4,1 до 529 мм/мин;
- ход поперечного стола 250 мм, вертикального — 420, продольного — 800;
- шпиндель работает на частоте 40-2001 оборотов в минуту;
- число скоростей шпинделя составляет 18;
- 22 подачи;
- рабочий стол имеет размеры 125*31 см;
- допустимая масса обрабатываемой детали составляет 250 кг;
- скорость от 4,1 до 329 метров в минуту;
- скорости поперечных и продольных подач в диапазоне от 12,5 до 1601 мм/мин
Паспорт фрезерного станка содержит информацию о его весе. Вес составляет порядка 3120 кг.
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя. Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу
Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
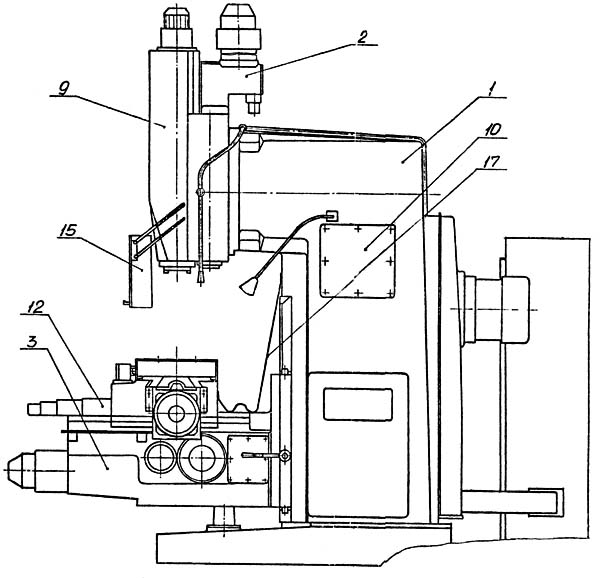
Станина станка
Станина занимает место главной центральной связки, что способствует установке первостепенной и автоматической структуры станка.
Твердое построение станины способствует получению расширенного фундамента и изрядного количества ребер. Основа станины вмещает компоненты вертикального указания, предназначение которого заключается в передвижении балки. С помощью фиксированной дорожки на станине является возможным вычисление величины инструктивного движения консоли.
С помощью конечных выключателей возможно ограничить общее направление балки левосторонней области ниши обшивки. С правосторонней части покрывного отрезка фюзеляжа станка располагается промежуток, каков открывает проход к насосу с маслом, а также показывает коробку скоростей. Левый фасад балки оборудован коробкой перехода с маленькой скорости на большую для того, чтобы выбрать требуемый темп работы с фрезерными деталями. Проволочная плоскость отверстия станины закрепляется шпиндельной головкой. В середине станины расположен специальный отдел для масла. Корпус монтируется к станку у основания и держится с помощью болтиков.
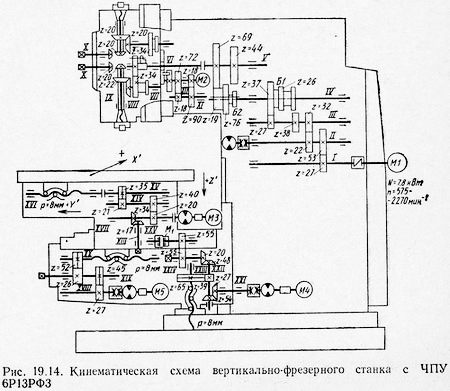



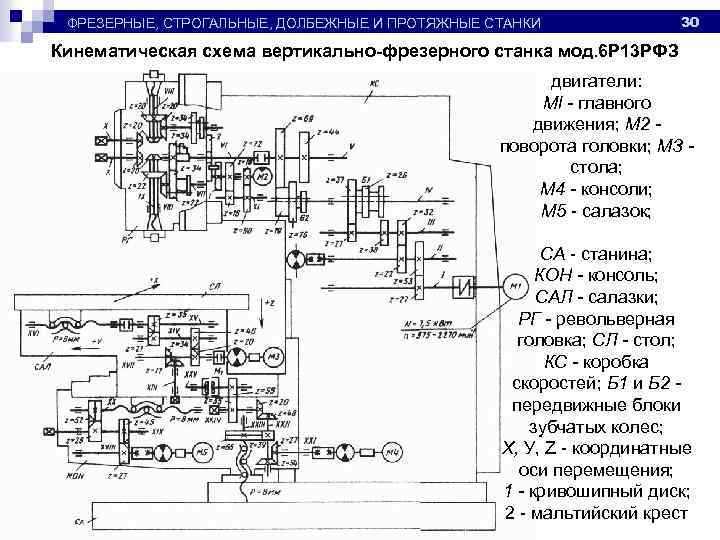
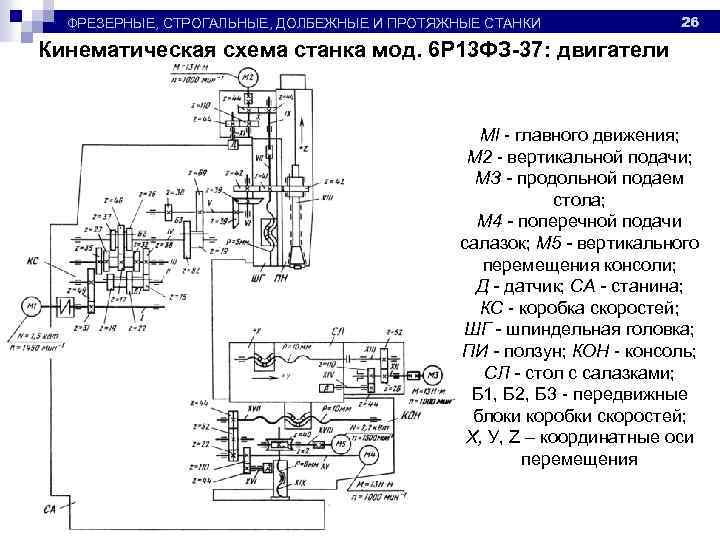
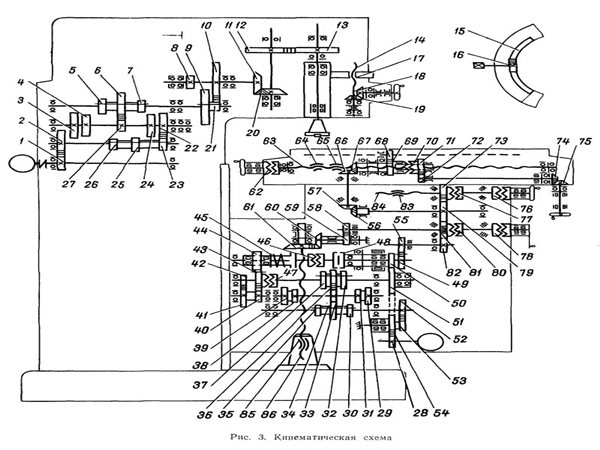
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.
Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
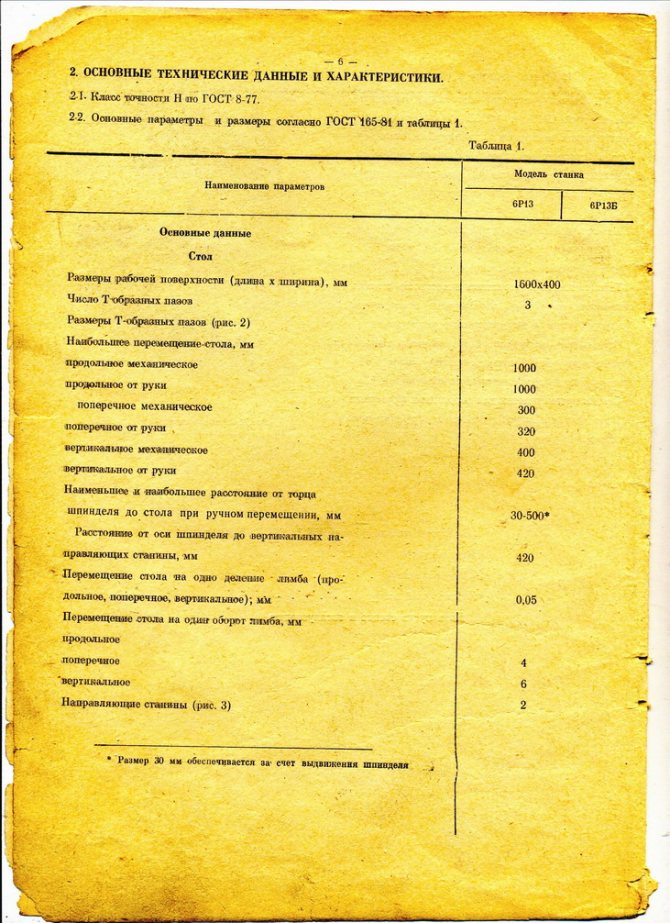
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Скорость работы определяет сферу использования и эффективность работы станка
Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Электрооборудование станка 6Р13Ф3. Общие сведения
Электрооборудование размещено на станке в станции управления и включает в себя так же систему числового программного управления “НЗЗ-2М”.
Станция управления служит для размещения в ней коммутационных аппаратов, аппаратов защиты электрических цепей.
Питание электрооборудования осуществляется через станцию управления от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Допустимое колебание питающего напряжения – 15% ± 10% от 380 В. В случае больших колебаний напряжения сети необходимо осуществлять питание устройства ЧПУ и электроавтоматики станка от отдельного стабилизатора. Возможен вариант питания группы станков с ЧПУ от отдельного стабилизатора или отдельного машинного преобразователя.
На станке применяются следующие напряжения:
- силовая цепь – трехфазная, переменного тока 380 В, частотой 50 Гц;
- цепь управления – переменное 110 В, 50 Гц;
- цепь местного освещения – переменное 24 В, 50 Гц;
- цепь управления – 24 В постоянного тока;
- цепь электродинамического торможения – 55 В постоянного тока;
- питание электродвигателей подач – 48 В постоянного тока.
Включение питания станции управления осуществляется Вводным автоматом (И), управление которым производится с помощью рукоятки, выведенной на дверцу станции управления.
На станке установлены следующие электроприводы:
- электропривод главного движения; осуществляется от асинхронного двигателя типа 4А132S4У3, 7,5 кВт, 1450 об/мин, 380 В, обозначение по схеме М1 (A02-5I-4, 7,5 кВт, 1450 об/мин, 220/380 В);
- электропривод наладочного перемещения консоли; осуществляется от асинхронного двигателя типа 4A90LA, 2,2 кВт, 1500 об/мин, 380 В, обозначение по схеме М2;
- электропривод зажима инструмента; осуществляется от асинхронного двигателя типа 4ААS56В4У3, 0,18 кВт, 1500 об/мин, 380 В, обозначение по схеме М4;
- электропривод насоса охлаждения; выполняется от асинхронного двигателя ХА14-22М (0,12 кВт; 2800 об/мин; 380 В; обозначение по схеме М3;
- электродвигатель смазки тип АОЛ-21-4, 0,27 кВт, 1500 об/мин; 380 В; обозначение по схеме М5
- электропривод продольной подачи (координата X) осуществляется от электродвигателя постоянного тока типа ПБВ-112L 2,2 кВт 1000 об/мин, 110 В, обозначение по схеме М7.
Управление электродвигателем привода подачи осуществляется от УЧПУ через тиристорный преобразователь типа 3Т6С-8-ПБВ-112LУ4.
Обратную связь по скорости осуществляет встроенный в электродвигатель тахогенератор с возбуждением от постоянных магнитов. Обозначение по схеме М6.
Обратную связь по положение осуществляет вращающийся трансформатор типа БТМ-1В
- электропривод поперечной подачи (координата Y, салазки) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель – М9, тахогенератор – М8, вращающийся трансформатор – П2;
- электропривод вертикальной подачи (координата Z, ползун) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель – М11. тахогенератор – М10, вращающийся трансформатор – ПЗ.





