

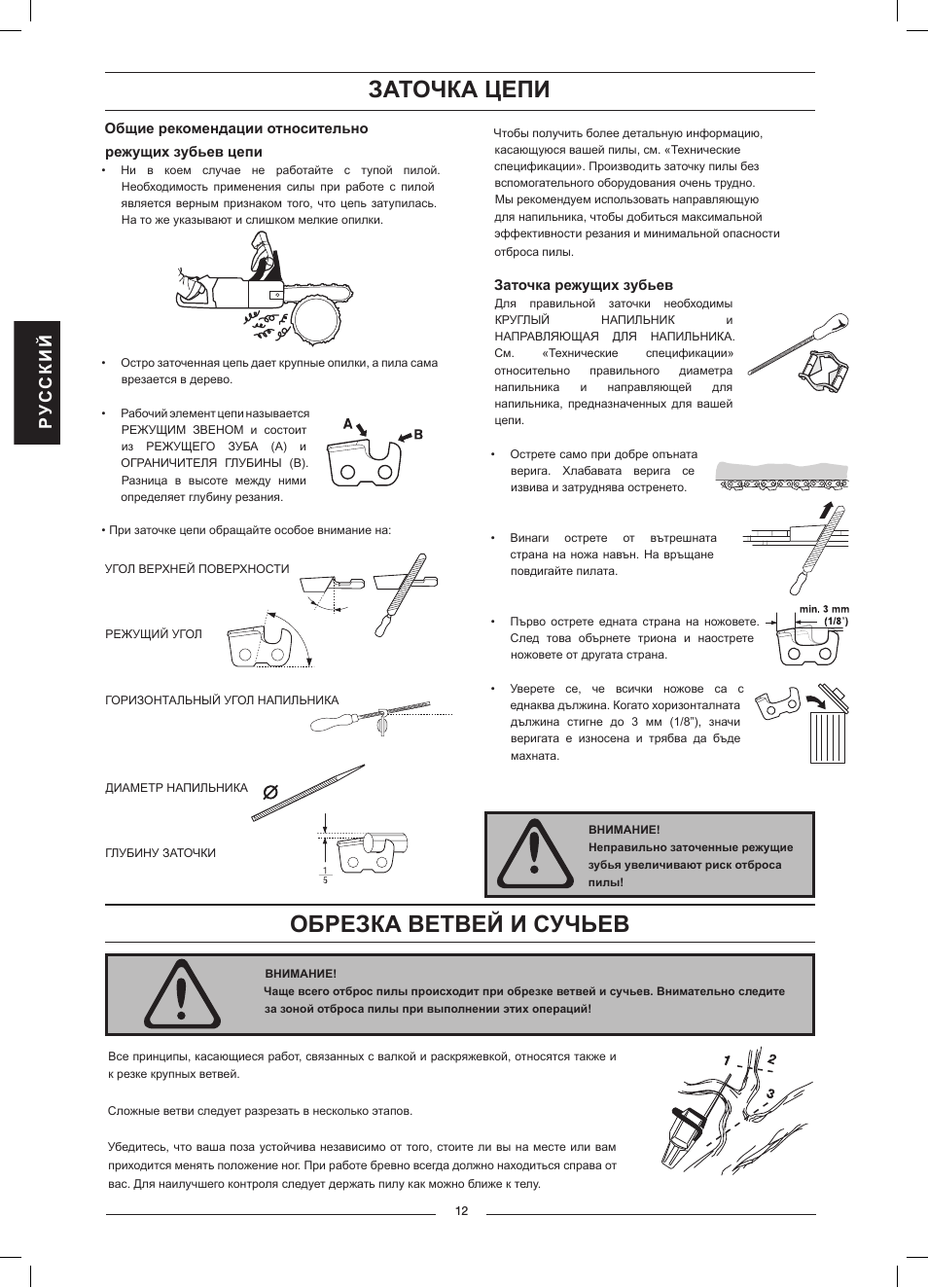
Точим напильником
Первое что нужно для того, что бы наточить цепь, либо немного её подправить, это специальные напильники.
Напильник
Для заточки и правки цепей для пил, используются два вида напильников. Первый, это напильник круглого сечения с диаметром соответствующим диаметру закругления рабочей кромки пильного зуба.
Для заточки пильных цепей бытового инструмента, применяются круглые напильники диаметром 4, 4.8 мм, обусловлено это тем, что они имеют маленький зуб. Для профессиональных моделей используют более мощные цепи с большим зубом, и соответственно нужны напильники диаметром 5.2, 5.5 мм.
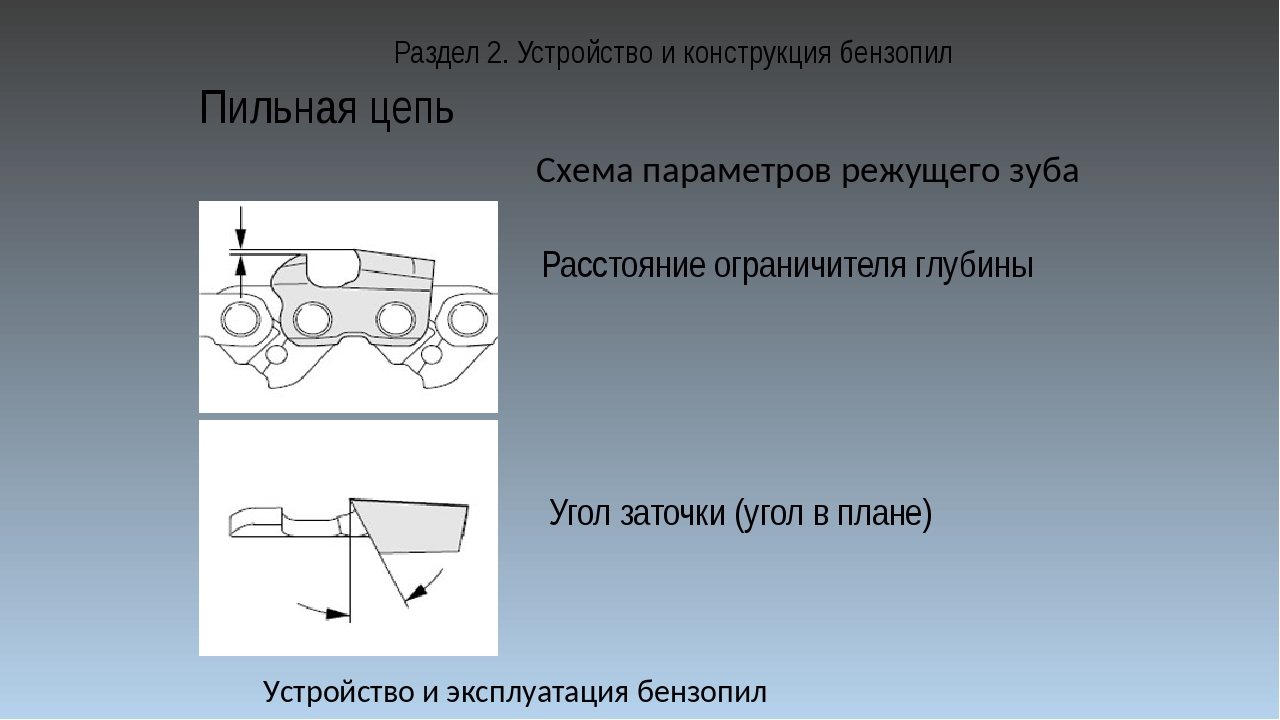
Для того чтобы правильно произвести заточку, не достаточно наточить только режущие кромки зуба, нужно еще произвести корректировку ограничителя глубины реза. Если этого не сделать, цепь не будет врезаться в распиливаемый материал на требуемую глубину, что заметно снизит скорость проведения работ и точно так же, как и в ситуации с тупой цепью может привести к перегреву двигателя пилы из-за не достаточной нагрузки на двигатель. Эта работа выполняется с помощью плоского напильника.
Описание процесса заточки с помощью напильников
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.
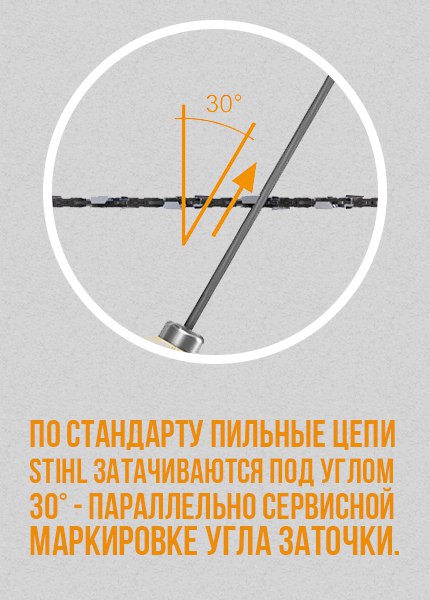
Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.
Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.
Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.
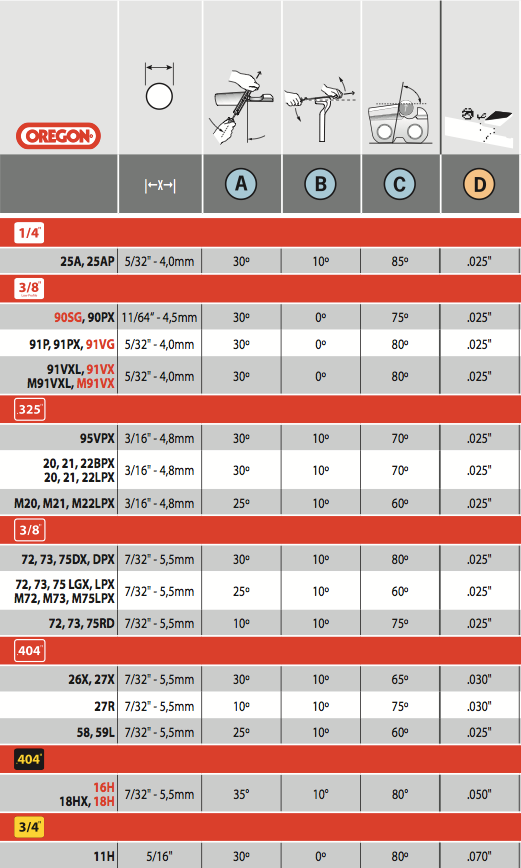
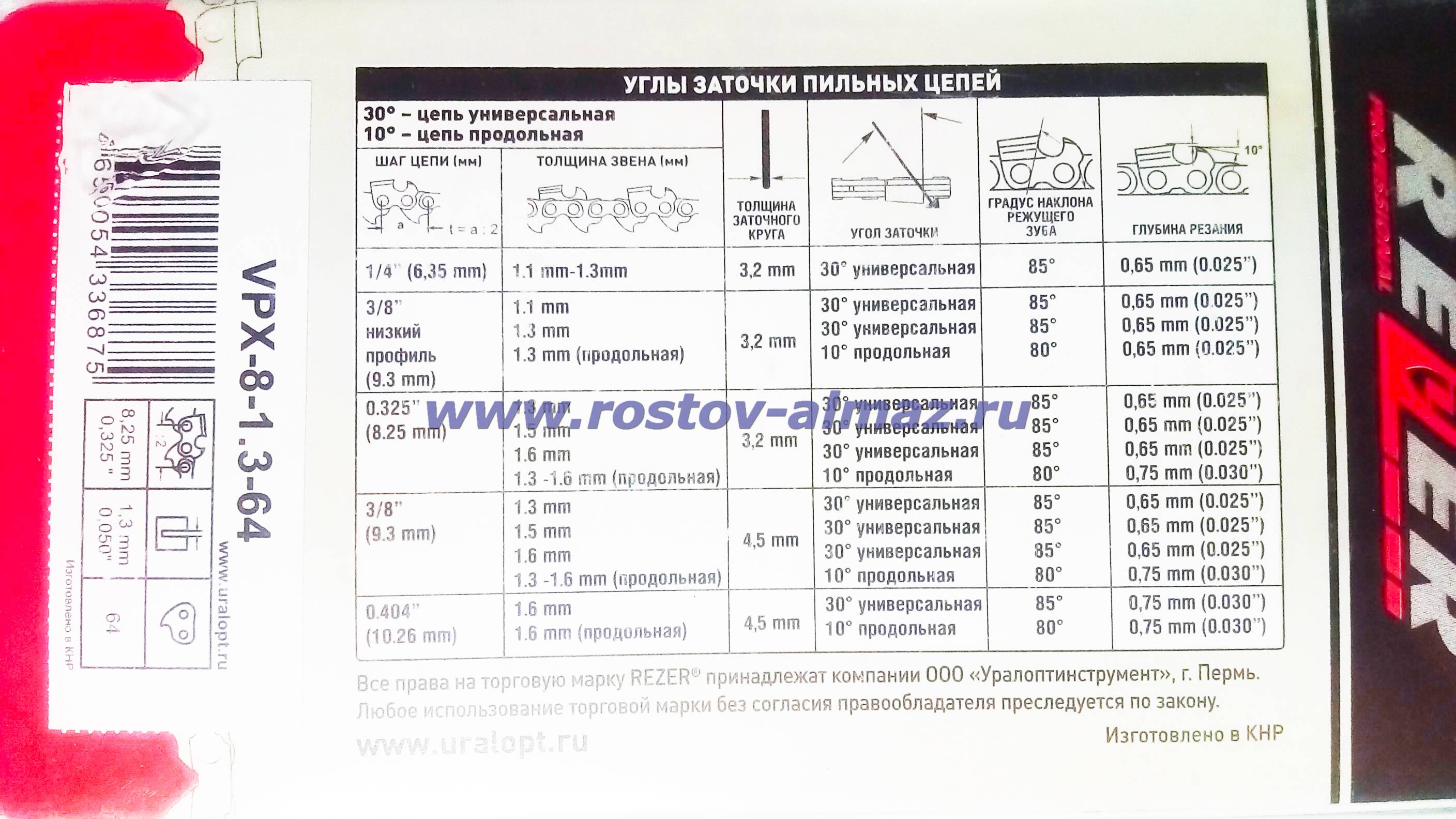
Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
Современный способ
Если зубья очень сточились, и режущее лезвие потеряло свою форму, то сглаживать их вручную займёт много времени. штиль 180, заточка цепи бензопилы видео, набор для заточки цепи stihl 5605 007 1027 заточка пильной цепи, заточка пильных цепей, заточка цепи бензопилы. В данном случае обычно употребляют ручной станок либо электронный с кругом для заточки. 1-ый тип устройства имеет вид лучковой пилы с круглым ратфилем. Станки бывают стационарными и мобильными, которые можно установить прямо на шину.
Сейчас читают: Система зажигания бензопилы — ее конструкция и регулировка
Настраивать нужные характеристики начинают с самого малеханького зубца. После того, как все зубья заточены и выровнены, круглый ратфиль подменяют на тонкий, чтоб провести заточку ограничителей.
Преимущество электронных станков в том, что диск подводится прямо под затачиваемое лезвие. К тому же качество заточки в данном случае гарантированно и все зубцы будут схожего размера.
В видео ниже показан пример заточки бензопилы своими руками при помощи электронного станка.
Угол заточки можно поменять – это находится в зависимости от цели предназначения. Для распила твёрдой древесной породы употребляют наименьший угол, а для мягенькой больший. Заточка цепи бензопилы после чего переверните бензопилу на 180 по окончании заточки. как правильно заводить штиль 180 заточка-правка цепи бензопилы заточка цепи. В любом случае он должен быть от 25° до 35°. 10° угол используют для цепей, созданных для продольного разреза.
Это самая обычная и копотливая методика по заточке зубьев цепи. Все же метод неплох, когда заточка делается в районе в лесу. Не возить же непрерывно лично целый станок?! Однако здесь стоит быть поточнее – предполагается ни какой инструмент, а целый набор, куда включены:
- тонкий ратфиль;
- круглый ратфиль;
- шаблон.
Них делает свои обязанности. Основное назначение плоского инструмента заключается в заточке ограничителя глубины.
Круглый ратфиль уже делает главную операцию, делает режущие кромки острее. Одновременно для каждой цепи требуется определенный поперечник инструмента:
- шаг ¼ дюйма – 4 мм;
- шаг 0,325 – 4,8 мм;
- шаг 3/8 дюйма – 5,2.4 мм;
- шаг 0,404 – 5,5 мм.
Для цепей Picco, которыми оснащаются бензопилы Штиль 180 с шагом 3/8 и четверть дюйма, также подойдет ратфиль поперечником 4 мм. Принципиально верно его держать. Относительно вертикальной плоскости ратфиль необходимо располагать строго перпендикулярно цепи, в отношении горизонтальной – под маленьким углом (около 30°). Определенный угол заточки выбирается зависимо от потребностей, однако во время 25-35°.
Только следует учесть, что данный способ не предназначен для неизменного внедрения, а служит только как правки лезвий. Очень нередкое внедрение ратфиля через некоторое время приводит к изнашиванию цепи, а сами зубья будут затачиваться неравномерно.
Фактически каждого непрофессионала тревожит вопрос, какой угол заточки цепи бензопилы на станке? Повсевременно воспользоваться ратфилем нельзя, болгарку использовать трудно, для новичков эта процедура и совсем небезопасна. Здесь уж ничего не поделаешь, приходится использовать станки, которые будут как механическими, так и электронными.
С ручным станком придется трудиться целую «вечность», а от использования электронного аналога получаешь наслаждение. Сейчас на выбор есть самые различные модели, которые обеспечивают
- верный угол заточки;
- уровень свойства работы;
- высшую скорость заточки.
Также необходимо отметить, что заточка делается умеренно относительно всех звеньев. Что остается сделать нашему клиенту, что необходимо – это включить оборудование в сеть, установить требуемый угол, услаждаться зрелищем либо заняться принципами делами. Цена таких станков варьируется от 4.5 до 4 тыщ рублей. Однако самое основное – найти угол заточки цепи бензопилы Штиль на станке будет не сложно.
Хоть с ручным оборудованием возиться длительно – процесс очень долгий, однако стоит оно в несколько раз дешевле. По внешнему облику станок припоминает лучковую пилу, только заместо полотна – ратфиль круглой формы. В базу также берется меньший зуб. Одновременно для заточки хватает 2-ух как еще его называют 3-х движений, далее конечно перебегать к последующему звену. Если необходимо обработать ограничитель – изменяется ратфиль (круглый сменяется плоским).





Сейчас читают: Устройство сцепления бензопилы
Виды заточки пильных цепей
Перед началом работы следует определить с основными характеристиками цепной гарнитуры. От этого зависит выбор метода заточки, инструмент и необходимость процедуры
На что обращать внимание:
- Особенности звена. Оно состоит из основания, лопатки зубца, ограничителя глубины, двух лезвий. Следует внимательно осмотреть каждый элемент, выявить явные дефекты и механические повреждения – с ними нужно работать в первую очередь;
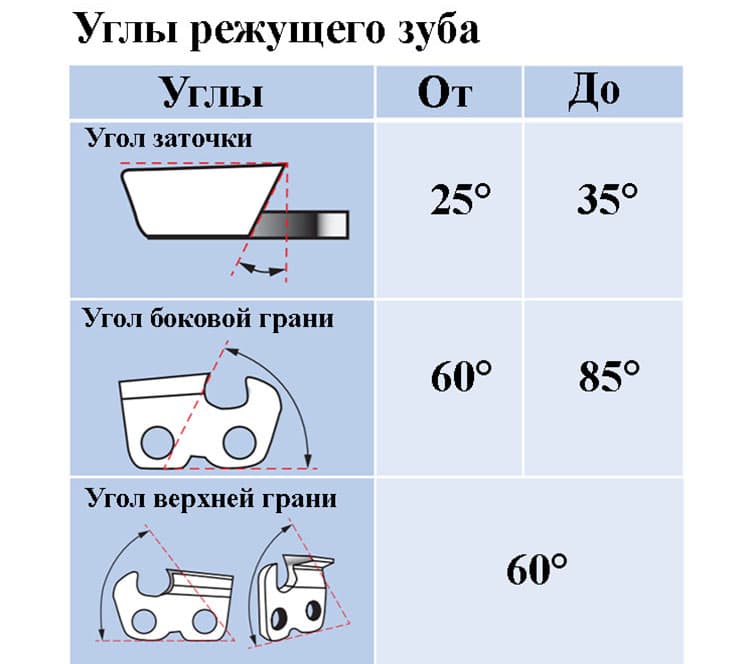
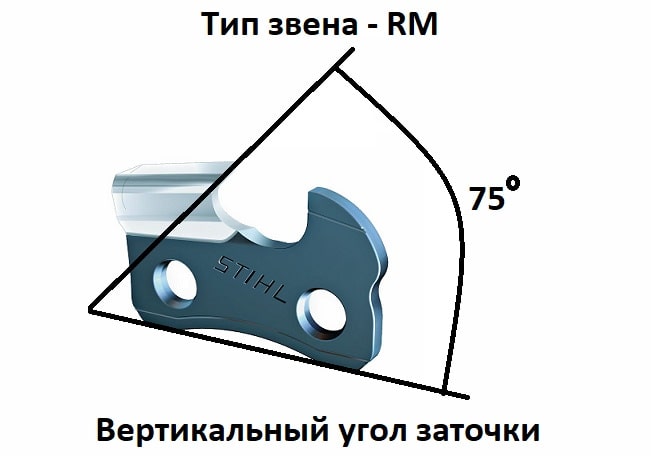
- Угол лезвия. Именно он позволяет цепи распиливать древесину, определяет объем и форму древесной стружки. На нем не должно быть дефектов. Параметр верхнего лезвия варьируется от 50 до 60о, торцевого – от 60 до 85о;
- Высота профиля шины может быть 0,625 мм или 0,762 мм. При обработке ограничителей следует попасть в данный диапазон, чтобы снизить вибрацию инструмента во время пиления.
Рисунок 1 – Разновидности пильных цепей Вторые по значимости характеристики – тип металла и шаг цепи. Для мягкого и среднего по плотности материала подойдет обычный напильник, он отлично справится с заточкой. Для цепей из твердого металла с частым шагом звеньев (от 0,36 дюймов) рекомендуется использовать только станочный метод правки.
Есть ряд технологий заточки шины. В полевых условиях или в дома можно использовать болгарку или напильник. Такой способ подойдет для бюджетных моделей бензопил, когда не требуется высокая точность наладки зубьев. Главный недостаток этого метода – необходимость контролировать механическое нажатие на ручной инструмент, при повышении давления можно привести снять лишний слой металла, деформировать зубья.
Профессионалы рекомендуют использовать специальные станки для первичной заточки, а затем тиски с направляющими для шлифовки, корректировки каждого звена. Данный способ помогает сэкономить время, а при применении державок, адаптированных по конкретный шаг цепи, вероятность ошибки минимальна.
На ручном станке
Рисунок 2 – Заточка на ручном станке На практике этот метод обычно применяется для подравнивания зубьев после каждой продолжительной эксплуатации бензопилы, работы с твердыми породами древесины. «Ручной станок» внешне напоминает обычную лучевую пилу с небольшими тисками для крепления на гарнитуре. Вместо полотна на нем находится круглый напильник.
Предлагаем ознакомиться: Читай по снегам – сколько будет воды в колодце
Перед началом работы следует закрепить инструмент на гарнитуре, выставить параметры в соответствии с особенностями пилы. Это делается только вручную по определенным меткам на станке. Останавливаясь у каждого лезвия, делать 3-4 движения на себя для заточки. Данный способ не подходит для восстановления сильно затупленных пил.
Рисунок 3 -Электростанок для заточки пильной гарнитуры
Это самый удобный способ заточки шины бензопилы любой марки. Не требуется наличие специальных навыков и умений, сам процесс работы занимает не более 10 минут. Станок оснащен электроприводом, работает от источника постоянного тока напряжением 220-240 В
При выборе устройства обращать внимание на следующие особенности:
- наличие функции заточки зубьев с разным интервалом звеньев, объемом верхней кромки;
- возможность коррекции угла заточки;
- сменные шлифовальные круги в комплектации;
- стабильное значение ширины реза.
Пильная цепь фиксируется в направляющую в составе базовой платформы, на ней имеется и специальный механизм для удержания зубьев. Он может двигаться в горизонтальном направлении. Под настраиваемым углом к режущей кромке опускается шлифовальный круг, степень нажатия можно контролировать регулятором. Непосредственно погружение заточного элемента осуществляет оператор.
Болгаркой
Данный метод применяется только при отсутствии других необходимых приспособлений для коррекции цепи. Оптимален для грубой правки зубьев, но имеет серьезный недостаток – сложно контролировать угол, а также есть риск повреждения связующих заклепок.
Чтобы подточить цепь, УШМ нужно надежно зафиксировать в тисках. Включить инструмент, а затем поочерёдно подносить каждую режущую кромку и держать до появления блеска. Сверяться с необходимым углом можно с помощью штангенциркуля.
Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ЗАТОЧКЕ ЦЕПИ БЕНЗОПИЛЫ ШТИЛЬ
Заточка пильной цепи при наличии соответствующих знаний и навыков не является сложной, однако требует соблюдения определенных правил. Рассмотрим наиболее полезные и необходимые.
При продолжительной работе пилой приходится в течение дня периодически подтачивать ее режущую часть, поскольку все режущие зубья должны в первую очередь иметь одинаковые значения длины, угла заточки и положения ограничителя глубины.
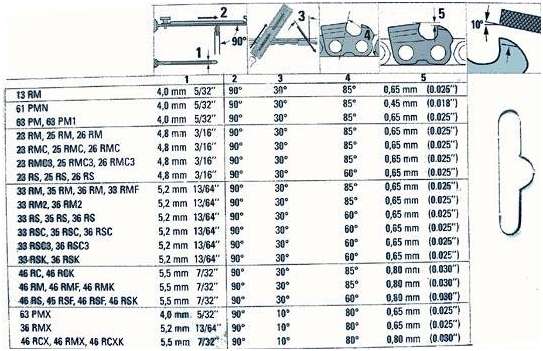
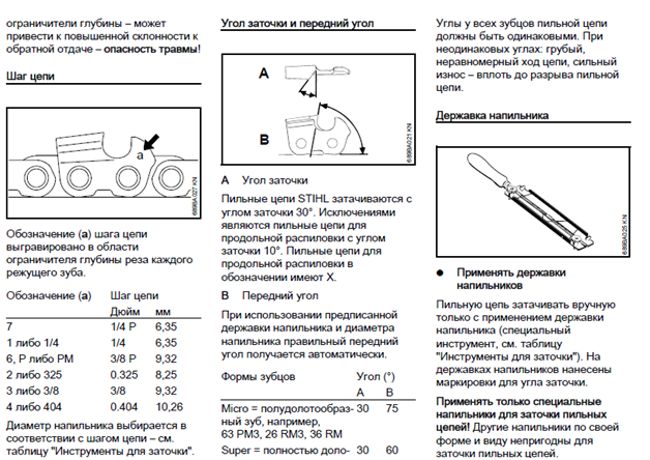
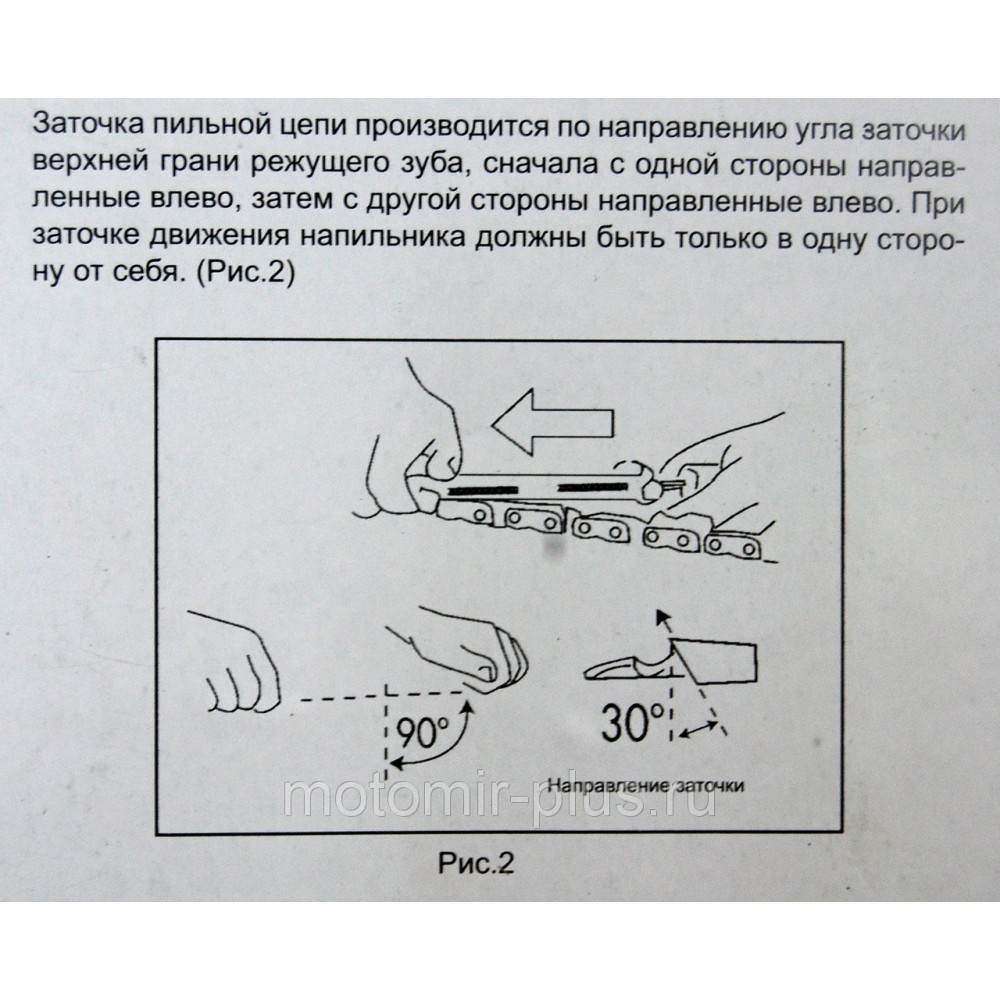
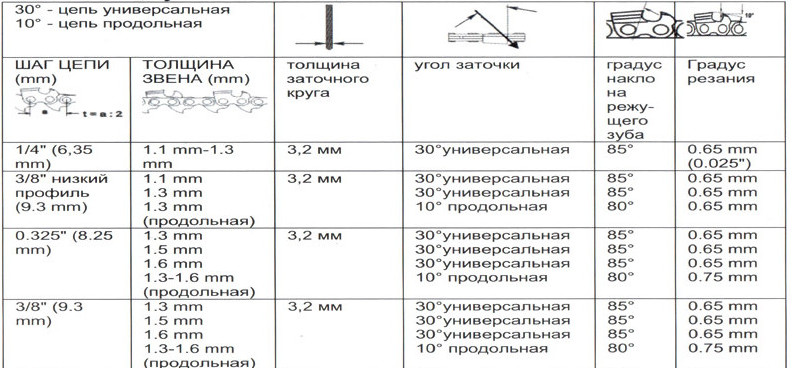
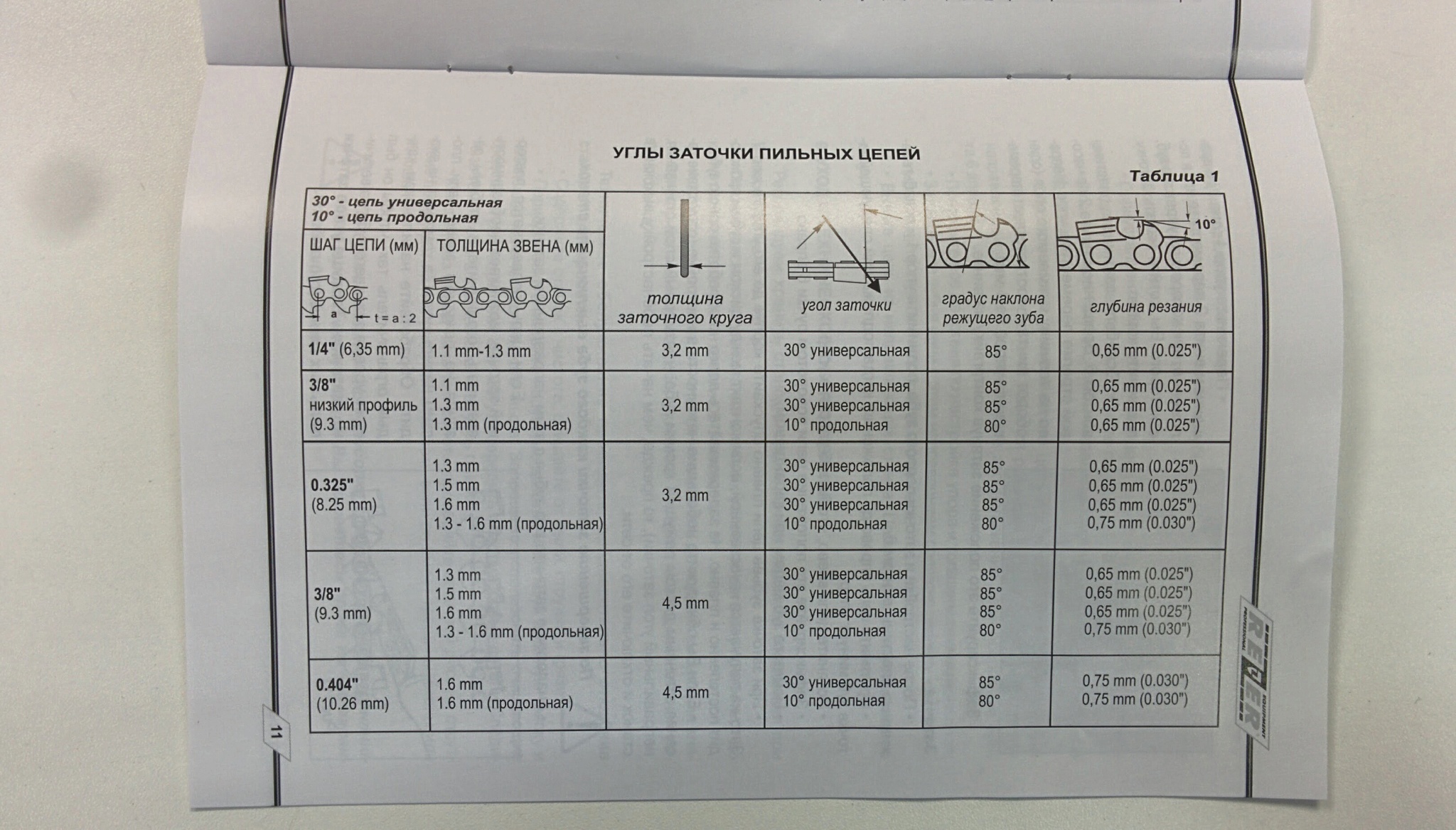
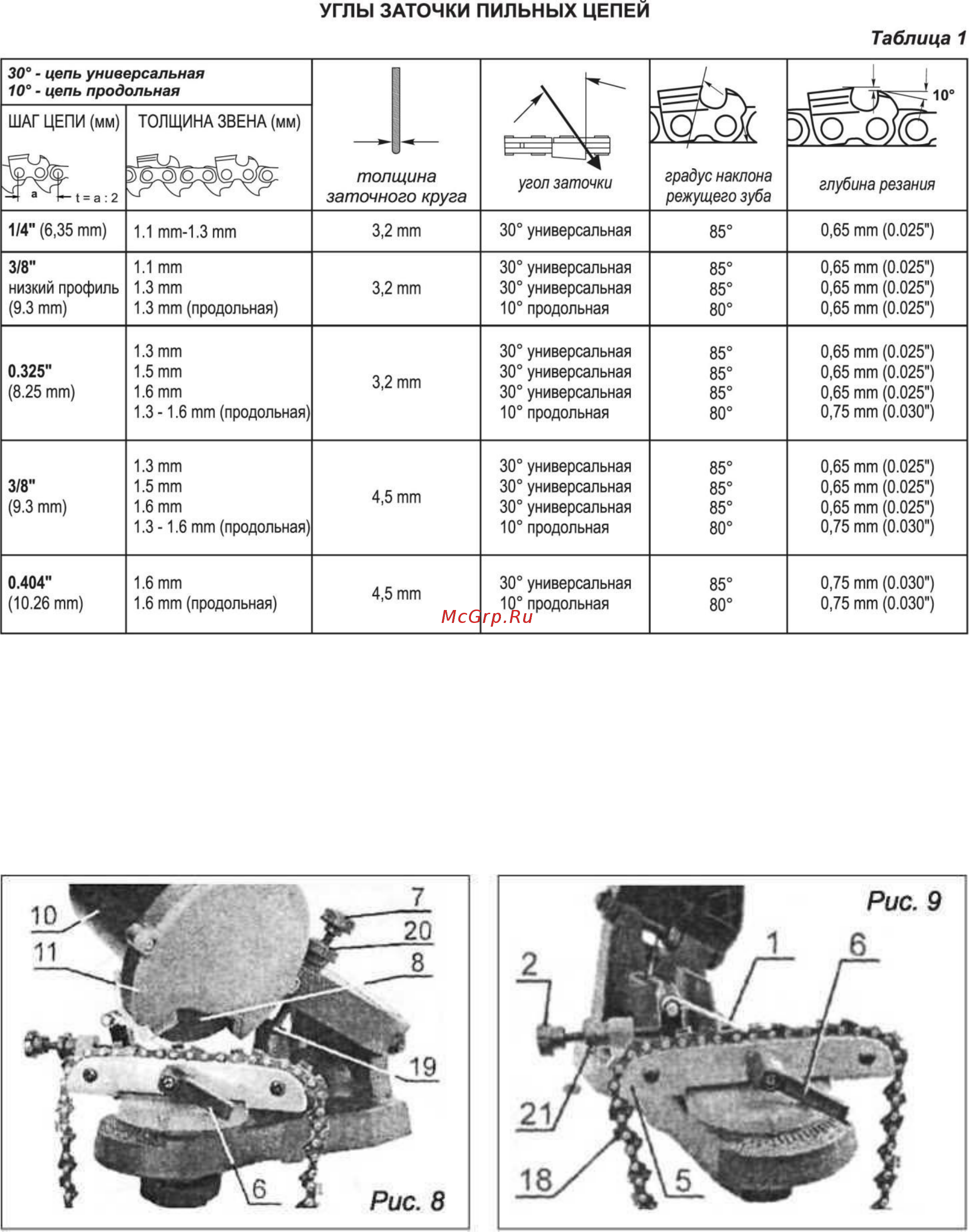
Для этого сначала находим самый короткий зуб, принимаем его за начало отсчета и в процессе заточки подгоняем под его длину все остальные режущие зубья цепи. Если он находится в правом ряду зубьев, то направляющую шину фиксируем в тисках концевой звездочкой влево, если же в левом ряду, то разворачиваем шину концевой звездочкой вправо. Затем размещаем этот зуб в зоне заточки и включаем тормоз цепи. Заточку осуществляем круглым напильником определенного диаметра в зависимости от шага цепи {см. таблицу 1), держа его под прямым углом к плоскости шины в вертикальном направлении и под углом заточки – в горизонтальном. Для поперечного распила древесины угол заточки обычно равен 30°, а для продольного – 10°.
По этой причине производят два вида пильных цепей – поперечные и продольные, различающиеся углом заточки.
При работе напильником 20-25% его диаметра должно выступать над верхней гранью режущего зуба. Помните, что напильник стачивает металл только при движении от себя, а при обратном движении его следует приподнимать. Кроме того, напильник нужно периодически немного поворачивать вокруг его оси для предотвращения неравномерного износа. После двух-трех подач вперед проверьте равномерность съёма стали с обтачиваемого зуба. Если съем происходит местами, то либо вы используете неправильный напильник, либо ведете напильником слишком высоко или слишком глубоко. Стачивать режущую кромку нужно до исчезновения на ней световой полосы.
После получения качественной режущей кромки затачиваемого зуба сначала отключите тормоз, передвиньте цепь до следующего зуба с этой же стороны шины и установите тормоз заново перед заточкой. Сточите остальные режущие зубья с этой стороны до той же длины, затем поверните инструмент на 180° и заточите все зубья с другой стороны аналогичным образом. Напомним, что все их нужно стачивать до длины начального зуба. Если же режущие зубья одного ряда получились длиннее, чем другого, то выровняйте их, выполнив одно-два дополнительных заточных движения.
Соблюдение приведенных выше рекомендаций способствует получению правильных и одинаковых значений переднего угла резания и угла заточки при одинаковой высоте всех режущих звеньев цепи.
Теперь нужно настроить ограничители глубины, поскольку разности высот верхних точек режущей кромки и ограничителя врезания по мере стачивания зубьев уменьшились, причем неодинаково, ведь зубья пришлось выравнивать.
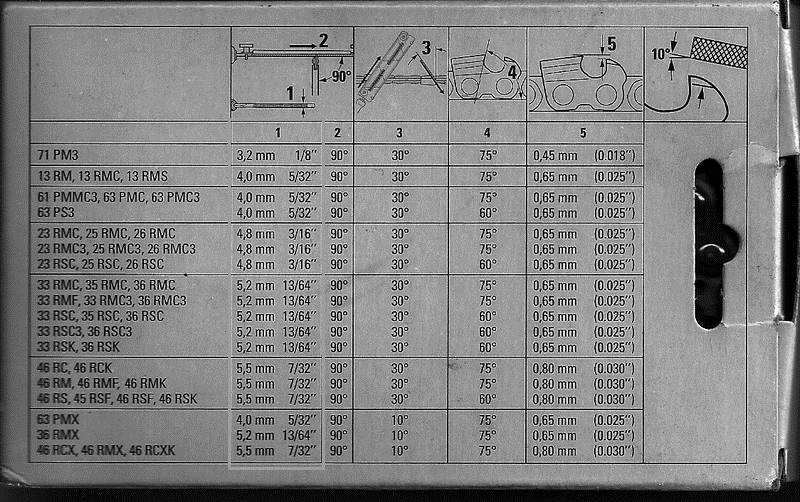
Для проверки этой величины удобно использовать опиловочный калибр, соответствующий шагу цепи и определяющий глубину резки (см. таблицу 1). Он представляет собой шаблон для контроля положения ограничителя глубины резки, его накладывают на режущий зуб, и если ограничитель глубины реза выступает над верхней плоскостью калибра, то этот излишек нужно убрать плоским напильником. Касаться напильником заточенного режущего зуба нельзя. Подсчитайте количество подач напильником при обработке первого ограничителя глубины и приблизительно столько же раз обточите ограничители глубины остальных режущих зубьев, не забыв скруглить передний край ограничителя для уменьшения вибраций и снижения риска отдачи.
В заключение отметим, что ручная заточка цепной пилы оправдывает себя для поддержания производительности инструмента при его интенсивном использовании в течение рабочего дня. Более того, компания STIHL предлагает большой выбор вспомогательных устройств, облегчающих и повышающих эффективность такой заточки. Это специальные направляющие, различные заточные устройства, контрольные калибры и т.д. Через 3-4 заточки вручную рекомендуем проводить профессиональную механизированную заточку пильной цепи в специализированном сервисном центре для гарантии высокой производительности и отличного качество распила.
Приложение
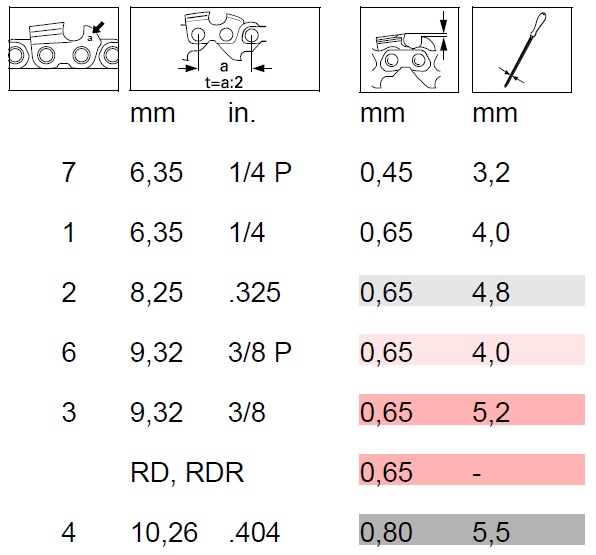
| Таблица 1. Размерный ряд пильных цепей | ||||||
| Условное обозначение | 1 | 2 | 3 | 4 | 6 | 7 |
| Величина шага, дюйм | j | 325* | 3/8* | 404* | 3/8? | jР |
| Глубина резки, мм | 0,65 | 0,65 | 0,65 | 0,80 | 0,65 | 0,45 |
| Диаметр напильника, мм | 4.0 | 4,8 | 5,2 | 5,5 | 4,0 | 3,2 |
| Таблица 2. Размерный ряд толщины ведущего звена | |||||
| Условное обозначение | 1 | 3 | 5 | 6 | |
| Ширина паза шины, м | 1.1 | 1.3 | 1.5 | 1.6 | 2,0 |
Н апильники для заточки цепей бензопилы Штиль 180
Сначала в ажно купить подходящий напильник для работы , если вы используете модель Stihl 180, круглый напильник придется выбирать исходя из шага цепи (0,325 дюйма), наличия насечек и длины самого напильника. Если исходить из стандарта ГОСТ 1465, круглые напильники классифицируют длину по номерам. Для марки Штиль 180 идеально подойдут следующие напильники:

№ 4 — рабочая длина 200 мм;
№ 5 — рабочая длина 250 и 300 мм.
Второй вариант более подходящий, ведь большая длина сделает процедуру заточки удобной и эффективной.
Насечки на круглых напильниках могут быть двух видов — насеченными и нарезанными. Рекомендуем выбирать насеченные ввиду меньшего диапазона угла нарезки. Наиболее подходящими напильниками можно считать те, которые изготавливаются из инструментальной стали, рекомендуем продукцию бренда «Зубр». Производитель создает их специально для ручной работы и предлагает много различных размеров.
Процедура заточки цепи
Первым делом установите бензопилу на ровную поверхность, дома это может быть стол, при работе в лесу отлично подойдет большая чурка
Важно чтобы цепь при заточке была натянута, иначе процедура будет провальной. Заточка проходит следующими этапами:. Круглый напильник устанавливается в перпендикулярном направлении при перемещении зубцов на цепи в вертикальном положении, если зубцы в горизонтальном положении — напильник устанавливается под углом от 15 до 200 градусов
Для горизонтальных зубцов можно использовать державку
Круглый напильник устанавливается в перпендикулярном направлении при перемещении зубцов на цепи в вертикальном положении, если зубцы в горизонтальном положении — напильник устанавливается под углом от 15 до 200 градусов. Для горизонтальных зубцов можно использовать державку.
Ч тобы процедура прошла удачно, при установке напильника в зев зуба проследите, чтобы он устанавливался чуть выше кромки, достаточно показателя 1 мм;
Третий этап — установка державки на зуб. Имеющиеся на подобном инструменте л инии покажут правильное направление движения напильника в горизонтальном расположении.
После правильного расположения можно сделать пару движений напильником до образования металлической стружки. Стружка удаляется ранее подготовленным крючком;
Затачивать цепь нужно в положении от себя, при правильном выборе диаметра напильника насечки должны плавно помещаться в зуб.
Для лучшей эффективности заточка проводиться через 1 зуб, в обратном направлении процесс проводиться по пропущенным зубьям.
Важно всегда немного надавливать на напильник во время процедуры , это повыс и т количество удаляемой стружки и ускорит процесс
Ручной станок
Для тех, кто не любит вдаваться в подробности и проводить вышеуказанную заточку цепи своими руками напильником, можно отдать предпочтение ручному станку. Такой станок имеет в основе тот же напильник, заменяется на подходящий диаметр за несколько секунд. Крепиться такой станок прямо к шине, при необходимости имеется функция регулировки угла заточки. Станок способен создать упор, который будет удерживать зуб при заточке. Неплохое приспособление, которое имеет небольшую стоимость и простое использование.
Станок применяется как начинающими мастерами, так и опытными рабочими с бензопилами. По стоимости станок существенно превосходит электрические дорогие модели. Рекомендуется покупать стандартный ручной станок « Stihl ».
Сборка станка для заточки цепей бензопил своими руками — инструкция и чертежи
Можно ли заточить цепь бензопилы самостоятельно? Несмотря на сложную конфигурацию режущей части, этот процесс осуществим в домашних условиях. Заточку можно выполнить с помощью набора надфилей, что будет долго и не всегда приведет к желаемому результату. При постоянной эксплуатации бензопилы лучше всего сделать станок, обеспечивающий лучшее качество и требуемую скорость выполнения этой процедуры.
Технология заточки
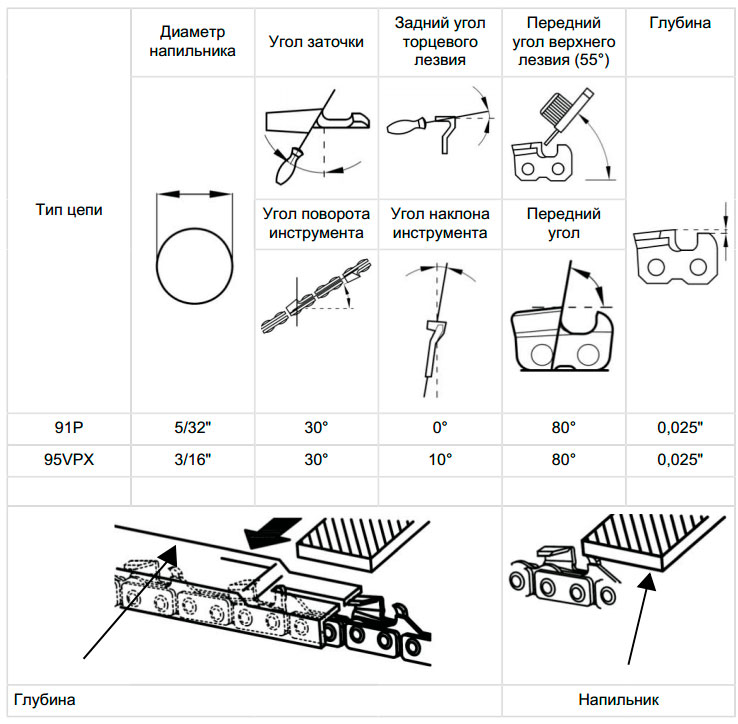
Конфигурация звена
Главным режущим элементом цепи является зуб специальной формы. Он снимает древесную стружку аналогично рубанку. Но в отличие от него зуб имеет две заточенные кромки, находящиеся под углом относительно друг друга. Одна из них режет в горизонтальной плоскости, а вторая в вертикальной. При этом зубья крепятся поочередно к правой и левой сторонам цепи.
Перед тем как приступить к выбору оптимальной схемы станка для заточки цепей бензопил, необходимо ознакомиться с рекомендациями и правилами. Главным из них является соблюдение углов соприкосновения заточного инструмента и режущей части звена.
- Передний угол, сформированный торцевым лезвием и поверхностью скольжения звена, должен составлять от 60 до 85°.
- Задний угол верхнего лезвия — от 50 до 60°.
- Угол заточки верхней режущей части – от 25 до 35°.
Последний параметр является определяющим при выборе схемы изготовления станка. Обязательное соблюдение этих размеров предъявляет жесткие требования к конструкции
Также следует обращать внимание на интенсивность воздействия заточного инструмента на режущую кромку. Недопустимо изменение конфигурации лезвий – увеличение угла среза, уменьшение его плоскости
Исключение составляет снижение высоты ограничителя пропила. Это делается только при работе с «чистой» древесиной, в которой отсутствует металлический мусор.
Ручной способ
Набор для ручной заточки
При небольшой нагрузке бензопилы заточку ее цепи можно делать вручную. Для этого понадобятся наборы надфилей и специальный шаблон. Лучше всего приобрести комплект, включающий в себя эти элементы.
Для формирования качественной режущей кромки потребуется зафиксировать цепь. Поэтому рекомендуется закрепить шину бензопилы в тисках. Таким способом можно обеспечить четкое положение каждого звена. Установив шаблон, с помощью надфилей выполняется заточка лопатки зуба и торцевого лезвия.
Однако эта технология имеет ряд особенностей, который следует учитывать.
- Наборы рассчитаны на цепи с определенной конфигурацией – шаг 3/8” и толщиной звена 1,3 мм.
- Низкая скорость заточки.
- При значительных повреждениях режущей части вручную исправить ее конфигурацию практически невозможно.
- Небольшая стоимость набора – от 600 руб.
Именно поэтому при интенсивной работе предпочитают использовать полуавтоматические станки. Они имеют большую производительность, а при соблюдении технологии заточки результат по качеству всегда будет превосходить ручной способ.
Электрический станок
Целесообразно ли делать станок по заточке цепей самостоятельно? Уже на этапе проектирования и подбора комплектующих можно столкнуться с проблемой – изготовление рабочего стола. Он предназначен для фиксации цепи и регулирования звена относительно режущей кромки точильного диска.
Конструкция станка
Конструктивно он состоит из площадки, на которой расположен рабочий стол и электродвигатель с креплением абразивного элемента. С помощью системы винтов выполняется регулировка положения звена. Для большей точности на верхней части стола установлена градуированная шкала.
Т.е. для изготовления подобного устройства своими руками понадобится сделать станину, что является трудоемким и сложным процессом. Для этого потребуется с помощью токарного станка изготовить все комплектующие, предварительно рассчитав их точные размеры. Альтернатива – приобрести уже готовое основание. Однако его стоимость незначительно отличается от цены заводского станка по заточке цепей бензопил.



| Наименование модели станка | Стоимость, руб. |
| Авангард МЗЦ-100/450 | 1700 |
| Einhell BG-CS 85 E | 1990 |
| Бригадир Professional GM4P | 2270 |
| Тайга МЗ-600 | 4320 |
Если же станина есть в наличии – потребуется правильно подобрать комплектующие для нее:
- Электродвигатель должен быть рассчитан для работы от сети 220 В (50 Гц).
- Оптимальная мощность — от 250 до 600 Вт.
- Скорость вращения – 3000—6000 об/мин.
- Толщина абразивного круга – до 3,2 мм.
Установив электродвигатель, соответствующий этим параметрам, можно приступать непосредственно к заточке. Лучше всего регулировать положение абразива для каждого звена, так как зачастую степень деформации режущей части различна. Помимо этого точная настройка будет способствовать увеличению срока службы цепи.
Какой напильник нужен для заточки цепи
Необходимость выпрямления краев режущих звеньев проявляется заметным снижением производительности распыления, повышенной вибрацией, высвобождением мелких стружек, необходимостью дополнительных усилий для ввода гарнитуры в разрез.
Файлы и направляющие согласуются с шагом цепи. Насадочного крепления обеспечивает оптимальный угол заточки. В фирменном ассортименте многих производителей есть простые держатели и более усовершенствованные заточки роликового типа.
Качество конечного результата во многом зависит от правильного диаметра файла. При эксплуатации бензопилы в комплекте с неправильно заточенной цепью, в лучшем случае, производительность пиления снизится, в худшем случае цепь будет безнадежно сломан. Также высока вероятность повреждения инструмента в целом.
Многие не знают, как затачивать зубы на цепи бензопилы, но это достаточно просто. Круглый напильник 4,8 мм и все в
Основная сложность определите размер круглого файла, ведь работа, выполненная плоским инструментом, гораздо проще. Для зубцов пилы Stihl верхний край напильника должен выступать на 20% его высоты на рабочую угловую поверхность. Однако следует помнить и о шаге пылевого цепи, обычно принимают размером 0,325 дюйма.
Как выбрать файл для заточки цепи для бензопилы JOIN VSP GROUP PARTNER PROGRAM:.
Для достижения хороших параметров резки зубным лопастям предоставляются определенные углы. Задняя часть зуба, которая падает под углом, образует задний угол верхней лопатки. Это инструмент для заточки края режущего зуба цепи. В зависимости от параметров цепи, для бензопилы применяется напильник диаметром от 4,0 до 5,5 мм. Этот угол необходим для вырезания верхней лезвия в древесных пород.
Заднее суживающейся зубное лезвие образует задний угол торцевой лезвия. Этот угол необходим для бокового резания стружки.
Задний угол верхнего лезвия характеризует разворот верхнего лезвия.
Нужно понимать, что затачивать цепь НЕ БУДЕТ обычным круглым, а тем более плоским или треугольным напильником, поскольку файл для цепи должен иметь свои параметры. Хотя здесь стоит сделать замечание. Вы можете измельчить измеритель глубины простым плоским напильником.
Важнейший параметр файла цепи. Его диаметр
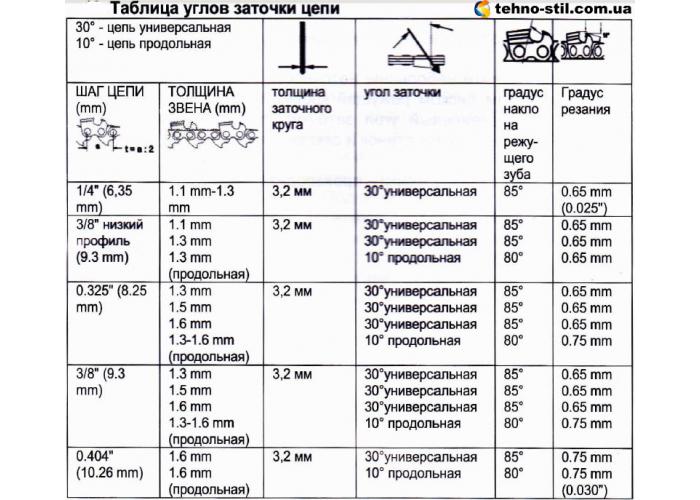
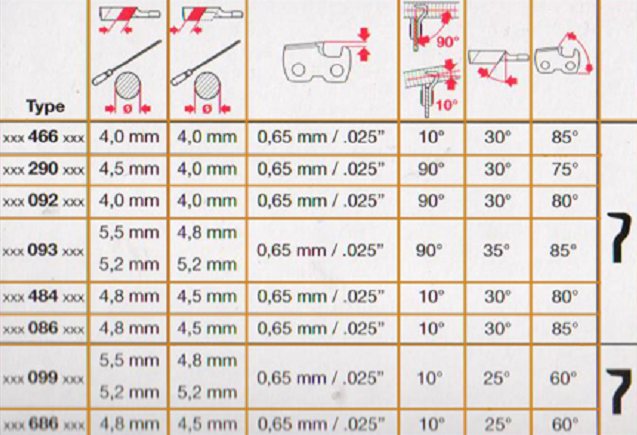
Это важно, поскольку в зависимости от шага цепи используется файл определенного диаметра. Ниже приведена таблица, которая показывает, какой файл подходит для цепи с определенным шагом
Шаг цепи (мм) Толщина звена (мм) Диаметр шпильки (мм) Угол шлифовки (градусы) Степень наклона режущего зуба
| 1/4″(6,35 мм) | 1.1-1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.1 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 (для распиловки) | 4 | десять | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.5 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.6 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3-1.6 (для распиловки) | 4.8 | десять | 0,75 мм |
| 3/8″ (9,3 мм) | 1.3 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.5 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.6 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 | 5.5 | тридцать | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
Кроме того, следует учитывать, что большинство файлов продаются без ручки. Его следует покупать отдельно. Это, конечно, не касается наборов файлов, в которых большинство файлов оснащены ручками.
Без сомнения, опытный пользователь бензопил сможет затачивать цепь без различных аксессуаров и устройств, называется на глаз. Но для этого нужно иметь опыт, который нужно получить первым. И это гораздо удобнее делать с помощью различных устройств, которые позволят правильно затачивать цепь. Давайте рассмотрим самые популярные из них.
- Первый шаг это подбор необходимого диаметра круглой напильники. Приведенная выше таблица показывает диаметры в зависимости от шага цепи.
- Прежде чем заточить, обязательно тщательно очистите цепь от опилок, смолы и прочего ненужные предметов. Это можно сделать с помощью специального инструмента, мягкой металлической щетки или подручных средств.
- Заточки зубцов цепи. Если вы используете круглый файл без аксессуаров, тогда следует крепко зафиксировать файл и поддерживать правильный угол (для сквозных цепочек это 30 градусов, а для продольных-10), направляйте файл вперед и назад. В этом случае целесообразно нажимать на файл только во время движения вперед. Стоит начать с короткого зуба.
- Если у вас есть контрольное устройство, то после того, как вы уверены, что зуб заостренный, вам нужно проверить его.
- Если нечего проверить правильность заточки, тогда поможет совет от Stihl: ни свет не должен отражаться от режущей кромки.
Свет не отражается
Обзор набора для заточки цепи Stihl.





