

Классификация инструмента
Кернер предназначен для создания небольших конических углублений на поверхности металла с помощью заостренного конца, который в соответствии с ГОСТ должен быть заточен под углом 60÷90º. Принцип работы всех инструментов для кернения одинаков: углубление острия в размечаемый материал происходит при ударе по заднему концу стержня, а прилагаемое при этом усилие зависит от твердости заготовки. Основные различия отдельных видов кернеров — это способы нанесения удара и удержания стержня в заданном положении. В первую очередь различают обычные ручные и автоматические кернеры. Последние в свою очередь делятся на механические устройства с ручным приводом и установки с пневмо- и электроударниками. Кроме устройств для кернения с ручным удержанием стержня в требуемой позиции, выпускается инструмент с автоматической установкой острия в нужное место и под заданным углом. К нему относятся переводные и самоцентрирующиеся кернеры. Кроме того, существует ряд приспособлений для кернения, дополненных специальной оснасткой (лупы, циркули и пр.). В отдельную группу обычно выделяют устройства для ударно-точечной маркировки, которые по своей сути являются автоматическими кернерами специального назначения.
Ручной кернер
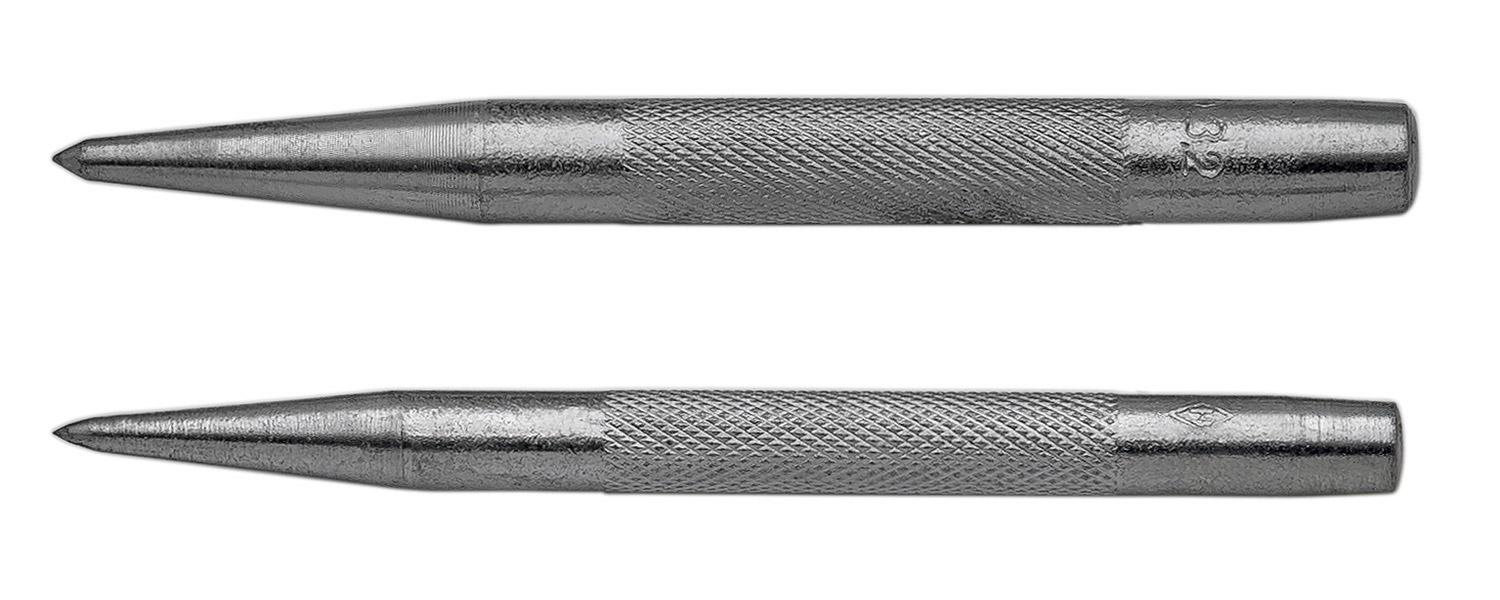
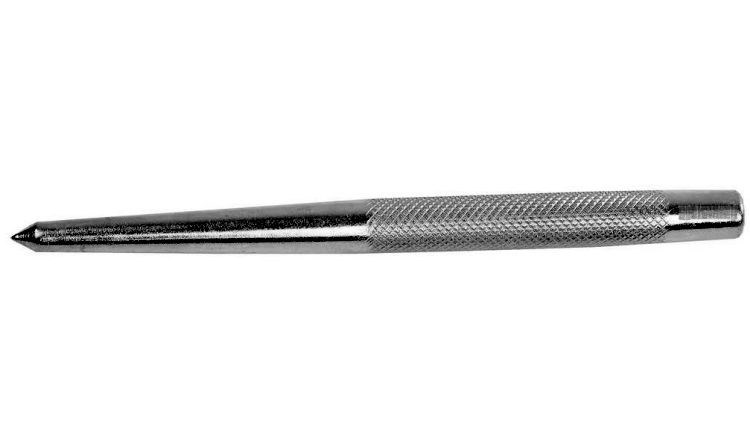
В отличие от автоматического разметочного инструмента, представляющего собой сборные изделия, обычный ручной кернер является монолитным металлическим стержнем и состоит из четырех функциональных частей (см. рис. ниже):
- Ударный конец. В соответствии с ГОСТом он может быть округлым или, как на рисунке, с фаской. Инструмент считается непригодным для использования при появлении на торце ударного конца расклепа.
- Рукоятка. Длина рукоятки по ГОСТ должна составлять не менее 35 % от общей длины кернера. Для надежного удержания на ее поверхность в обязательном порядке наносится рифление (это относится и к автоматическим устройствам).
- Коническая часть.
- Острие. По стандарту острие должно затачиваться под углом 60º. Но для более точной разметки можно использовать угол заточки до 30º, а для разметки центров под сверление — до 75º. Требования к этой части не зависят от вида разметочного инструмента и одинаковы как для обычных ручных кернеров, так и для автоматических.
Автоматический кернер
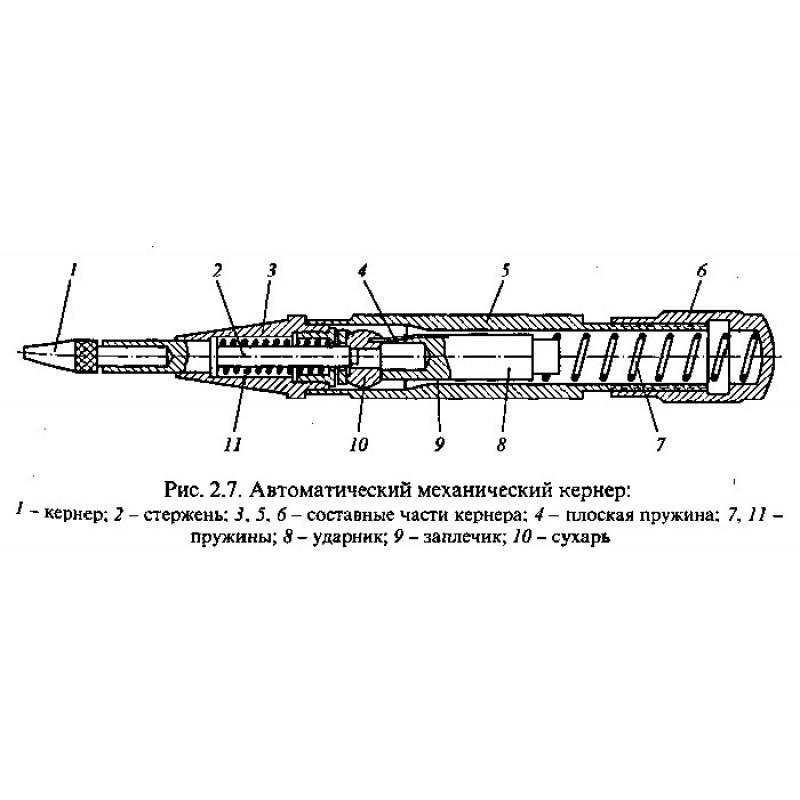
Среди автоматических кернеров самыми распространенными являются ручные механические, позволяющие наносить разметку одной рукой. В большинстве из них используется механизм Свита (Sweet) с промежуточным толкателем, и только в работающих с большим усилием промышленных моделях применяют другие типы механизмов без толкателей. Корпус типичного автоматического механического кернера состоит из трех частей (см. рис. ниже). Такая конструкция выбрана исключительно для удобства его изготовления, а также сборки и разборки инструмента.

Внутри корпуса автоматического кернера находятся:
- рабочая пружина, которая при распрямлении формирует ударный импульс;
- массивный ударник с выемкой на передней части, чья глубина определяет рабочий ход острия;
- толкатель, служащий для взведения устройства и передачи импульса к стержню;
- заостренный стержень из твердого сплава, острие которого создает керновое углубление.
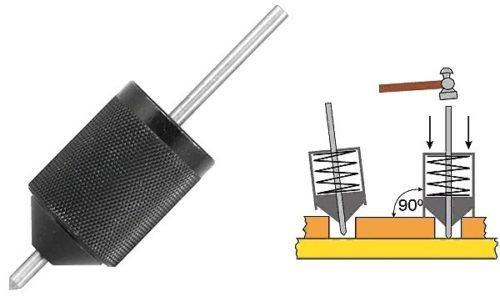
Рабочий цикл механизма этого автоматического устройства включает в себя три этапа (см. рис. ниже):

- Острый конец стержня устанавливается по разметке. В это время толкатель благодаря форме передней поверхности своей шляпки находится в слегка перекошенном состоянии и упирается верхним концом в край ударника. При смещении ручным усилием корпуса вниз происходит сжатие рабочей пружины.
- В верхней точке, когда пружина полностью сжата, толкатель смещается из бокового в осевое положение, занимая место непосредственно напротив выемки в ударнике. Это ключевая особенность данного автоматического механизма, на которую его изобретатель получил патент.
- Верхняя часть толкателя проходит в выемку в ударнике, пружина получает свободный ход и передает накопленный импульс через ударник и толкатель заостренному стержню. Так как корпус автоматического кернера продолжает удерживаться рукой слесаря, вся кинетическая энергия ударника будет направлена на пробитие кернового углубления.
Стандарт
Обычный кернер является выполненным в виде ручки, оснащенной стержнем, для изготовления которого используется специальная инструментальная сталь. Задача кернера заключается в том, чтобы в поверхности металла делать небольшие углубления, в которые в дальнейшем будет вставляться наконечник сверла для ручной или электрической дрели. Специально под сверло наконечник кернера оснащен конусообразной заточкой. Рукоятка прибора оснащена специальными насечками. Они предотвращают соскальзывание руки во время работы с инструментом. По отзывам потребителей, недостаток обычного накернивателя заключается в том, что работать им приходится двумя руками (в одной держать молоток, а в другой — кернер).
Тем, кто желает одну руку освободить и во время работы прилагать минимум усилий, рекомендуется использовать автоматический кернер. Он может быть механическим, пружинным и электрическим.
Что такое кернер?
Те, кто знаком со слесарным делом, знают, что значит кернер. Это специальный ударно-режущий инструмент для разметки лунок, называемых кернами. Делаются они перед сверлением отверстий и препятствуют соскальзыванию сверла или самореза с намеченной точки на заготовке. Это приспособление может кернить металл, кафель и любую гладкую поверхность. Кернер должен быть очень прочным, поэтому изготавливается это приспособление из твердой инструментальной углеродистой стали.
Устройство керна
Слесарный ручной инструмент, называемый в народе тычка или керно, имеет вид стержня с круглым или шестигранным сечением. Рабочий его конец затачивается на конус, имеющий угол 100-120° и закаляется на длину 20-30 см. Угол заточки является важным показателем: инструмент с остро заточенным краем удобен, если предстоит точная разметка деталей, а кернер с тупым концом будет способствовать более легкому сверлению металла.
Противоположная часть кернера – это так называемый затыльник или боек. На него приходится основной удар во время работы кернера, поэтому он тоже подвергается закалке, но на длину до 15-ти см. Чтобы кернер было удобнее держать в руке, средняя его часть нередко делается со специальной рельефной накаткой (насечкой). Для продления срока эксплуатации в неблагоприятных условиях на разметочное устройство могут наноситься декоративно-защитные покрытия в виде хромирования.

Какие бывают?
- ручные;
- автоматические;
- электрические;
- со специальными возможностями (центроискатель для нанесения керна на цилиндрических или шаровидных деталях, прибор для нанесения разметки на нужном расстоянии от края заготовки).
Автоматический кернер даёт возможность:
- размечать одной рукой;
- работать без молотка;
- регулировать усилие при работе с деликатными материалами;
- получать отметки одинаковой глубины;
- быстрее выполнять работу.

Автоматическое керно позволяет за минуту сделать до 50 ударов при расстоянии 2 см между лунками.
Вместо острия керно в стержень можно вставлять клеймо и клеймить детали.
Автоматическое (механическое) керно на вид немного похоже на металлическую авторучку. Оно состоит из двух камер, в каждой из которых есть свой боек. Первая сделана в виде срезанного конуса. Там находится ударный боек, который и будет наносить керны на поверхность. За ним расположен подпружинно-ударный боек с направляющим штоком. Его пружина немного смещена вбок.
За ним внутри корпуса расположено сквозное отверстие. Во второй камере подпружиненный мощной пружиной поршенёк со скошенной кромкой.

Когда инструмент устанавливают на поверхности и большим пальцем правой руки нажимают на упорный колпачок, ударный боек упирается в край напружиненного поршенька, приподнимая его. Пружина за ним сжимается и создаёт встречное давление.
В конце процесса сжатия происходит центрирование и выравнивание по направлению к первичной камере. Это приводит к тому, что шток срывается и резко проваливается в отверстие.
Давление пружины через промежуточные элементы передаётся на боёк. Он ударяется о поверхность материала, и на ней остаётся лунка от автоматического кернера.
В некоторых моделях нижний боек можно менять, продлевая, таким образом, время службы инструмента.
Силу удара автоматического керна можно изменять, поворачивая упорный колпачок вверху инструмента. При этом пружина под ним ослабляется или сжимается. Минимальная сила удара 10 кГ, максимальная – 15 кГ. Глубина лунки от 0,2 до 0,3 мм.

Электрическое керно
В электрических кернерах внутри корпуса находится катушка электромагнита, наконечник, пружина и боек. После нажатия на корпус он опускается, шайба наконечника, который в это время не двигается, замыкает цепь электромагнита. Удар происходит, когда соленоид втягивает ферромагнитный боек. Он ударяет по наконечнику, оставляя на поверхности метку.
- https://wikimetall.ru/oborudovanie/avtomaticheskij-kerner.html
- https://instrumentn.ru/stolyarno-slesarnyj-razdel/chto-takoe-kerner-ego-vidy-i-naznachenie
- https://remoskop.ru/kerner-avtomaticheskij-mehanicheskij-pruzhinnyj.html
- http://stroi-specialist.ru/instrument/ruchnoj-instrument/chto-takoe-kerner-ego-tipy-priemy-raboty-foto.html
- https://fb.ru/article/299238/avtomaticheskiy-kerner-svoimi-rukami-printsip-rabotyi-i-ustroystvo
- https://proinstrumentinfo.ru/kerno-slesarnoe-avtomaticheskoe-sverlim-tam-gde-nado/
Ход работы
Нетрудно изготовить автоматический керн самостоятельно, если работать поэтапно. От мастера требуется выполнить следующие действия:
- Изготовить стержень кернера. Желательно, чтобы он имел диаметр 0,4 см и длину 4 см. Рабочая поверхность обязательно должна быть закалена.
- На хвостовике бойка устанавливается амортизирующая шайба. После этого действия он считается готовым к применению.
- Приготовить ударно-спусковой механизм. Для этого выточенную деталь в виде конуса установить во внутренней части пружины. Выполнять данную работу следует таким образом, чтобы своей тонкой частью (0,3 см) деталь упиралась в торец бойка. Длина ее может составлять 3 см.
- Вставить ударно-спусковой механизм в корпус будущего инструмента.
- Верхняя часть трубы с торца глухо закрывается. Для этой цели трубка оснащается резьбой, на которую навинчивается крышка.
В результате самодельный кернер должен действовать следующим образом:
- Заточенный конусообразный стержень приставляется к намеченному месту для кернения, после чего на него следует надавить.
- Вторым своим тупым концом он воздействует на ударно-спусковой механизм: толкает конусообразную деталь, установленную в пружине к бойку.
- В результате надавливания стержня на ударно-спусковой механизм он своей конусообразной частью постепенно все сильнее смещается с торца, пока не попадает на центр бойка. Тот, пребывая под воздействием обычной пружины, и выполняет удар.
Изготовление изделия можно считать успешно завершенным в том случае, если при надавливании стержня в нужной точке на поверхности незамедлительно образуется метка. Как свидетельствуют многочисленные отзывы владельцев, самодельные кернеры и стержни удобно хранить в досках для шахмат. Там для каждого стержня можно сделать специальные секции, изготовленные из пенопласта.
Самодельные керны, как обычные, так и автоматические, являются оптимальным решением для тех, кто лишь от случая к случаю использует данный инструмент.
Если в среде профессионалов кто-либо называл этот инструмент керном, он переставал таковым быть по определению. Керн или керно – это лунка в материале – результат работы кернера и никак иначе. А еще образец породы грунта, полученный особым способом, но это точно не предмет нашей статьи. Сейчас же, даже Википедия подает слово «керн», как второе название инструмента — кернера, что в корне неправильно, но оставим это на совести авторов материала.







![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://domdetaley.ru/wp-content/uploads/6/8/4/68401534c9e2bf87916fcc447fb6fb7e.jpeg)
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.
Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования. Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным. Материал шестигранников – углеродистая сталь, поддающаяся термообработке, поэтому, если у вас возникнет необходимость быстро в домашних условиях сделать кернер и найдется подходящий по сечению шестигранник, можете смело его использовать – закалку он примет без цементации (насыщения поверхностного слоя стали углеродом).
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…
В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.
Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Кернер автоматический – выбор пользователей

SKRAB 26291
| Характеристики | |
| Вид кернера | автоматический |
| Материал протектора | пластик |
| Ручка | Да |
| Диаметр | 2 мм |
| Длина | 130мм |
| Средняя цена | 730 руб. |
Плюсы и минусы
удобство
неплохая сила удара
на толстым металле слабо маркерует

ЗУБР Эксперт 21420-10
Профессиональный автоматический кернер, используется для точной разметки деталей при сверлении. Высокое качество и быстрое выполнение работ.
| Характеристики | |
| Вид кернера | автоматический |
| Назначение | для металла |
| Сечение стержня | круглое |
| Диаметр | 2.4 мм |
| Длина | 105 мм |
| Дополнительная информация | материал наконечника – хромомолибденовая сталь, группы А, закаленная до 59 по шкале Роквелла. |
| Средняя цена | 1103 руб. |
Плюсы и минусы
цена/качество
небольшой вес и размер
наконечник из прочной стали
существенных нет

Kraftool 21425-12
Предназначен для разметки металлических и неметаллических материалов.
| Характеристики | |
| Вид кернера | автоматический |
| Назначение | для металла |
| Сечение стержня | круглое |
| Диаметр | 2 мм |
| Длина | 125 мм |
| Дополнительная информация | сменный наконечник из хромомолибденовой стали (группа стали А), закаленный до твердости 59 HRC |
| Средняя цена | 1565 руб. |
Плюсы и минусы
цена/качество
удобный
регулировка силы удара
наконечник из прочной стали
существенных нет

RENNSTEIG RE-430230
| Характеристики | |
| Вид кернера | автоматический |
| Назначение | для металла |
| Сечение стержня | круглое |
| С протектором | Да |
| Ручка | Да |
| Диаметр | 4 мм |
| Длина | 125 мм |
| Дополнительная информация | сменный твердосплавный штифт; сечение: 14 мм |
| Средняя цена | 3169 руб. |
Плюсы и минусы
неплохое качество
упор при нажатии
сменный штифт
существенных нет, если не считать цену

Функции и назначения керна
Геометрические и эксплуатационные характеристики обычных кернеров регламентируются ГОСТ 7213-72, а автоматический инструмент изготавливается по ТУ и внутренней документации отдельных предприятий. Основное назначение кернера — создание нестираемых отметок на поверхности заготовки и углублений в металле для точного захода сверла.










В обоих случаях кернение проводится по заранее нанесенным разметочным линиям. При большом количестве керновых точек предпочтительнее использовать автоматический инструмент, т. к. это значительно повышает производительность труда и снижает вероятность ошибки вследствие усталости слесаря.
Автоматическая центровка риски на поверхности заготовки происходит вследствие равномерной опоры конуса на поверхность отверстия детали-шаблона.
Кроме нанесения разметки, кернение также используют для стопорения (предотвращения раскручивания) резьбовых соединений. Для этого наносят от одного до трех керновых углублений в зазор между резьбой винта и гайки или по краям шлица винта с потайной головкой.
Возникающая при ударе деформация металла достаточна для стопорения, но позволяет раскрутить резьбовое соединение с помощью обычного инструмента. При массовом производстве такую операцию лучше выполнять автоматическим инструментом.
Еще одна область использования кернеров — ударно-точечная маркировка. Нанесение кодировки на детали является обязательным для их последующей обработки и идентификации в сборочном производстве.
Обычно для этого используют специализированные пневматические и электрические машинки, но при единичном производстве в небольших объемах вполне можно обойтись и автоматическим механическим кернером.

Классификация инструмента
Кернер предназначен для создания небольших конических углублений на поверхности металла с помощью заостренного конца, который в соответствии с ГОСТ должен быть заточен под углом 60÷90º.
Принцип работы всех инструментов для кернения одинаков: углубление острия в размечаемый материал происходит при ударе по заднему концу стержня, а прилагаемое при этом усилие зависит от твердости заготовки.
Основные различия отдельных видов кернеров — это способы нанесения удара и удержания стержня в заданном положении. В первую очередь различают обычные ручные и автоматические кернеры.
Последние в свою очередь делятся на механические устройства с ручным приводом и установки с пневмо- и электроударниками. Кроме устройств для кернения с ручным удержанием стержня в требуемой позиции, выпускается инструмент с автоматической установкой острия в нужное место и под заданным углом.
К нему относятся переводные и самоцентрирующиеся кернеры. Кроме того, существует ряд приспособлений для кернения, дополненных специальной оснасткой (лупы, циркули и пр.). В отдельную группу обычно выделяют устройства для ударно-точечной маркировки, которые по своей сути являются автоматическими кернерами специального назначения.
Ручной кернер
В отличие от автоматического разметочного инструмента, представляющего собой сборные изделия, обычный ручной кернер является монолитным металлическим стержнем и состоит из четырех функциональных частей (см. рис. ниже):
В зависимости от условий эксплуатации на наружную поверхность изделия могут наноситься различные защитно-декоративные покрытия. В самом простом случае это обычное чернение, а для работы в особых условиях применяют покрытия из хрома по подслою никеля и кадмированного хрома.
Автоматический кернер
Среди автоматических кернеров самыми распространенными являются ручные механические, позволяющие наносить разметку одной рукой.
В большинстве из них используется механизм Свита (Sweet) с промежуточным толкателем, и только в работающих с большим усилием промышленных моделях применяют другие типы механизмов без толкателей.
Корпус типичного автоматического механического кернера состоит из трех частей (см. рис. ниже). Такая конструкция выбрана исключительно для удобства его изготовления, а также сборки и разборки инструмента.
Критерии выбора мойки, советы по использованию
Мойки К2 и К3 желательно подключать в водопроводной системе, чтобы мощность не растрачивалась на закачку воды, для более мощных моделей подключение может состоять в опускании конца шланга подачи воды в емкость, расположенную на 60 см выше уровня самой мойки.
Размер шланга
Не имеет значения если модель легкая при переноске, но при весе 30 кг (несмотря на колесную базу) лучше приобрести длину 7-9 метров, в целом для мойки авто достаточно 6-7 м.
Химия
Важно использовать тип химических веществ, указанных в инструкции, так как некоторые их них пагубно действуют на пластиковые элементы. Время работы
Время работы
Выбор мойки керхер для мытья автомобиля должен основываться на точном назначении, т. е. длительности использования, если для мойки легкового автомобиля достаточно работы 30 минут с последующими перерывами, то при регулярной мойке грузовых авто нужна мощность профессионального оборудования. Несоблюдение этих критериев приведет к быстрому износу оборудования.
Как сделать кернер своими руками
Для тех, кто не хочет отдавать 300 – 500 кровных рублей за более ли менее нормальный по качеству кернер, есть несколько вариантов изготовления этого инструмента своими силами. О первом мы уже упоминали – из шестигранника.
Для изготовления простейшего кернера из этого материала достаточно обточить его ударную часть, заточить его кончик под заданный угол и закалить ее и боек. А сделать это можно даже на обычной газовой плите, раскалив металл до ярко-розового свечения. Хотя значительно быстрее это сделать при помощи газовой горелки или бензиновой паяльной лампы, которые, как мы надеемся, в вашей мастерской уже имеются.
Разогретый металл нужно опустить на 4-5 сек. в воду, затем на 1 сек. вынуть и повторно опустить еще на 10 -15. Если вы произведете те же процедуры, но окуная инструмент в масло – произойдет воронение, что еще лучше.
Также вы можете быстро изготовить примитивный, но вполне работоспособный кернер из старого, утратившего работоспособность боковых кромок, а значит не подлежащего заточке, сверла, просто заострив его конец.
Правда, в чистом виде использовать такой инструмент, мы все же не рекомендуем – он очень хрупкий и при ударе может расколоться и нанести травму. В крайнем случае, наденьте на него обрезок шланга высокого давления, как в варианте на фото, но лучше – подберите металлическую втулку из трубки подходящего диаметра или выточите ее.







Кроме упомянутых вариантов есть способ изготовить кернер из практически любой стали, но закалить можно только углеродистую. Если вы не уверены в содержании в ней углерода, то проверить это можно по искре при обработке на точиле. А вот и видео:
И если вы не увидели долгожданных звездочек при заточке подходящего прутка для изготовления кернера, то можно произвести процесс цементации, о которой мы упоминали в начале статьи. Сделать это в домашних условиях можно двумя способами. Если у вас имеется в хозяйстве сварочный аппарат, то показанный на видео – наиболее приемлемый и простой.
А если приобретение сварочного аппарата все еще в планах, то поищите поблизости металлообрабатывающий завод, где точат детали из чугуна и наберите чугунной стружки, чем мельче – тем лучше.
Или купите чугунный порошок через интернет. Раскалив металл до того же ярко-розового свечения, опускайте часть заготовки, которой требуется закалка в чугунную стружку. Углерод из чугуна переместится в поверхностный слой вашей низкоуглеродистой стали и сделает возможной ее закалку.
Процедуру можно повторять несколько раз, но заточку кернера произведите до нее. Впрочем, ремонтировать инструмент в дальнейшем можно таким же образом.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами;)
Если у вас дома валяются клапана от автомобиля, не спешите их выбрасывать!
Я хочу рассказать, как своими руками с клапана можно сделать отличный керн, который будет работать не хуже заводского, да и выглядеть будет совсем не плохо.
Использовать нужно только впускной клапан, поскольку он полностью цельный и не имеет внутри полости как у выпускного клапана.
Стандарт
Обычный кернер является выполненным в виде ручки, оснащенной стержнем, для изготовления которого используется специальная инструментальная сталь. Задача кернера заключается в том, чтобы в поверхности металла делать небольшие углубления, в которые в дальнейшем будет вставляться наконечник сверла для ручной или электрической дрели. Специально под сверло наконечник кернера оснащен конусообразной заточкой. Рукоятка прибора оснащена специальными насечками. Они предотвращают соскальзывание руки во время работы с инструментом. По отзывам потребителей, недостаток обычного накернивателя заключается в том, что работать им приходится двумя руками (в одной держать молоток, а в другой — кернер).
Автоматический кернер своими руками
Желающие получить приспособление для разметок, но при этом сэкономить, или просто любители мастерить могут постараться изготовить стандартный керн. Для этой цели подойдет обычная дизельная форсунка, а именно ее запорная игла, которая обладает высокой твердостью. Ею свободно можно кернить пластмассовые, алюминиевые, медные, латунные, бронзовые и высокоуглеродистые незакаленные инструментальные стали. Тем же, кто хочет работать без использования молотков, лучше сделать керн автоматический из дюралюминиевой трубы. Для работы понадобится:
- Дюралевая труба диаметром 0,12 см. Она станет корпусом будущего изделия.
- Ударно-взводный механизм. Он представляет собой изделие в виде конуса из прочной углеродистой стали, которое под небольшим смещением расположено внутри взводной пружины.
- Обычная пружина. Ее следует расположить между бойком и заглушкой керна.
- Крышка или заглушка. Она выполняет функцию упора для спусковой пружины, которая оказывает воздействие на боек.
- Боек. Его нетрудно выточить самостоятельно, используя точильный станок или болгарку.
- Заточенный конусообразный стержень. Их может быть несколько. В таком случае при необходимости во время работы их можно поочередно снимать и затачивать.
Какое керно выбрать?
Простое керно самое дешёвое, электрическое – значительно дороже. Выбирая для себя инструмент, определитесь, как часто вы собираетесь его использовать. Если только от случая к случаю, то достаточно обычного или недорогого автоматического (чтобы можно было обходиться без молотка). Для профессиональной деятельности покупают качественный механический или электрический.
Если у вас дома валяются клапана от автомобиля, не спешите их выбрасывать!
Я хочу рассказать, как своими руками с клапана можно сделать отличный керн, который будет работать не хуже заводского, да и выглядеть будет совсем не плохо.
Использовать нужно только впускной клапан, поскольку он полностью цельный и не имеет внутри полости как у выпускного клапана.





