

Введение
Я буду на 100% прав, если скажу, что установка электропилы — самая важная задача. Если оборудование не настроено должным образом, может появиться так называемая «волна». Этот дефект может быть вызван распиловкой бревен, и здесь необходимо учитывать множество факторов. Я думаю, что все знают, как выглядит «волна» — удары по поверхности доски в точке распиливания.
В дополнение к волне, вы можете получить заниженную или завышенную толщину пиломатериалов, что также хорошо, потому что тогда после сушки невозможно укладывать доски на одни и те же четырехугольники без дополнительных операций и размеров.
Я подробно описал, как получить максимальную отдачу от лесопилки в моей новой книге «Как получить максимальную отдачу от лесопилки». Для получения дополнительной информации см. Раздел «КНИГИ» в разделе «Верхнее меню».
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%. Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
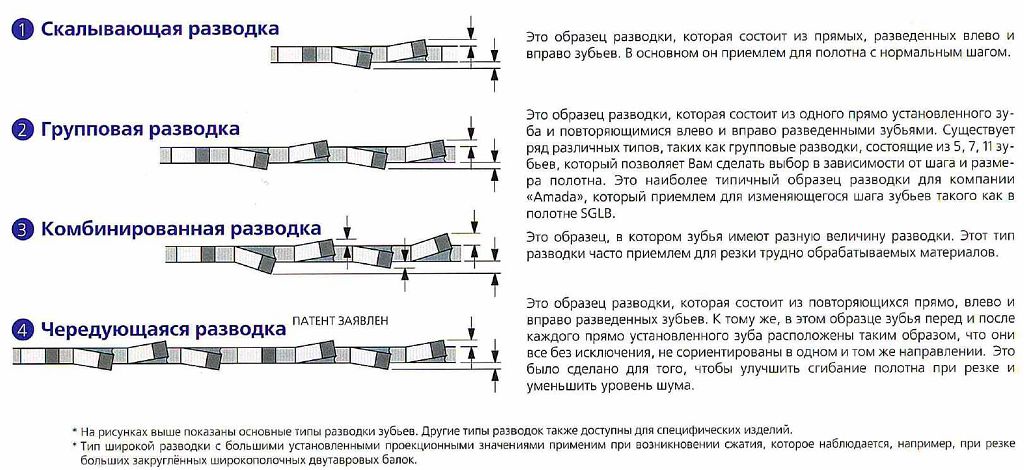
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Подбор и настройка оборудования
Лицо, ответственное за качество пилы (оператор или, возможно, технолог на крупной производственной площадке), обязано выбрать правильную пилу и установить скорость пиления древесины. В зависимости от типа материала выбираются следующие настройки:
- Опытные регуляторы знают, что скорость резания должна быть чуть меньше предела. Качество материала на выходе зависит от скорости: слишком большое значение приведет к «волнистой» поверхности, а если низкое — будут выступы;
- Следующие параметры должны быть натяжения ленты. Это необходимо учитывать в паспортных характеристиках автомобиля. В среднем, у машины давление 170 бар, но если нет датчика натяжения ремня, его нужно установить, так что вы значительно сэкономите на качестве и стоимости лент;
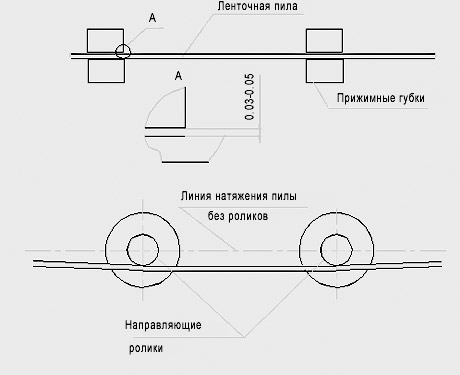
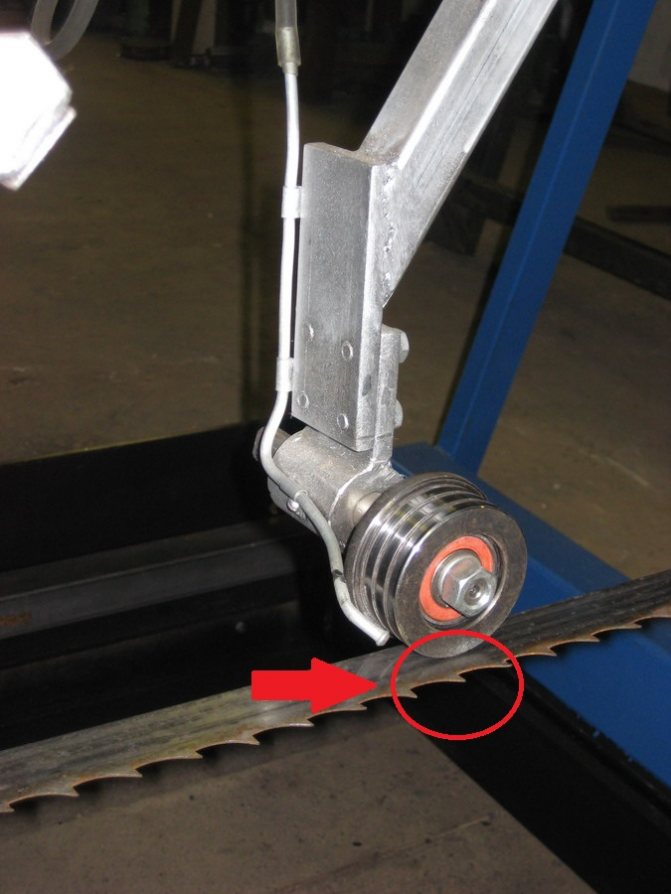
- Выступание ленты над шкивом от 0 до 3 мм;
- Не забывайте про выставку шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и обеспечить параллельность ленты.
Эта настройка должна выполняться один раз в день. Если вы регулируете пыльцу реже, например, раз в 7 дней, само время установки увеличится, а качество материала снизится. После соприкосновения древесины с опорным валиком лучше дважды проверить регулировку станка.
Типы ленточных пил
Ленточные пилы можно разделить на следующие видеть:
- Выемка;
- Беззубый;
- Электроискровой принцип действия.
Зубчатые ленточные пилы, В отличие от лезвия ножа, они производят замкнутую петлю. Они используются для резки и резки различных материалов, в том числе пенобетона, металлоконструкций, дерева и других материалов.
Беззубые ленточные пилы и электрические искровые пилы действия похожи на циркулярные пилы. Единственная разница заключается в назначении зубов.
При выборе ленточной пилы по металлу необходимо обратить внимание на конструктивные особенности ленточной пилы. Основное назначение ленточной пилы по металлу — Это реализация угловых, прямых и изогнутых участков
Если вам нужно резать под углом, вам необходимо приобрести специальные вращающиеся губки на этом станке
Основное назначение ленточной пилы по металлу — Это реализация угловых, прямых и изогнутых участков. Если вам нужно резать под углом, вам необходимо приобрести специальные вращающиеся губки на этом станке.
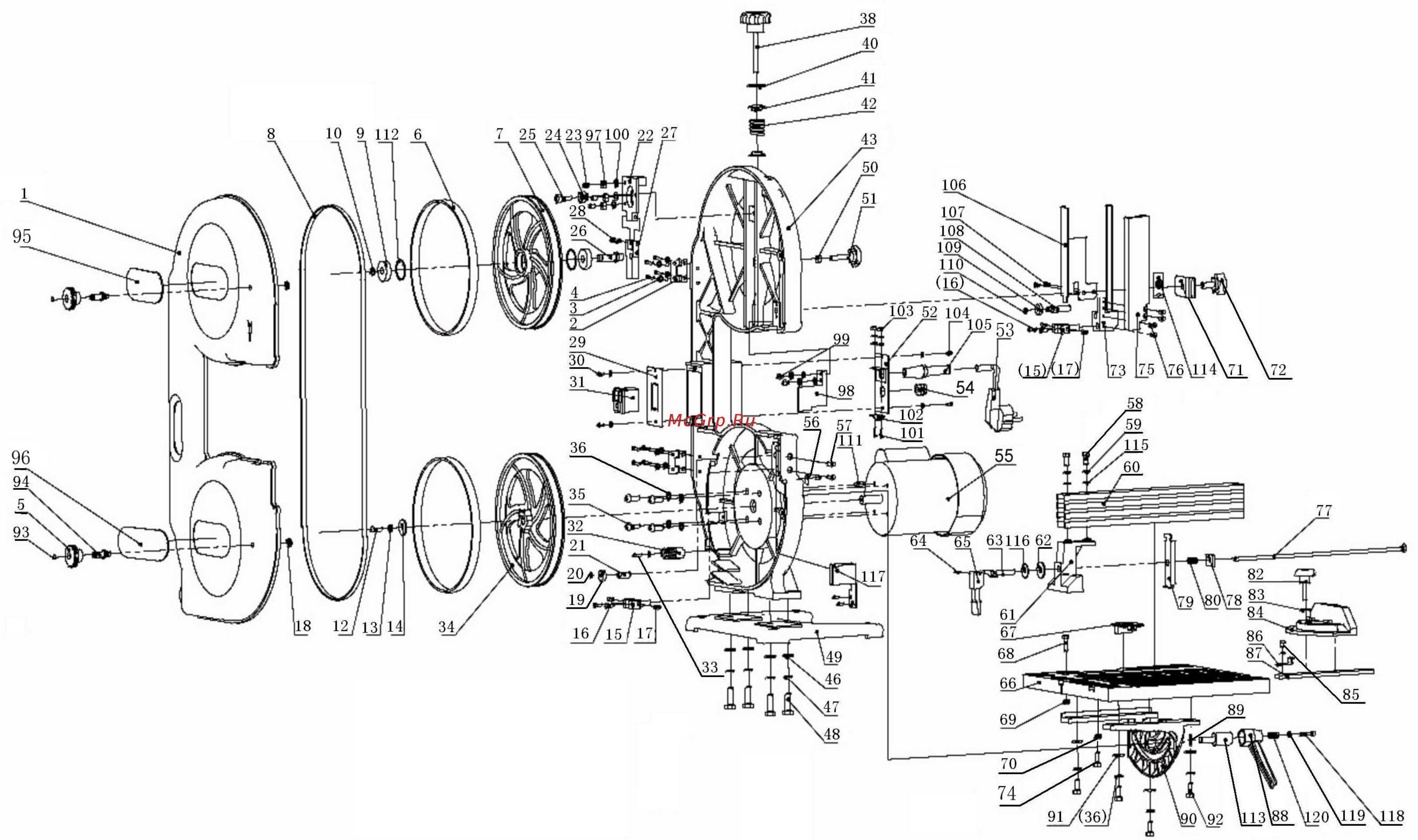
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно,
- «ведомый» – перемещается продольно.
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Типы
Существует несколько наиболее распространенных видов агрегатов с вертикальным расположением пильного полотна:
ручные или бытовые;
Вертикальный ленточнопильный станок Энкор Коверт-31. Фото 220Вольт
полуавтоматические;
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
с автоматическим столом;
Вертикальный ленточнопильный станок с автоматическим столом CORMAK V-25/33/50. Фото Стербруст
с ЧПУ;
Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
с наклонной рамой;
Ленточнопильный вертикальный станок с наклонной рамой Siloma V 423DGH FU. Фото Стербруст
с подвижным столом;
Ленточный вертикальный станок СРЗ-200-02 с подвижным столом. Фото Ростанко Завод
с наклонным столом;
Ленточнопильный вертикальный станок Stalex VS-400 с наклонным столом. Фото ВсеИнструменты.ру


универсальные с поворотной пилой для фигурной резки.
Ленточнопильный вертикальный станок для прямолинейных и фигурных пропилов КРАТОН WMBS-8-02. Фото 220Вольт
Ручные вертикальные ленточнопильные станки иногда называют бытовыми и применяют непосредственно на строительных площадках или для обеспечения частных потребностей. Оборудование отличается сравнительно низкой стоимостью, невысокой производительностью и мобильностью. Поэтому в случае, когда требуется распил небольшого количества разных заготовок непосредственно на месте строительных или других работ, этот тип станка наиболее оптимальный.
У настольного оборудования незначительные размеры, а также вес агрегата. За счет этого сужается область применения, поскольку для точного распила допускается обработка заготовок небольших сечений. Оборудование может применяться для бытового и производственного процесса. Установка станка требует специальных постаментов или столов.
Ленточнопильный настольный станок JET JWBS-9X. Фото 200Вольт
По степени автоматизации вертикальные ленточнопильные станки бывают полуавтоматическими, автоматическими и с ЧПУ. В полуавтоматических агрегатах управление пильной рамой осуществляется с помощью серводвигателя. Устройства с автоматическим столом оборудованы рабочей областью с приводом, движущим его назад-вперед, контролируемым панелью управления и ручными тисками.
На заметку. Стоит отметить, что альтернативами покупке оборудования является заказ ]ленточнопильной резки металла или сборка агрегата своими руками.
Модели с ЧПУ выполняют резку в соответствии с движением подвижного гидравлического стола относительно пильного полотна в пространстве по координатным осям. Чаще всего сложное числовое программное управление применяется в станках для узкоспециальных задач, например, резки или утилизации гребневых винтов и подобных крупногабаритных конструкций.
Стоит учесть. Оборудование с ЧПУ стоит намного дороже по большей части из-за установки числового программного управления и применяется на производствах с крупными объемами работы агрегата.
По особенностям движимых элементов станки ленточнопильные вертикального типа бывают с наклонной рамой, с подвижным столом и универсальными с поворотной пилой для фигурной резки. Наклонная рама позволяет выполнять срезы под разными углами относительно вертикали, поскольку движется относительно неподвижного стола само пильное полотно, которое фиксируется в нужном положении. Аппараты с подвижным столом обеспечивают подачу заготовок относительно пилы в горизонтальной плоскости только по одной оси, а для агрегатов с поворотной пилой доступно выполнение фигурной резки заготовок.
Важно помнить, что вертикальные станки не бывают двухстоечными
Инструкция по работе на ленточнопильном станке в случае аварии
- Если вы заметите или почувствуете дым, возгорание, то следует сразу прекратить работу. Отключить станок от энергопитания. Затем: — вызвать пожарную службу; — сообщить начальству о возгорании; — эвакуироваться.
- Если вы получили какую-либо травму, то следует прекратить работу на станке, отключить его от питания. Затем: — оказать себе (если в состоянии) первую помощь; — сообщить руководству; — вызвать скорую медицинскую помощь.
- Если на станке есть ощущение электрического тока, (вибрации, гудение, нагревание), нужно сразу прекратить работу. Доложить о поломке начальству, и ждать дальнейших действий с его стороны. Без разрешения, к работе приступать запрещено.
- Если произошел ближнего работника контакт с током (поражение) то, надо помочь ему, выключить станок. При невозможности быстрого отключения оборудования от питания, следует, строго в диэлектрических перчатках, пытаться освободить человека. Аккуратно, при этом самому не попасть под электрическое напряжение. После того, как освободили человека, стоит немедленно вызвать скорую медицинскую помощь, и самому оказать первую помощь пострадавшему.
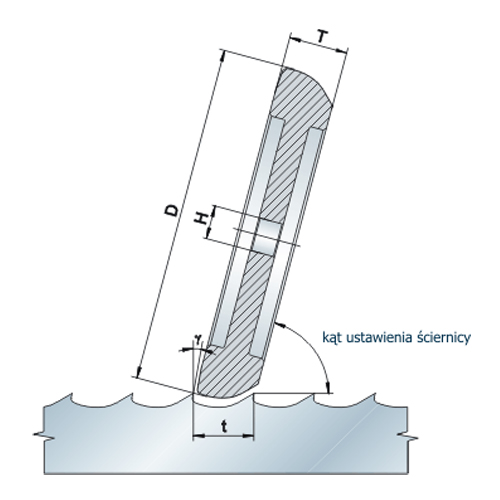
Как выбрать оборудование для заточки?
Качественный заточный станок выбрать довольно трудно, однако на современном рынке становится все больше по-настоящему качественных инструментов. С появлением автоматических инструментов заточки пил увеличилось и качество процесса, так как человеческий фактор в таком процессе сводится к минимуму, а значит, исключаются неправильные углы наклона заточенных зубьев или сбивание пазух.
Среди качественных станков можно выделить модели нескольких брендов.
«Кедр». Одна из самых распространенных и известных марок. Относится этот инструмент к полностью автоматическому станку, в котором используется работа за счет установленной программы. А также здесь подразумевается постоянный контроль и использование охлаждающей жидкости для нормального функционирования. «Кедр» довольно прост в обращении и подойдет даже начинающим мастерам. Угол установить вручную тоже не составит труда, достаточно просто ослабить два специальных болта, находящихся на тыльной стороне инструмента, и отрегулировать винтом около основания нужный вам угол. А также на инструменте имеется регулятор скорости движения полотна.
Более современные вариации позволяют использовать точильные алмазные круги.
«Тайга». Марка не менее известная, чем предыдущая, имеет практически те же характеристики, управление в ней даже немного проще. Угол и скорость подачи полотна также легко можно отрегулировать на инструменте.
Использовать этот станок можно как для широких, так и для узких ленточных пил.
«АЗУ-02». Самый модифицированный из всех предыдущих станков. Все модели имеют специальное устройство для автоматической подачи охлаждающей жидкости. На инструменте имеются несколько переключателей, позволяющих полностью контролировать работу заточного станка. А также во всех моделях используются алмазные диски, которые ускоряют процесс работы и улучшают ее качество.
На АЗУ-02 еще можно регулировать скоростные режимы передвижения полотна, что тоже значительно упрощает процесс.
«ПЗСЛ 30/60 профи». Современный, полностью автоматический станок, имеющий высокую скорость заточки. Для охлаждения этого станка используется специальное охладительное масло. Для работы с таким станком не требуется никакого профессионализма, в процессе работы понадобится только поверхностный контроль, так как станок выключается сам при протачивании одного круга зубьев пилы.
«ПЗСЛ 10/2». Автоматический станок для узких ленточных пил, подходит как для пил по дереву, так и для пил по металлу. Этот агрегат, как и предыдущий, имеет масляное охлаждение. Процесс полностью автоматизирован, в задачу мастера входит только установить нужный процесс и внести полотно в станок, далее станок сам сделает всю работу.
Astron (А-1). Полнопрофильный боразоновый станок, процесс работы с таким агрегатом полностью автоматизирован. Станок протачивает всю ленту пилы за 1 полный проход. Для заточки используется эльборовый диск, который отличается высоким качеством и долговечностью. Настройка процесса происходит очень легко и не требует высокого профессионализма.
На современном рынке инструментов существует огромное количество самых разнообразных точильных станков для пил, выше приведены именно самые основные и популярные заточные станки.
Критерии выбора электрической пилы
Первое, что вам нужно сделать, это решить, для какой цели вы покупаете пилу. Обычно он нужен мастерам, работающим с деревом. Но есть и ленточные пилы. Это также стоит отметить.
При покупке электрической пилы обратите особое внимание следующие пункты:
- Материал ленточной пилы;
- Качество и безопасность эксплуатации;
- Гарантийный срок службы электроинструмента;
- Размеры пилы;
- Индикатор уровня шума во время работы;
- Скоростной режим;
- Качество зубьев ленточной пилы;
- Цена.
Существуют и другие критерии выбора, но они вам понадобятся при выборе конкретного распылительного устройства.
Приведите пример, Немецкий производитель Proxxon предлагает широкий ассортимент моделей ленточных пил, которые позволяют резать заготовки из толстого дерева, металла, пластика, керамики и даже стекла.
Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).
Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.
Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.
Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).







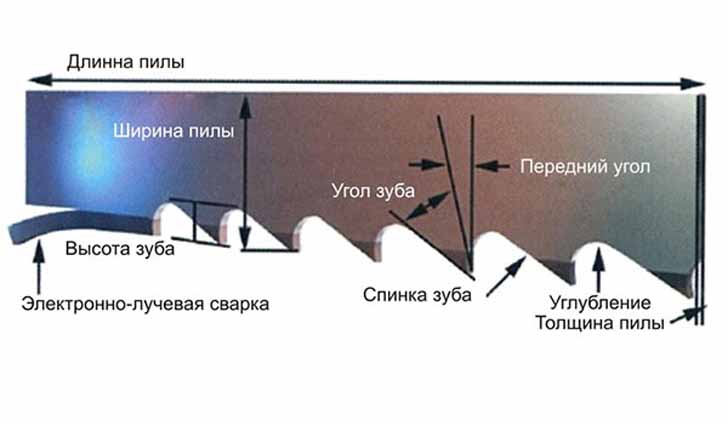
Что нужно учитывать при выборе ленточной пилы?
Прежде всего, нужно определиться с тем:
- каковы объемы предстоящих работ;
- как часто будет требоваться использование ленточной пилы;
- какие именно материалы нужно будет распиливать;
- какими должны быть качество заточки зубцов, их форма и размеры, а также размеры полотна;
- продукция,
какого производителя вас интересует.
При правильном выборе ленточной пилы вы получите:
А) ровные линии среза;
Б) отсутствие вибраций при работе;
В) гарантию от появления трещин или сколов.
В зависимости от того, для распилки каких материалов предназначена конкретная пила, она считается пилой для резки:
- камня;
- металла;
- дерева;
- синтетических материалов.
Ленточная пила цена зависит от назначения и вида полотна.
Для производства пил используется как обычная углеродистая сталь, так и ее твердые сплавы. Кроме того существуют биметаллические полотна, а также полотна с зубьями, имеющими твердосплавные напайки.
Ширина полотен ленточных пил (поставка которых часто осуществляется либо в виде бухт, либо в виде сваренных между собой лент) обычно находится в диапазоне от 13 до 80 миллиметров. Но для станков с вертикальным способом резки выпускаются пилы меньшей (вплоть до шести миллиметров) ширины.
Учитывая разнообразие областей применения ленточных пил, разработана классификация их полотен по типам:
- Биметаллическое полотно М42 — применяется для резки материалов из стали углеродистой или низкоуглеродистой.
- Биметаллическое полотно М51 — используют для разделки материалов, выполненных из высокоуглеродистой стали или из сплавов.
- Биметаллическое полотно SP — выбирают для резки жаропрочных и экзотических сплавов.
- Твердосплавное полотно типа ТСТ — рекомендуется для разделки материалов из твердых специальных сплавов, а также с неоднородной структурой.
Размеры полотна (его ширина и длина) выбираются в зависимости от модели станка, для которого оно предназначено.
Кроме того, необходимо знать, что:
А) тонкое лезвие может деформироваться при резке толстых заготовок;
Б) чем шире у пилы полотно — тем ровнее будет получаемый срез;
В) чем тоньше распиливаемое изделия — тем с большей вероятностью оно может быть изогнуто при использовании очень толстой пилы;
Г) если необходимо произвести резку по контуру, то необходимо выбирать ширину полотна в зависимости от требуемых при работе поворотов под нужным углом.
Как выбрать ленточную пилу?
Первый и важнейший критерий, определяющий выбор – это тип обрабатываемого материала. Если планируется резать сталь, то нужна ленточная пила по металлу. Кроме того, подобное оборудование делится на бытовое, полупрофессиональное и профессиональное. Ручная ленточная пила небольших габаритов и веса как нельзя лучше подойдет для работы в домашних условиях. С ее помощью мастер сможет изготавливать различную мебель, нарезать заготовки и прочее.
Средний класс пил можно применять как в домашней мастерской, так и в цеху, а вот профессиональные станки подходят лишь для промышленного производства. Определившись с классом, можно переходить к выбору основных технических характеристик:
- Глубина пропила. Этот параметр определяет максимальную толщину обрабатываемой детали.
- Ширина пропила. Эта величина показывает, какую максимальную ширину может иметь обрабатываемая деталь.
- Максимальный диаметр заготовки.
Рейтинг ленточных пил
К популярным моделям относятся:
- Ленточная пила Jet . Обрабатывает заготовки шириной до 300 мм. Ее мощности хватает для распила древесины из самых разных пород – ясеня, бука и других. На толстой металлической станине легко располагать необходимые детали, она не деформируется от большой вибрации и нагрузок.
Ленточная пила Энкор Корвет . Этот агрегат больше подойдет для промышленного производства. Его мощность составляет 1000 Вт, а режущее полотно движется со скоростью 900 м в минуту, позволяя распиливать заготовки из самых разных материалов.
Ленточная пила Bosch . Эта компания производит как станки, так и ручные инструменты, работающие на аккумуляторе. Последние можно брать с собой и использовать для нарезки труб, уголков, прутков и прочих деталей. Работать с таким инструментом можно во всех положениях, оно компактное, удобное и простое в управлении.
Производители и модели
Ленточнопильный станок по металлу — многофункциональное устройство для обработки и резки металла, горных пород, древесины, пластиковых и пенопластовых деталей, согласно заданной программе. Главным рабочим элементом данного оборудования является ленточное полотно в виде кольца. Станок, при необходимости можно настроить на прямое или фигурное распиливание материала, в непрерывном режиме.
Популярные производители
- (Япония) AMADA, DAITO;
- (Корея) DELTA;
- (США) DoALL;
- (Германия) BEHRINGER, MEBA, KASTRO;
- (Тайвань) EVERISING, Way Train;
- (Италия) CARIF, ISTECH, FMB;
- (Испания) DANOBAТ;
- (Швейцария) Jet;
- (Чехия) PILOUS, BOMAR;
- (Китай) CHENLONG, Beka-Mak;
- (Россия) Аллигатор.
Ленточнопильный станок Аллигатор-500У. Фото НЕВАСТАНКОМАШ
Достижения в области технологий позволяют все чаще использовать на современных промышленных предприятиях высокотехнологичные ленточнопильные установки.
Weiss Machinery, китайский производитель, модели:
- WBS90 – диаметр пиления 90 мм, мощность 0,45 кВт, масса 42 кг.
- WBS115 – диаметр пиления 115 мм, мощность 0,55 кВт, масса 62 кг.
- WBS180A – диаметр пиления 180 мм, мощность 0,75 кВт, масса 170 кг.
- WS250G – диаметр пиления 225 мм, мощность 1,20 кВт, масса 120 кг.
- GW4038 – полуавтоматический, диаметр пиления 380 мм, мощность 2,20 кВт, масса 960 кг.
Несколько слов о самых популярных моделях ленточных пил
Если вас интересуют технологии, то, вероятно, информация о самых популярных моделях не будет лишней. Бренды отлично себя зарекомендовали: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектрум, МВ 2000, Титан.
Авангардный
Лесопильные работы этой марки отличаются производительностью и высоким качеством работы. Помимо точной обработки, машины характеризуются низким потреблением энергии. Vanguard-LP легко транспортировать и устанавливать, так как не требует специального фундамента.
Атлас
Данная модель используется для продольной распиловки бревен. Выход — доски, доски, шпалы. Дизайн Атланты очень мощный и имеет ряд преимуществ. Благодаря этому препарату вы можете получать продукты отличного качества.
MB-2000
Эта мощная машина распиливает бревна на доски и балки различной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 характеризуется повышенной жесткостью и прочностью.
Разводка зубьев
Начинается все с проверки расстояния меж зубцами. Оно создана для того, чтоб пила не клинила в пропиле. Подгонять его следует под тот вид древесной породы, с которым в большинстве случаев приходится работать. Если придется работать с жесткими породами дерева, зубцы разводятся на расстояние в 1,5-2 раза большее, чем толщина полотна. Для мягенькой древесной породы следует развести зубья у ножовки на расстояние в 2-3 раза больше.
Одним из главных моментов при выполнении разводки является сохранение равномерности. Если зубья пилы будут отогнуты на различное расстояние от центра, это приведет к неизменным клинам и ухудшению свойства среза и скорости распиловки древесной породы. Потому рекомендуется использовать приспособление для развода зубьев, которое так и именуется — «разводка». Благодаря упору с его помощью нереально отогнуть зуб на большее расстояние, чем предвидено эталоном.
Зубцы делятся на две группы через один и загибаются поочередно по всей длине режущей стороны полотна. Поначалу эта процедура проводится для одной группы, в какой разведенные зубья должны быть отогнуты в определенном направлении, позже она повторяется для обратного направления.
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
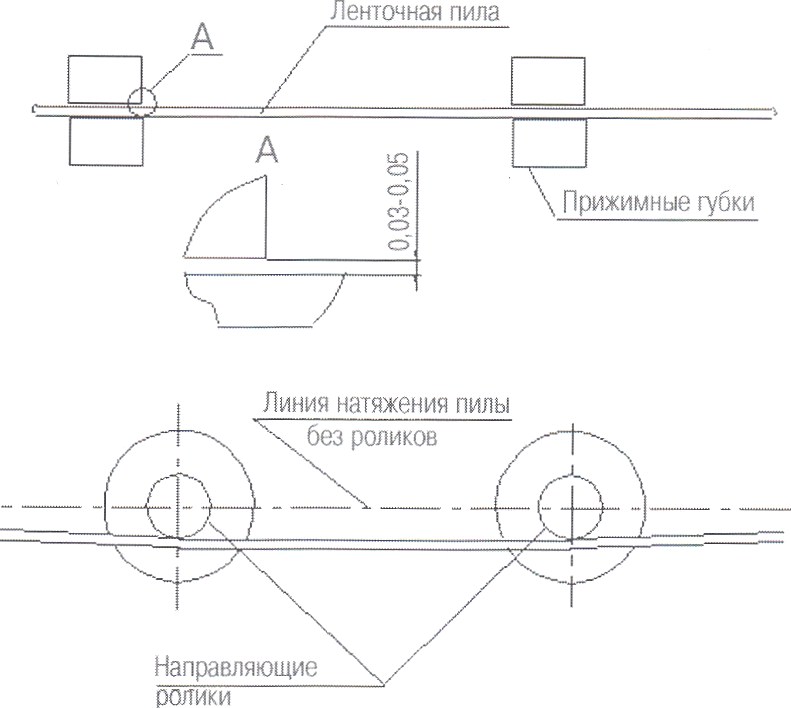
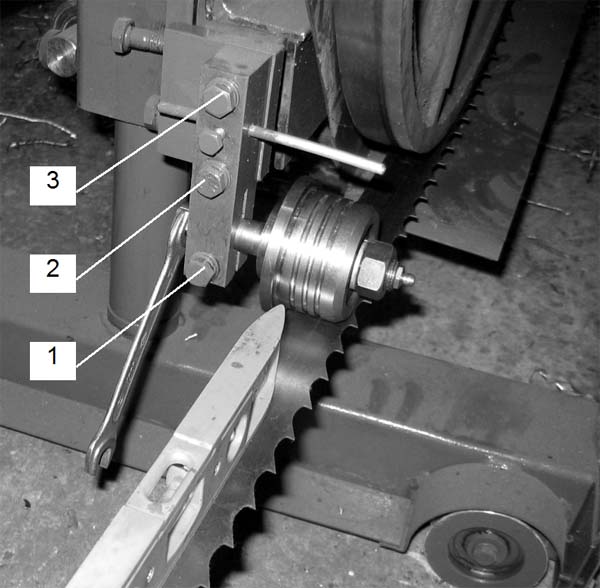
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу
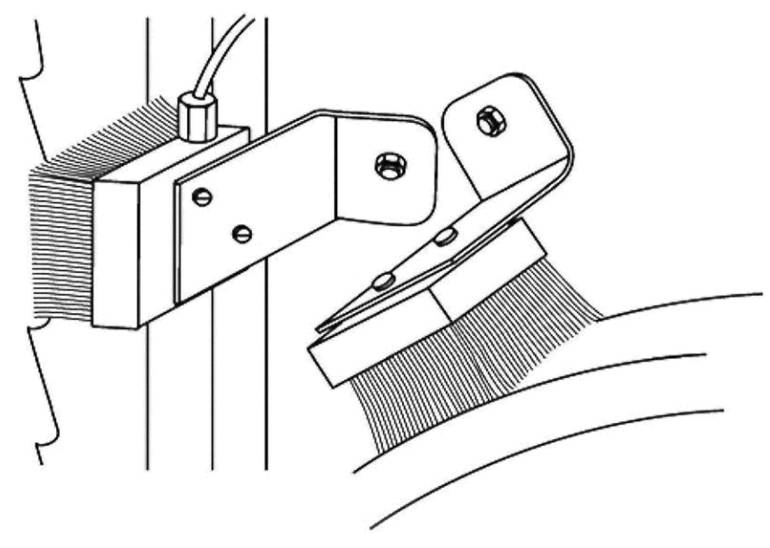
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.



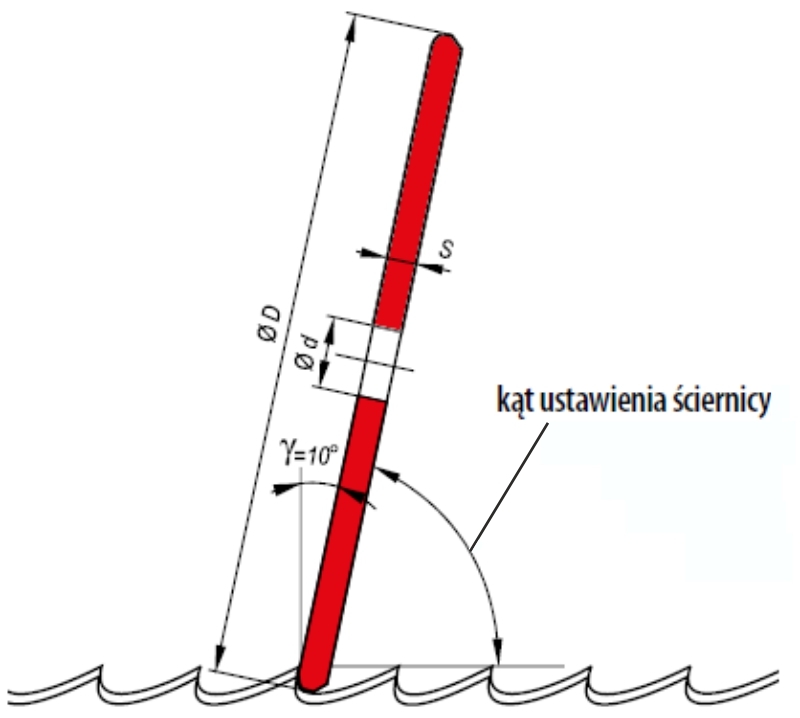
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.





