

Материал режущей части
Тело фрезы изготавливается из прочных сплавов на основе стали. Заготовки из легированной, инструментальной или быстрорежущей стали нарезаются с небольшим припуском на станках, при помощи мех пилы или иным способом. После придания нужного профиля, сверления посадочного места они проходят термическую обработку – закаляются, затем – отпускаются. Далее – шлифуются, затачиваются, полируются.
Для повышения износостойкости зубья режущей оснастки изготавливают из твёрдых сплавов, их тела – покрывают путём напыления:
- нитрида алюминия-титана;
- нитрида титана;
- PVD покрытия;
- цианида титана
и прочих материалов.
Режущие кромки фрез для обработки калёной стали и чугуна делают из искусственного алмаза, нитрида бора.
ГОСТ Р 53002-2008 Фрезы концевые с цилиндрическим, коническим хвостовиками и хвостовиком конусностью 7:24. Размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ, КОНИЧЕСКИМ ХВОСТОВИКАМИ И ХВОСТОВИКОМ КОНУСНОСТЬЮ 7:24
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом (ОАО) «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2008 г. № 295-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов: ИСО 1641-1:2003 «Фрезы концевые и шпоночные. Часть 1. Фрезы с цилиндрическими хвостовиками» в части размеров концевых фрез (ISO 1641-1:2003 «End mills and slot drills — Part 1: Milling cutters with cylindrical shanks», MOD ); ИСО 1641-2:1978 «Фрезы концевые и шпоночные. Часть 2. Фрезы с коническими хвостовиками Морзе» в части размеров концевых фрез ( ISO 1641-2:1978 «End mills and slot drills — Part 2: Milling cutters with Morse taper shanks», MOD); ИСО 1641-3:2003 «Фрезы концевые и шпоночные. Часть 3. Фрезы с коническими хвостовиками конусностью 7:24» в части размеров концевых фрез (ISO 1641-3:2003 «End mills and slot drills — Part 3: Milling cutters with 7:24 taper shanks», MOD).
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 1, 2, в пунктах 3.1, 3.10 — 3.20, приложении А и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р 53002-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ, КОНИЧЕСКИМ ХВОСТОВИКАМИ И ХВОСТОВИКОМ КОНУСНОСТЬЮ 7:24
End mills with cylindrical, Morse taper and 7:24 taper shanks.
Дата введения — 2010-01-01
Фрезы концевые с коническим хвостовиком. Конструкция и размеры
Изменение к ГОСТ 17026-71. Утратил силу в РФ
| Обозначение: | Изменение к ГОСТ 17026-71. Утратил силу в РФ |
|---|---|
| Дата введения в действие: | 01.01.2010 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №1 к ГОСТ 17026-71
| Обозначение: | Изменение №1 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.02.1973 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 17026-71
| Обозначение: | Изменение №2 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 15.01.1977 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 17026-71
| Обозначение: | Изменение №3 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.01.1983 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №4 к ГОСТ 17026-71
| Обозначение: | Изменение №4 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.09.1985 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №5 к ГОСТ 17026-71
| Обозначение: | Изменение №5 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.01.1996 |
Текст поправки интегрирован в текст или описание стандарта.
Конструкция концевых фрез
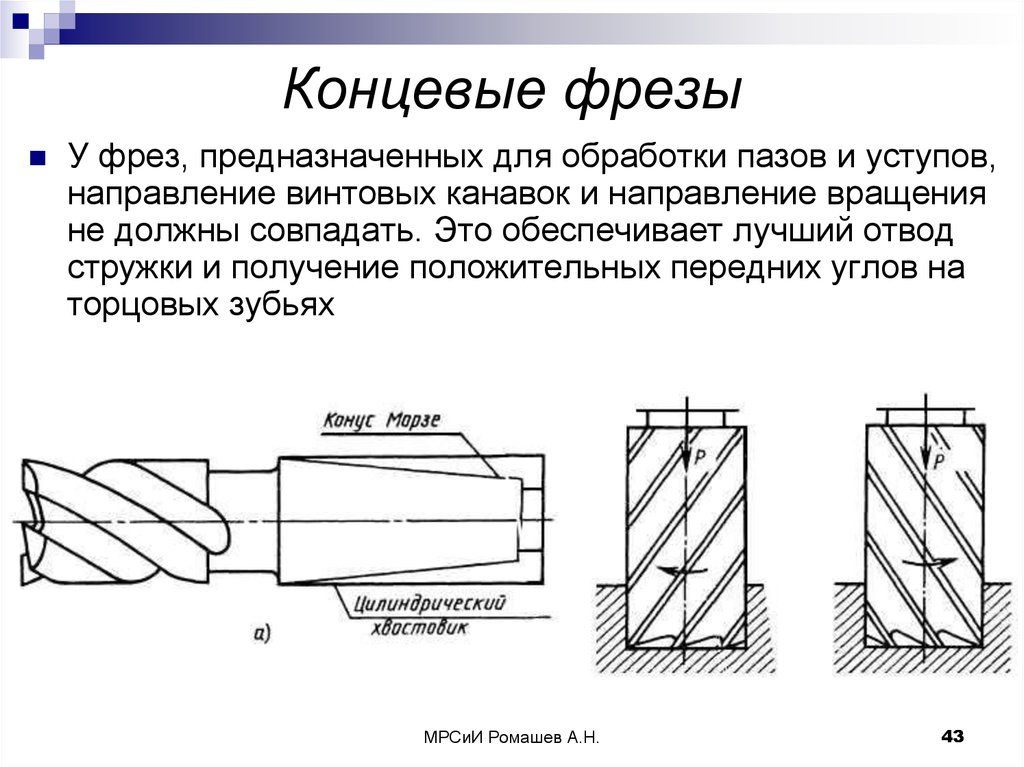
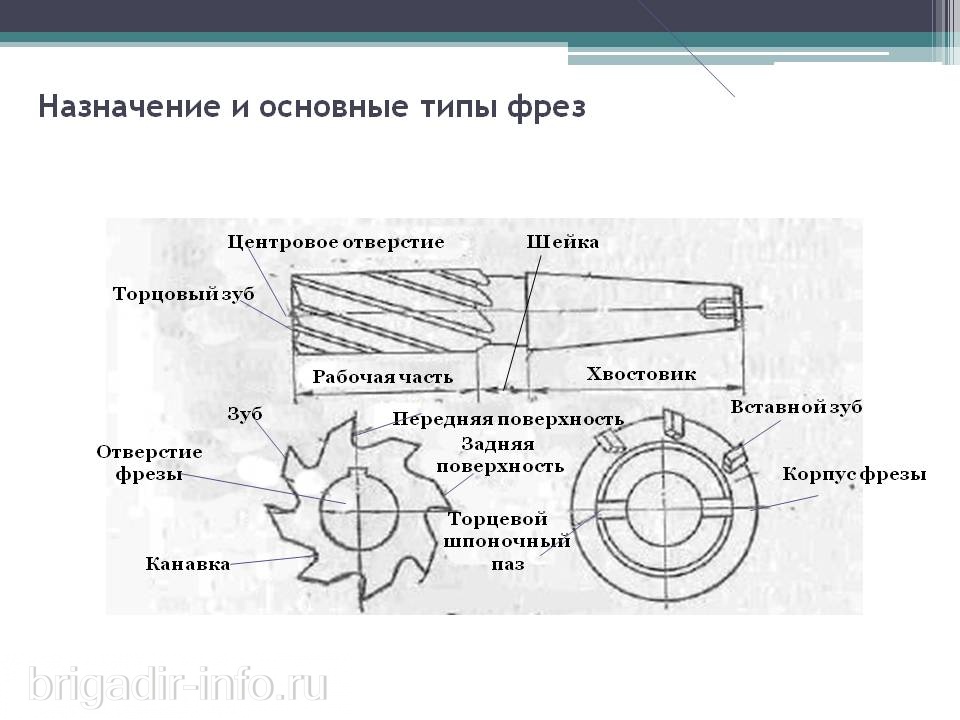
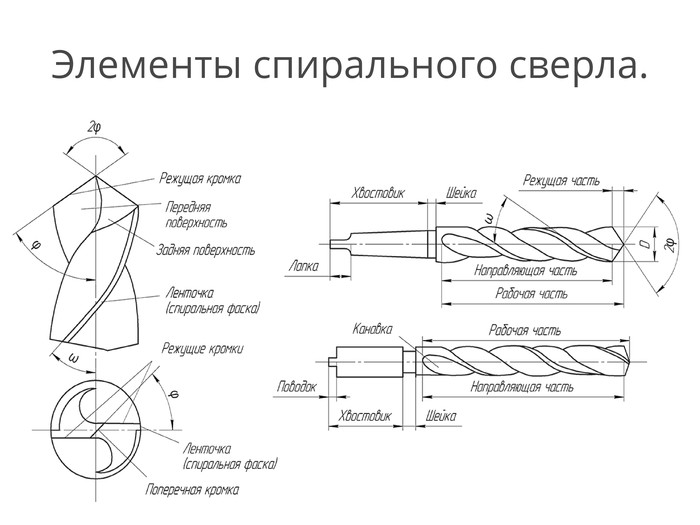
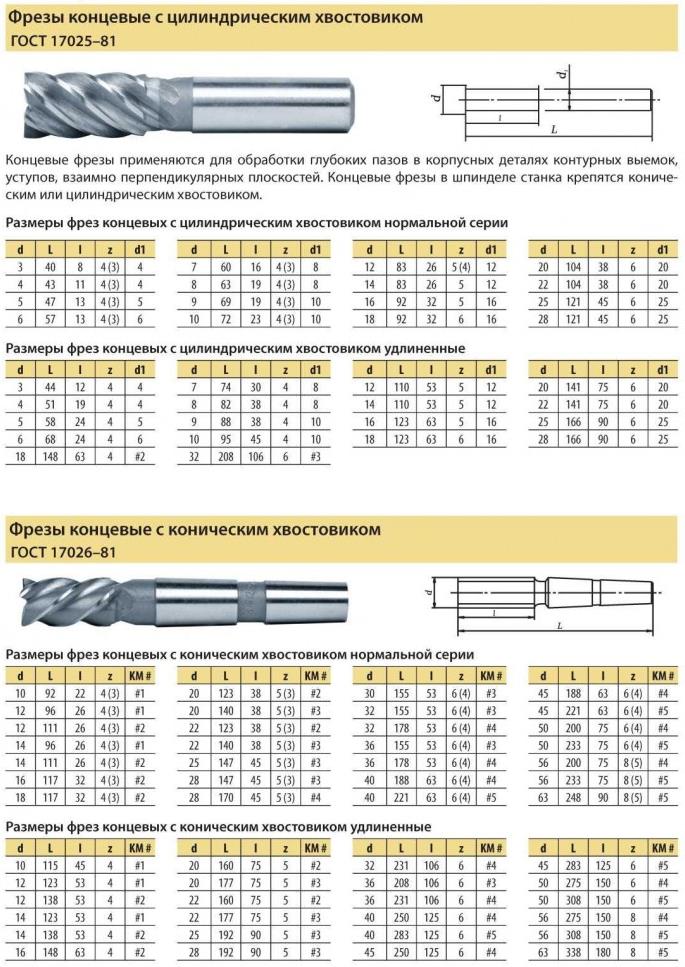
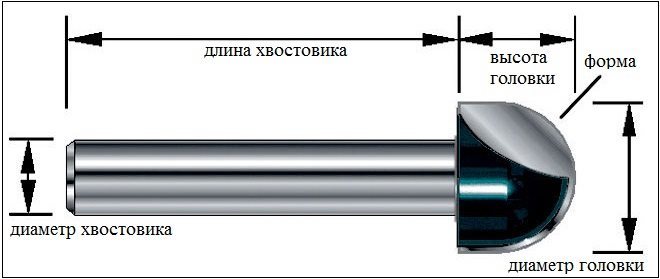
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
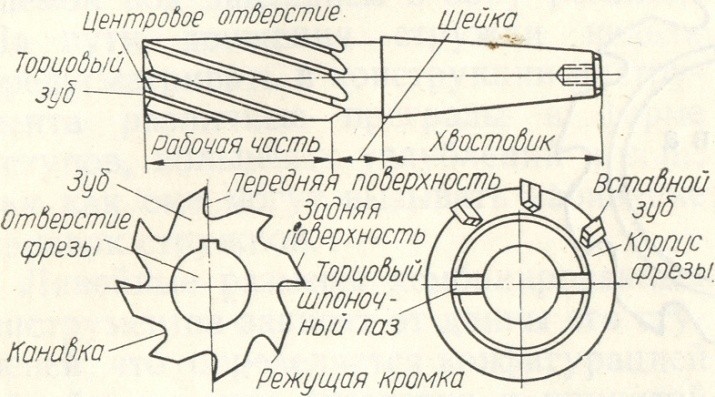
Конструктивные особенности
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).

Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.

Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.
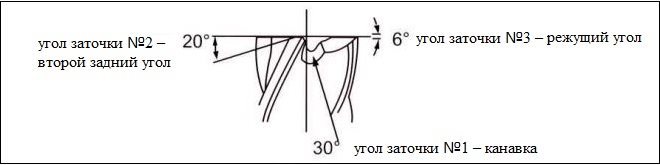
Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.
3 Технические требования
3.1 Типы и основные размеры
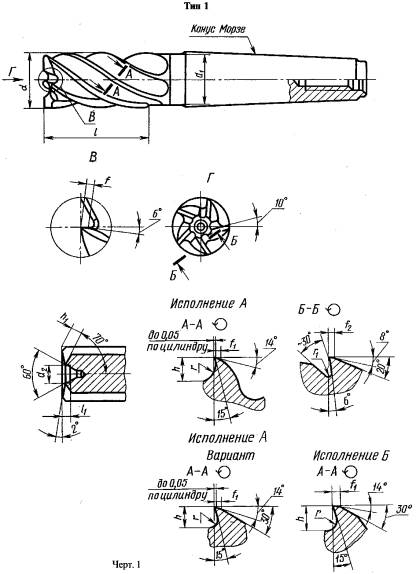
3.1.1 Концевые цельные твердосплавные фрезы с цилиндрическим хвостовиком следует изготовлять двух типов:
1 – с короткой режущей частью;
2 – с длинной режущей частью.
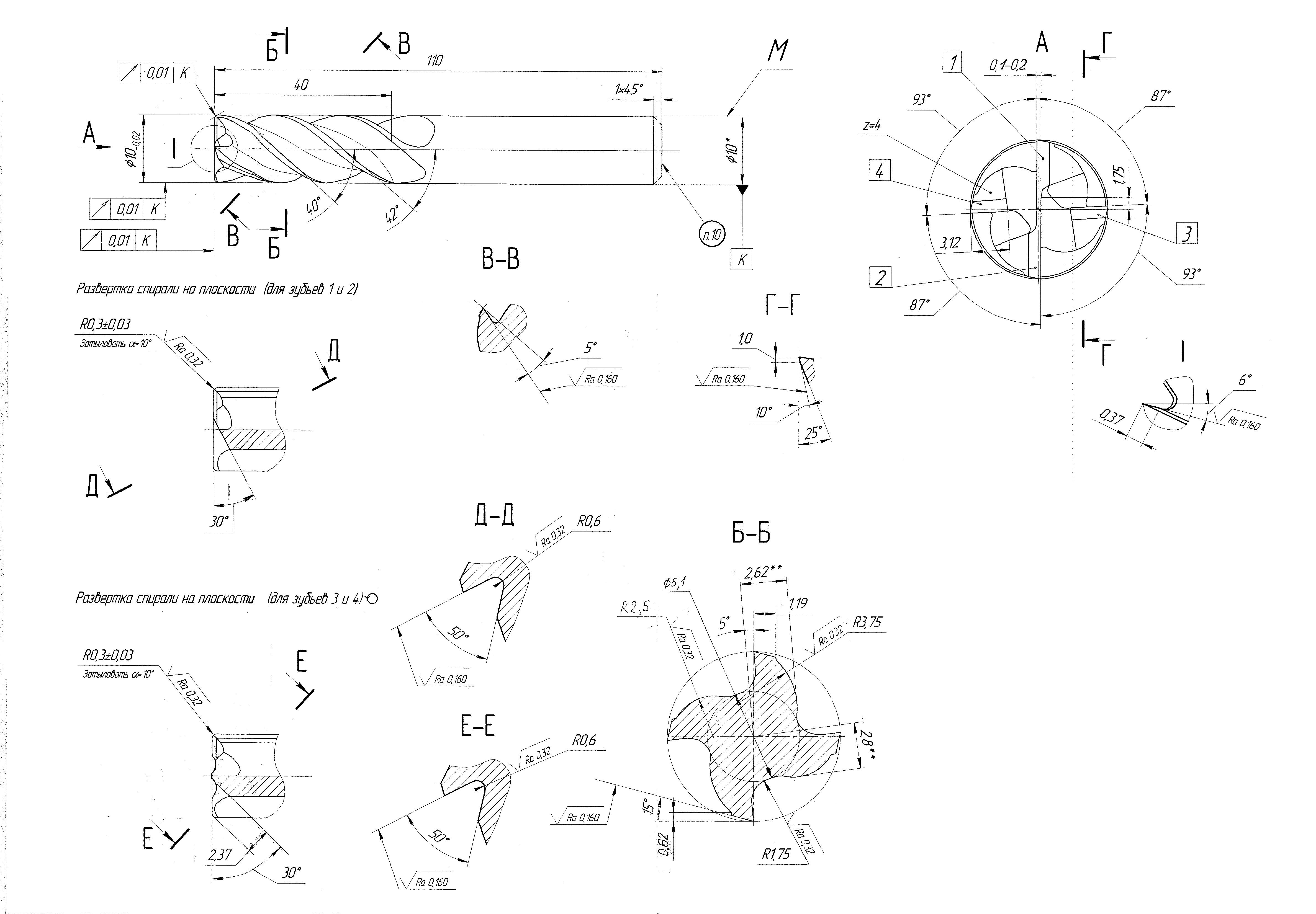
3.1.2 Основные размеры фрез с гладким цилиндрическим хвостовиком должны соответствовать указанным на рисунке 1 и в таблице 1.
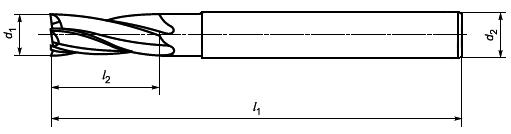
Рисунок 1
Таблица 1
В миллиметрах
h10 | h6 | Тип 1 | Тип 2 | ||||
при числе зубьев | при числе зубьев | ||||||
2 или 3 | 4 | 2 или 3 | 4 | ||||
1,0 | 3 | 38 | 3 | 3 | – | – | – |
1,5 | 4 | ||||||
2,0 | 38 | 6 | 7 | ||||
6 | 50 | 57 | |||||
2,5 | 3 | 38 | 38 | 7 | 8 | ||
6 | 50 | 57 | |||||
3,0 | 3 | 38 | 4 | 5 | 38 | ||
6 | 50 | 57 | |||||
3,5 | 6 | 10 | |||||
4,0 | 54 | 5 | 8 | 8 | 11 | ||
4,5 | |||||||
5,0 | 6 | 9 | 10 | 13 | |||
6,0 | 7 | 10 | |||||
7,0 | 8 | 58 | 8 | 11 | 63 | 13 | 16 |
8,0 | 9 | 12 | 16 | 19 | |||
9,0 | 10 | 66 | 10 | 13 | 72 | ||
10,0 | 11 | 14 | 19 | 22 | |||
12,0 | 12 | 73 | 12 | 16 | 83 | 22 | 26 |
14,0 | 14 | 75 | 14 | 18 | |||
16,0 | 16 | 82 | 16 | 22 | 92 | 26 | 32 |
18,0 | 18 | 84 | 18 | 24 | |||
20,0 | 20 | 92 | 20 | 26 | 104 | 32 | 38 |
Примечания1 Размеры, указанные в таблице 1, также применимы для фрез с цилиндрическими хвостовиками с лысками.2 Допускается изготовление фрез с . |



Пример условного обозначения фрезы концевой цельной твердосплавной типа 1, диаметром режущей части 3 мм, диаметром хвостовика 6 мм, с числом зубьев 2, из твердого сплава марки ВК8: |
Фреза 1-3-6-2-ВК8 ГОСТ 32405-2013* |
3.1.3 Фрезы следует изготовлять праворежущие, леворежущие – по заказу. |
_______________* В бумажном оригинале наименование и обозначение стандарта выделено полужирным курсивом. – .
3.1.4 Фрезы с двумя центральными режущими зубьями на торце – пазовые. Фрезы не менее чем с тремя зубьями также могут быть с центральными режущими зубьями на торце.
3.1.5 Размеры хвостовиков фрез – по ГОСТ 25334*.
_________________
* На территории Российской Федерации действует ГОСТ Р 52965-2008.
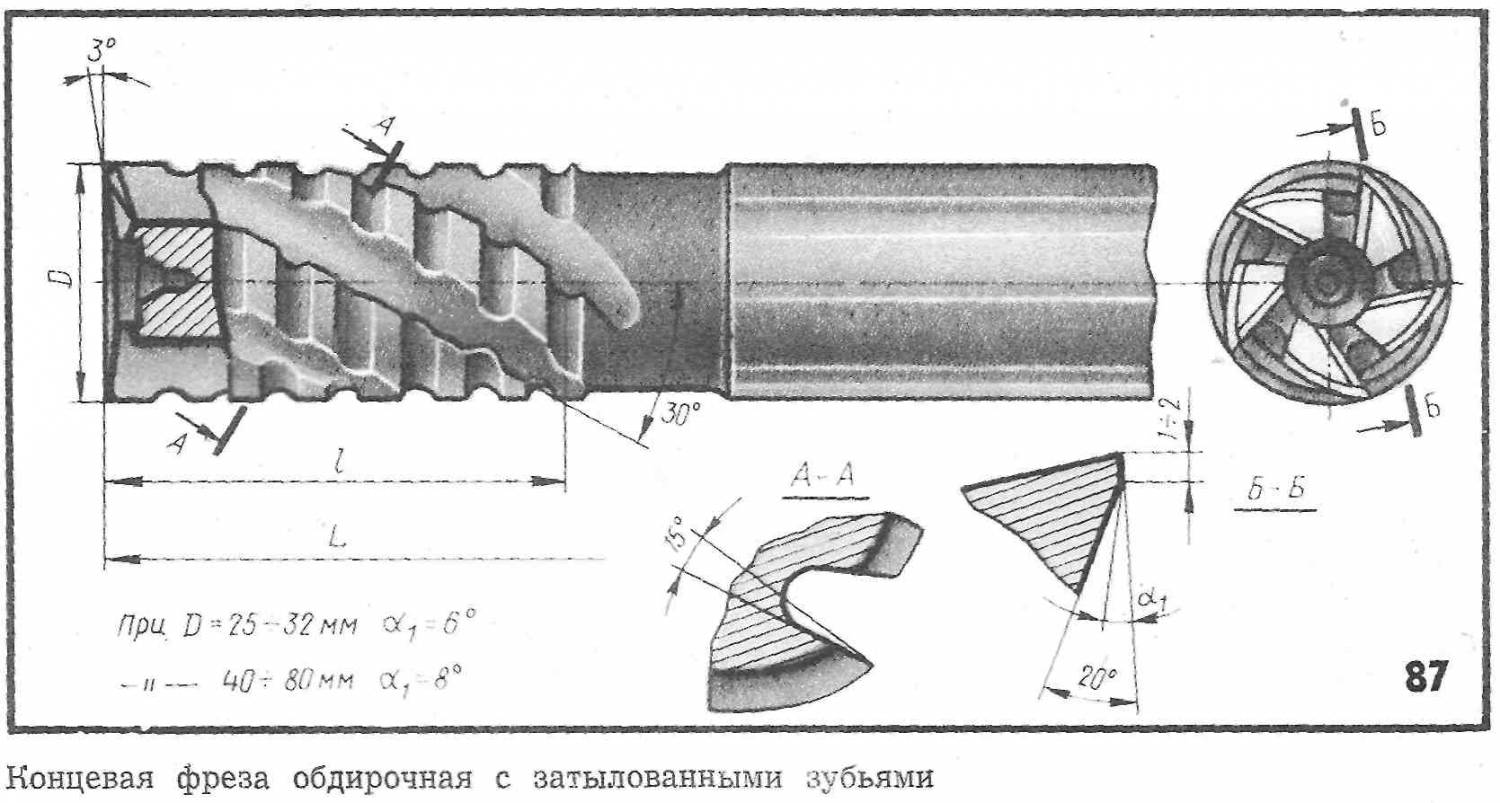
3.1.6 Центровые отверстия – по ГОСТ 14034.Допускается изготовление фрез диаметром до 4,5 мм включительно с наружным центром со стороны хвостовика.3.1.7 Угол наклона стружечной канавки:30°-40° – для фрез с числом зубьев 2 или 3;30°-35° – для фрез с числом зубьев 4.3.1.8 Фрезы следует изготовлять с неравномерным окружным шагом зубьев. Неравномерная разбивка шага зубьев приведена в приложении А.Примечание – Допускается изготовление фрез с равномерным окружным шагом.3.2 Характеристики3.2.1 Фрезы следует изготовлять из твердого сплава марок ВК6-М, ВК8, ВК10-ХОМ по ГОСТ 3882. Допускается изготовление фрез из других марок твердого сплава по заказу потребителя.3.2.2 На режущих кромках фрез не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, сколов, черновин на шлифованных поверхностях.3.2.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более: 1,6 – для передних и задних поверхностей главных режущих кромок; 0,63 – для поверхности хвостовика; 3,2 – для поверхности вспомогательных режущих кромок и поверхности фасок; 20 – для остальных поверхностей.Примечание – Шероховатость передних поверхностей выдерживается на высоте не менее 1/3 глубины стружечной канавки. |
3.2.4 Предельные отклонения размеров фрез должны быть, мм, не более:
+2,0 | – | для | общей | длины | фрез | типов | 1 и 2; | ||||||
+1,0 | – | для | длины | режущей | части | фрез | до | 10 мм | включ.; | ||||
+1,5 | – | “ | “ | “ | “ | “ | св. | 10 | “ | 22 мм | “ | ; | |
+2,0 | – | “ | “ | “ | “ | “ | “ | 22 мм. |
3.2.5 На задней поверхности фрез вдоль режущих кромок допускается ленточка шириной, мм, не более: | |||||||||||||||||||||
0,02 | для | фрез | диаметром | до | 6 мм | включ.; | |||||||||||||||
0,03 | “ | “ | “ | св. | 6 | “ | 12 мм | “; | |||||||||||||
0,04 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.6 Допуск радиального и торцового биения режущих кромок зубьев относительно оси хвостовика должен быть, мм, не более: | |||||||||||||||||||||
0,015 | для | фрез | диаметром | до | 5 мм | включ.; | |||||||||||||||
0,020 | “ | “ | “ | св. | 5 | “ | 12 мм | “; | |||||||||||||
0,030 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.7 Конусность по всей длине режущей части должна быть, мм, не более: | |||||||||||||||||||||
0,01 | для | фрез | диаметром | до | 5 мм | включ.; | |||||||||||||||
0,02 | “ | “ | “ | св. | 5 мм | “ | 12 мм | “; | |||||||||||||
0,03 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.8 Средний и установленный периоды стойкости фрез при обработке конструкционной легированной стали при условиях испытаний по 5.7 должны соответствовать указанным в таблице 2. Таблица 2 | |||||||||||||||||||||
Диаметр фрезы, мм | , мин | , мин | |||||||||||||||||||
От 1 до 2,5 включ. | 20 | 8 | |||||||||||||||||||
Св. 2,5 | 30 | 12 | |||||||||||||||||||
При обработке других материалов, указанных в 5.7, на средний период стойкости вводится поправочный коэффициент:0,6 – для нержавеющей стали;0,5 – для жаропрочной стали.3.2.9 Критерием затупления является допустимый износ по задней поверхности зубьев фрезы, значения которого должны быть не более указанных в таблице 3. Таблица 3 В миллиметрах | |||||||||||||||||||||
Диаметр фрезы | Допустимый износ | ||||||||||||||||||||
От 1 до 3 включ. | 0,15 | ||||||||||||||||||||
Св. 3 до 6 включ. | 0,25 | ||||||||||||||||||||
Св. 6 до 10 включ. | 0,30 | ||||||||||||||||||||
Св. 10 до 16 включ. | 0,35 | ||||||||||||||||||||
Св. 16 | 0,50 | ||||||||||||||||||||
3.2.10 МаркировкаНа хвостовике каждой фрезы диаметром свыше 5 мм должны быть четко нанесены:- товарный знак предприятия-изготовителя;- диаметр фрезы;- длина режущей части;- диаметр хвостовика для фрез диаметрами 2; 2,5; 3 мм;- марка твердого сплава.Маркировку фрез диаметром менее 5 мм следует указывать на этикетке, вкладываемой в упаковку.3.2.11 Транспортная маркировка и маркировка потребительской тары – по ГОСТ 18088.3.2.12 Упаковка – по ГОСТ 18088. |




Приложение ДА (справочное). Перечень технических отклонений с разъяснением причин их внесения
Приложение ДА(справочное)
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
РазделНормативные ссылки | Ссылка на ISO 3338-1 “Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1-77) “Хвостовики цилиндрические для фрез. Основные размеры” Ссылка на ISO 3338-2 “Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2-85) “Хвостовики цилиндрические для фрез. Основные размеры” |
Степень соответствия – MOD.Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. |
Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 3 | Дополнить подразделом:”Характеристики” |
Раздел 4 | Дополнить разделами:”Правила приемки”,”Методы контроля и испытаний”,”Транспортирование и хранение”,Приложением А (рекомендуемым) “Неравномерная разбивка шага зубьев фрез” |
Пояснение – Дополнительные требования введены для возможности изготовления фрез на предприятиях. |
Особенности эксплуатации
Срок эксплуатации инструмента во многом зависит и от качества охлаждения. Для работы с деталями из конструкционных и легированных сталей рекомендуется применение эмульсолам типа ЭТ 1, с концентрацией от 5 до 10%.Для более прочных материалов, жаропрочных и нержавеющих сталей, рекомендованы масляные смазывающе-охлаждающие жидкости или эмульсол ЭТ 2 с концентрацией от 10 до 15%.
Все параметры обработки, такие как скорость, ширина и глубина должны соответствовать материалу инструмента, его твердости и диаметру. Для этого необходимо воспользоваться технической литературой и рекомендациями производителя. Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
Рейтинг лучших
Не считая китайских производителей, фрезовая продукция представлена различными фирмами:
Bosch;
Hahnreiter;
Walter;
CMT;
JET;
SGS;
Micro100;
Best Carbide;
Onsrud;
Kyocera;
XEBEC;
Mitsubishi;
NS Tool;
Dijet;
Yestool;
TnC SHARK;
Dine.
В России стремительную популярность завоевала компания «Энкор». «Энкоровские» инструменты – народная марка за последние несколько лет. Но есть и иные компании чисто российской локации:
«Инструмент-М»;
«Корвет»;
«Глобус»;
«Волжский инструмент».
Сомневаться в том, что это не Китай, не приходится – металлургические комбинаты Урала со времён СССР поставляют качественную сталь для производства фрез и резаков всевозможных типов и назначения.
Общемировой рейтинг фрезерующих резаков выстроился следующим образом.
Товарный знак | Число модификаций | Диаметр хвостовика | Область использования |
«Энкор» | 6 | 12 | Выделка филёнок |
HAMMER 222-005 | 12 | 8 | Сращивание деталей |
Fit | 6 | 6 | Выделка фасок |
Stayer | 12 | 6 | Выделка кромок и филёнок |
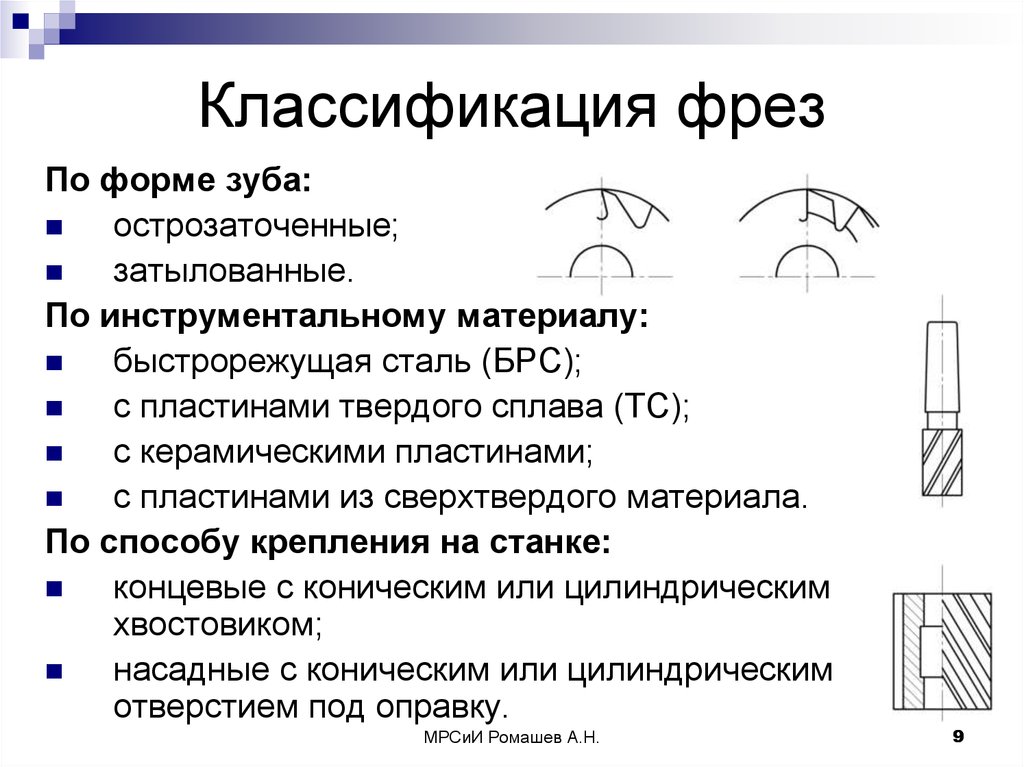
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
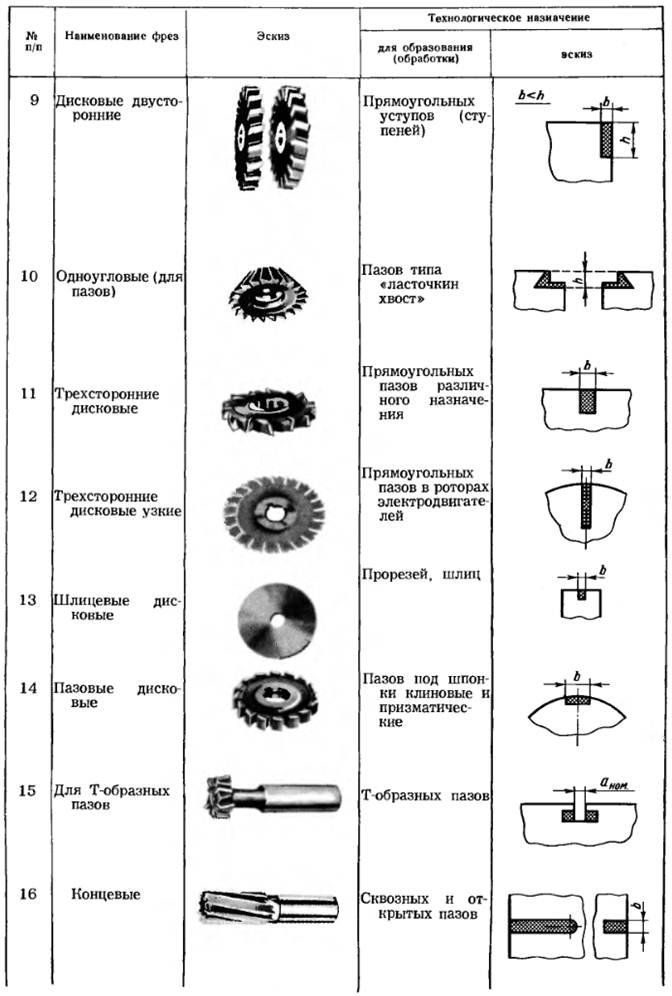
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
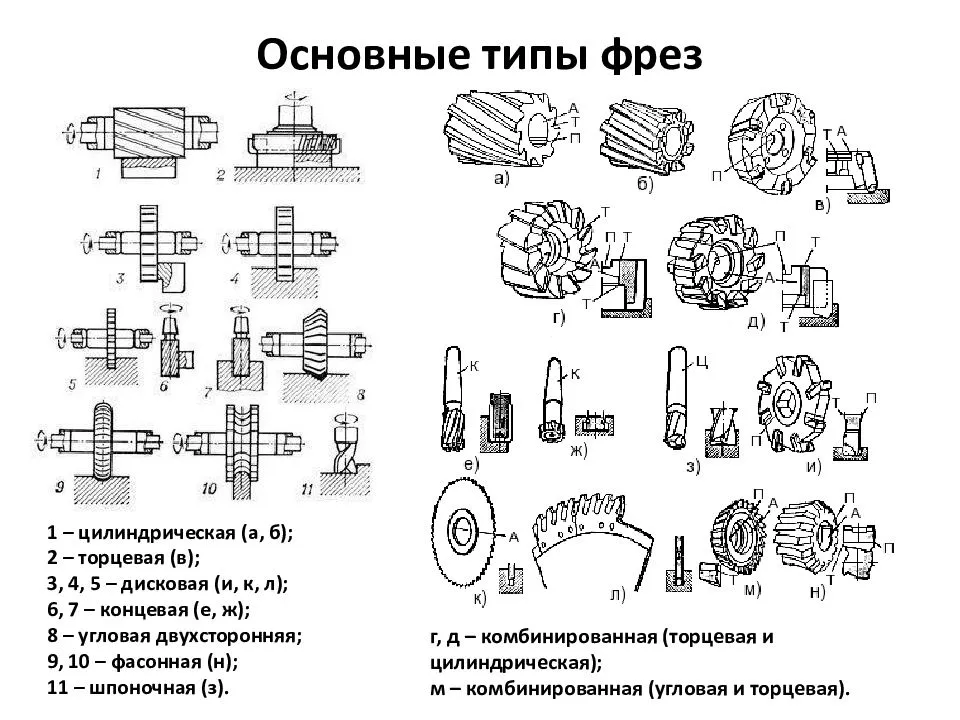
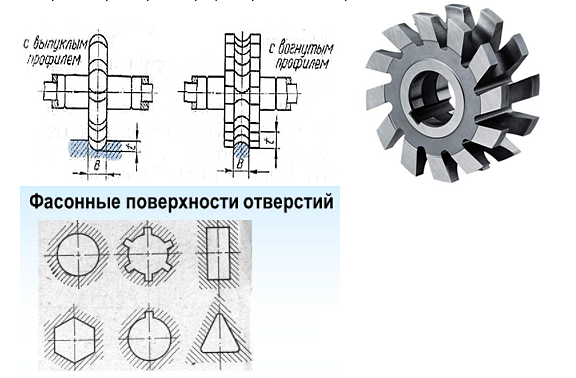
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
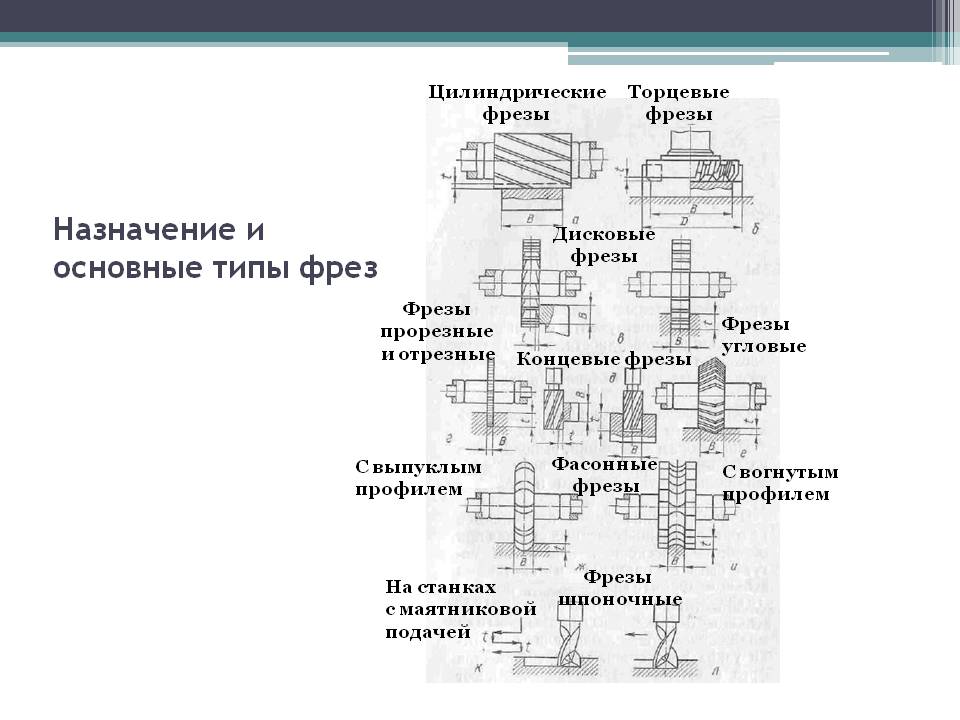
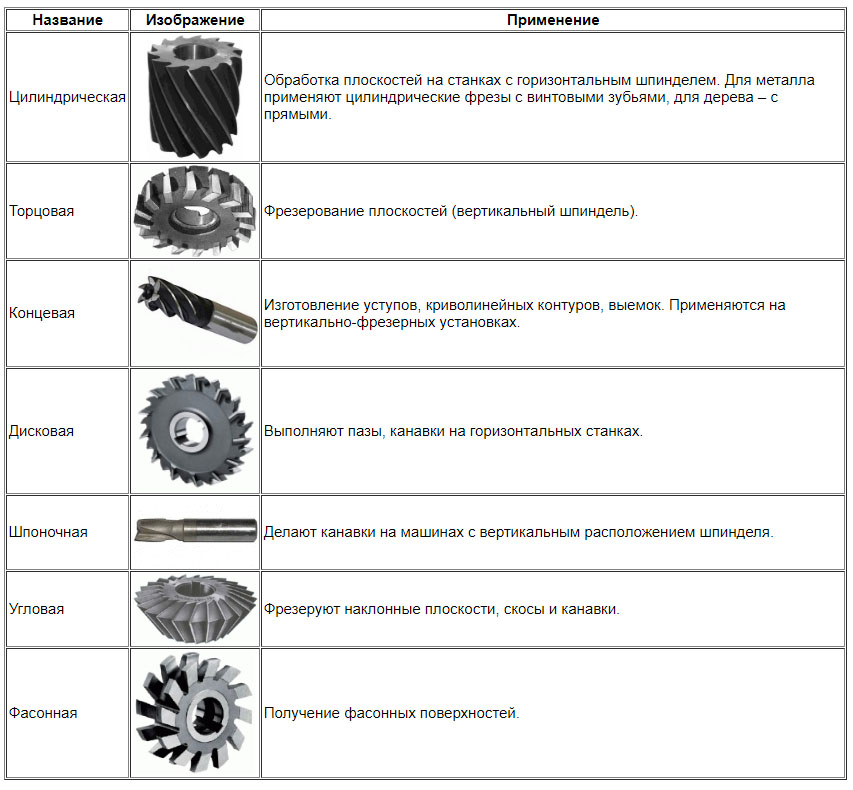
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Силикон-карбидные шлифовщики и полировщики

Силикон-карбидные полировщики иногда также называют просто полирами, шлифовщиками и даже «фрезой-фотошопом». Вот эти фрезы можно по праву назвать безопасными. Даже если упереть вращающийся острый носик фрезы в ноготь, то спилится носик, а не ноготь. Эти насадки сделаны из плотного силикона с включениями карбидной крошки и предназначены для финальной шлифовки и полировки.
Абразивность СК-полировщиков
Абразивность, как и у корундовых насадок, не всегда связана с цветом. Обычно выделяют грубый, средний и тонкий абразив, ориентироваться следует опять же на описание в магазине. Наиболее функциональны грубый и средний.
- Полиры с зауженным носиком грубой абразивности можно использовать для зачистки птеригия, выглаживания эпонихия, дошлифовки сухой кожи от мелких чешуек.
- Заполировать кожу до эффекта фотошопа удастся средним полировщиком.
- Более крупные полиры, с закругленным носиком, средней и грубой абразивности, больше пригодятся в педикюре для работы с пергаментной кожей — они не истончат тонкий роговой слой, но снимут шелушения и продлят эффект идеально гладких пяток.
Работа этими насадками выполняется на небольших скоростях, около 5-7 тысяч об/мин. Их нужно и дезинфицировать в растворе, и стерилизовать в сухожаре или автоклаве.
Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.

Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.

Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).

Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.

Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.

Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.

Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.



Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.

При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2″ и 1/4″) или миллиметрах (6,12 или 18 мм).
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.

Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.

Это интересно!Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.





