

Различия в зубьях пластин
Зуб твердых сплавов имеет основные четыре плоскости для работы: переднюю, заднюю и боковые (вспомогательные). Когда плоскости пересекаются между собой, образуются режущие кромки: главная и пара вспомогательных.
Форма зубьев бывает следующей:
– Прямая. Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
– Косая или скошенная. Угол наклона задней формы при этом может быть правым или левым, они чередуются между собой. Такая конфигурация больше всего распространена. Различные по размеру заточки служат для работы с разными материалами в любых направлениях.
– Трапециевидная. У этого зуба медленнее затупляются кромки, чем у скошенного. Чередуют его с прямым. При этом черновой распил происходил более длинным трапециевидным, а чистовой – коротким прямым.
– Коническая. Такая форма зубьев выполняет черновой распил нижнего края досок, при этом верхний уберегается от сколов. В основном передняя грань такого элемента плоская. Но если сделать ее вогнутой, то возможно применять данный аппарат для поперечного распила в чистовом варианте.
Читать также: Светильник аварийного освещения светодиодный с аккумулятором
Принципы и углы заточки дисковых пил
Рисунок 3. Схема стачивания металла на зубьях пилы.
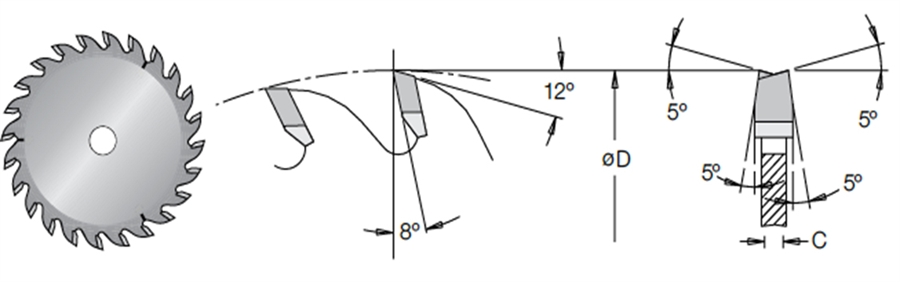
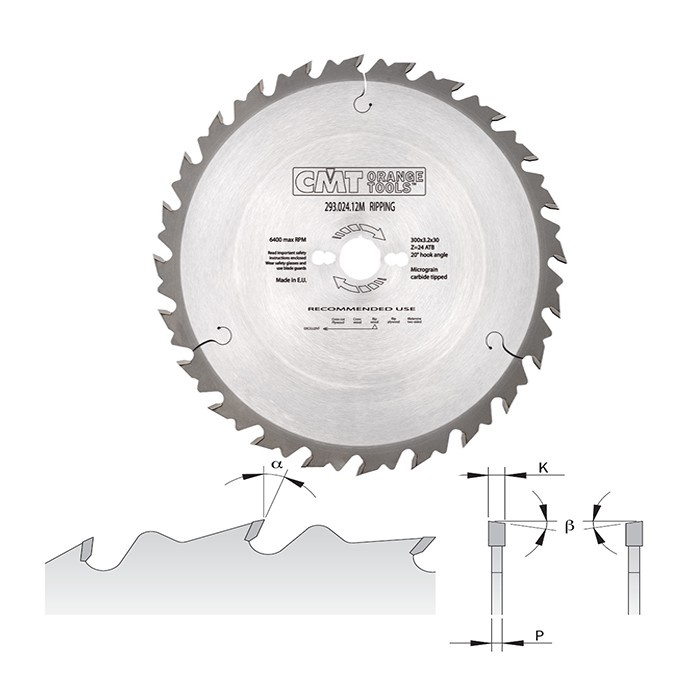
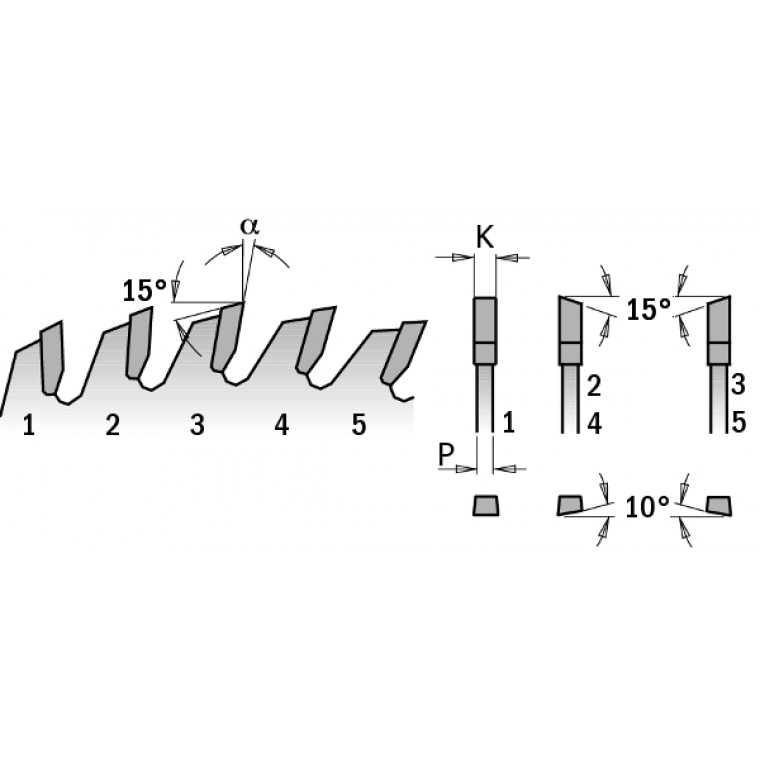
Рабочие части циркулярных пил затачиваются по 4 главным углам заточки. Эти углы (рис.2), как и форма режущего зуба, являются основными техническими параметрами диска.
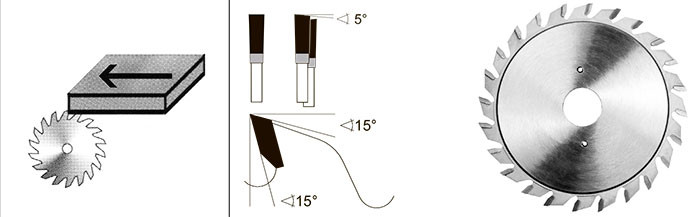
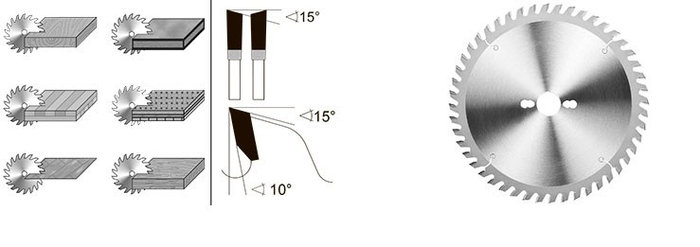
Итак, каждый зуб циркулярки характеризуется передним (γ), задним (α) углами, а также углами среза передних и задних поверхностей (ε1 и ε2). Величина указанных углов зависит от назначения распиливающего устройства, распиливаемого материала и направления пиления.
В частности, пилу для продольной резки затачивают под относительно большим передним углом (от 15° до 25°). Показатель заточки переднего угла для поперечного распиливания находится в пределах от 5° до 10°. А вот универсальный вариант, выполняющий обработку материала во всех направлениях, традиционно затачивается под углом в 15°.
Кроме того, на указанные углы влияет и степень твердости разрезаемых объектов. Их величины находятся в строгой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиливания, тем менее заостренными должны быть режущие зубья.
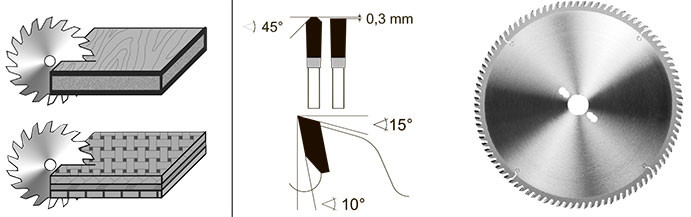
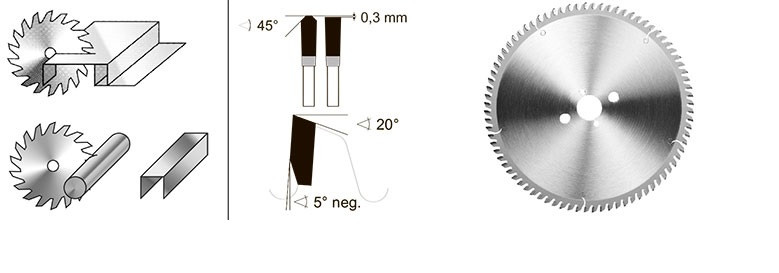
Главный принцип затачивания зубьев твердосплавных пил основан на том, что при длительной эксплуатации самый значительный износ происходит на верхней режущей кромке. В результате интенсивного использования ее линия может округлиться до 0,3 мм и более. Что касается плоскостей зуба, то больше всего износ фиксируется на передней поверхности.
Правильное затачивание режущих элементов должно обеспечивать такой вид кромок, при котором радиус их скругления не превышает величины в 0,2 мм. Для этого рекомендуют параллельно стачивать металл на передней и задней плоскостях зуба (рис. 3). Такой способ можно считать оптимальным. Можно точить одну только переднюю плоскость, однако в этом случае на такую операцию уйдет больше времени, к тому же сам зуб быстрее сточится из-за необходимости убирать больше металла с передней поверхности.
Стандартным слоем стачиваемого металла считается 0,05-0,15 мм.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Читать также: Для чего нужен дроссель в блоке питания
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.





Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
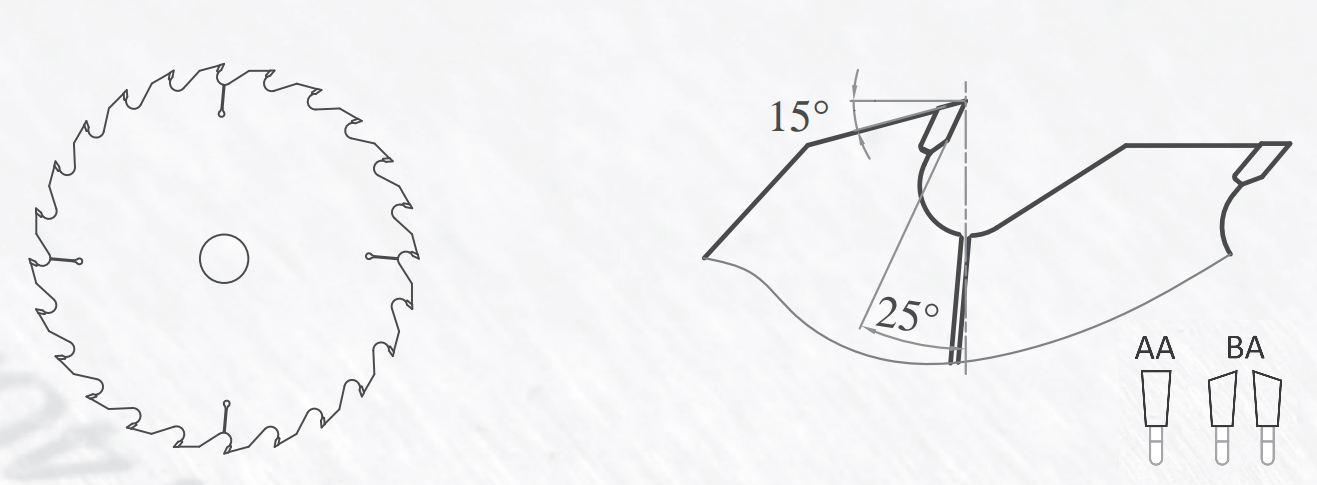
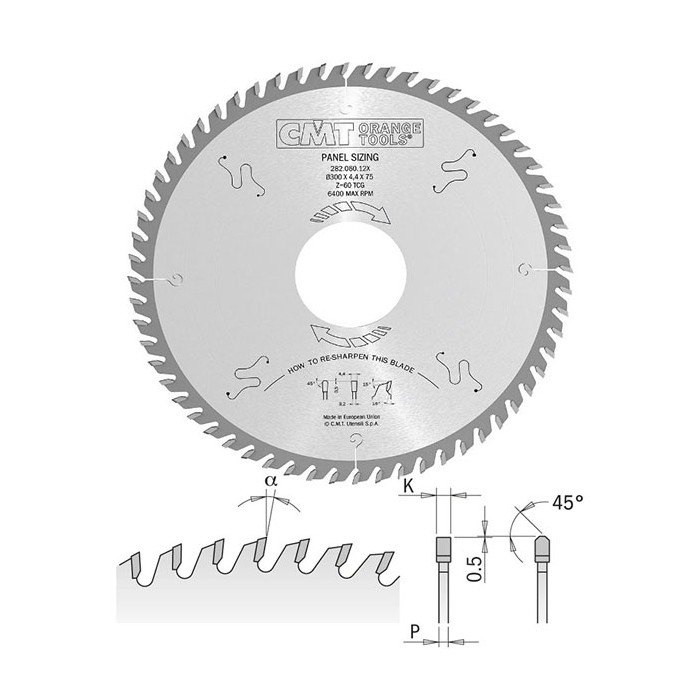
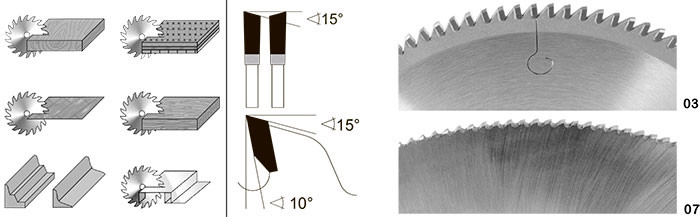
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Это интересно: Станок для заточки цепей бензопил — конструкция, виды, выбор
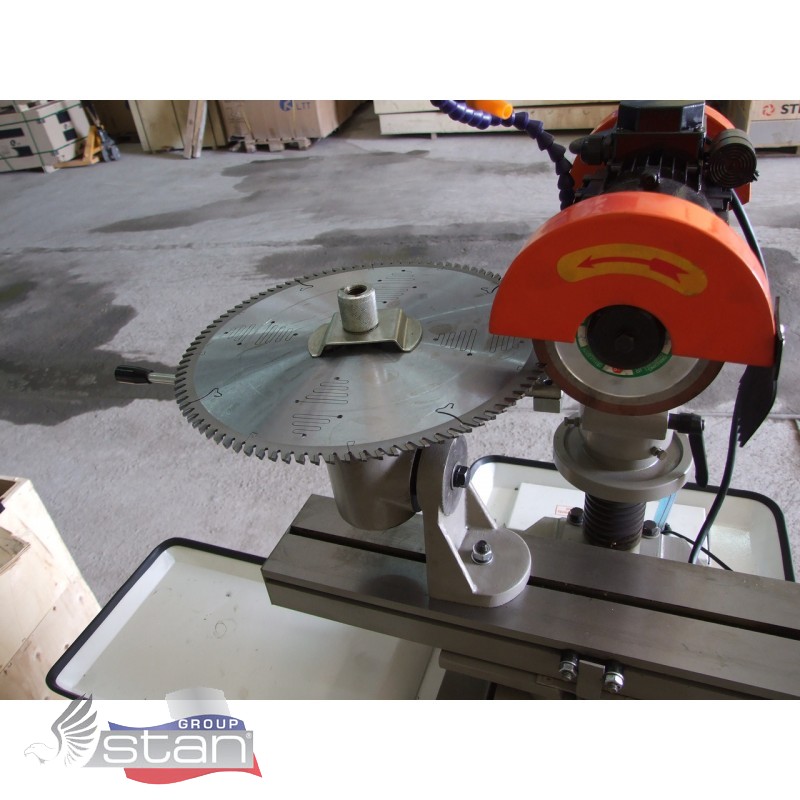
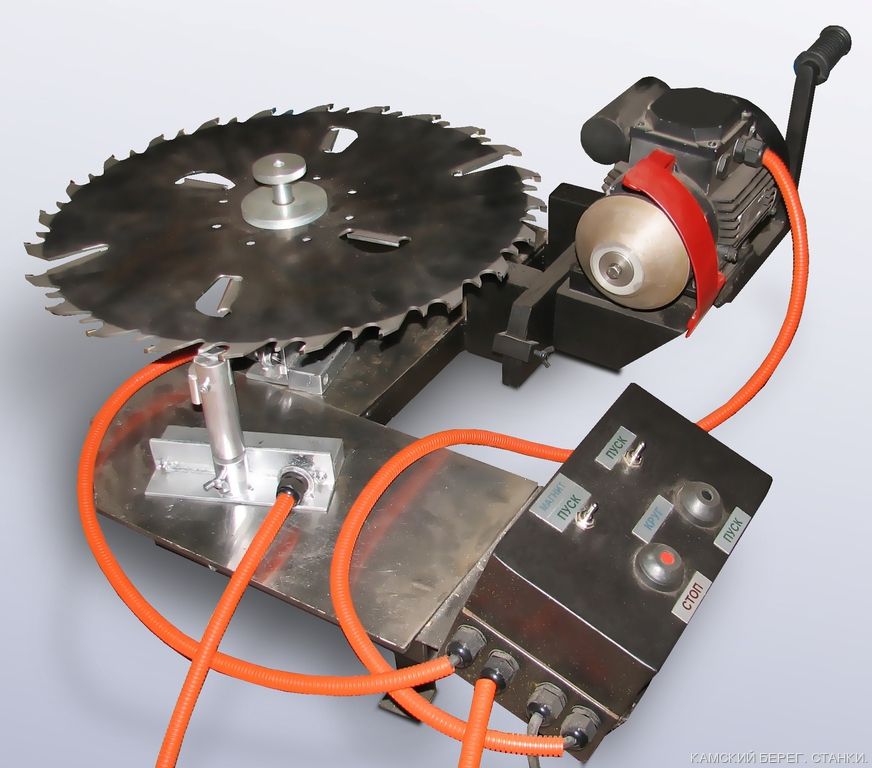
Заточка дисковых пил на проф. станках
Одним из направлений нашей специализации является заточка алмазных дисковых пил
, которая требует особого контроля. Профессионалы нашей компании осуществляют заточку режущего инструмента на лучших станках, которые предназначены для бережной и высокоточной заточки любого режущего инструмента, от заточки цепей для пил, до заточки топоров и рубанков. После заточки на наших современных станках пильные диски будут пригодны к использованию и прослужат очень долго. Наши специалисты в совершенстве владеют всеми новейшими методами заточки пильных дисков и выполняют ее максимально аккуратно и качественно.
| Заточка ножа — экономия денег и времени. Заточка японских ножей выполняется нами только на водных камнях Заточку охотничьих ножей необходимо выполнять с фиксацией ножа для соблюдение угла 30-40º Мы выполняем заточку ножей на шведских станках марки Tormek Заточка керамических ножей требует специального оборудования. Керамические ножи очень хрупкие Заточка складных ножей и охотничьих ножей. Видео |
| Мы выполняем заточку плоских ножей: ножей рубанков, фуганков, рейсмусов. Центр заточки инструментов в Москве на м. Площадь Ильича работает без выходных и праздников. Цены на заточку ножей и других инструментов у нас самые низкие в Москве. Выполняем заточку ножниц и инструментов для парикмахеров с восстановлением режущей поверхности»под слайсинг» и «конвекс» Заточка маникюрных инструментов и кусачек выполняется только мастерами с опытом работы от трех |
| Не устраненные своевременно сколы зубьев диска пилы не только влияют на качество работы, но и могут стать причиной преждевременной порчи инструмента |
Нам известно, что заточка победитовых дисковых
пил требует большого внимания и ответственности. Стоит сказать, что наши профессионалы выполняют обработку дисков эффективно и быстро. Наша компания ценит каждого клиента и предоставляет качественное и профессиональное обслуживание. Кроме того, такие низкие цены, как у нас, вам не сможет предложить ни одна подобная фирма. Мы прилагаем все усилия, чтобы каждый заказчик остался доволен и сотрудничал с нами постоянно. Преимущества нашей компании уже оценили многие клиенты, которые давно работают с нами.



Одной из самых востребованных услуг в нашей компании является заточка дисковой пилы по дереву
, ведь такие инструменты теряют свои свойства чаще других. Если вы хотите, чтобы ваша пила служила как можно дольше, необходимо затачивать ее на специальном оборудовании. Только наши специалисты могут качественно выполнить заточку диска, независимо от размера. Знания и профессиональные навыки наших мастеров позволяют выполнять:
· откорректировать режущую кромку пильного диска,
· выровнять лезвие или заточить его под определенным углом,
· выполнить заточку ножей из материала любой твердости,
· максимально продлить срок службы пильного диска.
Если вас интересует, где самая выгодная заточка дисковых пил в Москве
, уверяем вас, что вы не найдете более выгодных условий и более низкой стоимости на подобные услуги. Мы не просто выполняем заточку пильных дисков, а полностью восстанавливаем режущие свойства инструмента. Обращаясь в нашу компанию, вам больше не придется беспокоиться о сохранности инструмента и сроке его службы — наши специалисты избавят вас от подобных проблем.
Профессиональная заточка инструмента, выполняемая нашими специалистами, позволит не только восстановить свойства пильных дисков, но и продлить срок их безупречной службы. Кроме того, вы сможете избежать преждевременной поломки инструмента и, таким образом, сэкономить на покупке новой пилы. Нашими услугами пользуется большое количество людей и мы гордимся, что многие из них — наши постоянные клиенты.
Видео о заточке дисковой пилы на автоматизированном станке для заточки дисковых пил
Кроме этого наши специалисты всегда помогут с заточкой топоров, рубанков, цепей для пил, ножей блендера и многое другое.
Также мы затачиваем ножи
| Заточка ножей кухонных | 150 — 250 руб. |
| Заточка ножей керамических | 200 — 250 руб. |
| Заточка ножи японских | 200 — 300 руб. |
| Заточка ножей охотничьих, складных | 300 — 400 руб. |
| Заточка ножей охотничьих, складных на проф. станке Tormek | 350 — 450 руб. |
Виды заточки
Непосредственно сам процесс подразделяется на три вида:
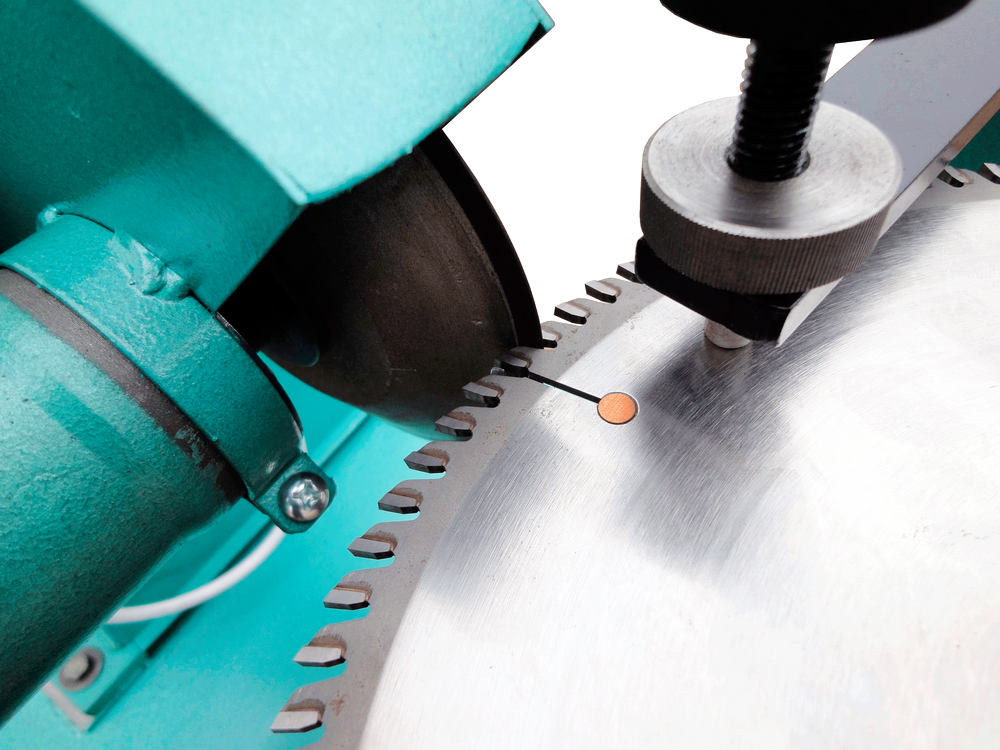
1. Заточка передней поверхности прямого зуба
Зуб и абразивный круг устанавливаются перпендикулярно друг другу, учитывая то, что сама пила должна иметь горизонтальное положение. В том случае, если в станке не предусмотрена угловая шкала наклона, можно использовать маятниковый угломер. Далее необходимо крепко зафиксировать инструменты.
Сам процесс представляет собой соприкосновение абразивного круга и натачиваемой поверхности взад и вперед посредством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется с каждым зубом пилы.
Для удобства можно сделать отметину на том зубе, с которого началась заточка.
2. Заточка скошенного по передней поверхности зуба
Данный вид заточки предусматривает исполнение тех же действий, что и прежде, с темотличием, что угол наклона должен быть изменен в соответствии с расположением зубьев. Измерить наклон можно маятниковым угломером. Сперва натачиваются положительные углы зуб через зуб.
Читать также: Как понизить обороты болгарки
Далее происходит сам процесс:
- Затачивается каждая вторая напайка;
- Затем меняется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предусматривает возможность изменения положения диска таким образом, чтобы задняя плоскость напайки соприкасалась с абразивным кругом.
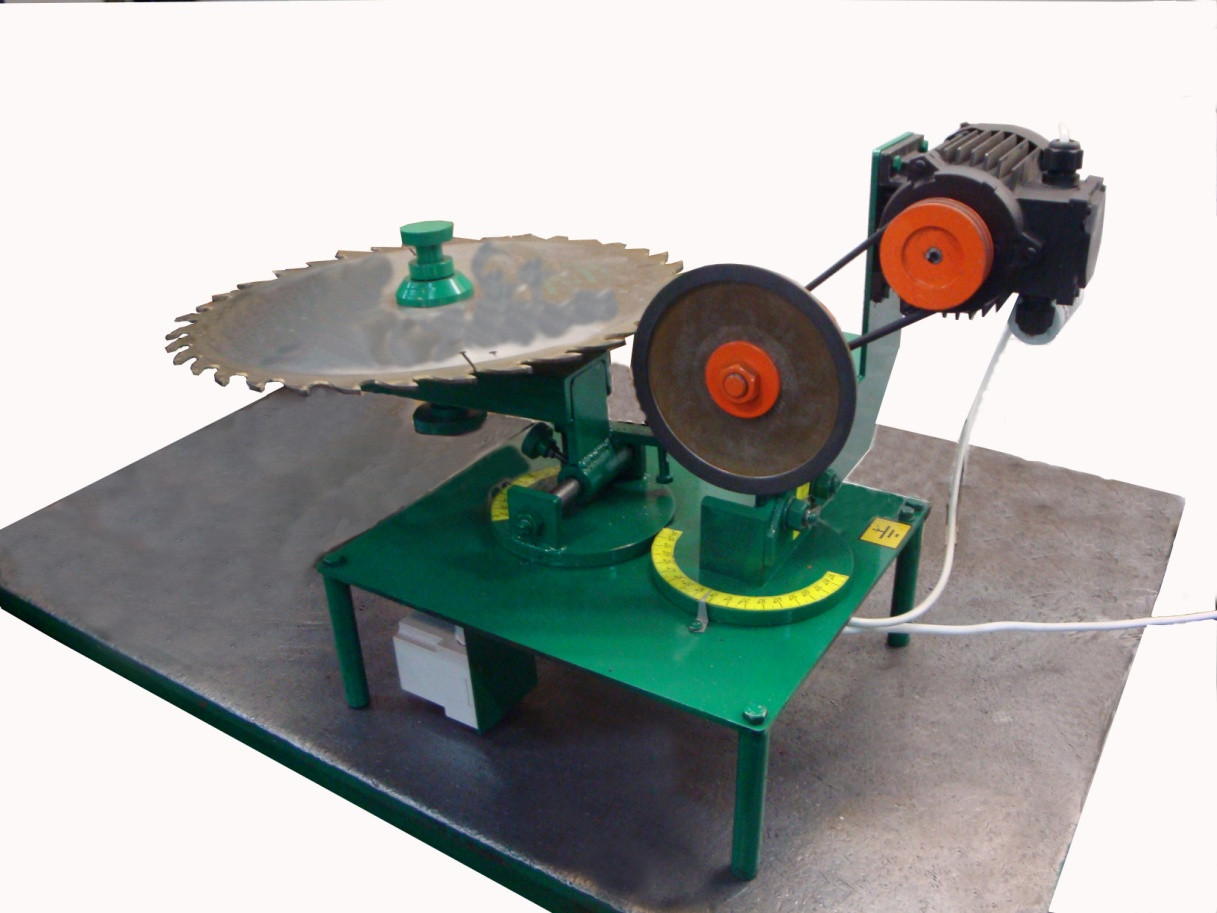
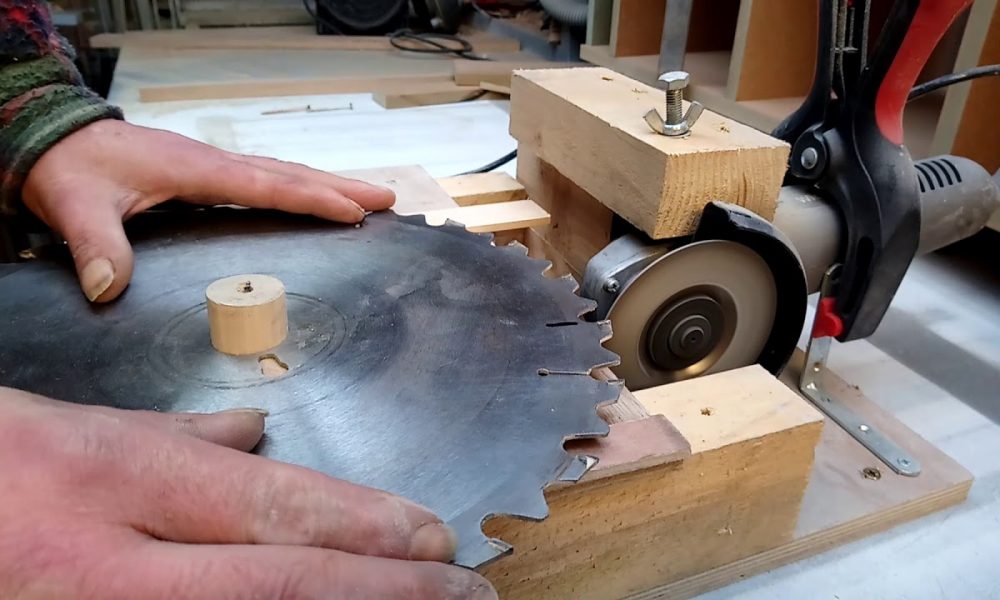
Если же станка для заточки не имеется, можно смастерить всё своими руками. Как заточить диск своими руками:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно крепко сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на которой будет располагаться сам диск (при необходимости угол наклона можно будет менять подпоркам);
Важно! Абразивная пила и пильный диск должны располагаться перпендикулярно друг другу. Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки)
Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки).
Следует помнить, что после заточки на победитовых зубьях не должно оставаться сколов, трещин, зазоров и других дефектов. Если на резце не просматриваются блики, значит, работа сделана верно.







Также надо обратить внимание, что заточенная плоскость зуба и обрабатываемый впоследствии материал находятся в зависимости друг от друга – если материал заготовки твердый, то напайки не должны быть слишком заострены. Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования
Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.





