

Как выбрать держатель для электродов
Качество сварочных работ во многом зависит от держателя или держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.

Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется путем закручивания и последующего раскручивания рукоятки.
- Держак с клавишей куркового типа. Электрод зажимается и освобождается автоматически, когда подпружиненная клавиша отпускается или нажимается.
По своим характеристикам эти приспособления примерно одинаковы, поэтому как выбрать любое из них, нужно решать самому
Следует обращать внимание на расчетную силу тока держателя и останавливаться на максимальном значении, наиболее подходящем для сварочной аппаратуры. В качестве недостатка клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта
Этот узел приходится периодически менять.
Основные виды электродов
Данное сварочное оборудование подразделяется на основные классы, относительно используемого типа металла:
- Для сварки теплоустойчивой легированной стали;
- Для высоколегированной стали;
- Для конструкционной стали (при дуговой сварке);
- Для наплавки металла;
- Для цветных металлов;
- Для чугуна;
- Для тонкого металла (самые тонкие – менее 2 мм в диаметре).
Типы электродов по виду их покрытия
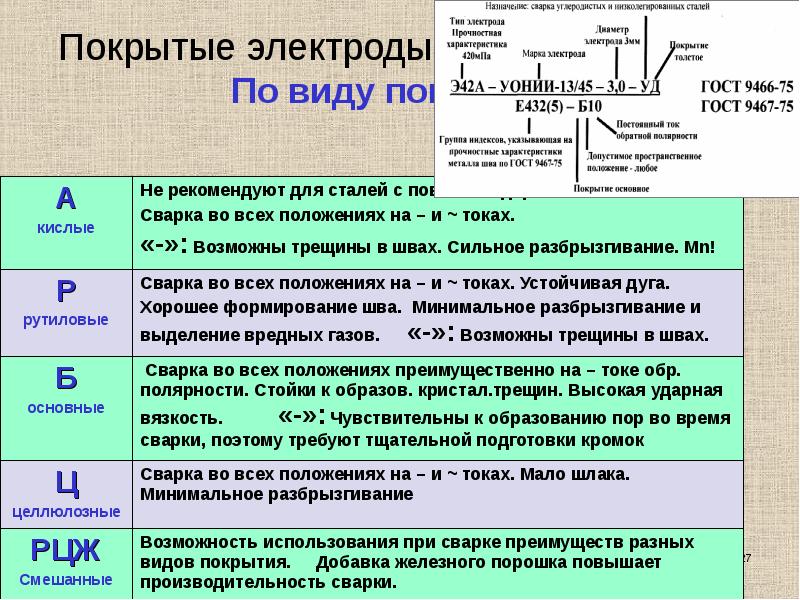
Буквенные обозначения говорят о типе покрытия электродов:
- А – кислотное покрытие, с содержанием кремния, марганца, железа;
- Б – основное покрытие, в состав которого входит фтористый кальций и карбонад кальция. Подходят для сварки при постоянном токе переменной полярности;
- Ц – целлюлозное покрытие с органической основой;
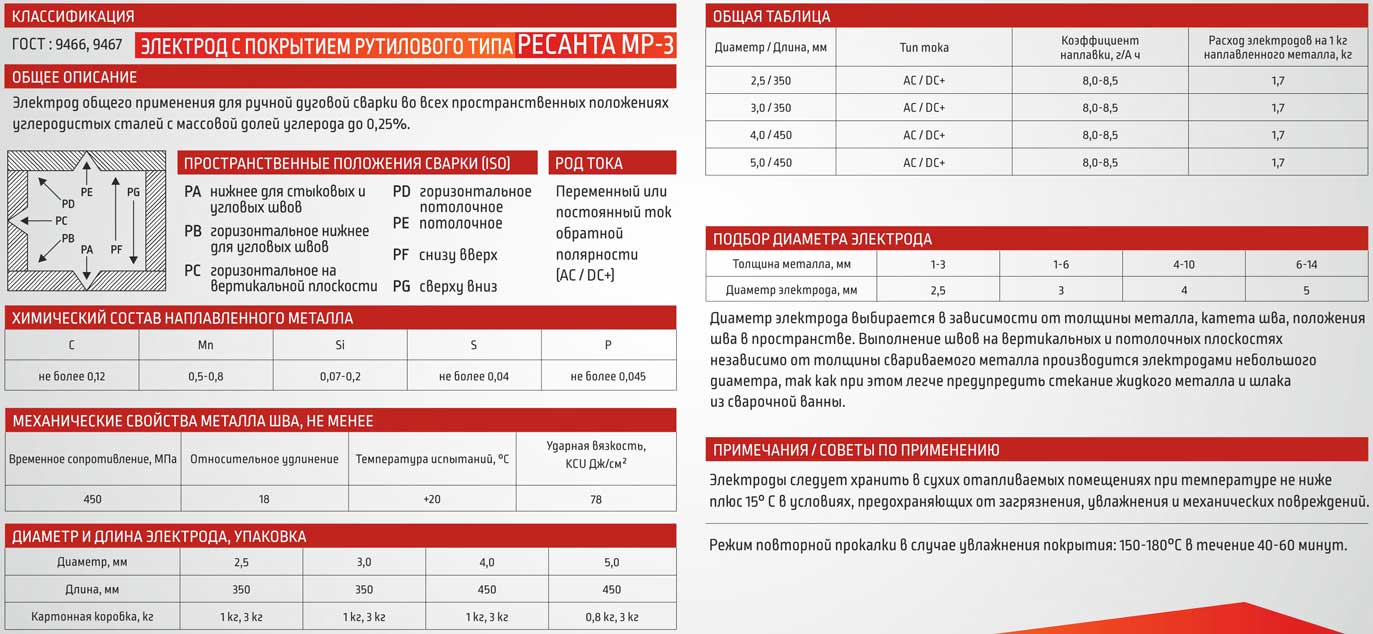
- Р – рутиловое покрытие. Дополнительно содержит органические вещества и минералы.
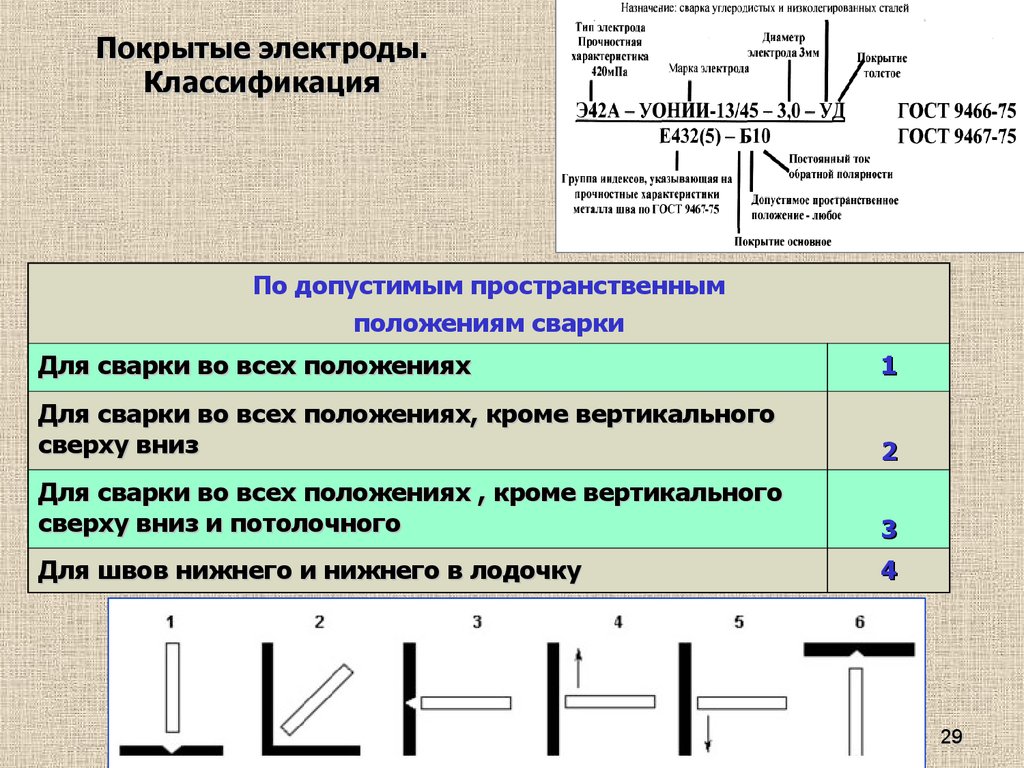
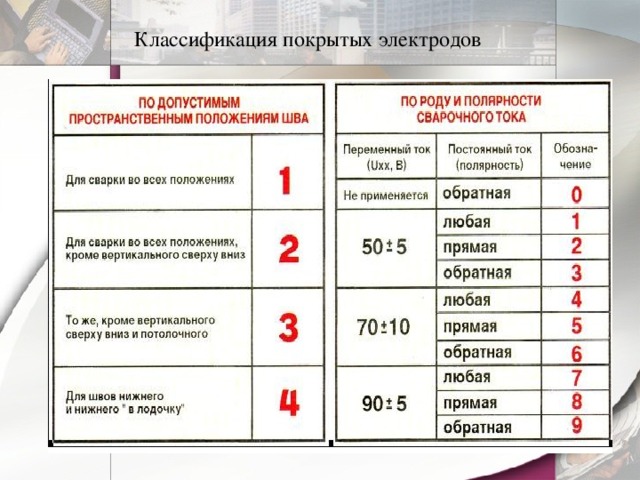
Типы электродов по положению сваривания
Выбор положения проводника тока — это серьезный аспект процесса сваривания. Существует несколько допустимых вариантов положения:
- Любые положения;
- Любые положения, кроме вертикального сверху вниз;
- Нижнее (вертикальное сверху вниз и горизонтальное);
- Нижнее положение.
Виды электродов для работы при постоянном токе
Такой тип сварки является самым легким, безопасным и надежным, обеспечивающим ровный шов. При этом используются специальные электроды, подходящие именно для проведения постоянного тока:
- МР-3С. Имеет синюю маркировку. Используется для сваривания углеродистой и низколегированной стали, обеспечивает качественный и ровный шов, облегчает процесс.
- ОЗС-4. Электроды с красной маркировкой. Подходят для сварки сталей углеродистых и низколегированных видов, а также для окисленных поверхностей.
- ОЗС-12. Это красные электроды, предназначенные для ответственных конструкций (из стали низкоуглеродистых видов). Допустима сварка во всех положениях, кроме вертикального.
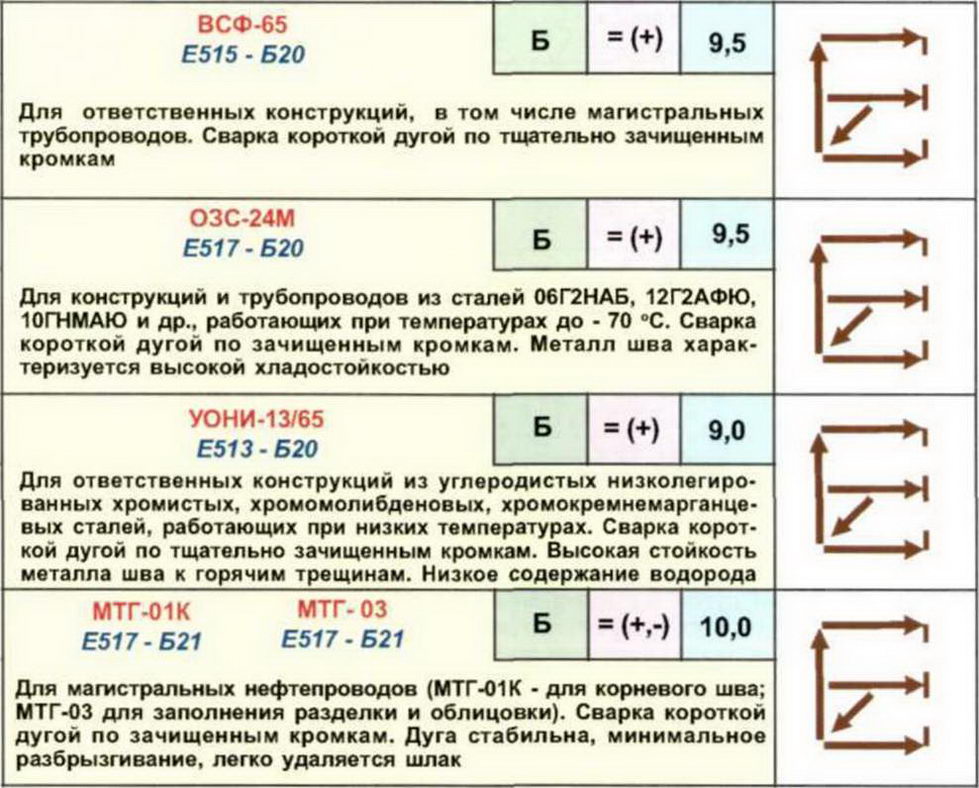
- УОНИ 13/45. Изделия с основным покрытием для сваривания сосудов, находящихся под давлением, металлов, имеющих большую толщину, а также для процесса заварки возможных дефектов. Подходят для низколегированной и углеродистой стали.
- УОНИ 13/55. Для работы с сосудами под давлением, строительными металлоконструкциями (из низколегированных и углеродистых видов стали).
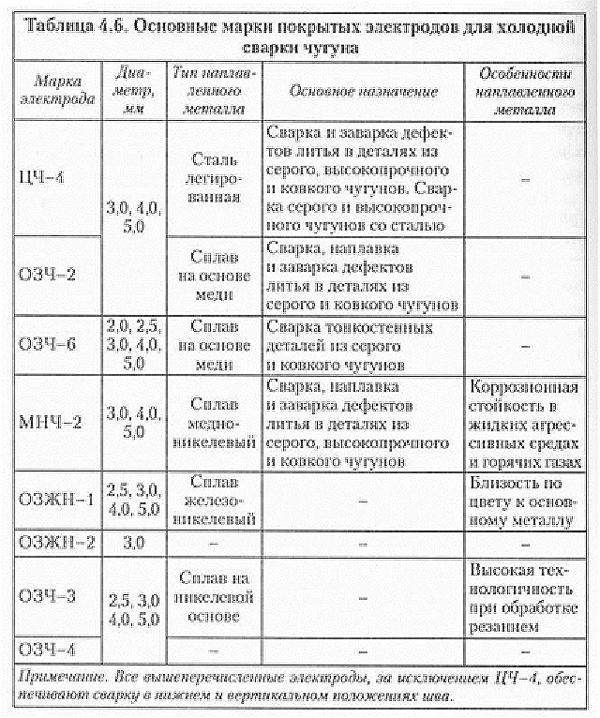
Виды электродов для сварки по чугуну
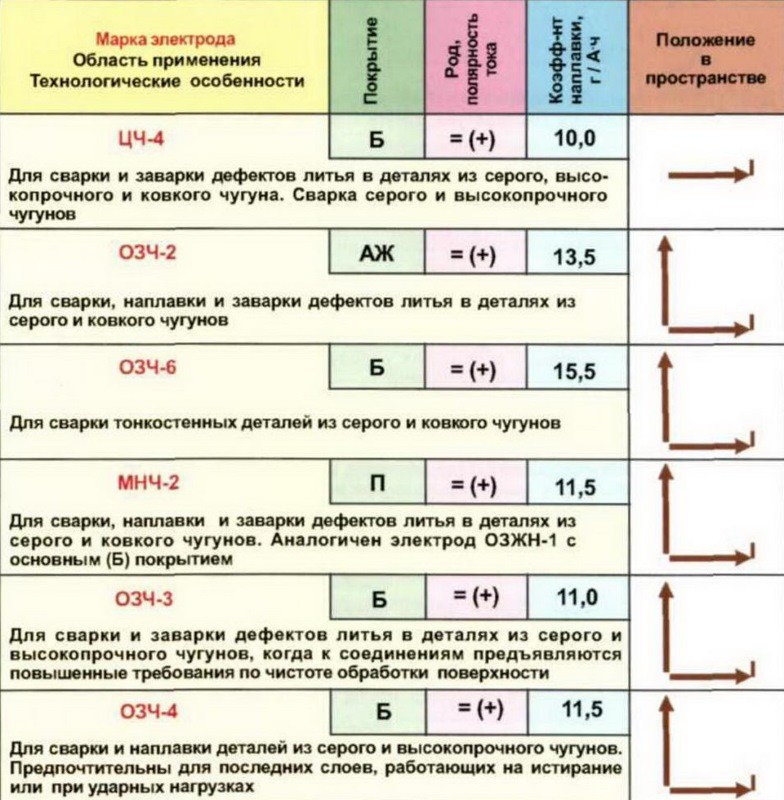
Так как чугун является одним из самых распространенных материалов, стоит рассмотреть отдельно типы электродов, применяющихся для сварки изделий из этого материала. Нужно отметить, что для плавления чугуна используются электроды постоянного тока.
- МНЧ-2. Позволяет производить сварку в нижнем, вертикальном и полупотолочном положении с постоянным током обратной полярности.
- ОЗЧ-2. Для ковкого и серого чугуна в нижнем и вертикальном положении, при постоянном токе обратной полярности.
- МНЧ-4. Для чугуна любого вида в вертикальном и нижнем положении (постоянный ток обратной полярности).
- ЦЧ-4. Используется только в нижнем положении при холодной и горячей сварке. Позволяет производить сплавление чугуна со сталью другого вида. При высоком напряжении ток становится переменным.
- ОЗЧ-4. Для работы с любым видом чугуна, в верхнем и нижнем положении, исключительно при постоянном токе обратной полярности.
- ОЗЖН-1. Электрод для холодной сварки высокопрочного и серого чугуна в нижнем и вертикальном положении.
- ОК 92.18. Для сваривания при подогреве (при постоянном и переменном токе).
Упаковка
Каждая коробка или пачка должна быть снабжена этикеткой или маркировкой, на которой указана следующая обязательная информация:
- изображение Государственного знака качества;
- наименование (товарный знак) предприятия-производителя;
- номер партии и дата изготовления;
- тип, марка и диаметр электродов;
- масса нетто партии;
- марка сварочной проволоки электродных стержней;
- рекомендуемые режимы сварочного тока;
- фактический химический состав наплавленного металла;
- фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
Данный перечень может включать другие дополнительные сведения.
Внешний вид упаковки может помочь покупателю распознать контрафактные сварочные материалы. Рассмотрим пример упаковки настоящих и поддельных электродов LB-52U.
QR-код оригинальных расходников имеет мелкие элементы, бело-песочного оттенка. В коде содержится техническая информация о данной партии, которая должна совпадать со стоящей на пачке маркировкой.
QR-код поддельных прутков крупный, ярко-белого цвета. В коде нет технических сведений, только ссылка на сайт.
Под QR-кодом расположен логотип, рядом с которым расположена надпись: на оригинальных материалах здесь указано “MADE IN JAPAN”; на поддельных – китайские иероглифы.
После осмотра коробки, открываем упаковку и изучаем внешний вид электродов.
На оригинальных сварочных прутках печать марки хорошо различима, легко читаема и нанесена строго поперек.
Поддельные стержни имеют нечеткие надписи на обмазке, со смещением по окружности.
Маркировка краской находится на одном уровне и выполнена без наплывов, что характеризует оригинальные электроды.
Наплывы и разный уровень маркировки означает, что перед мастером подделка.
Качественная и герметичная упаковка позволяет сохранять электроды от попадания влаги и других отрицательных влияний. При содержании сварочных материалов в оптимальных условиях, срок их годности практически неограничен. Если сварочные материалы подверглись воздействию неблагоприятных факторов, то следует провести необходимую процедуру прокаливания.

Как правильно выбирать покрытые электроды
В первую очередь, при выборе покрытых электродов необходимо проверить будет ли металл шва соответствовать требованиям по механическим свойствам: прочности на растяжение, относительному удлинению и ударной прочности. Применительно к электродами для нелегированных сталей механические свойства могут быть определены по маркировке.
Сварочно-технологические свойства. Сварочно-технологические свойства электродов определяются, в первую очередь, видом его покрытия. Две последние цифры в обозначении электрода дают информацию о стабильности процесса в различных положениях сварки, а также о роде и полярности тока. Электродами рутилового типа выполнять сварку, как правило, легче и поэтому они применяются чаще других типов. Однако этот электродов, также как и электроды с кислым видом покрытия характеризуются достаточно высоким содержанием водорода в металле шва. Электродами с основным видом покрытия выполнять сварку значительно сложнее, так как ими трудно зажигать дугу и, к тому же, ее необходимо поддерживать очень короткой. Однако эти электроды обеспечивают прекрасные механические свойства металла шва.
Легирование металла шва. При сварке легированных сталей выбор электрода, как правило, зависит от требуемого химического состава металла шва. Обычно стремятся, чтобы металл шва имел тот же химический состав, что и основной металл. При сварке разнородных металлов легирование электрода обычно должно соответствовать менее легированному металлу. Однако, при сварке нелегированной и нержавеющей стали предпочтение должно отдаваться высоколегированным электродам с тем, чтобы снизить склонность к закаливанию металла шва, представляющего собой смесь обоих указанных сталей.
Экономические факторы. При выборе покрытых электродов немаловажным фактором является его скорость наплавки, измеряемая в кг/час. Высокопроизводительные электроды, как правило, более предпочтительные в этом отношении, однако их применение ограничено сваркой в нижнем и, иногда, в горизонтальном положениях. Оценить указанное свойство электродов можно по каталогам, которые предоставляются предприятиями изготовителями
При этом, естественно, необходимо обращать внимание на стоимость электродов от разных производителей
При сварке покрытыми электродами сварщик должен стремиться использовать электрод полностью, оставляя огарок длиной не более 50 мм. К сожалению, плохой привычкой некоторых сварщиков является выбрасывание всего лишь наполовину использованного электрода, что приводит к неоправданно высокому их потреблению и частым остановкам при выполнении сварки.
Чем отличаются электроды постоянного тока от переменного
Кратко разъяснить отличия электродов постоянного и переменного тока можно двумя утверждениями:
- Сварочные материалы, предназначенные для переменного тока, успешно применяются и для сварки с помощью постоянного тока. Поэтому специалисты часто называют такие электроды универсальными. Подробнее о них чуть далее.
- В то время как электроды для постоянного напряжения, как правило, не подойдут для сваривания переменным током.
Однако, следует помнить, что материалы второй группы гарантируют более качественное соединение. При выполнении ответственных работ данный факт выходит на первый план.
Особенности сварки постоянным током
Сварочный процесс с применением постоянного напряжения имеет ряд отличительных свойств. Некоторые характеристики можно рассмотреть как достоинства, другие в качестве недостатков.
Плюсы:

- практически полное отсутствие разбрызгивания металла обеспечивает сокращение издержек электродов;
- постоянка делает работу сварщика проще;
- высокая производительность и эффективность труда;
- устойчивость и стабильность дуги даже при воздействии негативных влияний: порывы ветра, колебания напряжения и другие;
- качественный и аккуратный шов;
- возможность соединения изделий из тонкого металла;
- отсутствие непровариваемых участков.
Минусы:
- сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное оснащение отличается высокой стоимостью;
- “магнитное дутье” создает проблемы с нестабильной дугой в сложных местах (напр. углах).
Прямая или обратная полярность
Нужно знать сварщику! Соединение металлов постоянным током можно проводить двумя режимами: с прямой и обратной полярностью. Первый режим: к электроду подключается минус, а к металлическому изделию – плюс. При сваривании обратной полярности наоборот: к электроду- плюс, к заготовке – минус.
Сварочные работы прямой полярностью образуют на кончике электрода катодное пятно, обратной – анодное. В районе анодного пятна температура доходит до 3900°С, в районе катодного – до 3200°С. Во время сваривания на обратной полярности тепло концентрируется на обрабатываемом изделии, из-за этого происходит углубление корня сварочного шва.
Поэтому напряжение обратной полярности лучше применять при сваривании толстостенных изделий и в тех случаях, когда требуется высокая температура.
 Ток прямой полярности используется для работы со следующими материалами:
Ток прямой полярности используется для работы со следующими материалами:
- конструкции из тонколистовой стали;
- легкоплавкие металлы;
- чувствительные к перегреву стали: нержавеющие, легированные и высокоуглеродистые.
Особенности сварки при обратной полярности:
- большое разбрызгивание и высокий коэффициент проплавления обусловлены тем, что металл от материалов переносится в сварочную ванну большими каплями;
- электрическая дуга отличается нестабильностью;
- правильный нагрев изделия;
- некоторые сварочные материалы показывают увеличение коэффициента наплавки;
- сварочный шов имеет нестандартный состав материала: отсутствие углерода, большое количество кремния и марганца.
- меньший нагрев стержня позволяет специалисту использовать токи с более высоким значением.
Особенности соединения при обратной полярности:
- необходимость снижения потенциала тока для уменьшения температуры изделия;
- рекомендуется осуществлять сваривание прерывистым швом;
очень тонкие детали свариваются с периодическим прерыванием дуги;
- при соединении внахлест, заготовки должны герметично прижиматься друг к другу. Несоблюдение данного условия может привести к прожиганию верхней детали.
- стыковочное соединение должно проводиться с минимальным зазором или, лучше всего, вообще без зазора;
- при сварки тонких изделий с неровными кромками следует укладывать под стык медную или стальную пластину. Подобный вспомогательный слой будет забирать часть тепла от сварочного процесса;
- можно провести отбортовку соединяемых кромок, угол – 90°.
Полезное видео
Посмотрите ролик, где наглядно разъясняется разница использования полярностей.
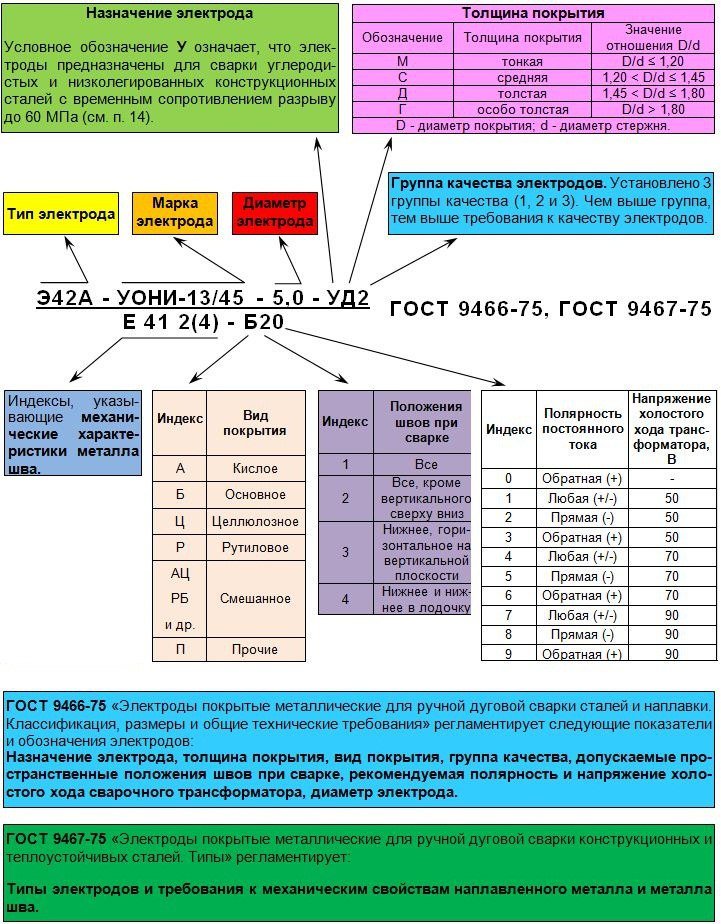
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
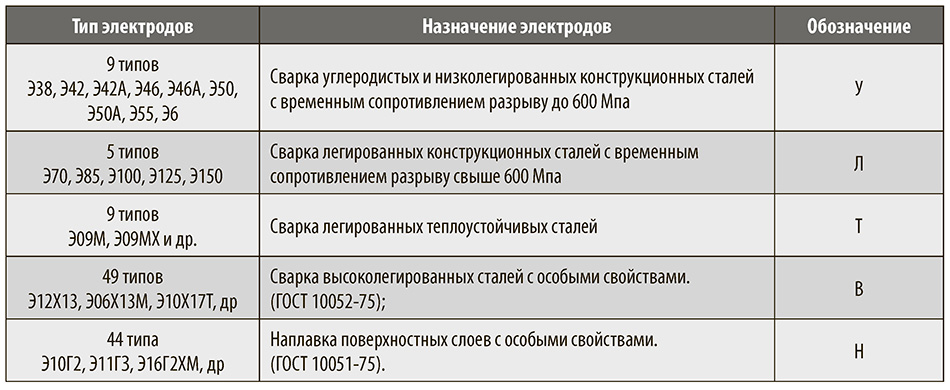
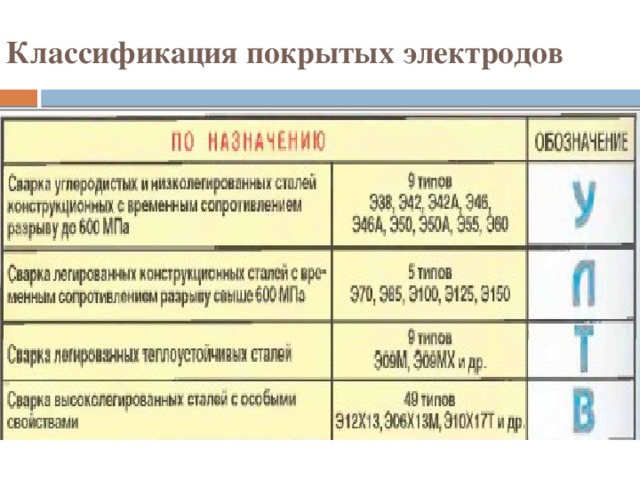
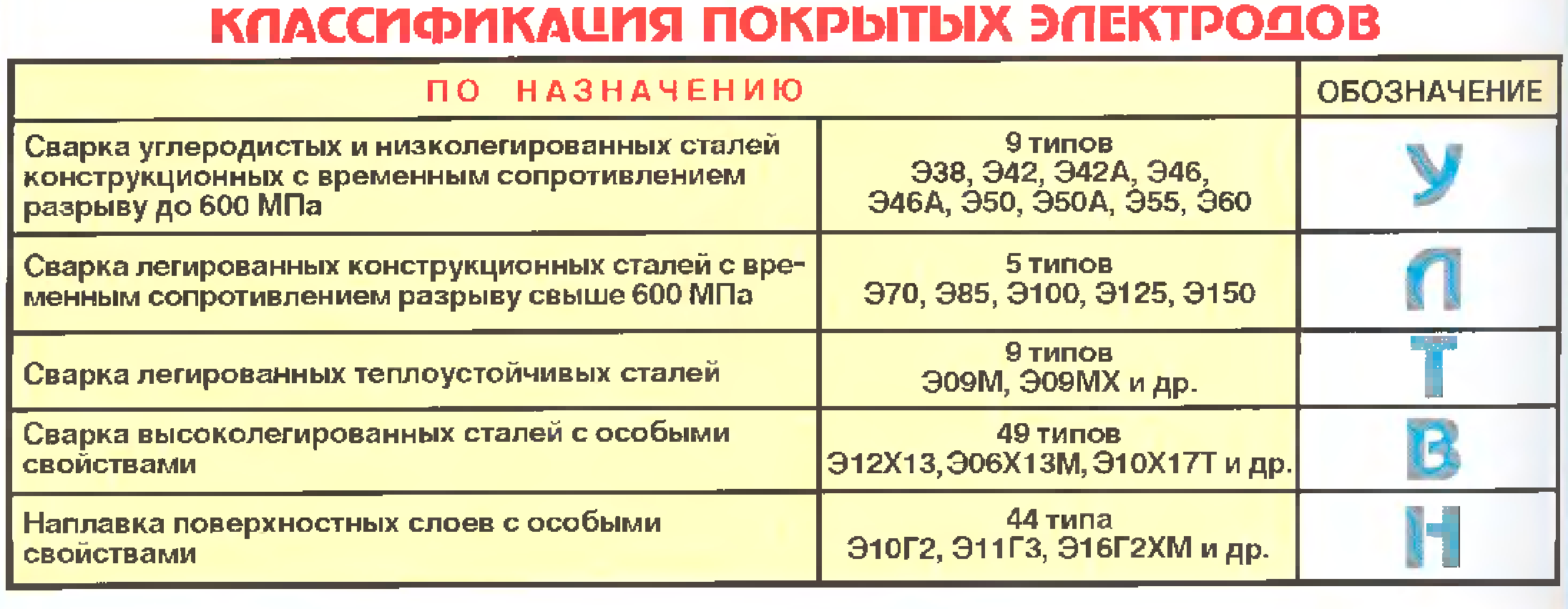
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
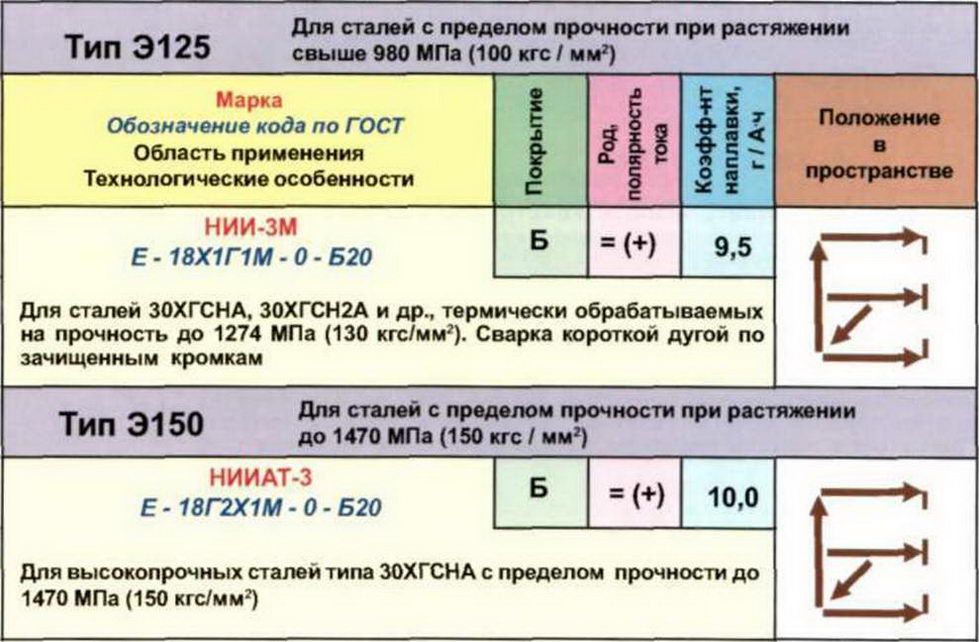
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
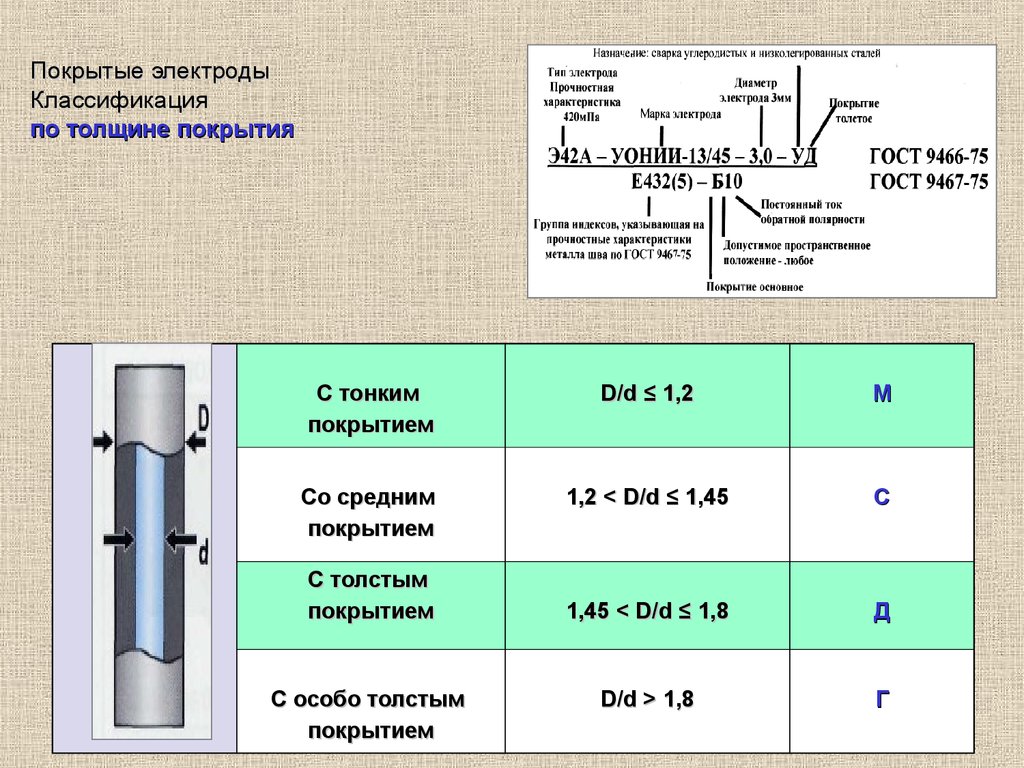
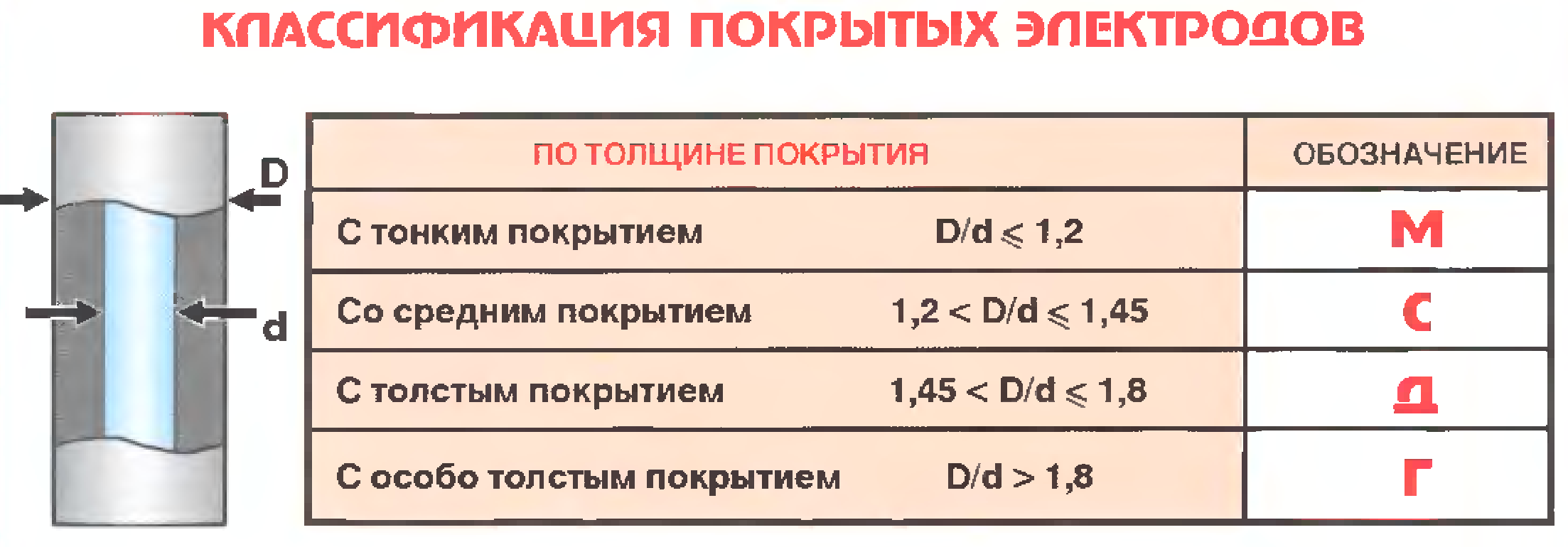
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
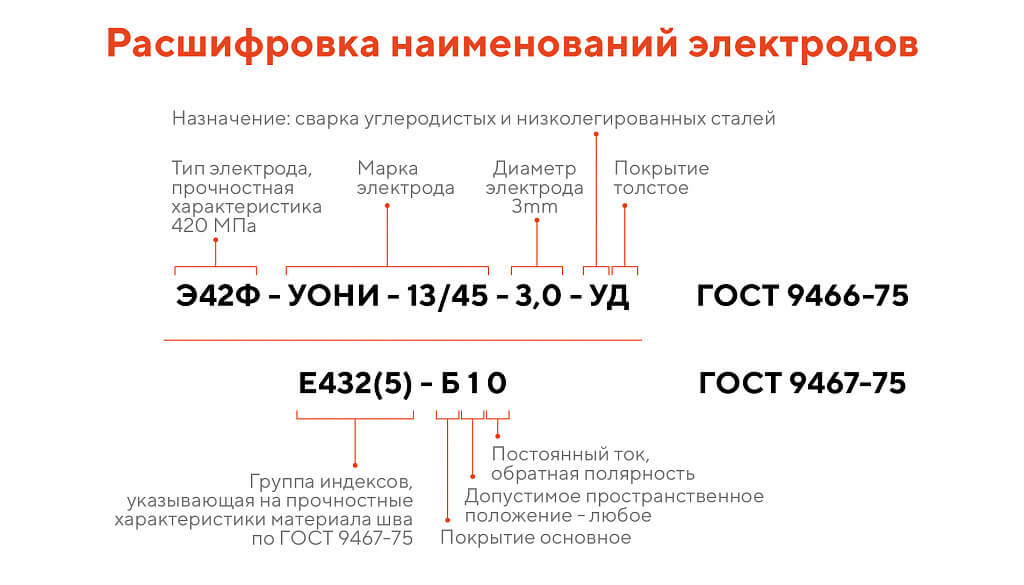
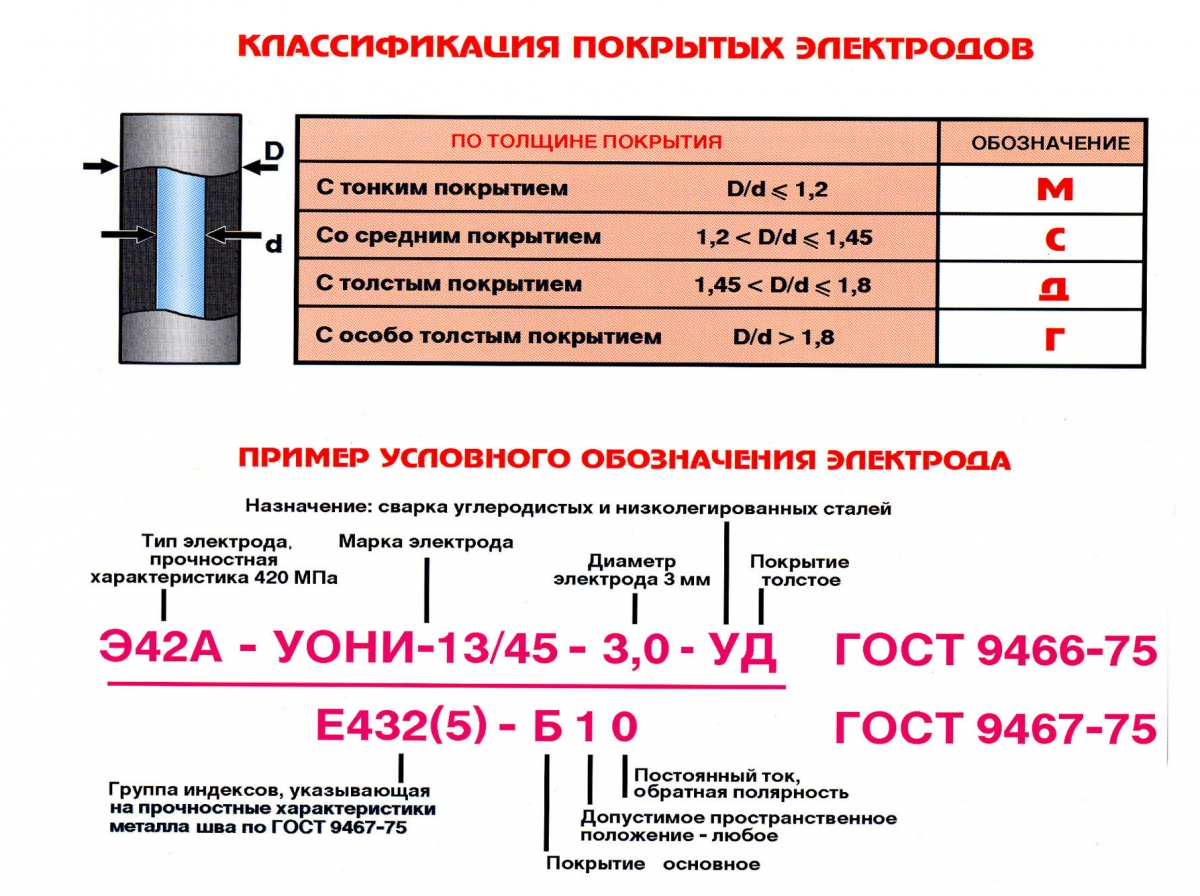

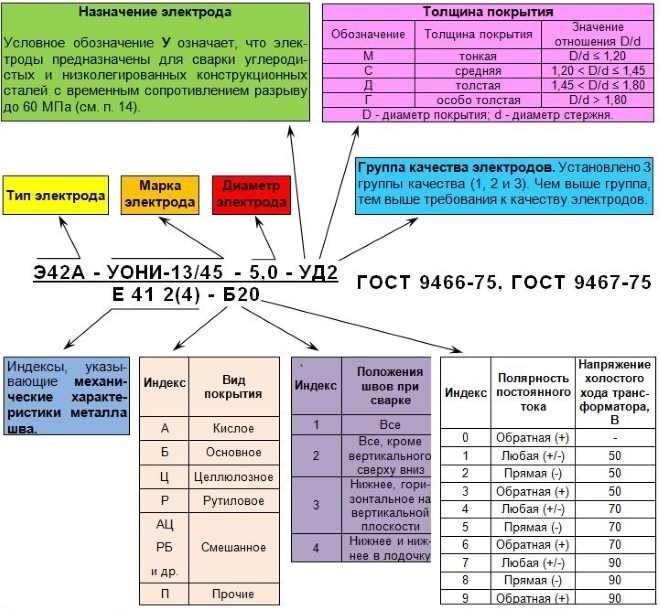
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
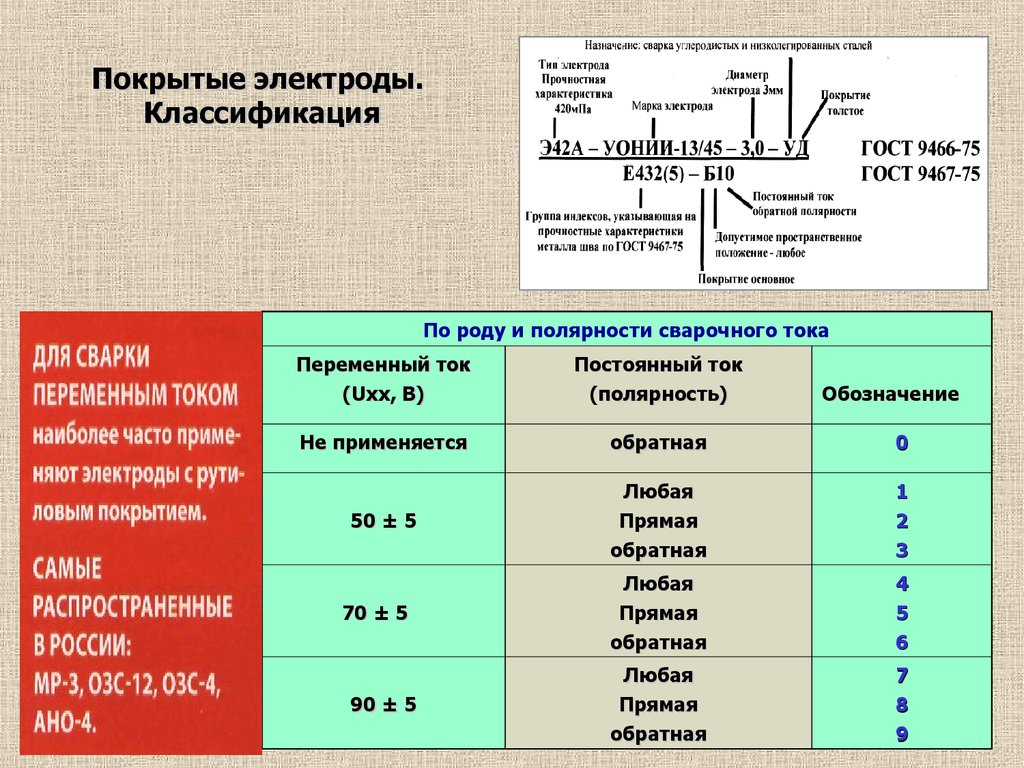
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Виды покрытия
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:
- основное, обозначаемое как «Б», белого или бежевого цвета;
- кислое, обозначаемое «А», серого цвета;
- целлюлозное, имеющее обозначение «Ц», светло-серое с коричневатым оттенком;
- рутиловое, имеющее обозначение «Р», различных цветов, таких как серый, синий, зеленый, красноватый.
Также существуют покрытия смешанного типа, что отражается в их обозначении. Так, например, сочетание букв РЦ следует расшифровывать как рутилово-целлюлозное, а «РА» соответственно как рутилово-кислое. Буква «П» — обозначение других видов покрытий. Такая градация определяется наличием химических элементов, входящих в состав покрытия. Выбор покрытия следует осуществлять в зависимости от металлов, подвергаемых соединению.
Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Соответственно названию основной элемент этого вида покрытия — целлюлоза. Также туда входят органические вещества в виде смол. Особенностью является то, что при сгорании в сварной дуге образуется значительное количество защитного газа. При этом шлака, наоборот, образуется мало.
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
Хранение
Хранение электродов — это тема, которую многие почему-то обходят стороной. И зря. Ведь новичок может соблюдать технологию сварки и в целом варить правильно, но шов будет некачественным из-за того, что нарушены условия хранения. А сварщик из-за своей неопытности спишет все на плохой сварочный аппарат, неудобные условия работы или любые другие причины.
Да, при неправильном хранении электроды действительно способны значительно ухудшить качество готового сварного соединения. А все из-за влаги, которую электроды активно впитывают. По этой причине не рекомендуется хранить электроды во влажных душных помещениях, например, подвалах. Также не храните электроды на земле, даже если они в коробке. И вообще не используйте коробки для хранения. Замените их на специальный футляр. Его необязательно покупать, можно сделать самому из отрезка ПНД трубы.
Ведь коробка — это просто упаковка электродов, она не предназначена для длительного хранения в гараже или на антресолях. Постарайтесь, чтобы в помещении не было сильных перепадов температур. Это очевидно, но многие оставляют электроды в неотапливаемом гараже на всю зиму, а затем удивляются, почему стержни крошатся или почему дуга не зажигается.
Инструкция по выбору электродов
Узнав конструкцию сварочного электрода и его технические особенности, остается разобраться в вопросе о том, как правильно выбираются изделия. При выборе следует полагаться на множество разных критериев, чтобы в итоге выбрать подходящий стержень для сварочных работ. К таковым критериям относятся:
Тип или состав сердечника — он должен быть одинаковым с металлом, который планируется варить. На упаковке указывается тип сердечника (в маркировке), для сварки которого предназначен расходный материал. Различают электроды для углеродистых, легированных, высоколегированных, нержавеющих и других видов металлов. Однако для бытового использования, когда осуществляется работа с углеродистыми сталями, следует выбирать соответствующие изделия. Они обозначаются при помощи буквы У в маркировке.
Наличие соответствующего типа обмазки. Виды покрытий сердечников, а также отличия между ними описаны выше. Для домашнего использования следует выбирать электроды с рутиловым слоем.
Диаметр — важнейший параметр, напрямую зависящий от толщины металла, который необходимо варить. При выборе изделий подходящего диаметра, необходимо учитывать возможность его использования с имеющимся сварочным оборудованием.
Тип тока — постоянный или переменный, что зависит от используемого оборудования.
Полярность — электроды бывают универсальными или предназначенные только для работы с прямой или обратной полярностью
Выбирая подходящее изделие, следует определиться с толщиной свариваемого металла.
Производитель — в этом случае новичку будет сложно сориентироваться, но чтобы не попасть на подделку, рекомендуется покупать электроды в специализированных магазинах.
Срок годности — расходники имеют срок эксплуатации, который важно учитывать при выборе. Если срок годности закончен или подходит к концу, то такие электроды лучше не покупать
Завершившийся срок службы приведет к тому, что будет наблюдаться крошение напыления, а итогом послужит некачественное сварочное соединение.
В материале представлены основные сведения о сварочных электродах, которые будут особенно полезны для новичков. Прочитав материал, вы научитесь не только правильно выбирать сварочные расходники, но еще и узнаете их разновидности, назначение, технические свойства. Научившись определять тип электродов, можно самостоятельно подбирать изделия для работы, обеспечивая при этом максимальную эффективность и высокое качество сварочных соединений.



Публикации по теме
Виды наждачной бумаги, назначение, применение и маркировка
Шлифовка и полировка насадками на дрель и шуруповерт виды и назначение
Искрение щеток на болгарке причины и особенности их замены
Перосъемная насадка на дрель и как ее сделать самостоятельно
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
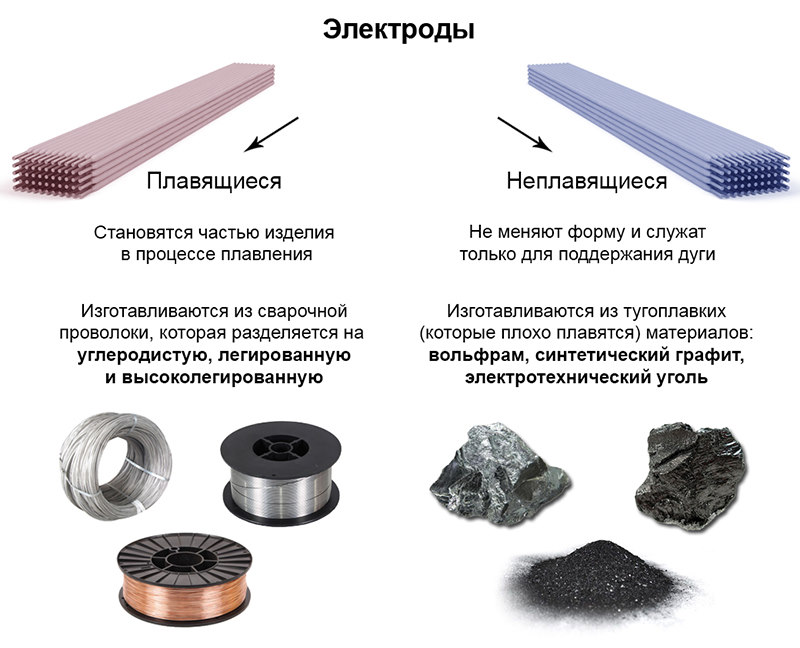
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Влажный электрод — чем опасно его использование
Производители рекомендуют хранить расходники в сухом помещении с минимальной влажностью. Придерживаться таких рекомендаций сварщикам следует обязательно, так как от этого зависит не только целостность расходных материалов, но еще и качество выполняемых работ. Работа влажными электродами приведет к формированию трещин, отложению шлака и снижению стабильности дуги, поэтому соединение будет низкокачественным. Кроме того, в зависимости от степени влажности, будет наблюдаться увеличение скорости плавления стержня.

Это интересно! Если электроды подверглись воздействию влаги, то перед их использованием рекомендуется предварительно выполнить процедуру прокаливания.





