Свойства карбонитрированного слоя
Процесс карбонитрации довольно прост, но для успешного завершения обработки стоит строго придерживаться технологии и не пренебрегать ни одним из пунктов. В конечном итоге готовый результат должен иметь следующие свойства:
- Толщина карбонидного слоя должна составлять более 0,01 мм и менее 0,6 мм.
- Твердость полученного слоя должна соответствовать показателям диапазона 400-1200 HV.
- Должна отсутствовать хрупкость обработанного слоя.
- Коэффициент трения материала снижается более чем в полтора раза.
- Стойкость стали к износу должна увеличиться в два и боле раз.
- Усталостная прочность обработанного материала повышается в полтора раза.
- Обработанная деталь не должна терять форму, искривляться и коробиться.
- Устойчивость к коррозийным процессам повышается более чем в 2 раза.
Например, высокий коэффициент трения негативно влияет на износостойкость деталей, сохранность карбонидного слоя, сохранение геометрических параметров во время эксплуатации и срок эксплуатации.
Применяемое оборудование
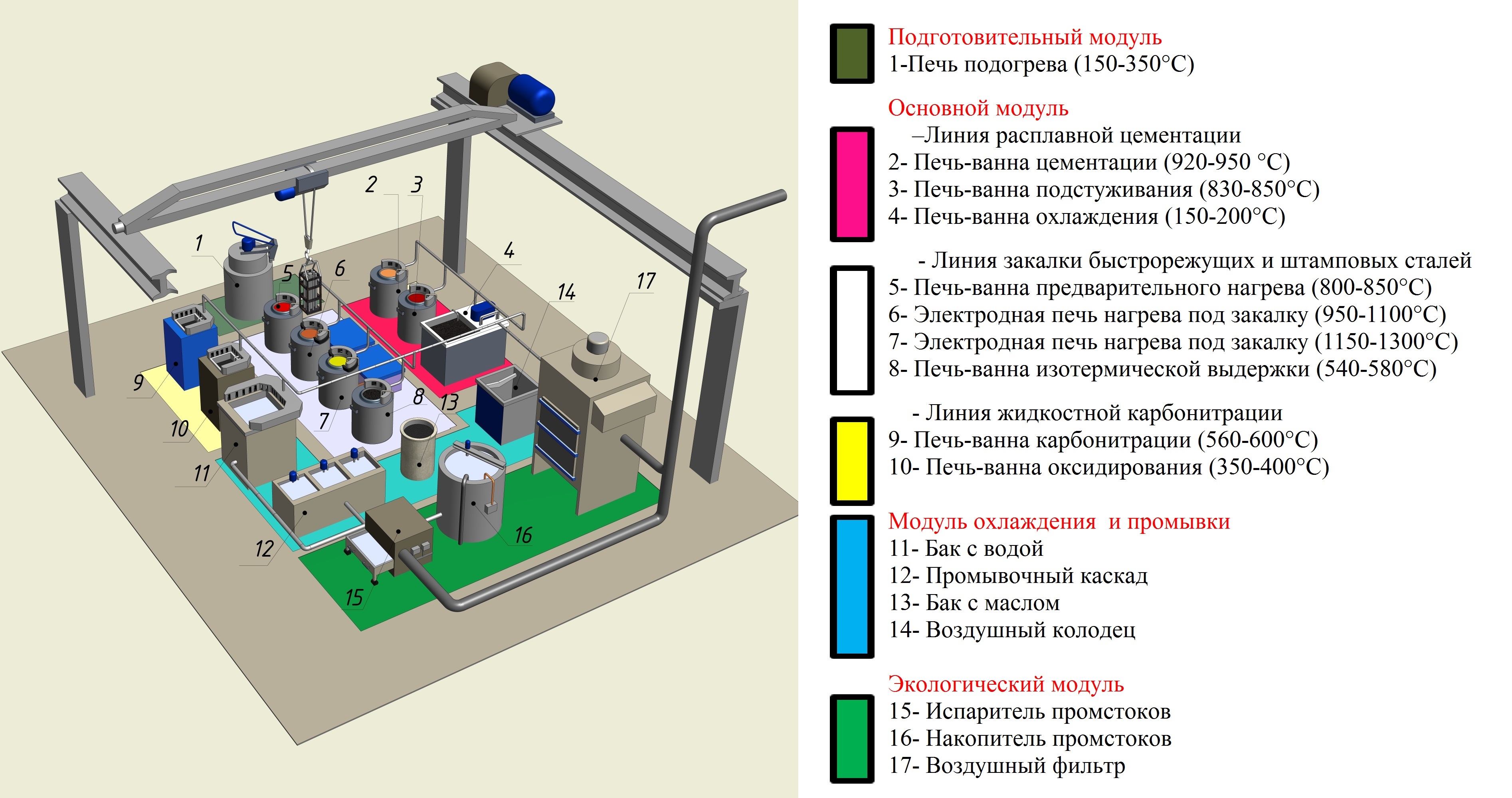
Оборудование для карбонитрации представлено на рынке различными моделями, которые отличаются мощностью, степенью автоматизации и количеством выполняемых работ. Для промышленных предприятий лучше всего подходят модульные линии обработки, которые состоят из подготовительного, основного, экологического модулей. Некоторые модели дополняются модулями промывки и охлаждения.
- Подготовительный модуль – состоит печи, в которую загружается смесь солей и обрабатываемый материал, в зависимости от требований может компоноваться оборудованием для мойки и обезжиривания деталей. На этом этапе детали подготавливаются к обработке, очищаются и подогреваются.
- Основной – состоит из оборудования для карбонитрации. Может дополняться оборудованием в зависимости от типа обрабатываемых предметов. В этом модуле может быть установлена печь двух типов: печь-ванна и электронная, предусматривающие нагрев до 1000 градусов. Установка печи и другого оборудования производиться таким образом, чтобы в случае поломки их можно было оперативно заменить.
- Модуль охлаждения и промывки — на этом этапе обработанные детали охлаждаются в подходящей среде, и очистки от следов соли.
- Экологический – предусматривает избавление от отходов, фильтруя их и собирая в специальных стоках.

На сегодняшний день можно найти качественное оборудование как импортного, так и отечественного производства, причем большинство производителей предоставляют услуги индивидуального планирования. В процессе разработки проекта учитывается необходимая мощность, количество процессов обработки, размеры и особенности производственного цеха и другие пожелания клиента.
Источник
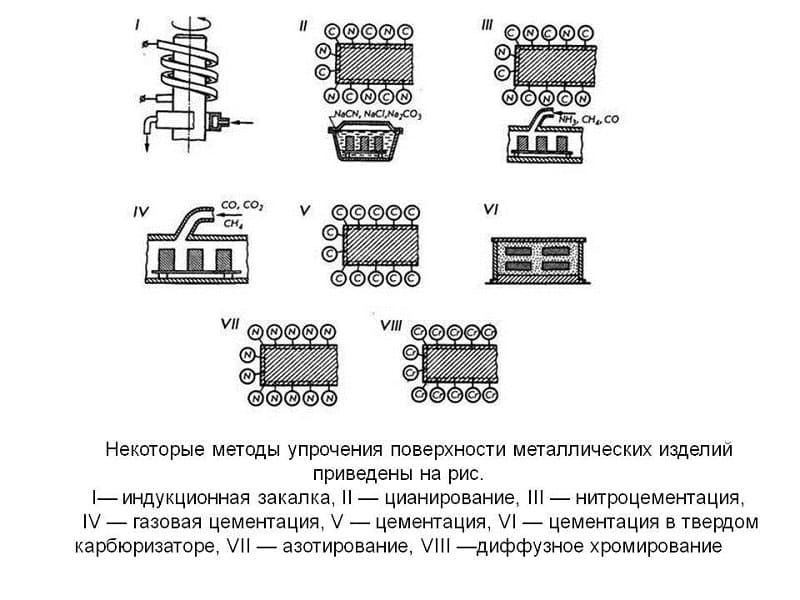
Цементация в пастах [ править | править код ]
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6—8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910—1050 °С.
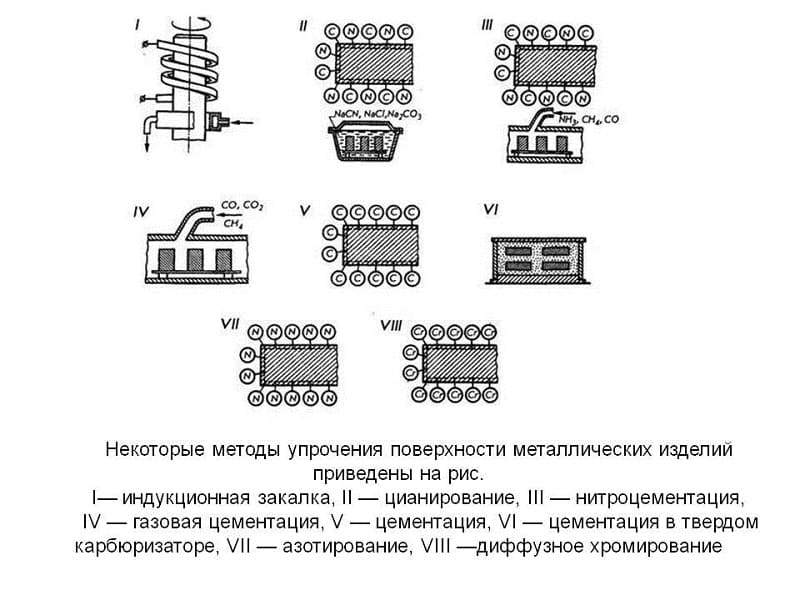
Химико-термическая обработка – это комплекс операций по изменению химического состава и микроструктуры поверхности заготовки или изделия с целью получения требуемых характеристик. Такое изменение является результатом взаимодействия поверхности с окружающей средой определенного состояния, состава, температуры. Наиболее распространенные виды химической обработки – цементация (науглероживание), азотирование, карбонитрация (одновременное насыщение углеродом и азотом).
Карбонитрация стали
Популярным видом ХТО стали и чугуна практически любых марок является карбонитрация, или жидкостное азотирование. В этом случае поверхностный слой заготовок насыщается углеродом и азотом в соляных расплавах при температуре 560-580°C. Соляные составы синтезированы из аммоноуглеродных соединений: меламина, мелона, дициандиамида. Карбонитрация сходна с цианированием. Но цианирование осуществляется с использованием токсичного цианида натрия при температурах до 860°C. Для карбонитрации применяют неядовитые соединения, осуществляется она при температурах до 570°.
Преимущества технологии карбонитрации стали
- Одновременное насыщение азотом и углеродом инициирует появление карбонитридных фаз – более пластичных и менее хрупких, по сравнению с чисто нитридными.
- Карбонитрация – наиболее экономичный процесс, благодаря его небольшой длительности – 0,5-4 часа.
- Равномерность нагрева и диффузии.
- Отсутствие термических напряжений, обеспечивающее минимальные деформации и точность геометрических параметров в пределах микронов.
- Улучшение усталостной прочности изделий до 80%, износостойкости, коррозионной стойкости.
- Уменьшение коэффициента трения до 5 раз.
- Отсутствие хрупкости поверхностного слоя, насыщенного карбонитридами.
- Возможность обработки недорогих низкоуглеродистых сталей, которые не упрочняются традиционным азотированием. В результате карбонитрации они приобретают характеристики, которыми обладают более дорогие и хуже обрабатываемые стали.
- Этот процесс для рядовых деталей является финишным, не требующим дополнительной механической обработки. Ответственные изделия после карбонитрации подвергают хонингованию – полировке на 1-2 мкм.
Комбинированное насыщение поверхности азотом и углеродом может применяться даже для высоколегированных и устойчивых к коррозии сталей. На их поверхности присутствует плотная пленка из оксидов хрома и других легирующих добавок, препятствующая процессу чистого азотирования.
Этапы карбонитрации
Дополнительным плюсом этой технологии является возможность частичного погружения детали в солевой расплав, что позволяет упрочнить только отдельные участки.
Последовательность
- На карбонитрацию поступают детали с окончательными размерами. При необходимости оставляют минимальный припуск на посадочных поверхностях для полировки.
- Предварительные мероприятия: очистка, обезжиривание.
- Нагрев в печи и карбонитрация.
- Охлаждение в воде, масле, на воздухе.
- Промывка, сушка.
Таким способом обрабатывают:
- режущий инструмент;
- пресс-формы;
- пары трения;
- элементы зубчатых передач;
- детали насосов.
Важный плюс этой технологии – соответствие экологическим нормам и безопасность работников, благодаря отсутствию ядовитых соединений в насыщающих средах. Карбонитрация применяется как на крупных промышленных предприятиях, так и в небольших мастерских и в домашних условиях.
Это интересно: Химическая металлизация — реагенты, технология выполнения в домашних условиях
Карбонитрирование стали: технология, свойства, оборудование — Токарь

28.08.
2019
Карбонитрирование стали – особенный способ химико-термической обработки стальных деталей, который учитывает улучшение параметров прочности, стойкости к усталости металла и коррозийные стойкости.
Суть подобной отделки заключаться в усилении верхних слоев стали путем насыщения ее азотом и углеродом. Процесс насыщения происходит путем диффузного обмена, в процессе окунания металлов в расплав солей.
Технология карбонитрации стали
Карбонитрация может проводиться деталями любых размеров, из любых сплавов стали и чугуна. Причем возможно подвергать отделке только некоторые участки детали, увеличение твердости которых нужно. Для данного процесса применяется состав солей, в их основе лежат меламин и дицианидиамид. Соли расплавляются при температуре более 550 градусов.
Продолжительность выдержки обрабатываемых деталей способна заметно отличаться. Для мелких предметов, по большей части инструмента для резки, достаточно получаса вдержки. Объемные предметы могут обрабатываться более 4 часов. Расчет времени проходит на основе размеров предмета, требуемых конечных параметров и нужный толщины карбонизированного слоя.
Технология не очень непростая, основное исполнять требуемый диапазон рабочих температур и иметь в виду марку стали обрабатываемых деталей.
Она дает возможность добиться очень высоких параметров прочности стали, коррозийные стойкости и действию значительных нагрузок.
В конце обработки на поверхности стали образуется парочку слоев. Первый слой – карбонидный, защищающий сердцевину. С каждым новым слоем концентрация азота и углерода в составе стали уменьшается.
Классическая технология выглядит так:
- предмету придается остаточная форма и требуемые геометрические параметры, после этого он направляется на обработку (если требуется полировка, размеры детали можно чуть-чуть расширить);
- проходит первичная обработка, в которую входит очистка от грязи, окисления и обезжиривается поверхность;
- нагрев и опускание в соленую смесь;
- после карбонитрации сталь охлаждается (можно использовать разные методы, применяя воду, масло, или оставляя на воздухе);
- остаточная очистка, промывание и просушка.
Лучшие электрические мясорубки для дома — ТОП рейтинг 2018-2019 года
Такая технология становиться очень востребованной из-за ряда положительных качеств, выделяющих ее среди заменителей. К ним можно отнести:
Качество лицевого слоя. Карбонитридная структура существенно превосходит характеристики нитридных, так как она более эластичная и не такая непрочная.
Экологичность. Этот процесс наиболее чистый в экологическом плане среди заменителей, так как в процессе изготовления почти что не выделяются испарения.
Равномерность. В расплавленных солях металл одинаково нагревается, благодаря чему диффузные процессы намного качественные.
Отсутствие деформации. Температуры расплавленных солей недостаточно для того, чтобы на поверхности предмета появилось напряжение и случилась дефармация. Изначальные и конечные геометрические параметры детали не выделяются.
Увеличение устойчивость. Отделанные предметы становятся более устойчивыми к нагрузкам, влиянию коррозии и становятся наиболее долговечными. Любой из таких параметров может превысить первоначальные более чем на 70%.
Эластичность покрытия
Покрытие которое уже готово становится менее хрупким, что очень важно во время эксплуатации готовых деталей, особенно режущих кромок. При этом уменьшается показатель трения, что тоже намного повышает эксплуатационный срок.
При помощи карбонитрации сталь даже невысоких марок, пример, стали 20 марки, которые не выделяются характеристиками прочности, можно совершенствовать, приближая их свойства к показателям дорогих марок стали, которые труднее обрабатывать
Это дает возможность экономить не только на покупке сырья, но и на процессе обработки.
Отделанные детали не просят повторной обработки. После выполнения карбонитрации, деталь или предмет можно полностью использовать. В большинстве случаев требуется легкая обработка, которая не оказывает влияние на физические свойства.
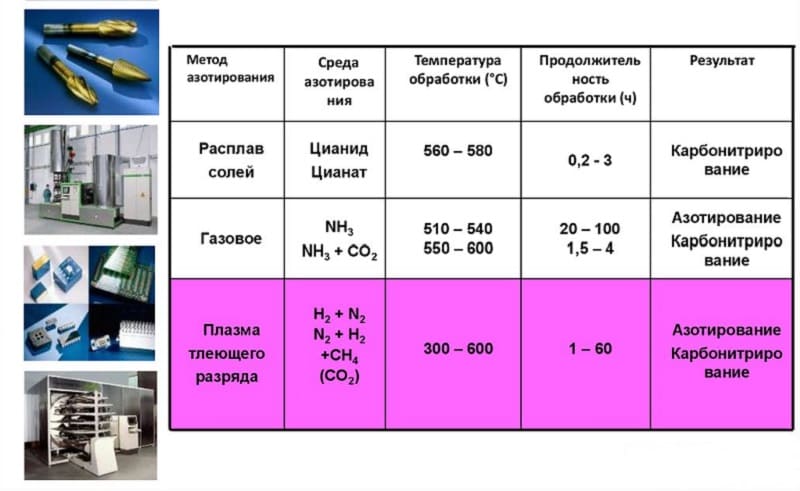
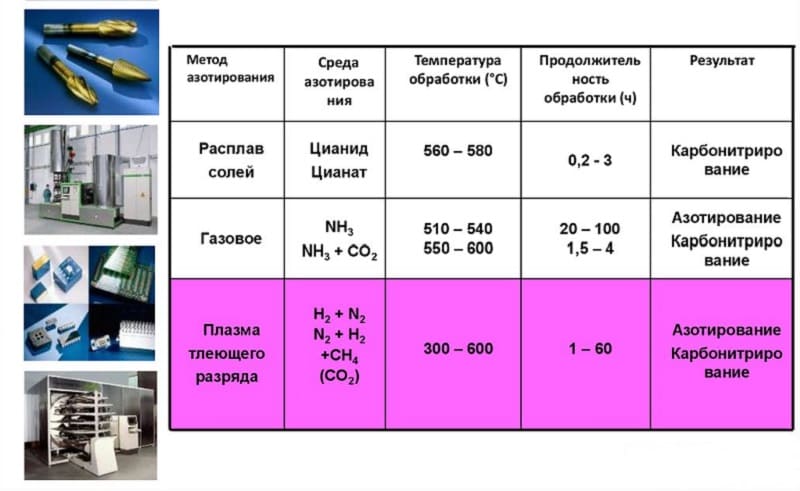
Типы сред при азотировании
Процесс азотирования стали в реальности проводят не по одной, а по нескольким технологиям, отсюда разнообразие видов азотирования. Это связано с тем, что для одних типов металлов более эффективно усваивается азот в одной среде, для других – в другой. Но это не главное. Среда позволяет получить определенное качество поверхности либо изменить скоростной режим выполнения операции по азотированию стали. Наиболее распространенные технологии, которые используются на предприятиях:




- диффузия азота в среде газовой на основе пропана с аммиаком;
- диффузия азота при использовании разряда тлеющего;
- диффузия азотная в среде жидкого характера.
Аммиачно-пропановая среда
Азотирование в газе из смеси пропана с аммиаком сейчас наиболее применимый способ укрепления поверхности стали. Соотношение компонентов смеси берется равнозначным, температуру по шкале Цельсия догоняют до 570 градусов выше нуля, обработку проводят на протяжении трех часов.
Полученный поверхностный слой можно охарактеризовать как высокопрочную твердую поверхность с отличной износостойкостью, и это несмотря на маленькую толщину нитридов. В численных единицах твердость изделия возрастает до показателей 1100–600 HV.
Тлеющий разряд
Другими словами, тлеющий разряд – это среда разряженного состояния при ионно-плазменном азотировании. Очень распространенный метод насыщения азотом поверхности стальных изделий. Особенностью этого метода является то, что, кроме помещения заготовки в печь муфельную, где происходит нагнетание температуры, к этой заготовке подключают электрический контакт с отрицательным потенциалом (то есть получается отрицательный электрод), положительным же электродом выступает сама печь муфельная. Ионное азотирование создает ионный поток между печью и изделием, который приобретает вид плазмы, и состоит она из элементов NH₃ или N₂. Таким образом, в поверхностный слой начинают диффундировать азотные молекулы, эффективно насыщая его.
Плазменное азотирование проходит в два этапа:
- Очищение поверхности заготовки путем распыления катода.
- Непосредственное насыщение стали азотом.
Основное преимущество метода в том, что при ионном плазменном насыщении процесс можно ускорить в несколько раз.
Жидкая среда
Кроме перечисленных двух сред для проведения операций азотирования, существует еще одна среда, подходящая для такого метода. Это жидкая среда, где применяется расплав солей цианистых, компоненты которых под действием принципа диффузии проникают в рабочий поверхностный слой металла. Условия для протекания процесса определяются высокой температурой до уровня 570 градусов по Цельсию и длительностью проведения обработки, которая может продолжаться до 3 часов (самое меньшее – 30 минут насыщения).

Цементация против PulsPlasma — азотирования
Из перечисленных данных становится ясно, что PulsPlasma — азотирование является альтернативой классическим способам химико-термического упрочнения поверхности как цементация, азотирование и карбонитрирование в расплаве солей или газовое азотирование.
Еще одним, пока неосвещенным, является экономический аспект. На практическом примере показано, что целесообразно пересмотреть процесс изготовления деталей таким образом, чтобы отказаться от энерго — и экономически затратной цементации в пользу PulsPlasma — азотирования.
Необходимо принять во внимание, что такие свойства поверхностного слоя как поверхностная твердость, износостойкость, предел выносливости после азотирования аналогично высокие, а частично даже существенно лучше, чем после цементации. Что касается малых значений глубины азотированного слоя по сравнению с цементованным, то необходимо отметить, что по причине температурных деформаций и изменения размеров после цементации необходима дополнительная механическая обработка деталей
Это приводить к уменьшению толщины цементованного слоя. Прочностные требования, которые обеспечат высокие эксплуатационные характеристики деталей, можно реализовать с помощью азотирования благодаря правильному подбору подходящего материала
Что касается малых значений глубины азотированного слоя по сравнению с цементованным, то необходимо отметить, что по причине температурных деформаций и изменения размеров после цементации необходима дополнительная механическая обработка деталей. Это приводить к уменьшению толщины цементованного слоя. Прочностные требования, которые обеспечат высокие эксплуатационные характеристики деталей, можно реализовать с помощью азотирования благодаря правильному подбору подходящего материала.
В таблице в качестве примера приведен вариант использования вместо цементованного зубчатого колеса печатной машины из стали 15 CrNi 6 E детали после PulsPlasma — азотирования. Сталь для азотирования сначала была определена расчетным методом и подтверждена тестированием.
Таблица 3 Расчет на прочность зубчатых колес из разного материала после цементации и PulsPlasma — азотирования
В результате использования азотирования вместо цементации помимо увеличения ресурса работы зубчатого колеса был достигнут экономический эффект до 30 % при изготовлении детали.
Диаграмма 1 Сравнение стоимости изготовления детали методом цементации и PulsPlasma — азотирования
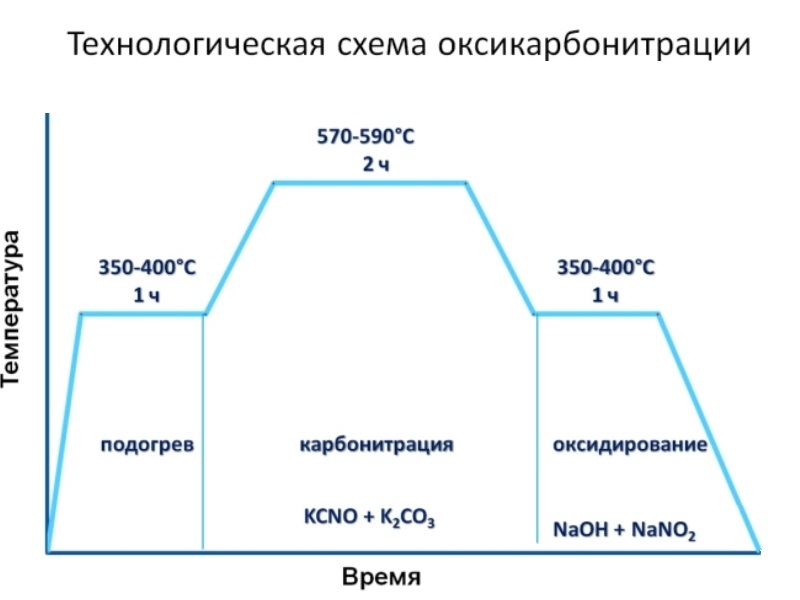
Совершенствование комплексного азото-углеродного насыщения – низкотемпературная карбонитрация
НОК-процесс – низкотемпературное оксикарбонитрирование – впервые был разработан российскими учеными, а затем дорабатывался немецкими исследователями и получил название QPQ. Преимущества:
- первоначальная цель – улучшение товарного вида;
- резкое снижение коэффициента трения;
- коррозионная стойкость марок перлитного и аустенитного классов, обработанных способом НОК, превышает аналогичный показатель этих материалов, хромированных гальваническим методом;
- себестоимость на 40% ниже, по сравнению с гальваническими покрытиями.
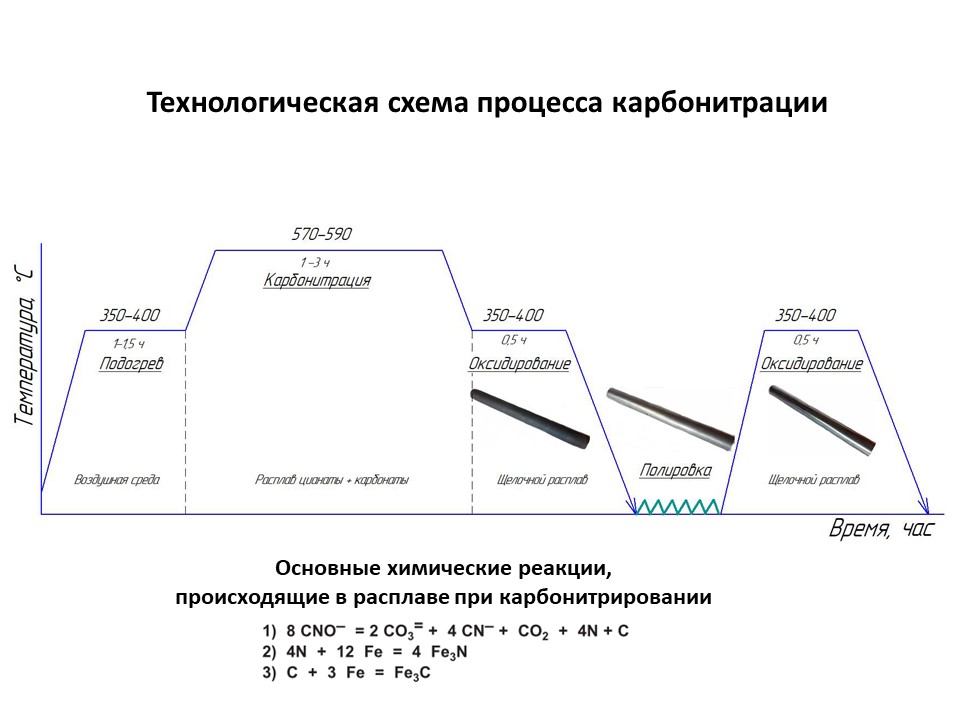
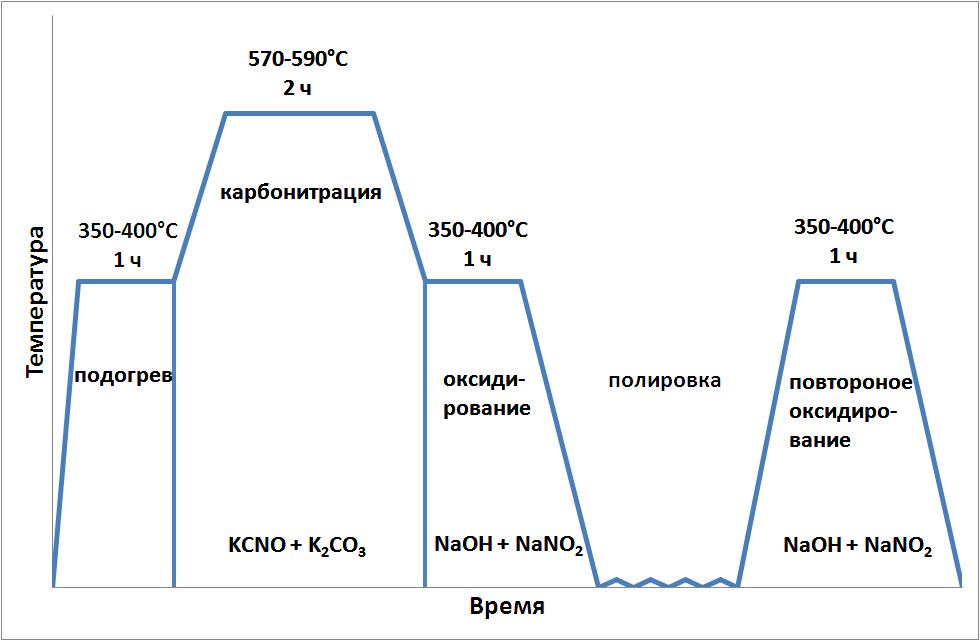
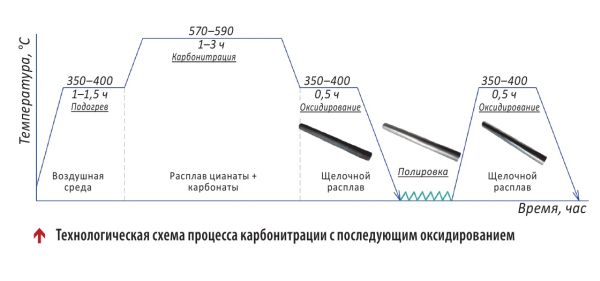
Этапы НОК-процесса:
- карбонитрация;
- охлаждение и выдержка в расплаве ванны оксидирования при 350-400°C;
- охлаждение на воздухе;
- промывка;
- полирование;
- повтор оксидирования;
- промывка.
Данная технология рассматривается в качестве эффективной и экономичной альтернативы гальваническому хромированию для низколегированных сталей перлитного класса и хромистых коррозионностойких.
Карбонитрация сталей и чугуна
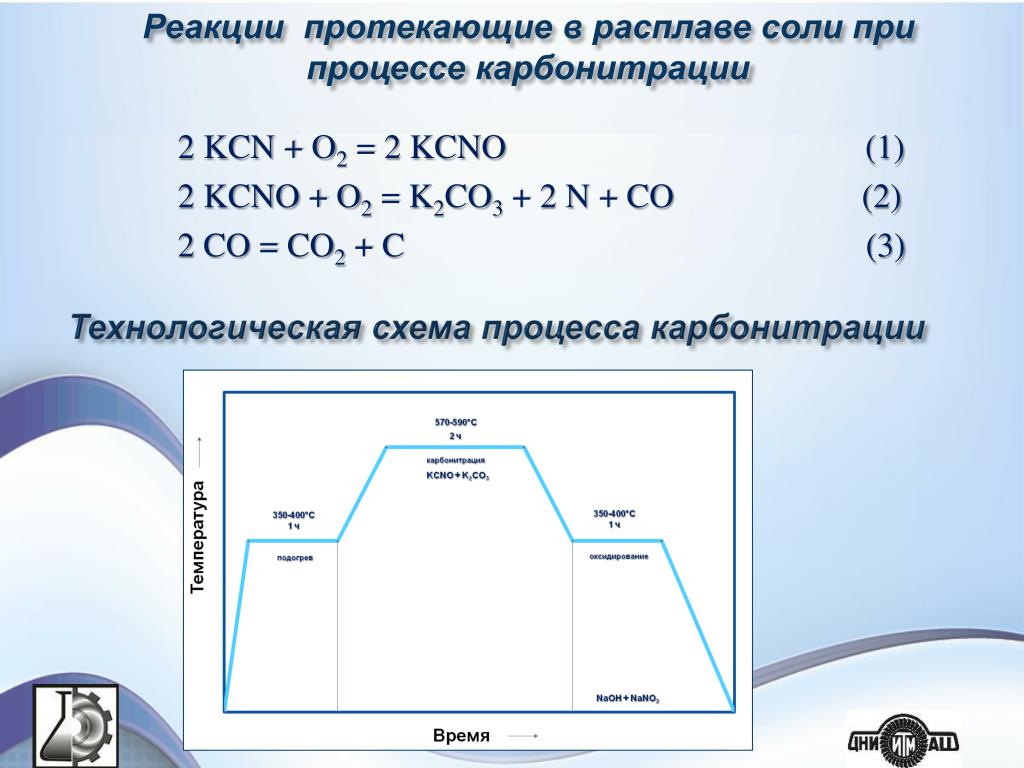
Сущность метода карбонитрации заключается в том, что детали машин и инструменты, изготовленные из любых марок стали и чугуна, подвергают нагреву в расплаве солей, синтезированных из аммоноуглеродных соединений (меламин, мелон, дициандиамид), при температуре 540-600 o С с выдержками 5-40 мин для режущего инструмента и 1-4 часа для деталей машин и штампового инструмента в зависимости от требуемой толщины упрочненного слоя. Технология используется для повышения износостойкости, усталостной прочности и – в сочетании с оксидированием – для увеличения коррозионной стойкости. Во многих случаях карбонитрация является альтернативой таких процессов, как поверхностная закалка, гальваническое хромирование, цементация и нитроцементация и др.
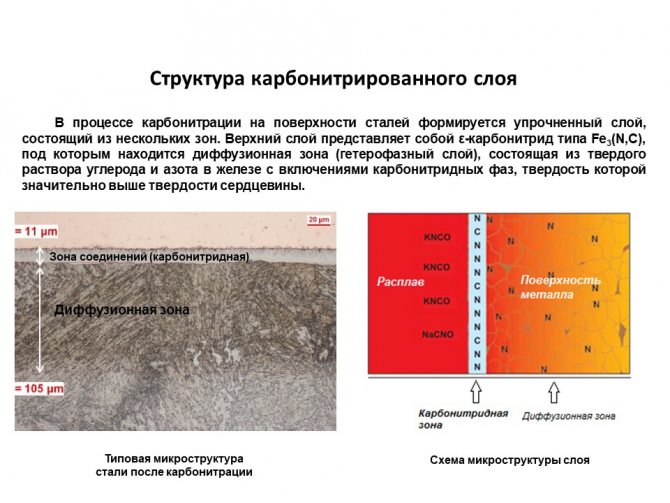
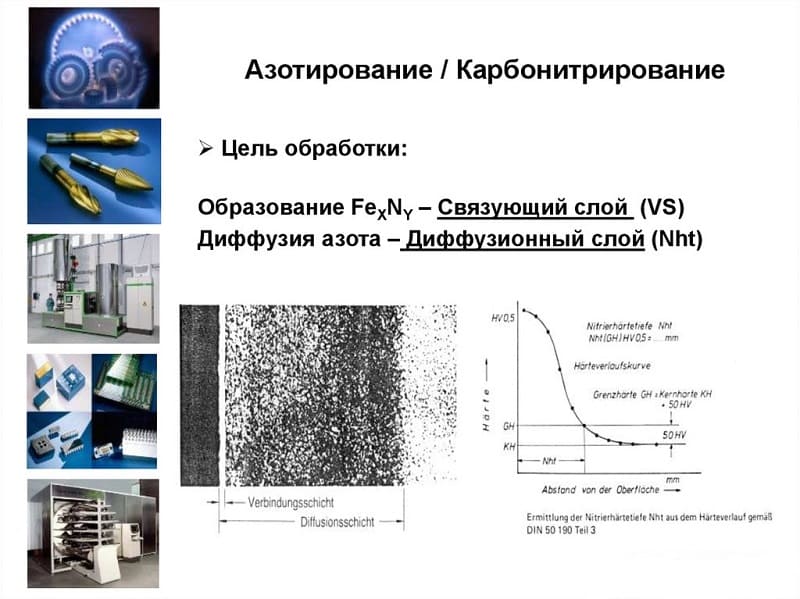
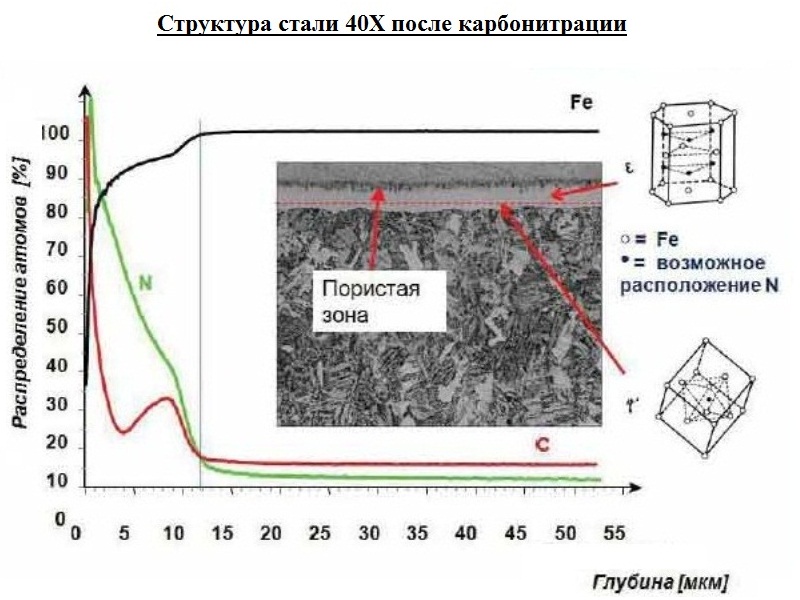
После карбонитрации на поверхности сталей формируется упрочненный слой, состоящий из нескольких зон. Верхний слой ε– карбонитрид типа Fe3(N,C). Под карбонитридным слоем располагается зона γ’ – фазы типа Fe4(N,C) , под которой находится диффузионная зона (гетерофазный слой). Она состоит из твердого раствора углерода и азота в железе с включениями карбонитридных фаз, твердость которой значительно выше твердости сердцевины. Концентрация азота и углерода при этом существенно снижается.

Технологическая схема процесса оксикарбонитрации
Структура стали 40Х после карбонитрации
Применение карбонитрации для обработки деталей повышает усталостную прочность на 50-80%, резко увеличивает износостойкость по сравнению с цементацией, нитроцементацией, газовым азотированием, обеспечивает минимальные величины деформаций в пределах допуска чертежа. Технология применима для упрочнения деталей из любых марок сталей и чугуна обеспечивает микронную точность (см. Таблицу характеристик упрочненного слоя и твердости сердцевины после карбонитрации). Среди технологий низкотемпературного упрочнения карбонитрация в расплавах солей является наиболее экономичным процессом, т.к. сокращает длительность насыщения до 0,5-6 ч, вместо 10-60 ч при газовом азотировании. При этом практически отсутствует хрупкость карбонитрированного слоя. Процесс карбонитрации, как правило, является окончательной операцией.
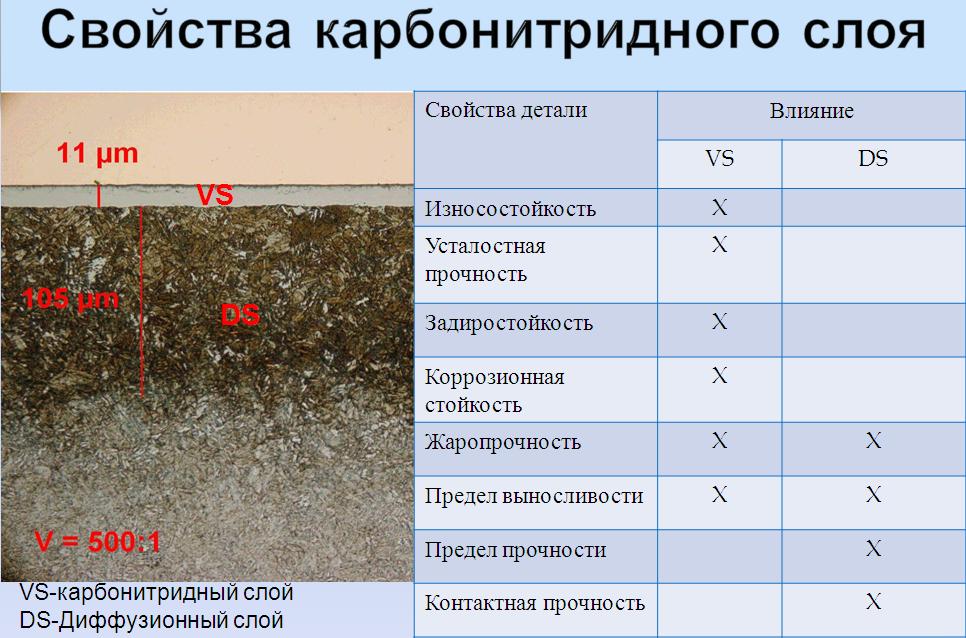
Свойства карбонитрированного слоя:
- толщина 0,01-0,6 мм;
- поверхностная твердость – 400-1200 HV;
- повышение износостойкости в 2-11 раз;
- снижение коэффициента трения в 1,5-5 раз;
- хрупкость слоя – отсутствует;
- повышение задиростойкости, включая нержавеющие стали;
- повышение усталостной прочности в 1,5-2 раза;
- повышение коррозионной стойкости перлитных сталей в 1,5-2 раза;
- коробление и поводки длинномерных деталей – практически отсутствуют.
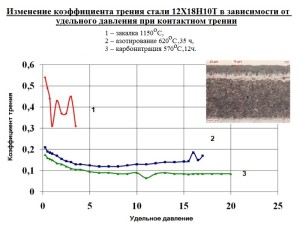
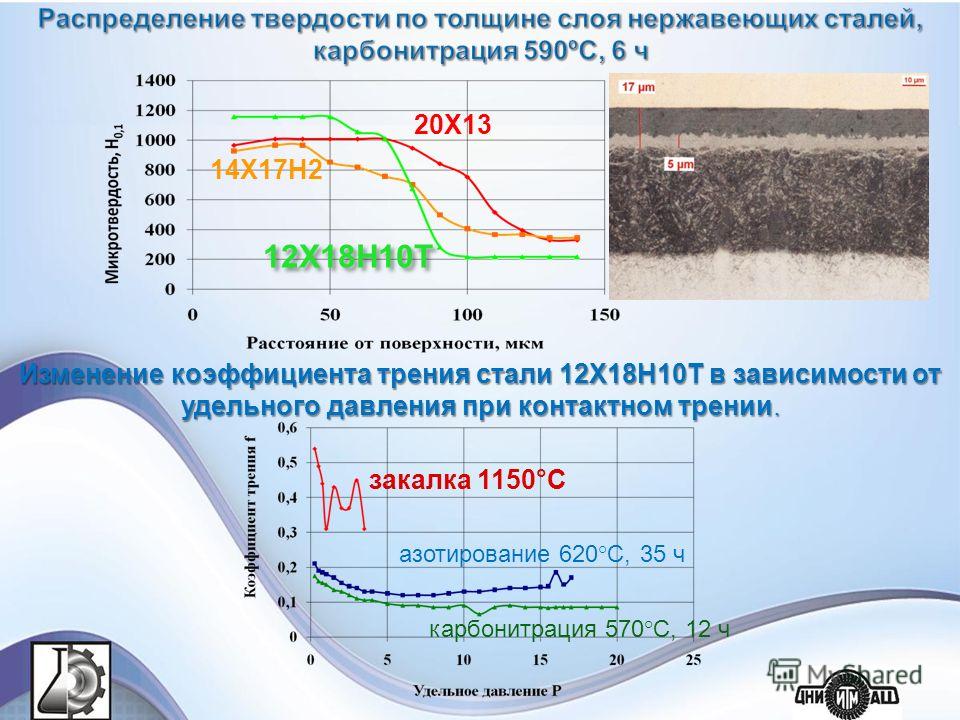
Изменение коэффициента трения стали 12Х18Н10Т в зависимости от удельного давления при контактном трении
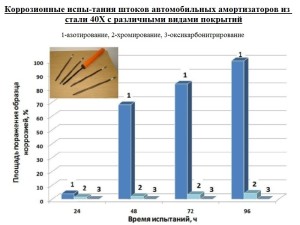
Коррозионные испытания штоков автомобильных амортизаторов из стали 40Х с различными видами покрытий
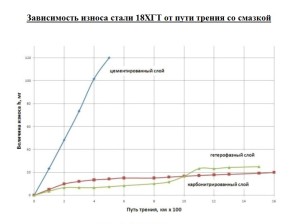
Зависимость износа стали 18ХГТ от пути трения со смазкой
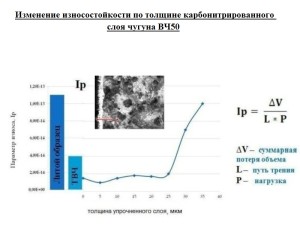
Изменение износостойкости по толщине карбонитрированного слоя чугуна ВЧ50

Распределении твердости по толщине карбонитрированного слоя сталей и чугуна (580oС 3 ч
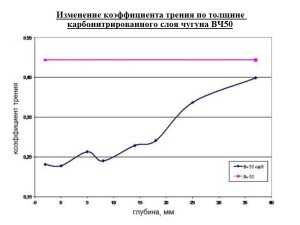
Изменение коэффициента трения по толщине карбонитрированного слоя чугуна ВЧ50
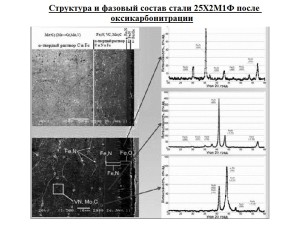
Структура и фазовый состав стали 25Х2М1Ф после оксикарбонитрации
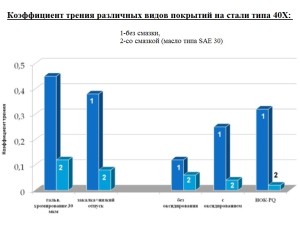
Коэффициент трения различных видов покрытий на стали типа 40Х
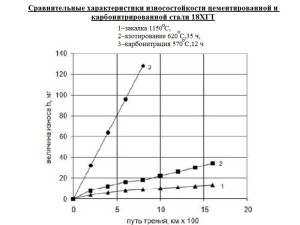
Сравнительные характеристики износостойкости цементированной и карбонитрированной стали 18ХГТ
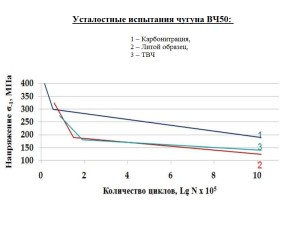
Усталостные испытания чугуна ВЧ5
Технология карбонитрации стали
Карбонитрация может проводиться деталями любых размеров, из любых сплавов стали и чугуна. Причем возможно подвергать обработке только отдельные участки детали, повышение твердости которых необходимо. Для этого процесса применяется состав солей, в основе которых лежат меламин и дицианидиамид. Соли расплавляются при температуре свыше 550 градусов. Длительность выдержки обрабатываемых деталей может значительно разниться. Для небольших предметов, в основном режущего инструмента, достаточно получаса вдержки. Большие предметы могут обрабатываться более 4 часов. Расчет времени проводится на основе размеров предмета, требуемых конечных характеристик и необходимый толщины карбонизированного слоя.



Технология не слишком сложная, главное соблюдать требуемый диапазон рабочих температур и учитывать марку стали обрабатываемых деталей.
Она помогает добиться повышенных характеристик прочности стали, устойчивости к коррозии и воздействию высоких нагрузок.
В конце обработки на поверхности стали образуется несколько слоев. Первый слой – карбонидный, защищающий сердцевину. С каждым новым слоем концентрация азота и углерода в составе стали уменьшается.
Традиционная технология выглядит следующим образом:
- предмету придается конечная форма и требуемые геометрические параметры, после чего он направляется на обработку (если требуется полировка, размеры детали можно немного увеличить);
- проводится первичная обработка, в которую входит очистка от загрязнений, окисления и обезжиривается поверхность;
- нагрев и опускание в соленую смесь;
- после карбонитрации сталь охлаждается (можно применять различные методы, используя воду, масло, или оставляя на воздухе);
- конечная очистка, промывка и просушка.
Эта технология становиться все более популярной из-за ряда преимуществ, выделяющих ее среди аналогов. К ним можно отнести:
Качество верхнего слоя. Карбонитридная структура значительно превышает характеристики нитридных, так как она более пластичная и не такая хрупкая. Экологичность. Данный процесс наиболее экологически чистый среди аналогов, так как в процессе производства практически не выделяются испарения. Равномерность. В расплавленных солях металл равномерно прогревается, из-за чего диффузные процессы более качественные. Отсутствие деформации. Температуры расплавленных солей недостаточно для того, чтобы на поверхности предмета образовалось напряжение и произошла деформация. Изначальные и конечные геометрические параметры детали не отличаются. Повышение стойкость. Обработанные предметы становятся более стойкими к нагрузкам, воздействию коррозии и становятся более долговечными. Каждый из этих параметров может превышать первоначальные более чем на 70%. Пластичность покрытия
Готовое покрытие становится менее хрупким, что особо важно в процессе эксплуатации готовых деталей, особенно режущих кромок. При этом снижается коэффициент трения, что также значительно увеличивает срок эксплуатации
С помощью карбонитрации сталь даже низких марок, пример, стали 20 марки, которые не отличаются прочностными характеристиками, можно улучшать, приближая их свойства к параметрам дорогих марок стали, которые сложнее обрабатывать. Это позволяет экономить не только на покупке сырья, но и на процессе обработки. Обработанные детали не требуют дополнительной обработки. После выполнения карбонитрации, деталь или предмет можно полноценно эксплуатировать. В некоторых случаях требуется поверхностная обработка, которая не влияет на физические свойства.
Из-за безопасности и простоты технологии, ее можно выполнять даже в домашних условиях, но проще воспользоваться услугами, которые предоставляют некоторые предприятия и небольшие мастерские. Особенно если требуется разовая обработка, так как нецелесообразно устанавливать специальную печь и искать подходящую солевую смесь.
Подобная обработка широко распространена для следующих предметов:
- режущий инструмент, в том числе ножи, сверла для электроинструмента, фрезы для станков;
- формы для прессов, предусматривающих воздействие высокого давления;
- элементы пары трения и зубчатых передач, в том числе шестерни, валы и колеса;
- детали и элементы насосных установок.

Номенклатура обрабатываемых предметов постоянно растет, очень часто производители для надежности обрабатывают весь спектр производимых деталей, независимо от того, требуется она или нет. Это обусловлено простотой и относительной дешевизной такой процедуры.
Свойства и преимущества укрепленных поверхностей
Стали, которые подвергаются азотированию, приобретают такие показатели твердости:
- 250-200 HV – углеродистые;
- 800-600 HV – легированные сплавы;
- 1200 HV – насыщенные алюминием, хромом, другими добавками нитраллоя.

Еще один важный практический плюс, получаемый в результате обработки, – коррозионная стойкость. Упрочненные таким образом детали перестают бояться ржавчины, от окисления они уже не разрушатся, а значит при использовании (как в кратко-, так и в долгосрочной перспективе) они начинают вести себя более стабильно и предсказуемо. Следующее ключевое достоинство метода – неизменность любых других показателей, включая геометрические. Глубина азотирования, необходимая для придания достаточной твердости, сравнительно небольшая. Укрепляющий слой получается всего 0,5-0,6 мм в толщину: если он и увеличивает линейные размеры заготовки, то несущественно, а на отпуск вообще никак не влияет.
И, наконец, отсутствие дефектов в процессе реализации метода. Любая разновидность операции упрочнения нитридами считается щадящей, так как проводится при такой температуре, при которой атомная решетка материала не меняется, а стабилизируется.
В качестве завершения предлагаем ознакомиться с полезными роликами по теме. Они помогут не только в общих чертах представлять себе цель азотирования металла вообще и сталей в частности, но и предметно понять, каким же образом осуществляется этот процесс. А в том, что он заслуживает реализации, уже не приходится сомневаться, ведь его конечный результат – упрочненная деталь, готовая к длительной эксплуатации.
Технология карбонитрации стали
Карбонитрация может проводиться деталями любых размеров, из любых сплавов стали и чугуна. Причем возможно подвергать обработке только отдельные участки детали, повышение твердости которых необходимо. Для этого процесса применяется состав солей, в основе которых лежат меламин и дицианидиамид. Соли расплавляются при температуре свыше 550 градусов. Длительность выдержки обрабатываемых деталей может значительно разниться. Для небольших предметов, в основном режущего инструмента, достаточно получаса вдержки. Большие предметы могут обрабатываться более 4 часов. Расчет времени проводится на основе размеров предмета, требуемых конечных характеристик и необходимый толщины карбонизированного слоя.
Технология не слишком сложная, главное соблюдать требуемый диапазон рабочих температур и учитывать марку стали обрабатываемых деталей.
Она помогает добиться повышенных характеристик прочности стали, устойчивости к коррозии и воздействию высоких нагрузок.
В конце обработки на поверхности стали образуется несколько слоев. Первый слой – карбонидный, защищающий сердцевину. С каждым новым слоем концентрация азота и углерода в составе стали уменьшается.
Традиционная технология выглядит следующим образом:
- предмету придается конечная форма и требуемые геометрические параметры, после чего он направляется на обработку (если требуется полировка, размеры детали можно немного увеличить);
- проводится первичная обработка, в которую входит очистка от загрязнений, окисления и обезжиривается поверхность;
- нагрев и опускание в соленую смесь;
- после карбонитрации сталь охлаждается (можно применять различные методы, используя воду, масло, или оставляя на воздухе);
- конечная очистка, промывка и просушка.
Эта технология становиться все более популярной из-за ряда преимуществ, выделяющих ее среди аналогов. К ним можно отнести:
Качество верхнего слоя. Карбонитридная структура значительно превышает характеристики нитридных, так как она более пластичная и не такая хрупкая. Экологичность. Данный процесс наиболее экологически чистый среди аналогов, так как в процессе производства практически не выделяются испарения. Равномерность. В расплавленных солях металл равномерно прогревается, из-за чего диффузные процессы более качественные. Отсутствие деформации. Температуры расплавленных солей недостаточно для того, чтобы на поверхности предмета образовалось напряжение и произошла деформация. Изначальные и конечные геометрические параметры детали не отличаются. Повышение стойкость. Обработанные предметы становятся более стойкими к нагрузкам, воздействию коррозии и становятся более долговечными. Каждый из этих параметров может превышать первоначальные более чем на 70%. Пластичность покрытия
Готовое покрытие становится менее хрупким, что особо важно в процессе эксплуатации готовых деталей, особенно режущих кромок. При этом снижается коэффициент трения, что также значительно увеличивает срок эксплуатации
С помощью карбонитрации сталь даже низких марок, пример, стали 20 марки, которые не отличаются прочностными характеристиками, можно улучшать, приближая их свойства к параметрам дорогих марок стали, которые сложнее обрабатывать. Это позволяет экономить не только на покупке сырья, но и на процессе обработки. Обработанные детали не требуют дополнительной обработки. После выполнения карбонитрации, деталь или предмет можно полноценно эксплуатировать. В некоторых случаях требуется поверхностная обработка, которая не влияет на физические свойства.
Из-за безопасности и простоты технологии, ее можно выполнять даже в домашних условиях, но проще воспользоваться услугами, которые предоставляют некоторые предприятия и небольшие мастерские. Особенно если требуется разовая обработка, так как нецелесообразно устанавливать специальную печь и искать подходящую солевую смесь.
Подобная обработка широко распространена для следующих предметов:
- режущий инструмент, в том числе ножи, сверла для электроинструмента, фрезы для станков;
- формы для прессов, предусматривающих воздействие высокого давления;
- элементы пары трения и зубчатых передач, в том числе шестерни, валы и колеса;
- детали и элементы насосных установок.
Номенклатура обрабатываемых предметов постоянно растет, очень часто производители для надежности обрабатывают весь спектр производимых деталей, независимо от того, требуется она или нет. Это обусловлено простотой и относительной дешевизной такой процедуры.