

Как необходимо выбирать дрель для коронок по металлу
Очень важным моментом, обеспечивающим нормальную работу кольцевой фрезы, является соответствие насадки применяемому электроинструменту. Чаще всего в качестве вращательного устройства используются дрели. Они имеют различные технические характеристики
Здесь необходимо обращать внимание на следующие показатели:
Мощность дрели напрямую зависит от диаметра коронки: чем она больше, тем мощнее необходим электроинструмент. Например, для коронки по металлу 25 мм подойдет дрель мощностью 600 ВТ.
Возможность регулировки числа оборотов
Дрель будет применяться не только для сверления, поэтому крайне важно установить нужную частоту вращения шпинделя. Коронки небольшого объема требуют значительного числа оборотов, для больших размерных показателей диаметра частоту вращения необходимо уменьшать.
Соответствие формы хвостовика коронки виду патрона
Патроны могут быть двух видов: ключевые и быстрозажимные. Для первого необходимо наличие специального ключа, с помощью которого можно зафиксировать насадку (данный вариант считается более надежным.) Второй значительно проще – зафиксировать насадку можно одной рукой.
Для сверления отверствий при помощи коронок применяются дрели высокой мощности
Коронка по металлу 22 мм не требует изменения скорости вращения шпинделя в процессе работы. Вполне возможно усиление нагрузки на режущую кромку в связи прохождением более твердого слоя материала. Для работы в подобных условиях (сверление слоев разной плотности) удобным вариантом может стать дрель с функцией поддержания частоты под нагрузкой (константная электроника). Электроинструмент отрегулирует обороты согласно конкретным условиям.
Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
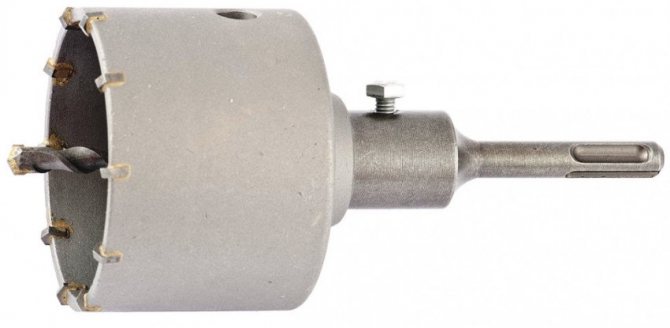
Разборной вариант сверла
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
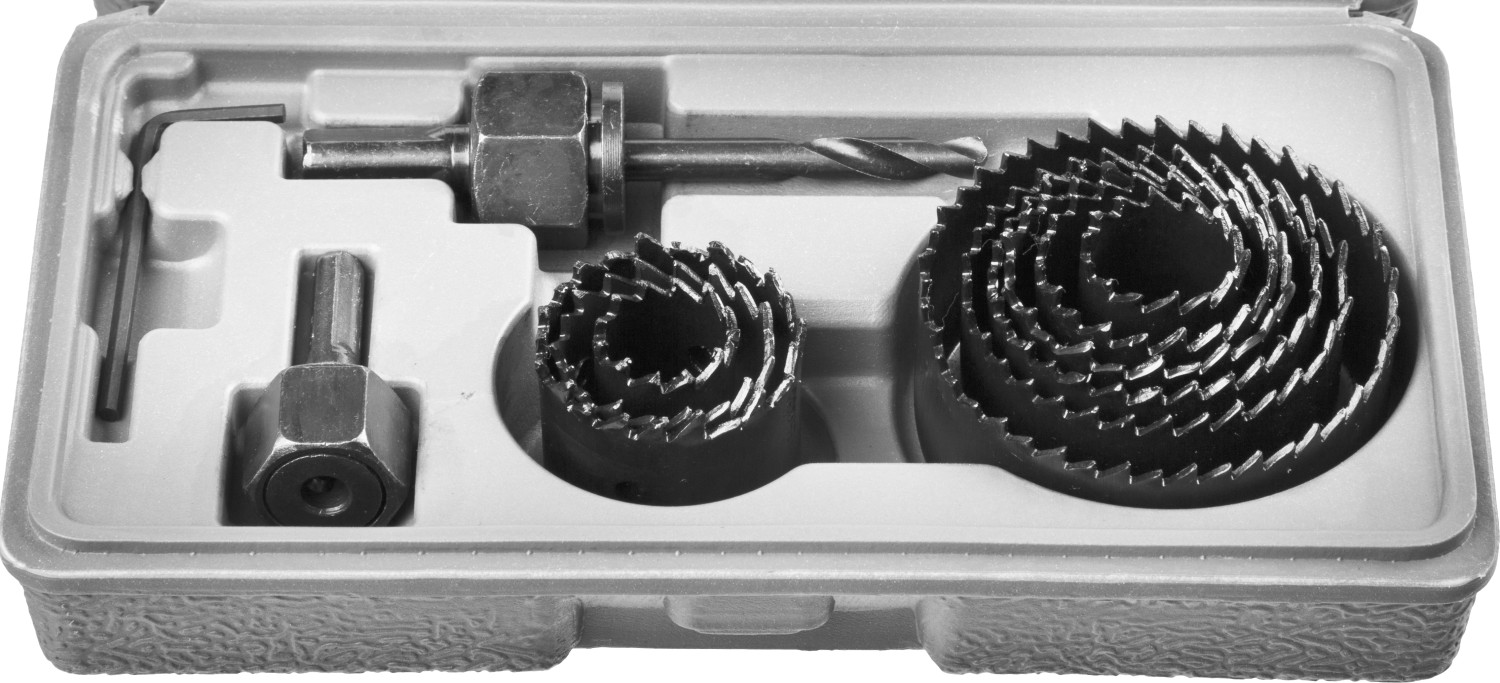
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор».
При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается
Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда
Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.








Характеристика корончатых насадок
Корончатые сверла имеют вид насадки большого диаметра, которые используются для просверливания отверстий в металле. Внешне изделие напоминает отрезок трубы, с одной стороны которой имеется хвостовик для соединения с патроном дрели, а с другой сверло. Насадка оснащена зубьями, посредством которых формируется отверстие соответствующего диаметра в металле.
Основными конструктивными элементами коронок по металлу для дрелей являются следующие устройства:
- Металлическое основание в виде отрезка трубы, которое с рабочей части имеет определенное количество зубьев
- По центру из металлического основания расположено сверло, которое называется центрирующим. Его предназначение в том, чтобы коронка в процессе сверления не смещалась в сторону. При сверлении отверстия в металле именно центрирующее сверло первым проделывает отверстие
- Хвостовая часть, посредством которой происходит установка насадки в патрон дрели
В зависимости от вида кольцевой фрезы, они бывают разборными и неразборными. Разборные устройства позволяют производить замену насадок разных диаметров. Замена коронок выполняется путем выкручивания болтового соединения на насадке. Для изготовления изделий применяются исключительно твердосплавные виды стали. Из аналогичных материалов изготавливается центрирующее сверло. Зубья коронок делаются из победита или с алмазным напылением.
Конструкция коронки по металлу биметаллической
Это интересно! Максимальный диаметр коронок, которые выпускаются производством для дрелей, составляет 21 см. Для сверления отверстий такого диаметра требуются соответствующей мощности дрели.
Как пользоваться коронкой по металлу
› Интересное
17.12.2019
Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло.
Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло.
А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния.
По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки.
Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления.
Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Основные характеристики

Основная характеристика коронок – диаметр. Она определяет, какие размеры отверстий можно получить с помощью той или иной модели. Как правило, диаметр определяет и другие параметры оснастки, в числе которых тип фиксации, длина хвостовика и т.д. Стандартный коридор диаметров варьируется от 1,4 до 18 см. При этом глубина сверления обычно достигает 40 см – это максимальное значение для типовых монтажных коронок. При выборе следует учитывать и наличие центрирующего сверла в конструкции. Оно позволяет выполнять отверстия с большей точностью, исключая случайные отклонения уже в процессе выполнения операции. Не все однозначно и в отношении материала изготовления. Чаще всего коронки по металлу твердосплавные выполняются из комбинированного сплава. Это значит, что основа несущего цилиндрического полотна будет произведена из твердосплавной стали, а рабочая часть с теми же зубцами – из победита.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
Основные разновидности коронок по бетону для розеток
Цилиндрический элемент у всех коронок одинаков, а вот в зависимости от материала, из кото рого выполнена режущая часть, различают несколько видов коронок под розетки по бетону:
- с режущими элементами из твердометаллических сплавов;
- из карбидно-вольфрамовых сплавов (победитовые);
- с алмазным напылением.
От особенностей режущей части зависит и способ работы перфоратора. Для алмазных и карбидно-вольфрамовых коронок подходит безударный метод бурения, для металлических, у которых режущая часть имеет форму зубцов, – ударный.










Металлическая коронка может применяться только для бетона без арматуры. Ударный эффект значительно снижает срок эксплуатации: подобные коронки не подлежат восстановлению. Используют их чаще для бытовых нужд при необходимости выполнить небольшое количество отверстий.
Коронка бывает сборной или единой конструкцией
Карбидно-вольфрамовые коронки тоже подходят только для неармированного бетона. Их довольно удобно использовать при выполнении отверстий в стенах с кафельной поверхностью.
Коронки с алмазным напылением являются наиболее распространенным вариантом. Они имеют сплошное кольцевое покрытие по кромке. Ими можно делать отверстия в железобетоне и без применения ударного способа, что щадяще сказывается на опорах конструкции, подлежащей бурению.
Что такое твердосплавная коронка?
Коронка представляет собой насадку для сверлильного инструмента, которая непосредственно формирует отверстия за счет механического воздействия. По форме такие элементы похожи на отрезок трубы или цилиндрический поршень, но, разумеется, рассчитанный на другие задачи. Рабочая кромка насадки имеет зубцы, которые и производят резку целевого материала. Причем эта часть может быть усилена алмазным напылением, что повышает износостойкость поверхностей. И корончатые сверла по металлу, и твердосплавные обычные насадки не требуют накернивания, что упрощает их обслуживание.
Дело в том, что они разрабатываются с крестовой заточкой центровочных сверл. Это решение не просто повышает износостойкость рабочей кромки, но и дает возможность мгновенного центрирования в обрабатываемой зоне. С противоположной стороны относительно зубцов с напайками предусматривается посадочный разъем. Он служит для фиксации насадки в основном инструменте – дрели или перфораторе.
Коронки для подрозетников по бетону: обзор производителей
На рынке представлен довольно большой выбор коронок. Среди подтвердивших высокое качество и хорошие эксплуатационные характеристики – Super Hard. Это американская компания, имеющая представительство в различных регионах. Насадки диаметром до 80 мм обеспечивают бурение по материалам различного качества, в том числе и по железобетону.
Пользуются спросом и коронки для перфораторов отечественного . Компания изготавливает насадки трех типов:
- серии G. Высокая скорость и хорошая производительность по бетону марок М100-М300;
- серии S. Рекомендована для бетона М400-М600;
- серии ТОР. Используется при работе с тяжелым материалом.

Коронки DeWalt представлены моделями всех существующих стандартных размеров
Популярность и доверие у потребителей снискали коронки, производимые компанией Bosh. Они подтверждают отличное немецкое качество. Особенно востребованы насадки диаметром 68 мм.
Линейка коронок DeWalt (американский производитель) представлена моделями всех существующих стандартных размеров. Они могут выполнять бурение на глубину до 80 мм. Цены коронок по бетону DeWalt можно отнести к среднему сегменту. Например, износостойкий популярный вариант насадки 68 мм с алмазным напылением обойдется в среднем 7000 рублей.
Довольно конкурентоспособными являются фрезы отечественного производства «Энкор». Особо стоит выделить модель 48280. Это алмазная коронка, которой можно пользоваться при работе с бетоном всех видов, в том числе и армированным, а также сверлить камень и керамику. Работать с ней рекомендуется в безударном режиме. Цилиндр имеет отверстия для охлаждения.
Баланс цены и качества: коронки по бетону «Дистар»
Практически каждый покупатель желает приобрести качественный товар за максимально умеренную цену. Данным требованиям соответствуют изделия с алмазным напылением торговой марки Distar. Компания вот уже 25 лет поставляет на рынок инструменты, которые успешно применяются как в быту, так и в производственных целях.

Использовать коронки «Дистар» можно в качестве насадок для разных видов электроинструментов
Алмазные коронки по бетону 68, 72, 82 мм – наиболее востребованные модели. Они отличаются значительным ресурсом и хорошей скоростью сверления. Среди данного вида насадок большая часть имеет отверстия для охлаждения, так что необходимости в подключении воды не существует. Сегменты с алмазным напылением имеют специфическую форму, позволяющую отводить шлам, тем самым очищая сверло от отходов бурения, снижающих эффективность работы.
Коронки «Дистар», в зависимости от особенностей подлежащего сверлению материала, делят на три категории:
- для керамики и металлокерамики;
- для мрамора и гранита;
- для бетона и железобетона.
Использовать коронки можно в качестве насадок для разных видов электроинструментов с крутящим моментом: ручных дрелей, перфораторов, а также стационарных сверлильных установок.

Продукция «Дистар» имеет универсальный адаптер, обеспечивающий быструю замену и совместимость с другим оборудованием
Всегда можно подобрать вариант изделия данного производителя с необходимым хвостовиком, сопоставимым с конструктивными особенностями используемого электрооборудования. Для крепежного элемента коронок по бетону SDS Max, SDS Plus производства Distar можно добиться соответствия дрели или перфоратору, применяя переходник 1 ¼ UNC и другие виды адаптеров.
Инструменты торговой марки Karnash
Сегодня не представляет особого труда выбрать и приобрести сверла корончатого типа для решения любой технологической задачи, так как они представлены на современном рынке большим разнообразием типов и торговых марок. Это могут быть сверла-коронки по дереву, а также более прочные и износостойкие инструменты по бетону, фрезы для выполнения отверстий в металлических изделиях и конструкциях.
Среди специалистов, часто работающих с корончатыми сверлами, популярна продукция, выпускаемая под торговой маркой Karnash. Распространенности данных корончатых сверл способствует не только их исключительно высокое качество, но также и то, что они выпускаются в широком ассортименте, среди которого можно выбрать инструмент для решения конкретной задачи.
Корончатые сверла Karnash
Так, среди продукции, выпускаемой под данной торговой маркой, можно выделить сверла корончатые следующих серий:
- Gold-Line, изготовленные из быстрорежущей стали HSS-XE, на поверхность которой нанесено износостойкое покрытие по технологии Gold-Tech;
- Hard-Line, режущая часть которых выполнена из твердосплавных карбидных пластин шведского производства (расширяющаяся спиральная канавка корончатых сверл данной серии упрощает отвод стружки из зоны обработки);
- Rail-Line, рабочая часть которых также оснащена твердосплавными пластинами с многоступенчатой заточкой режущих кромок (при помощи инструментов данной серии выполняется сверление железнодорожных рельсов);
- Blue-Line и Blue-Line Pro, используемые для сверления закаленных железнодорожных рельсов, изделий из чугуна, алюминия и нержавеющей стали.
Сверла с универсальным хвостовиком Nitto + Weldon 19
Подходят как под обычные магнитные станки с посадочным Weldon, так и под станки японской фирмы Nitto-Kohki. Представляет собой цилиндр с горизонтальной площадкой и тремя канавками, позволяющими закрепить фрезу без использования инструмента и винтов.









| Артикул | Длина раб. части, мм | Диаметры, мм |
| 20.1315N | 40 мм | ∅ 12-65 мм |
| 12 | 20.1315N-012 | |
| 13 | 20.1315N-013 | |
| 14 | 20.1315N-014 | |
| 15 | 20.1315N-015 | |
| 16 | 20.1315N-016 | |
| 17 | 20.1315N-017 | |
| 18 | 20.1315N-018 | |
| 19 | 20.1315N-019 | |
| 20 | 20.1315N-020 | |
| 21 | 20.1315N-021 | |
| 22 | 20.1315N-022 |
| ∅ мм | Артикул |
| 23 | 20.1315N-023 |
| 24 | 20.1315N-024 |
| 25 | 20.1315N-025 |
| 26 | 20.1315N-026 |
| 27 | 20.1315N-027 |
| 28 | 20.1315N-028 |
| 29 | 20.1315N-029 |
| 30 | 20.1315N-030 |
| 31 | 20.1315N-031 |
| 32 | 20.1315N-032 |
| 33 | 20.1315N-033 |
| ∅ мм | Артикул |
| 34 | 20.1315N-034 |
| 35 | 20.1315N-035 |
| 36 | 20.1315N-036 |
| 37 | 20.1315N-037 |
| 38 | 20.1315N-038 |
| 39 | 20.1315N-039 |
| 40 | 20.1315N-040 |
| 41 | 20.1315N-041 |
| 42 | 20.1315N-042 |
| 43 | 20.1315N-043 |
| 44 | 20.1315N-044 |
| ∅ мм | Артикул |
| 45 | 20.1315N-045 |
| 46 | 20.1315N-046 |
| 47 | 20.1315N-047 |
| 48 | 20.1315N-048 |
| 49 | 20.1315N-049 |
| 50 | 20.1315N-050 |
| 51 | 20.1315N-051 |
| 52 | 20.1315N-052 |
| 53 | 20.1315N-053 |
| 54 | 20.1315N-054 |
| 55 | 20.1315N-055 |
| ∅ мм | Артикул |
| 56 | 20.1315N-056 |
| 57 | 20.1315N-057 |
| 58 | 20.1315N-058 |
| 59 | 20.1315N-059 |
| 60 | 20.1315N-060 |
| 61 | 20.1315N-061 |
| 62 | 20.1315N-062 |
| 63 | 20.1315N-063 |
| 64 | 20.1315N-064 |
| 65 | 20.1315N-065 |
20.1316N
55 мм
∅ 12-60 мм
Размеры для артикула 20.1316N
| 12 | 20.1316N-012 |
| 13 | 20.1316N-013 |
| 14 | 20.1316N-014 |
| 15 | 20.1316N-015 |
| 16 | 20.1316N-016 |
| 17 | 20.1316N-017 |
| 18 | 20.1316N-018 |
| 19 | 20.1316N-019 |
| 20 | 20.1316N-020 |
| 21 | 20.1316N-021 |
| ∅ мм | Артикул |
| 22 | 20.1316N-022 |
| 23 | 20.1316N-023 |
| 24 | 20.1316N-024 |
| 25 | 20.1316N-025 |
| 26 | 20.1316N-026 |
| 27 | 20.1316N-027 |
| 28 | 20.1316N-028 |
| 29 | 20.1316N-029 |
| 30 | 20.1316N-030 |
| 31 | 20.1316N-031 |
| ∅ мм | Артикул |
| 32 | 20.1316N-032 |
| 33 | 20.1316N-033 |
| 34 | 20.1316N-034 |
| 35 | 20.1316N-035 |
| 36 | 20.1316N-036 |
| 37 | 20.1316N-037 |
| 38 | 20.1316N-038 |
| 39 | 20.1316N-039 |
| 40 | 20.1316N-040 |
| 41 | 20.1316N-041 |
| ∅ мм | Артикул |
| 42 | 20.1316N-042 |
| 43 | 20.1316N-043 |
| 44 | 20.1316N-044 |
| 45 | 20.1316N-045 |
| 46 | 20.1316N-046 |
| 47 | 20.1316N-047 |
| 48 | 20.1316N-048 |
| 49 | 20.1316N-049 |
| 50 | 20.1316N-050 |
| 51 | 20.1316N-051 |
| ∅ мм | Артикул |
| 52 | 20.1316N-052 |
| 53 | 20.1316N-053 |
| 54 | 20.1316N-054 |
| 55 | 20.1316N-055 |
| 56 | 20.1316N-056 |
| 57 | 20.1316N-057 |
| 58 | 20.1316N-058 |
| 59 | 20.1316N-059 |
| 60 | 20.1316N-060 |
20.1650N
80 мм
∅ 14-50 мм
Размеры для артикула 20.1650N
| 14 | 20.1650N-014 |
| 15 | 20.1650N-015 |
| 16 | 20.1650N-016 |
| 17 | 20.1650N-017 |
| 18 | 20.1650N-018 |
| 19 | 20.1650N-019 |
| 20 | 20.1650N-020 |
| 21 | 20.1650N-021 |
| ∅ мм | Артикул |
| 22 | 20.1650N-022 |
| 23 | 20.1650N-023 |
| 24 | 20.1650N-024 |
| 25 | 20.1650N-025 |
| 26 | 20.1650N-026 |
| 27 | 20.1650N-027 |
| 28 | 20.1650N-028 |
| 29 | 20.1650N-029 |
| ∅ мм | Артикул |
| 30 | 20.1650N-030 |
| 31 | 20.1650N-031 |
| 32 | 20.1650N-032 |
| 33 | 20.1650N-033 |
| 34 | 20.1650N-034 |
| 35 | 20.1650N-035 |
| 36 | 20.1650N-036 |
| 37 | 20.1650N-037 |
| ∅ мм | Артикул |
| 38 | 20.1650N-038 |
| 39 | 20.1650N-039 |
| 40 | 20.1650N-040 |
| 41 | 20.1650N-041 |
| 42 | 20.1650N-042 |
| 43 | 20.1650N-043 |
| 44 | 20.1650N-044 |
| 45 | 20.1650N-045 |
| ∅ мм | Артикул |
| 46 | 20.1650N-046 |
| 47 | 20.1650N-047 |
| 48 | 20.1650N-048 |
| 49 | 20.1650N-049 |
| 50 | 20.1650N-050 |
20.1660N
110 мм
∅ 14-50 мм
Размеры для артикула 20.1660N
| 14 | 20.1660N-014 |
| 15 | 20.1660N-015 |
| 16 | 20.1660N-016 |
| 17 | 20.1660N-017 |
| 18 | 20.1660N-018 |
| 19 | 20.1660N-019 |
| 20 | 20.1660N-020 |
| 21 | 20.1660N-021 |
| ∅ мм | Артикул |
| 22 | 20.1660N-022 |
| 23 | 20.1660N-023 |
| 24 | 20.1660N-024 |
| 25 | 20.1660N-025 |
| 26 | 20.1660N-026 |
| 27 | 20.1660N-027 |
| 28 | 20.1660N-028 |
| 29 | 20.1660N-029 |
| ∅ мм | Артикул |
| 30 | 20.1660N-030 |
| 31 | 20.1660N-031 |
| 32 | 20.1660N-032 |
| 33 | 20.1660N-033 |
| 34 | 20.1660N-034 |
| 35 | 20.1660N-035 |
| 36 | 20.1660N-036 |
| 37 | 20.1660N-037 |
| ∅ мм | Артикул |
| 38 | 20.1660N-038 |
| 39 | 20.1660N-039 |
| 40 | 20.1660N-040 |
| 41 | 20.1660N-041 |
| 42 | 20.1660N-042 |
| 43 | 20.1660N-043 |
| 44 | 20.1660N-044 |
| 45 | 20.1660N-045 |
| ∅ мм | Артикул |
| 46 | 20.1660N-046 |
| 47 | 20.1660N-047 |
| 48 | 20.1660N-048 |
| 49 | 20.1660N-049 |
| 50 | 20.1660N-050 |
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.

Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Особенности использования корончатых сверл по металлу

2016-06-02 Обработка металлов является достаточно сложным процессом, так как при механическом воздействии на металлические заготовки могут возникнуть трудности. Поэтому подобные работы проводятся на заводах с использованием специальных станков, которые снабжены оборудованием высокой точности и режущим инструментом, обладающим повышенной прочностью.
Но и в бытовых условиях может возникнуть потребность просверлить отверстие в деталях и предметах из металла. Однако при использовании обычных спиральных сверл достигнуть максимальной точности обрабатываемого отверстия весьма проблематично. Для этого используют корончатое (кольцевое) сверло по металлу или биметаллическую коронку. Такое сверло позволяет сделать сквозные отверстия идеально отцентрированными и круглыми, используя обычную ручную электрическую дрель.
Как выглядит биметаллическая коронка по металлу?
В сравнении с использованием спирального сверла по металлу работа коронкой по металлу является более эффективной, так как позволяет проделать отверстие быстрее в десять раз, высверливая только контур. Кроме того, кольцевой тип сверления отличается точностью и бесшумностью. Он позволяет получить отверстие больших диаметра и глубины за минимальный по продолжительности интервал времени. От обычных сверл корончатое отличается тем, что внутри оно полое.
Основными частями корончатого сверла являются:
- коронка;
- центровочное сверло или пилот;
- хвостовик;
- винты, используемые для закрепления.
Сборка кольцевого сверла осуществляется следующим образом. Сначала внутри хвостовика при помощи винта закрепляют центровочное сверло. Далее надевают коронку и также привинчивают. Хвостовик является сменной деталью. Его необходимо подбирать под параметры электродрели, патрона сверлильного станка или перфоратора с режимом безударного сверления.
Какие преимущества дает использование биметаллических коронок по металлу?
- Увеличение скорости сверления до 10 раз.
- Возможность сверлить отверстия в диапазоне от 12 до 150 мм.
- Отсутствует потребность в первоначальной центровке и рассверливании.
- Высокий уровень износоустойчивости в сравнении со спиральными сверлами.
- Низкая потребность в мощности.
- Высокий коэффициент полезного действия.
- Уменьшается расход материала за счет сверления только по окружности.
- Высокое качество обработки поверхности без образования заусенцев.
- Отсутствие скольжения при старте.
- Высокая точность обрабатываемого отверстия.
- Возможность последующей заточки сверл.
- Более низкий уровень шума при работе.
- Меньшая сопротивляемость в процессе резания.
- Выталкивание сердцевины осуществляется автоматически.
К недостаткам данного инструмента можно отнести то, что использование корончатого сверла не дает возможности просверлить глухое отверстие в поверхности.





