

Механические способы
В основе классификации механических способов резания обычно лежит ответ на вопрос: чем резать металл? Разрезание ножовкой и ножницами по металлу
Разрезание ножницами: а) разрезание листа на полосы; б) разрезание листаножницами.Вырезание круглой формы: в) неправильно; г) правильно
В домашних условиях металл обычно режут обыкновенной слесарной ножовкой. Процесс этот является достаточно трудоемким. Он значительно упрощается, если в распоряжении есть механическая ножовка.
В отличие от ножовок, существует достаточно много видов ножниц по металлу:
- Ручные ножницы позволяют разрезать относительно тонкий листовой металл. Они позволяют делать это быстро и точно, правильно следуя косильной лески реза. Можно выделить несколько типов ручных ножниц: пальцевые, силовые, стуловые, рычажные, для криволинейного реза.
- Шлицевыми ножницами осуществляют как прямолинейную, так и криволинейную резку. Они позволяют резать металл в ограниченном пространстве, сохраняя при этом высокое качество реза. Приводятся в действие электродвигателем.
- Гильотинные ножницы могут разрезать металл с высокой точностью. Основные преимущества — отсутствие дефектов, высокая точность резания, сохранность внешнего покрытия разрезаемого материала.
Ручными ножницами можно резать относительно тонкий лист металла.
- Ручные ножницы. Главный недостаток — развиваемое усилие недостаточно для резки, если металл очень прочный.
- Механические ножницы. Приводятся в действие электродвигателем, поэтому производительность значительно выше, чем у ручных гильотин.
- Ножницы с гидравлическим приводом. Обеспечивают очень высокую точность работы. К тому же их можно оснащать ЧПУ, позволяющим заметно увеличить их производительность за счет сохранения в памяти типовых параметров разрезов.
Сабельные и дисковые пилы, углошлифовальные машины
Сабельные пилы по принципу действия похожи на электролобзик. Внешне выглядят как электродрель, только вместо сверла — выдвинутая вперед пила длиной от 10 до 35 см, совершающая возвратно-поступательное движение. Обычно пила питается от сети, но выпускаются и аккумуляторные варианты.
Для точного и быстрого резания металла применяют сабельные пилы.
Для разных видов работ применяются различные виды пильных полотен. Они легко меняются, подобно сверлам в электродрели. Система крепления надежная и рациональная. Зная, с чем предстоит работать, можно правильно выбрать соответствующую пилку. Например, чем больше кривизна разреза, тем уже должно быть полотно.
Для работы с сабельной пилой нужны навык, твердая рука и хороший глазомер.
Проще работать дисковыми пилами. Их режущие диски обычно изготовляют из твердого высоколегированного сплава или специальной быстрорежущей стали. Предназначены пилы для резки разнообразных металлических профилей, изготовленных из самых различных металлов и сплавов, обеспечивают узкий пропил, малое количество стружки.
Чтобы правильно выбрать пилу, следует особое внимание обратить на распиловочный круг, в частности на его диаметр. Чем он больше, тем больше возможности инструмента
После выполнения распила обычно требуется дополнительная обработка по удалению острых кромок. К минусам следует отнести довольно большие габариты и достаточно высокую стоимость.
Дисковой пилой можно пилить медь, алюминий и другие цветные металлы.
Большинство потребителей даже и не подозревает, что «болгарка» — это углошлифовальная машина. Дело в том, что это чудо техники родом из Болгарии, а наши люди длинных названий не любят. В большинстве случаев болгарка, оснащенная диском для распила стали, прекрасно заменяет дисковую пилу по металлу, хотя, судя по названию, изначально она предназначалась для шлифовки.
Сегодня очень многие используют ее именно как пилу, а не для шлифования, хотя современной болгаркой можно и резать, и зачищать, и полировать, и т. п. Причем резать и шлифовать можно практически все материалы. Главное — покупать различные инструменты не нужно. Для различных материалов и работ приобретаются лишь разные расходные материалы, а сама машина нужна только одна.
CTLN.RU 2022
Инструменты для рубки металла
Приемы рубки металла зависят от используемых инструментов и поставленных задач. Снятие верхнего слоя производится при помощи зубила и молотка. При этом марка стали зубила должна быть в несколько раз тверже обрабатываемой детали. Также при помощи этих инструментов можно проделывать канавки на металлических заготовках. Ножницы для рубки металла используются, когда необходимо порезать на части тонкий лист. Они также изготавливаются из твердых марок стали и проходят специальную заточку.
Для тонкой обработки, когда необходимо вырезать из листа деталь необычной формы, используют ножи для рубки металла. Они позволяют без проблем получать разнообразные узоры, которые служат в качестве украшений. Ножи бывают разных размеров: от огромных до совсем миниатюрных. Это позволяет обрабатывать детали любой сложности. Другие инструменты, применяемые при рубке металла: наковальня или плита, которая служит подставкой для работы, тиски, в которых можно зажимать заготовку, крейцмейсель, который является разновидностью зубила и служит для прорубки пазов и углублений. Набор инструментов достаточно невелик и доступен любому желающему.
Читать также: Компаратор на lm358 схема
Различные манипуляции с металлом подразумевают постоянные большие нагрузки, поэтому комплектующие для работы должны иметь высокий запас прочности. Инструмент для рубки металла необходимо приобретать у проверенных поставщиков, чтобы он прослужил как можно дольше и не подвел владельца в самый ответственный момент. Процесс ручной обработки деталей связан высоким уровнем риска для здоровья человека. Поэтому необходимо тщательно соблюдать технику безопасности при рубке металла. Весь рабочий персонал должен быть одет в спецодежду, руки должны быть защищены рукавицами, а глаза – очками или маской. Это позволит снизить до минимума риск возникновения несчастного случая или производственной травмы. Соблюдение установленных правил – основа трудового долголетия.
Рубка листового металла производится в основном с применением специального оборудования. Это позволяет значительно повысить производительность труда, сделать обработку более качественной и повысить условия безопасности рабочего персонала. Станок для рубки металла обойдется в сумму от нескольких десятков до нескольких сотен тысяч рублей. Все будет зависеть от фирмы-производителя и функциональной оснащенности.
Вытащите пробку при помощи самореза и плоскогубцев
Возможно вам покажется странным, но это самый безопасный из всех методов, перечисленных в списке. Чтобы им воспользоваться потребуется определённая физическая сила, но это вряд ли остановит настоящих ценителей вина
Ввинтите саморез в пробку, чтобы он выступал от поверхности примерно на полтора-два сантиметра. Обхватите плоскогубцами его шляпку и потяните на себя, чтобы вытащить пробку. Вместо плоскогубцев можно использовать молоток-гвоздодёр.
Учтите, что такой способ не подходит для выдержанных вин, пробка которых уже изрядно износилась. В этом случае она может просто раскрошиться.
Способы работы с лобзиком без сколов на различных материалах
Электролобзик подходит для обработки большого количества изделий (деревянные, металлические, жестяные, пластиковые поверхности). Для каждого вида существуют конкретные методы и настройки инструмента: определенная частота хода, сила нажима, плавность передвижения приспособления.
Деревянное полотно
При выборе пилки помните, что дерево нужно пилить стандартными приспособлениями (с зубчиками вверх). Величина зубьев — средняя, а интервал шага — от двух с половиной до четырех миллиметров. Длина пилки зависит от толщины распиливаемой поверхности.
Частоту хода необходимо выставить на максимальное значение. Снижать её нужно, если материал имеет тенденцию к перегреву или при работе вы ощущаете неудобства. Чтобы увеличить скорость распила нужно воспользоваться функцией маятникового хода. Качество пиления снижается, однако этот вариант значительно сокращает время работы, если его у вас не так уж много.
В процессе необходимо проводить все операции на тыльной стороне полотна во избежание повреждения. Разметку нужно проводить заранее. Когда начнется пиление, необходимо прижимать лобзик к полотну и медленно управлять направлением его хода. Не стоит толкать инструмент, так как он будет самостоятельно продвигаться по полотну.
Ламинат и ДСП
При выборе пилки необходимо остановиться на такой разновидности, как пилка обратного реза. Даже при характерной для данного типа вибрации уровень качества результата не будет снижен. При помощи обыкновенной пилки необходимо проводить операцию на тыльной стороне полотна.
Частота хода, как и в предыдущем пункте, должна быть максимальной. Во избежание образования сколов следует отключить маятниковый механизм. В процессе электролобзик следует крепко прижимать и постепенно вести по полотну (сильно нажимать на инструмент при этом не нужно).
Сколы возникают на обращенной к инструменту стороне. В связи с этим при использовании обычной пилки нужно заранее определить лицевую сторону и производить распил на тыльной. Кроме того, можно приобрести специальный противоскольный вкладыш — маленький элемент с пропилом, который вставляют в соответствующие направляющие в подошве. Лучшим вариантом вкладыша можно считать вариант с точно соответствующим толщине пилки пропилом.
Металл
Выбирая пилку для металла, следует отдавать предпочтение вариантам с мелкими зубчиками, шаг которых должен входить в диапазон от одного до двух миллиметров. Показатель частоты хода следует установить на максимально низкой о нужно отключить.
При использовании не следует нажимать на инструмент, а двигать его нужно плавно. Само полотно следует закрепить, при этом разместив его линию пропила максимально близко к опоре. Обязательно нужно делать короткие перерывы и использовать охлаждающую систему с целью предотвратить перегрев инструмента.
При необходимости изготовления криволинейного пропила на тонком жестяном полотне и размещения линии пропила плотно к опоре следует расположить металл между двумя листами ДВП. При этом необходимо разметить именно верхний ДВП-слой, поскольку это помешает формированию заусенец.
Пластик
Выбирать стоит пилку с маленьким зубчиком, так как это повысит качество работы. Настраивать электролобзик следует исходя из разновидности пластика. Ровность пропила обеспечит минимальный показатель или полное отсутствие маятникового хода. Частота же хода должна составлять не более 40% от максимального значения.
Кафель
Нужно приготовить пилку без зубцов и нанести на нее абразив. Маятниковый ход необходимо выключить, скорость снизить до минимальной. В данном случае электролобзик — одно из эффективных приспособлений для того, чтобы выпилить криволинейные элементы на плитке.
Жесть
Для легкого распила жестяного материала нужно его плотно прикрепить. Следует уложить полотно с края верстака или поместить на подложку. При этом линия реза должна быть на наименьшем расстоянии от предусмотренной опоры. Надо придавить материал брусом, чтобы при этом ничего не сковывало свободу передвижения электролобзика.
«Подкачку» следует установить на о или «1». Используемая пилка должна быть предусмотрена исключительно для металла. Если обрабатываемое полотно имеет толщину больше двух миллиметров, тогда лучше смазать место реза маслом (для машин). Для хорошего результата жестяное полотно нужно уложить между тонкими фанерками




Это даст возможность работать далеко от линии опоры, что важно в условиях криволинейного выпиливания
Слесарная электроножовка
Если вам редко приходится резать длинные листы, то покупка специальных инструментов для резки металла себя не оправдывает.
Иметь обычную электрическую ножовку вполне достаточно. Более удобна машинка с электронным регулированием частоты ходов, позволяющая согласовать скорость резания с материалом и с ножовочным полотном. Большинство имеющихся в продаже электрических ножовок мощностью 300-400 Вт режут заготовки из конструкционной стали толщиной от 5 мм и из алюминия — до 15 мм. При выполнении длинных разрезов ведите машинку по опорной планке.
Берегитесь стружек
Электрические ножовки передвигаются тяговым усилием, то есть толчок(собственно режущее движение) происходит при перемещении полотна вверх. Металлическая стружка летит, следовательно, тоже вверх. Поэтому защищайте глаза предохранительными очками, а руки — рукавицами! Не будьте легкомысленными!
Длинные прямые разрезы хорошо выполнять слесарной ножовкой с электроприводом. Машинку нужно вести медленно и без нажима.
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.
Кислородная резка толстого металла
Часто кислородную резку толстого металла механизируют за счет переносного оборудования, газорезательных машин. Нужно понимать, что во время такой обработки применяют ацетилен, а также ряд других горючих газов: природный, нефтяной, водород, кроме того, используется такое топливо, как керосин, бензин.

По своим качествам, производительности данная технология резки превосходит большинство других, поэтому ее часто применяют на производствах.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Важно упомянуть о методе обработки толстых материалов кислородным копьем. Он необходим для пропиливания толстого металла в металлургических печах, создания отверстий в бетонных изделиях, пр. Для этого трубку, изготовленную из стали с небольшим содержанием углеродов, прижимают к месту резки, направляя по ней газ
Оговоримся, что обрабатываемую зону и конец трубки предварительно нагревают при помощи паяльника, и только после этого открывают подачу газа. Как только конец трубки загорается, его соприкасают с металлом – сама резка идет при помощи сгорания материалов трубки и заготовки
Для этого трубку, изготовленную из стали с небольшим содержанием углеродов, прижимают к месту резки, направляя по ней газ. Оговоримся, что обрабатываемую зону и конец трубки предварительно нагревают при помощи паяльника, и только после этого открывают подачу газа. Как только конец трубки загорается, его соприкасают с металлом – сама резка идет при помощи сгорания материалов трубки и заготовки.
Как настроить пилу для ровного распила?
Пильный диск должен стоять строго перпендикулярно опорной платформе. Это видно и по положению диска, и по шкале градусов на регулировочной дуге. Если диск стоит под углом:
- Отпускается винт-фиксатор.
- Платформа наклоняется в нужное положение.
- Винт фиксируется.
С затяжкой следует быть внимательнее. На некоторых моделях при чрезмерной затяжке можно сорвать резьбу или отломить головку.
Далее зависит от того, как и что пилить.
Доску поперек
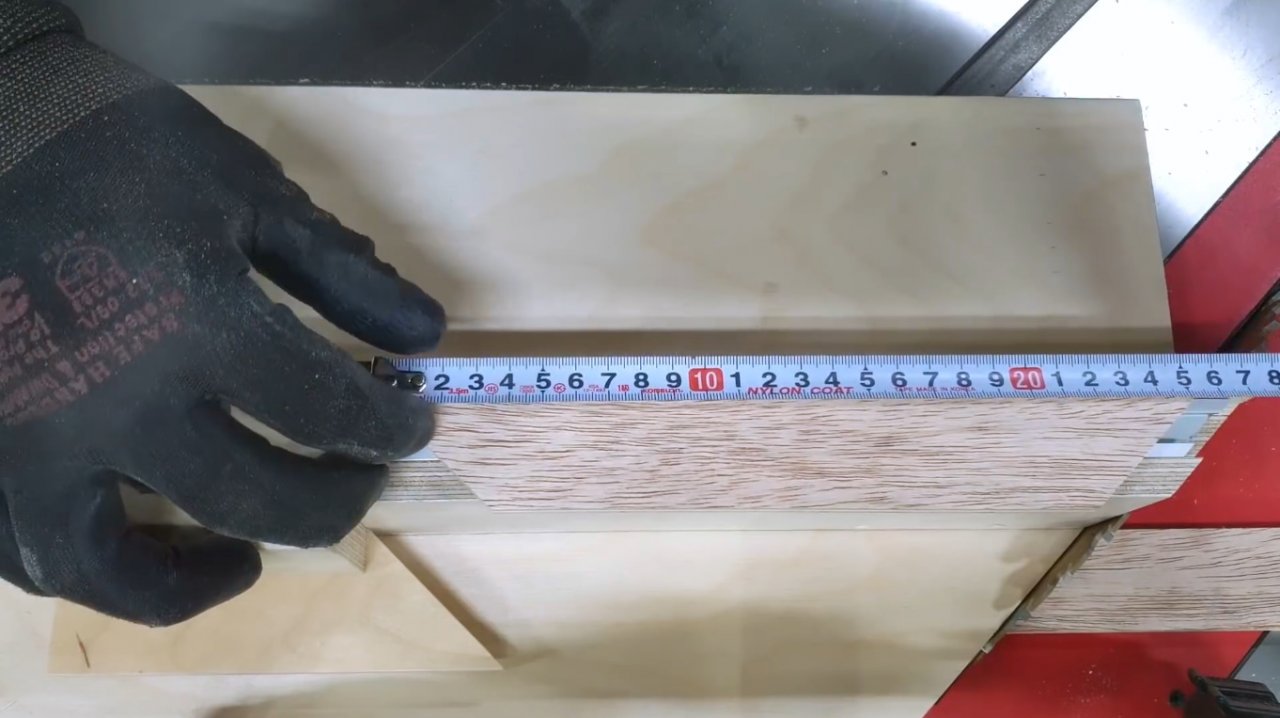
При таком пилении точной должна быть длина заготовки. Рулеткой замеряется нужный размер. Карандашом (маркёром, острым предметом) делаются две отметки – вначале будущего пропила и в конце. Метки соединяются линией. Это место будущего пропила.
На передней части (торце) платформы каждой ручной циркулярки есть риска-выемка. Она располагается напротив диска и показывает, куда будет идти пропил. Риску совмещают с разметкой пропила и пилят, следя за тем, чтобы риска шла по разметке.
Иногда удобнее сделать полосу-разметку не по месту пропила, а по левому краю платформы. Тогда будет проще контролировать точность пропила. При такой разметке отмечают полную длину заготовки, приставляют к ней диск выключенной пилы и слева делают отметку по краю платформы.
При пилении проблемных заготовок (твердая, толстая, запаренная или свилеватая древесина с перекрученными волокнами) есть вероятность ухода диска от отметки. В таких случаях вместо отметки, с края платформы прикручивают на саморезы или прижимают струбцинами направляющий брусок. Пилят, прижимая платформу к бруску.
Доску вдоль
Проще всего сделать пропил по всей длине на обрезной доске. Для этого используется опорная планка на двух стержнях, которая входит в комплект поставки большинства моделей. Также, его еще называют параллельный упор.
Параллельный упор
Стержни вставляют в проушины на платформе. Устанавливают нужную ширину пропила и фиксируют стержни винтами. Пилят, прижимая опорную планку к обрезной доске. Разметки карандашом при этом не нужны.
Они требуются, когда от обрезной доски нужно отрезать клинообразную заготовку (один конец шире, другой уже) и для распила вдоль или обрезки обзола необрезной доски. В этих случаях дисковой пилой проводят по разметке, аналогично тому, как и при вышеописанном поперечном пропиле. Но при этом надо помнить, что продольные пропилы во много раз длиннее поперечных.
Двигатель при этом работает с достаточно большой нагрузкой, особенно на толстых досках (35-50 мм). Поэтому пилят, перемещая циркулярку с такой скоростью, чтобы двигатель не терял оборотов, а диск успевал выбрать древесину и выбросить опилки из пропила.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Это интересно: Стеклопластиковая арматура и её недостатки
Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Методы нарезки шлицов
Перед тем как нарезать шлицы на валу необходимо выбрать способ центрирования сопряженных деталей. Зубчатое колесо или втулку центрируют следующим образом:
- по наружному диаметру вала D;
- по внутреннему диаметру вала d;
- по боковым сторонам b.
Первый способ применим в неподвижных соединениях, которые не требуют повышенной твердости. Центрирование по внутреннему диаметру применимо к деталям, подвергшимся закалке, а по боковым сторонам при реверсивном движении вала и больших крутящих моментах.

![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://domdetaley.ru/wp-content/uploads/e/e/9/ee99b85810e9f7556f9d8f4a4aa79a4e.jpeg)


В зависимости от диаметра вала фрезерование шлицев выполняется за один или два прохода. Черновое фрезерование шлицев на валах может осуществляться дисковыми фрезами, а чистовое специальной червячной фрезой, которая обеспечивает наибольшую точность.
Строгают такие сложные элементы шпинделя как правило на специальных строгальных полуавтоматах, когда есть расстояние для выхода резца и в сквозных отверстиях. Одновременно происходит нарезка всех пазов несколькими резцами. Заготовка крепится вертикально и совершаются возвратно-поступательные движения. После каждого хода выполняется установленное движение подачи. Строгание применяется в массовом производстве и дает высокое качество обработки с шероховатостью до 0,8 мкм.
Нарезка внутреннего шлица лучше всего выполняется на протяжном оборудовании. Каждый паз обрабатывается по очереди, но существуют протяжки для одновременной нарезки нескольких зубьев.Высокоэффективным способом изготовления соединений такого типа является накатка. Она совершается на специальном оборудовании с использованием накатной головки, которая имеет вращающиеся ролики. С помощью этих роликов происходит выдавливание металла с поверхности заготовки и образуется шлицевой паз. Данный метод позволяет нарезать до 18 зубьев одновременно и используется в крупных производствах.
Нарезаю резьбу на трубе леркой, либо клуппом.
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке. Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки
В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба
Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки. В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба.
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из-за массивности не представляется возможным.
Всё для резьбы на трубе.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.
А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещоткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
На фото помимо лерки и клуппов с воротком, представил, что использую для герметичности резьбового соединения, а именно универсальный, сантехнический герметик и сантехнический лён. После того, как нарезал резьбу, наношу на неё герметик, стараясь, распределить равномерно по всем виткам, и уже после этого наматываю лён, подробно об этом рассказываю (и показываю) в другой статье, ссылку оставлю ниже.
Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.
В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она также при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами. Использование каболки удобно тем, что её можно распустить и выбрать прядь необходимой толщины. Актуально её применение в случае, когда переходная манжета не подходит по размеру, такие случаи не часты, но всё же встречаются.
Видео: клупп — инструмент для нарезки резьбы на трубе:
Возможно и эти статьи будут вам полезны:Как нарезать резьбу на трубе. 10 важных нюансовКак подмотать резьбу герметично (видео)Как проще резать болгаркой
Если есть вопросы или дополнения, пишите в графе комментарии. На сегодня всё, успехов в работе, с уважением Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая награда за мой труд.
Поделиться с друзьями в сети:
Как разметить трубы для сваривания под углом (разметочное приспособление)
Здравствуйте, уважаемые читатели и самоделкины! Наверняка некоторым из Вас доводилось соединять круглые трубы под углом. Важным моментом, который обычно вызывает затруднения — это подготовка торцов труб и соответствующих отверстий для них. Без предварительной разметки подгонка «на глаз» займет много времени, и будет не очень точной. В данной статье автор YouTube канала «Wood Products» расскажет Вам, как можно изготовить разметочное приспособление для этих целей.
Эта самоделка весьма проста в изготовлении, и делается буквально из подручных материалов.
В недавней статье мастер уже рассказывал про изготовление копировальной линейки, принцип работы которой весьма похож, а готовую линейку можно приобрести на Алиэкспресс.
Однако, эти линейки могут работать только «в плоскости», и с их помощью не получится сделать копирование трехмерной формы.
Материалы. — Электроды — Пластиковые бутылки, старая велосипедная камера, ватные палочки — Наждачная бумага.
Инструменты, использованные автором. — Технический фен — Болгарка, дисковая шлифовальная насадка — Ножницы по металлу — Кусачки, пассатижи, напильник, ножовка по металлу, молоток, нож, маркер. Процесс изготовления. Итак, в качестве копиров мастер будет использовать сердечники от обычных сварочных электродов, с которых нужно удалить обмазку. Также прекрасно подойдет прямая стальная проволока 1,5-3 мм в диаметре, либо бамбуковые палочки. Чем меньше будет диаметр — тем выше получаемая точность разметки.
Электроды для этого дела слишком длинные, и их нужно разрезать на две части. После этого их поверхности шлифуются, а также зачищаются края от заусенцев.
Еще одним элементом конструкции послужит небольшой сектор от старой велосипедной камеры. Его длина должна быть от 1/2 до 3/4 высоты цилиндра.
Этот кусочек резины нужно надеть на пластиковый цилиндр. Чтобы это сделать, мастер сначала надевает его на трубу, а затем перекатывает с нее на цилиндр.
В качестве разделителей послужат ватные палочки, с которых автор срезает головки, и оставляет сами трубочки. Их количество должно быть таким же, как и стальных штырьков.
Этим трубкам нужно придать плоскую форму, сплюснув их пассатижами по всей длине.
Надев корпус на трубу, автор ставит на нем две метки. Они должны находиться в одной плоскости с осью цилиндра.
Параллельно этим меткам автор вставляет первый и второй штырек. Между ними вставляется плоская пластиковая вставка. Соблюдая соосность, таким способом вставляются все палочки, чередуясь с разделителями.
Приложив копир штырьками к боковой части трубы под углом 90 градусов, каждый пруток выдвигается до контакта с поверхностью по одному.
Сняв копир, мастер наводит линию, и можно срезать излишек материала.
В итоге стык двух труб хорошо получился с первого раза. Причем обработанную трубу автор разворачивает на 180 градусов относительно оси, для демонстрации результата.
А теперь немного более сложный вариант — подрезка торца трубы для установки в угол.
И здесь операция выполнена с первого раза. При разметке ответных отверстий, нужно будет учитывать толщину стенок труб.
Благодарю автора за простое, но полезное приспособление для удобной и быстрой разметки труб.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.





Распиловка материала в промышленных масштабах
Рубку в промышленности используют не часто в связи с не самым качественным результатом. Метод гильотины применяют исключительно как промежуточный этап металлообработки. Но это экономически невыгодно – делать два задания вместо одного. Чтобы сразу получать идеальный срез, а также работать с более сложными геометрическими формами, чем линия, заводы оснащены специальными станками. Например, абразивным. Принцип его действия заключается в том, что газ под мощным давлением подает поток воды, смешанный с мельчайшим абразивом. Эта смесь отлично пробивает даже толстый металл, оставляя ровные кромки. Посмотрим видео:
Такое оборудование, а также газовое, плазменное, лазерное в основном оснащается пультом ЧПУ. Заготовка распиливается в соответствии с заранее обусловленным результатом, вычислениями.
Как пилить пилой правильно!
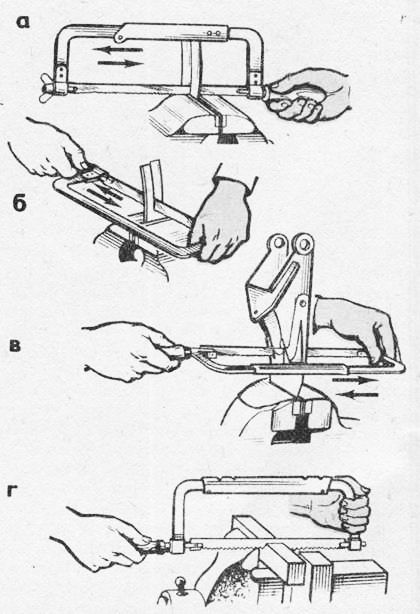
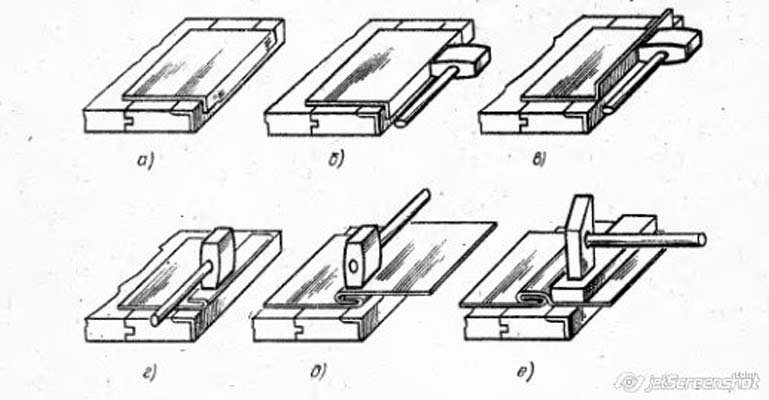
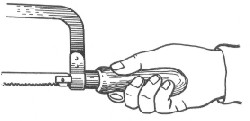
При ручном пилении стойте перед заготовкой и следите за тем, чтобы ваш локоть, запястье и конец пильного полотна всё время находились на одной прямой линии. Движения руки должны быть прямолинейными, начиная от плеча, напоминающими движения поршня в паровой машине. Удерживайте пилу под прямым углом к заготовке, глядя на отражение на боковой поверхности полотна.
Заготовка не должна выглядеть переломленной по линии распила. Делайте длинные движения, чтобы все зубья участвовали в пилении и равномерно изнашивались. Приближаясь к концу распила, поддерживайте отрезаемую часть, чтобы она не отломилась, оставив сколы на углу вашей заготовки.
Отделка арки
Оформление арки нередко становится неувязкой. Вообщем, в квартире не настолько не мало внешних углов, но на арке они есть непременно. И в проходе они очень нередко задеваются. То мебелью, то другим грузом либо просто не вписавшимся в просвет обитателем. И есть с прямой частью вопросов не появляется, то круглая часть может быть неувязкой.
И не только лишь в дверном проходе может быть арочный свод
Вообщем, для арки можно использовать универсальные уголки. Они гибкие, что очень комфортно. Есть гибкие не универсальные — пластмассовые, из специального полимера завышенной эластичности.
Но вообщем, для дизайна арок используют уголки с разной шириной полочек. Их даже именуют арочными. У их одна полочка 10 мм (внешняя) 2-ая — внутренняя — 30 мм и больше. Гнутся они просто. В бублик не скрутите, но хоть какой кривизны дугу получить нетрудно. Нужно будет только использовать надежную фиксацию на время высыхания клея.
Если гнуть желаете обыденный уголок, это можно сделать прогрев пластик. Для этой работы нужен строительный фен. Обыденный — для волос — не подойдет, потому что температура у него очень низкая. Еще нужен шаблон, по которому будем сгибать пластмассовый уголок. Возьмите кусочек ДВП, закрутите шурупы либо вбейте гвозди, сформировав тот профиль, который для вас требуется.
Так можно оформить углы арки защитными уголками
Гнуть начинают с середины. Прогреваете участок, повсевременно надавливая на середину, а феном двигаясь от центра к краям. Так нужно довести уголок до подходящей кривизны и бросить в таком положении остывать. Чтоб он не выпрямился, наряду с рядом шурупов делают отверстия под 2-ой ряд. Расстояние меж рядами равно ширине полочки уголка. После того как пластик согнулся, вставляем и немного закручиваем шурупы. После остывания пластика их снимаем.
Классификация изделий
Полотна для ножовок являют собой узкую полоску, на концах которой имеются два отверстия для крепления к инструменту. Есть три основных критерия их классификации:
- назначение (для ручных/электрических ножовок);
- материал изготовления;
параметры зубьев.
Полотно ручной ножовки по металлу
Деление на группы по первому признаку происходит как у ножовок — выделяют полотна для ручных (механических) и электрических (иногда их называют машинными) инструментов. Размеры рабочих элементов варьируются. Так, для ручных используются полотна длиной 250-300 мм, шириной 12-25 мм, толщиной 0,63-1,25 мм. Пример — полотно отечественного производства из стали Х6ВФ с параметрами 1,25х12х300, которое обойдется покупателю в 30 рублей за штуку.
Параметры пилок для электроинструмента варьируются от 150 мм по длине, до 55 мм по ширине, от 1,25 до 2,5 мм по толщине. Пример — полотно для сабельной пилы HAMMER RS BL 001, параметры которого — 150х19х1,25 мм, а стоимость — 100 рублей за штуку.
Еще одно отличие пилок для ручных и сабельных пил — количество отверстий для крепежа. У первых их два, у вторых — одно.
Полотно для электроножовки
Второй критерий классификации — материал изготовления полотна. Выделяют изделия из сталей:
- углеродистой (наименее прочные, пригодны для цветного либо мягкого металла; маркируются как HCS); например, Bosch HCS TF 350 M 408 мм GFZ за 1400 рублей;
- быстрорежущей (имеют наиболее устойчивые к износу зубья, но отличаются хрупкостью и высокой ценой; маркировка HSS); Gross HSS 18TPI 300 мм — 160 рублей за пару;
- биметаллические полотна (инновация на рынке, вытесняющая аналоги; основа — углеродистая сталь, поверх которой наваривается полоса быстрорежущей, служащей основой для зубьев; обозначается BIM); Gross Variozahn 300 мм BIM от 300 рублей за пару.
Еще есть полотна из легированной стали (обозначение HM), но чаще они используются для резки кирпича, бетона или камня.
Размер зубьев для ножовок по металлу составляет 2-2,5 мм. Данный параметр считается «мелким», поскольку есть изделия с более крупным зубом (например, у пилок для дерева он составляет 4-6 мм).
Международная стандартизация предусматривает иной принцип деления полотен. Так, в расчет берется количество зубьев, приходящихся на 1 дюйм пилки. Данная цифра приводится в маркировке перед буквами PPI (points per inch — «остриё на дюйм») или TPI (формула «PPI – 1»). Чем число больше, тем более мелкий зуб представлен на данном полотне.
При выборе изделий для ножовки пользователю не придется долго гадать — большинство известных пилок имеют шаг зубьев 18 или 24. Так обозначается брендовая продукция для строительства (например, Standart 24 TPI 300 мм, полотно Kraft-Flex 18 TPI от производителя Kraftool).
Основная классификация полотен к ножовке по металлу составляется на основе приведенных критериев
Важно знать — наличие разведенных зубьев приветствуется, если пользователь ожидает комфортную работу без пауз и поломок инструмента. Теперь о том, как полотно ножовочное правильно установить в ручном или электрическом инструменте
Это интересно: Тонкости процесса шпаклевки потолка — излагаем главное





