

Виды штангенциркулей
Прежде чем выяснять, как правильно нужно измерять штангенциркулем, следует разобраться с видами этого измерительного инструмента. Производители выпускают рассматриваемые устройства следующих видов:
- Нониусные — они обозначаются буквами ШЦ, и представляют собой механический измерительный инструмент, который имеет основную шкалу на неподвижной линейке, а также дополнительную на подвижной рамке (в зависимости от модели, на подвижной рамке может быть одна или две шкалы). Нониусными их называют за счет шкалы на подвижной рамке, которая имеет градацию в долях миллиметров. Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность
- С циферблатом или стрелочный — обозначаются как ШЦК, а отличаются они от нониусных наличием круглой формы циферблата, который находится на подвижной штанге. Специальный зубчатый механизм передачи усилия позволяет получать точные результаты измерений. По основной разметке происходит определение миллиметров, а доли исчисляются по круговой шкале
Цифровые или ШЦЦ — на измерительной рамке вместо циферблата расположен цифровой дисплей, отображающий результаты измерений. Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность
Это интересно!Нониусные штангенциркули являются разборными, что делает их ремонтопригодными в случае заклинивания механизма перемещения. Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части. Нониусные штангенциркули по конструкции и назначению классифицируются на такие виды:
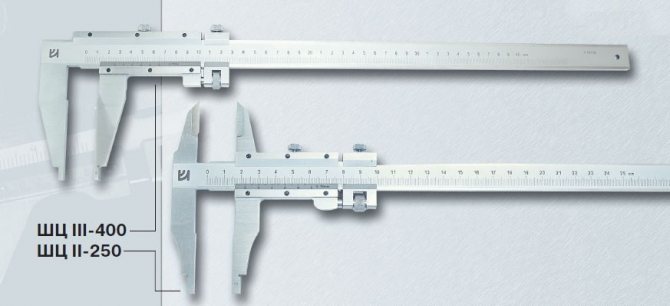
- ШЦ-1 — рабочие или измерительные губки присутствуют с двух сторон, а предназначены они для того, чтобы выполнять измерительные действия внутреннего и наружного диаметра
- ШЦ-2 — губки, которые предназначены для измерений внутренних и наружных диаметров, совмещены, а также имеют одинаковые размеры. Плоские поверхности измерителей расположены внутри, а цилиндрические размещены наружу. С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений
- ШЦ-3 — имеют одностороннее размещение измерительных губок, а предназначены такие инструменты для проведения измерений при работе с большими деталями и заготовками
Рассматриваемые типы инструментов предназначены для выявления размеров разных деталей — трубы, болты, гайки, провода, арматура и прочие виды заготовок. Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Читать также: Резьбонарезные станки а г ничков
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
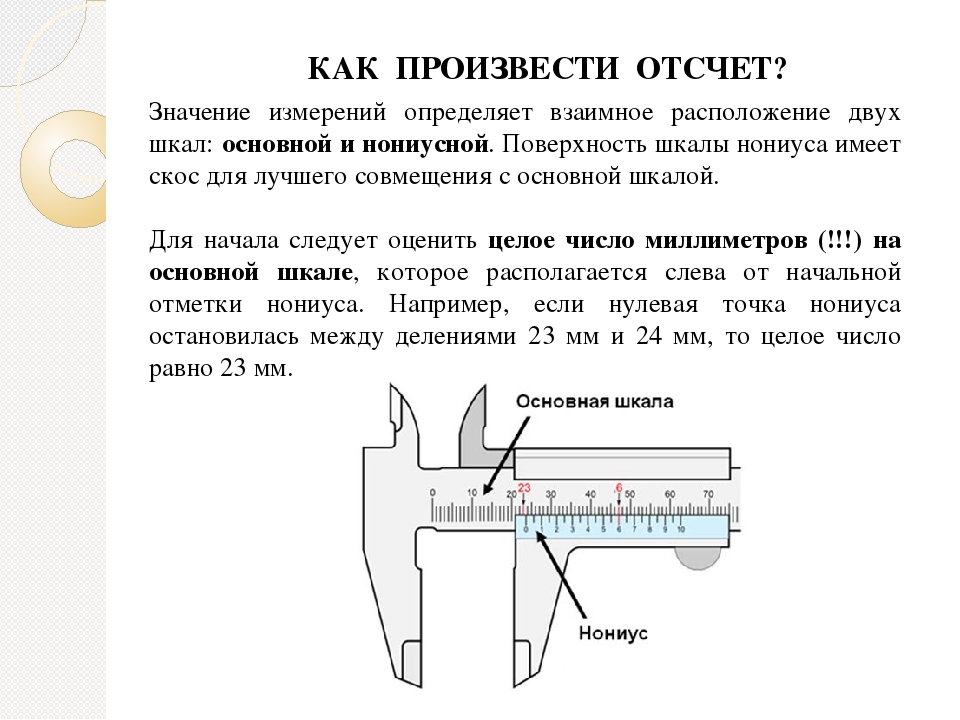
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
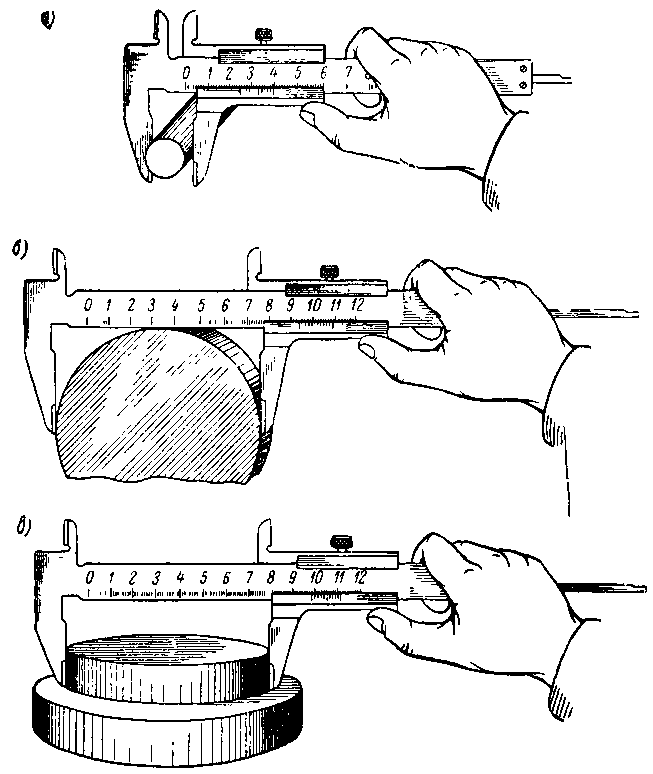
Измерение наружных поверхностей
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Это интересно!Кстати, именно часто для измерения уровня износа тормозного диска необходимо прибегать к применению штангенциркуля.

Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.
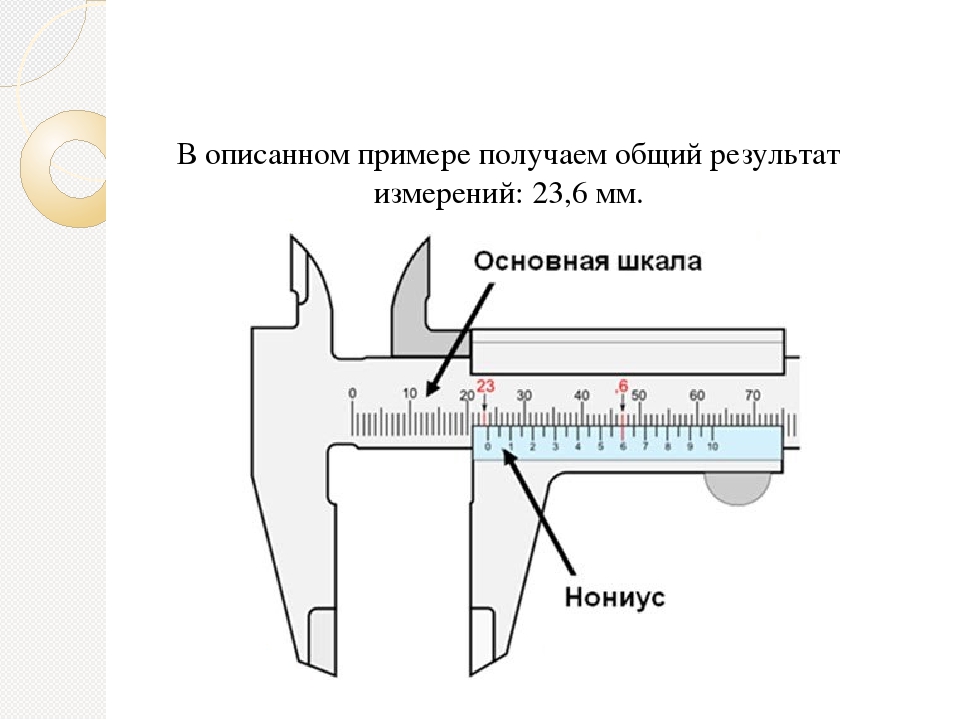
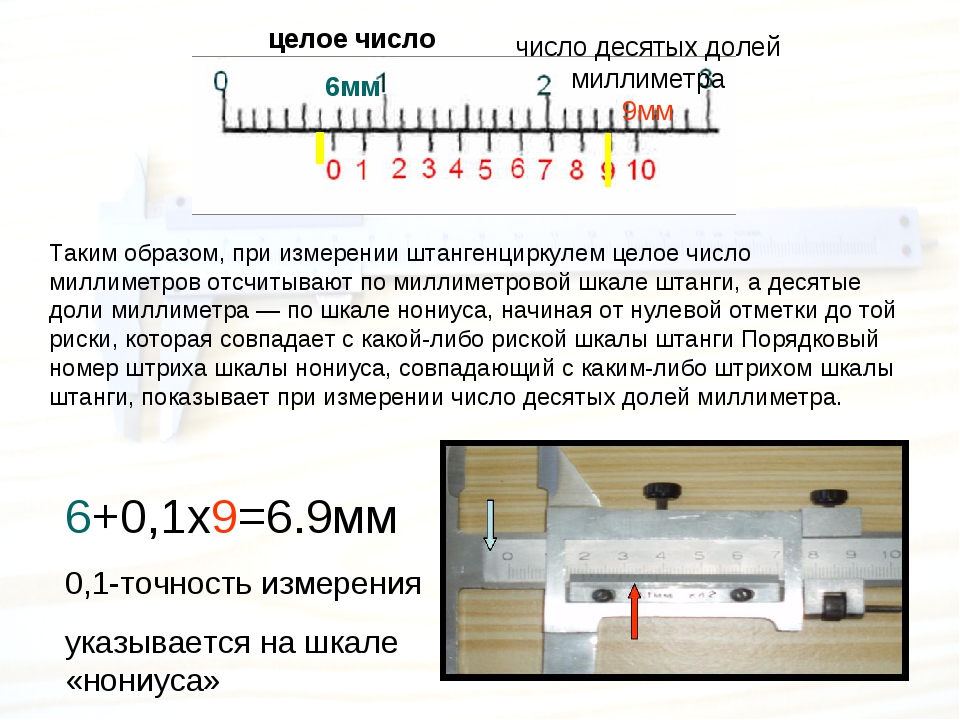
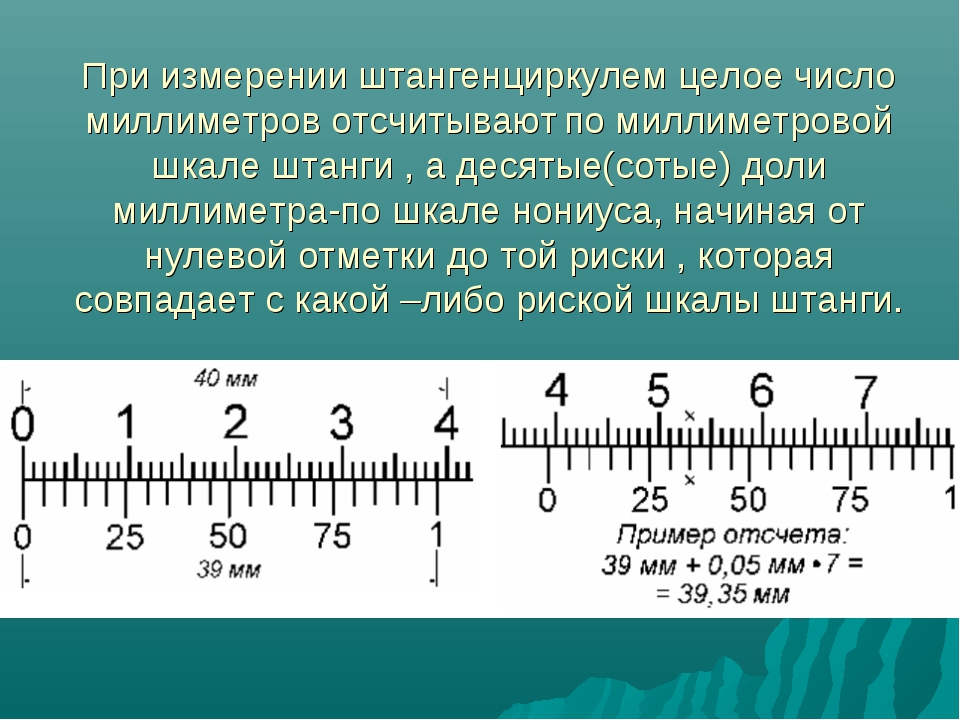
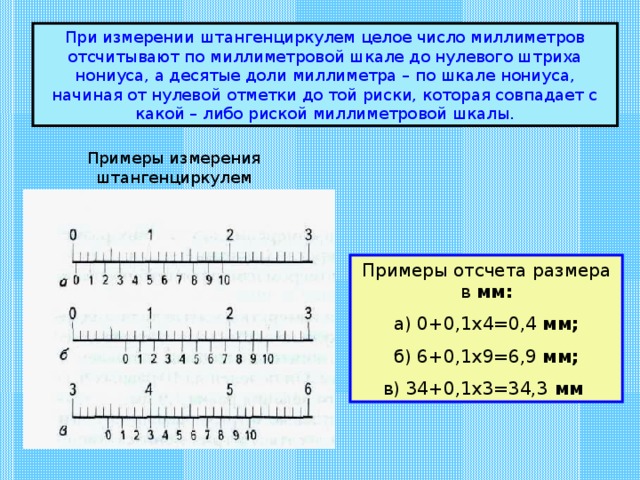
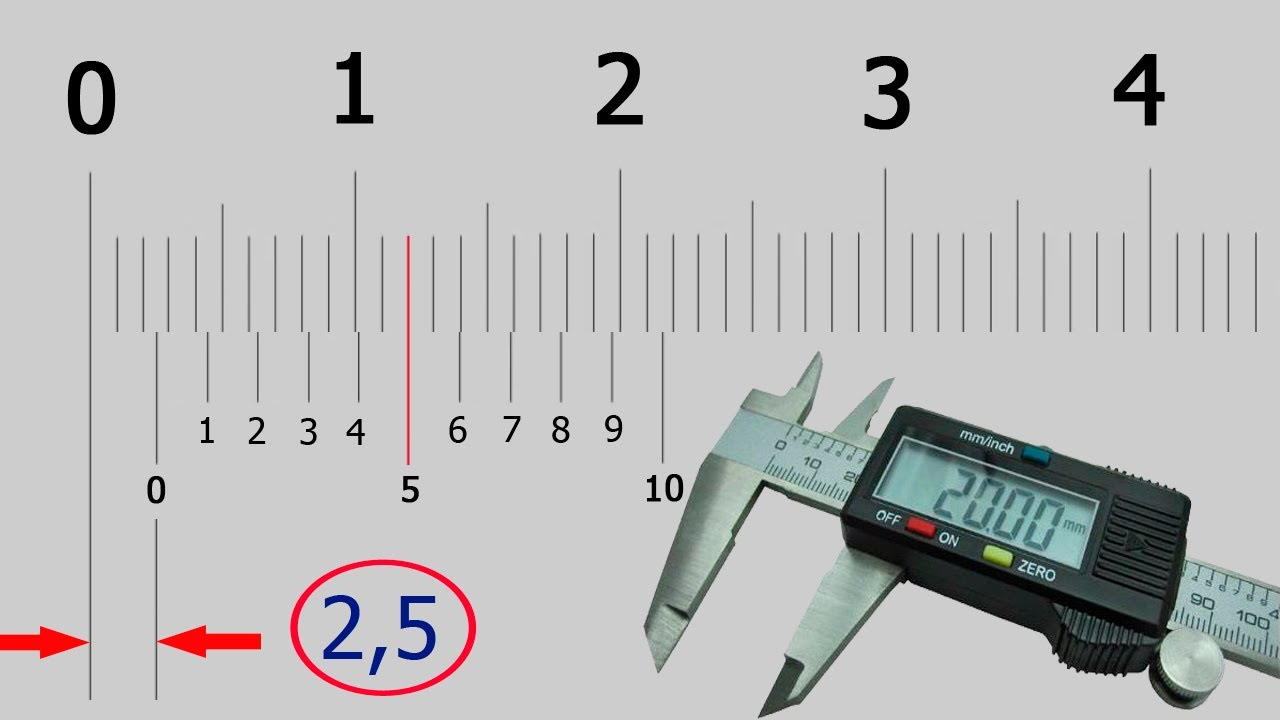
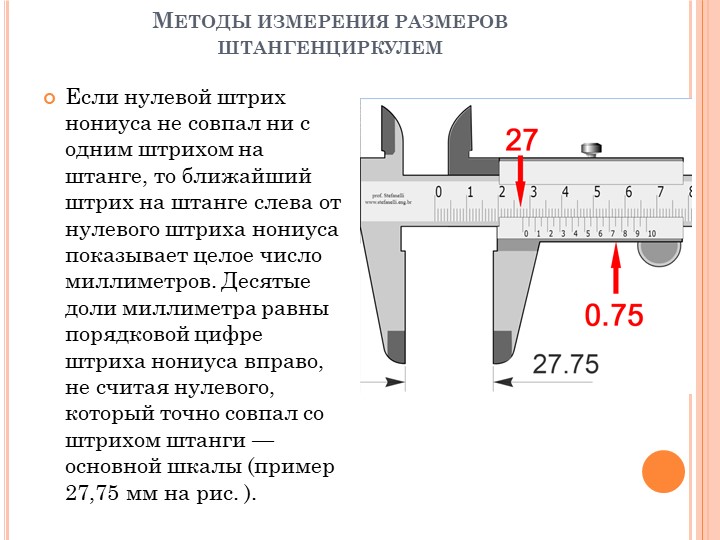
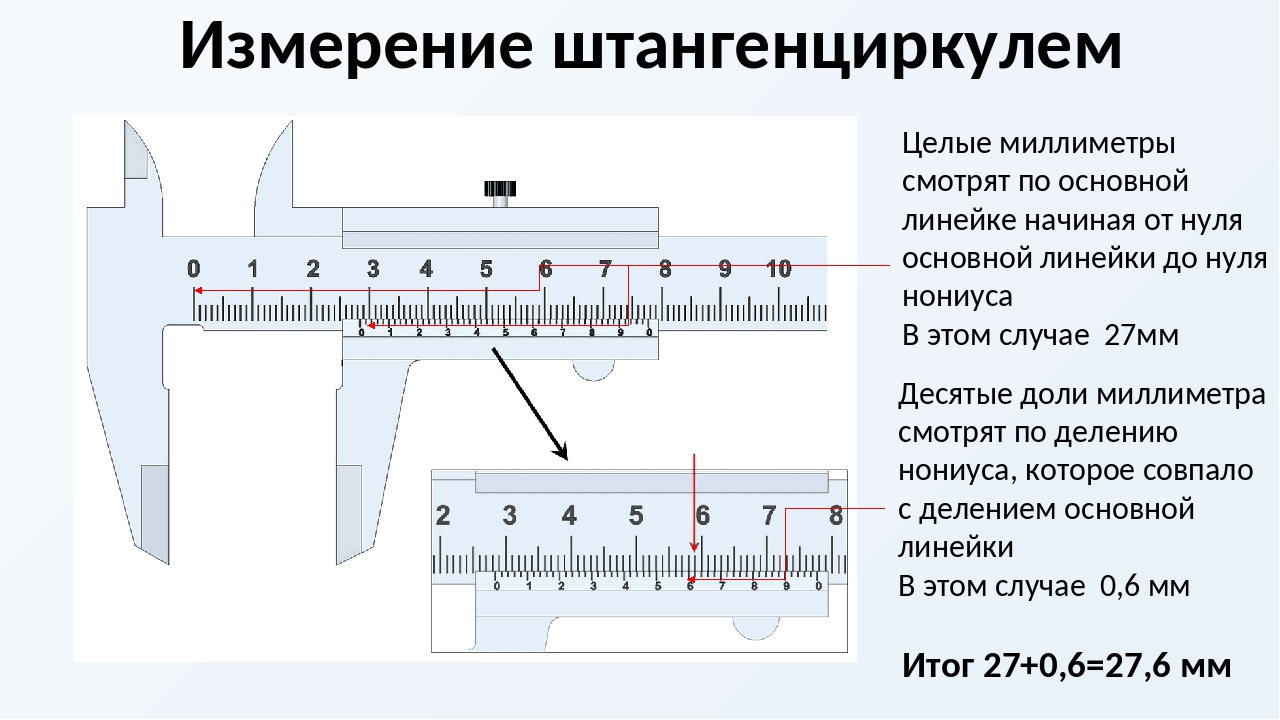
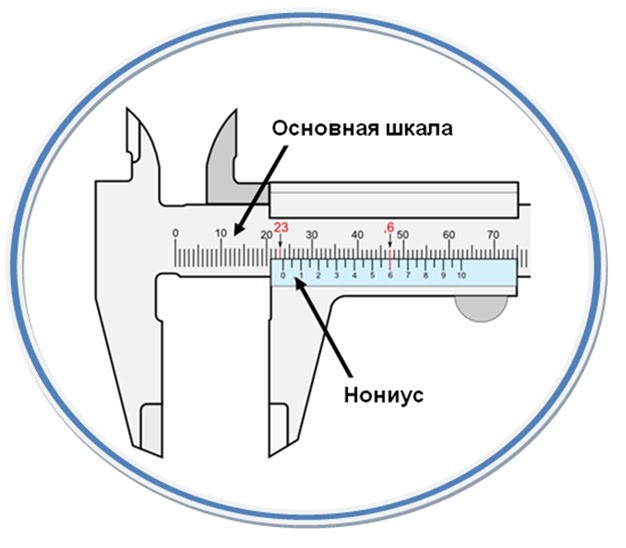
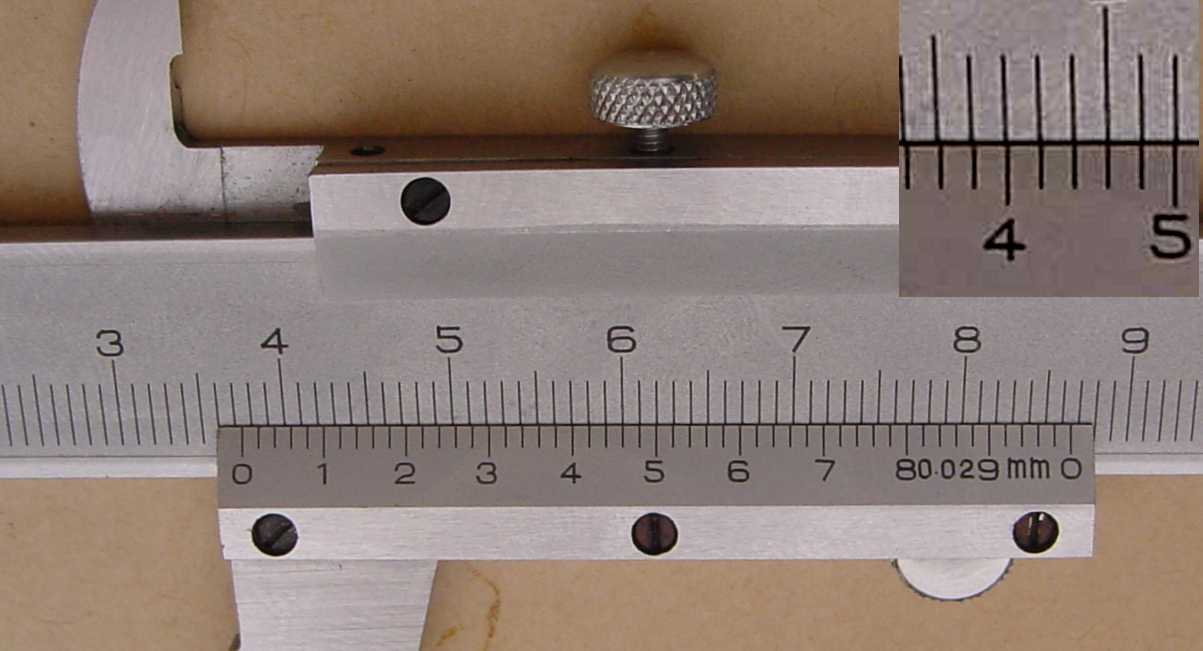
Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах
С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм
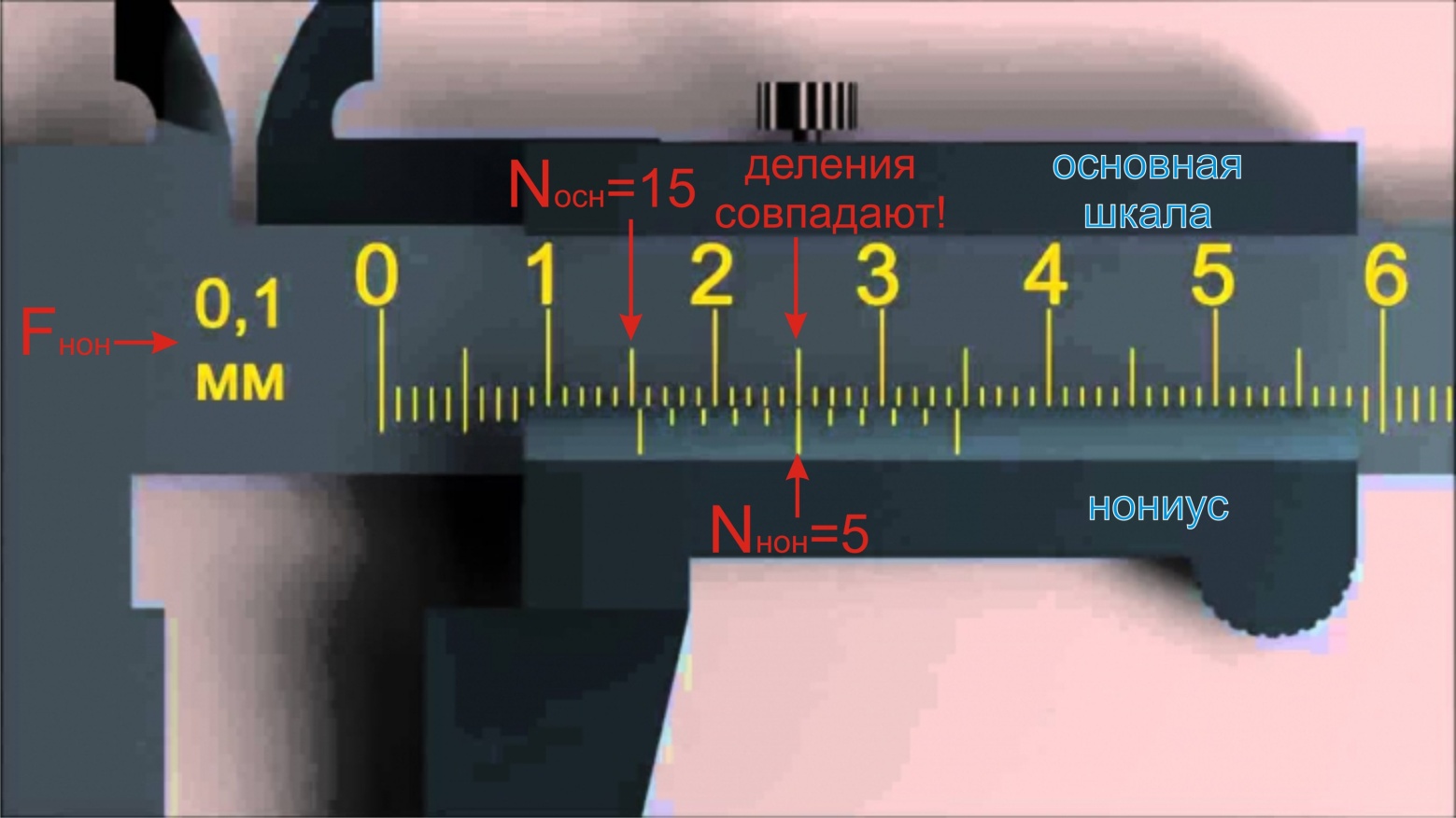
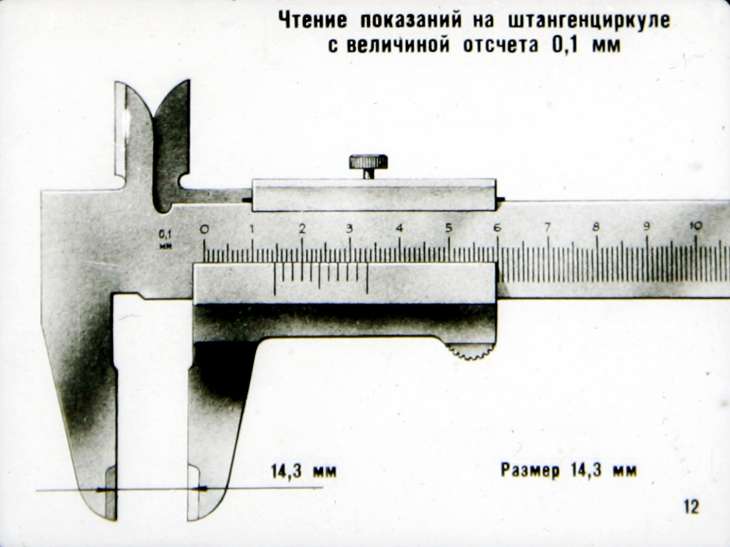
Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале
Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно. Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров
Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю
Фото пример проведения измерений нониусным штангенциркулем показан ниже.

После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Это интересно!Чтобы измерить наружный диаметр трубы, а также кабеля (его сечение жил), сверла, болта, арматуры и прочих подобных заготовок, необходимо охватить губками инструмента измеряемую деталь. После этого произвести необходимые расчеты, определив точное значение размера.

Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Работа со шкалой
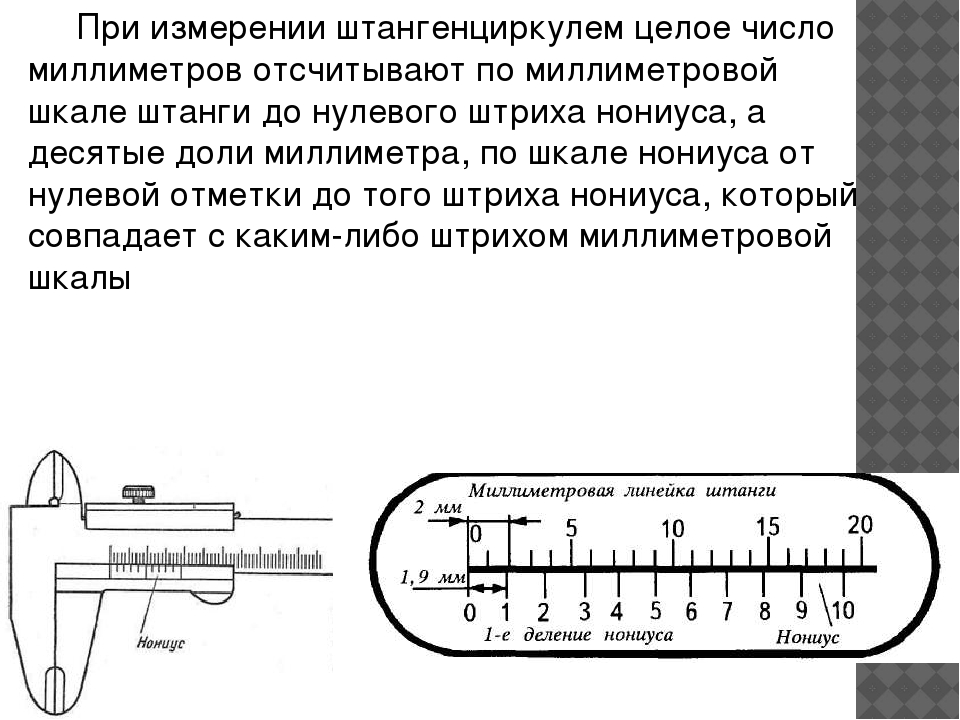
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.



Что могут посоветовать специалисты
Сергей Вороненков, мастер монтажник: Как правило, трубы, выполненные из стали, предназначенные для монтажа водопроводных систем, характеризуются как раз внутренним диаметром. Нередко можно услышать из уст профессионалов о полудюймовых или о дюймовых трубах. При этом имеется в виду, что у них внутренний диаметр равен 12,7 мм или 25,4 мм. А вот наружный диаметр – это удел водопроводчика и сантехника. Просто потому, что большинство водопроводных систем сегодня монтируется при помощи резьбового соединения. В свою очередь, резьба нарезается на внешней стороне трубы.
Виктор Иванович Петров, сантехник: Применение во время измерений металлической измерительной рулетки менее предпочтительно. Металл не может обеспечить плотное прилегание рулетки к трубе, из-за чего погрешность будет слишком большой. Гораздо более точным получится результат, если использовать так называемый гибкий портновский метр.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
Все о штангенциркуле и микрометре
Строительные, отделочные, ремонтные работы производятся с применением всевозможных предметов и приспособлений, объединяемых общим названием «профессиональный инструмент». Однако какими бы совершенными ни были отвёртки, гаечные ключи, дрель, лобзик, перед их использованием необходимо знать определённые размеры: винтов, гаек, отверстий в стене или другой конструкции, длину планок, плинтусов, паркетной доски и т.п. И если для работы с крупными изделиями достаточно рулетки или линейки, то при определении точных размеров небольших деталей потребуется специальный измерительный инструмент, а именно — штангенциркуль и микрометр.
Штангенциркуль
Штангенциркуль используется для измерения деталей, причём, как их внутренних частей, так и внешних. Для этого инструмент имеет металлическую штангу с разметкой, верхние и нижние губки и рамку с нониусом.
Научиться пользоваться штангенциркулем под силу даже школьникам, а уж профессионалы, ежедневно берущие в руки этот нехитрый, но очень важный инструмент, проводят измерения в считанные секунды. Внешние размеры детали определяются с помощью нижних губок. Для этого они разводятся в стороны, а после помещения между ними детали сдвигаются до упора и фиксируются винтом. Внутренние измерения осуществляются с помощью верхних губок, которые вводятся в отверстие и раскрываются. Результаты определяются по двум измерительным составляющим – шкале, расположенной на штанге, и нониусу на рамке
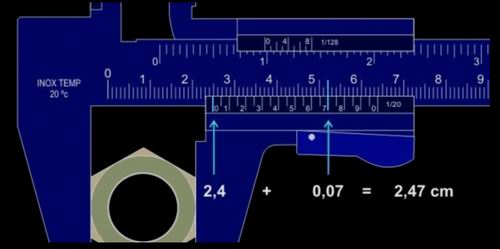
Цена деления шкалы составляет 0,5 мм, нониуса – 0,02 мм, Таким образом, возможно получение точных данных, что очень важно при изготовлении мелких деталей
Помимо нониусных штангенциркулей существуют модели, снабженные циферблатом, и модели с цифровой индикацией. Они сводят время измерения к минимуму и позволяют легко получить нужные размеры деталей и изделий.
Для того, чтобы инструмент служил долго, необходимо соблюдать правила его эксплуатации. В процессе работы штангенциркуль следует протирать водно-щелочным раствором СОЖ – смазочно-охлаждающей жидкости, а по окончании замеров все поверхности покрывать тонким слоем технического масла. Хранить инструмент нужно в специальном чехле, предотвращающем повреждения измерительных составляющих и шкал.
Микрометр
Микрометр – профессиональный инструмент, предназначенный для измерения изделий малого размера. Как и штангенциркули, они бывают разные: ручные и настольные, гладкие, рычажные, листовые, трубные, проволочные, призматические, канавочные, резьбомерные, зубомерные, универсальные. Но наиболее популярным является гладкий микрометр, состоящий из скобы с пяткой, подвижного винта с точной резьбой, трещотки и втулки-стебля, оборудованной двумя шкалами. На верхней размер указан в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления, служащие для отсчёта сотых долей миллиметра.
Измеряемая деталь помещается между пяткой и винтом, а затем фиксируется в неподвижном состоянии. Осевое усилие обеспечивает фрикционное устройство трещотка. Показания снимаются сначала по шкале стебля, а затем по шкале барабана, после чего полученные значения складывают и получают результат.
Сложности изготовления винта с точным шагом на большой длине привели к тому, что микрометры выпускаются в нескольких размерах. Одни измеряют длины от 0 до 25 мм, другие — от 25 до 50 мм, третьи — от 50 до 75 мм и т.д., до 500-600 мм. Все микрометры, рассчитанные на измерение изделий от 25 мм и больше, снабжены установочными концевыми мерами, позволяющими выставить прибор «на ноль». Для более быстрого измерения существуют инструменты с цифровой индикацией, в которых конечное значение выводится на отдельное табло.
Продлить срок эксплуатации микрометра можно при соблюдении правил использования и хранения прибора. Грубо обработанные поверхности и детали, покрытые металлической пылью или окалиной, измерять нельзя. Также не рекомендуется работать с нагретыми предметами – от этого показания будут неточными. Вращение барабана трещотки следует осуществлять медленно и очень аккуратно, во избежание преждевременного износа винта. Хранить микрометр нужно в деревянном футляре, предварительно смазав инструмент техническим маслом и ослабив стопоры.
Точные измерения – залог успеха при изготовлении мелких деталей или их составляющих. Именно поэтому для работ необходимо использовать только качественный измерительный инструмент от надёжного производителя
Это особенно важно для профессионалов, использующих штангенциркули и микрометры ежедневно. профессиональный инструмент штангенциркуль микрометр
Конструктивные элементы приборов
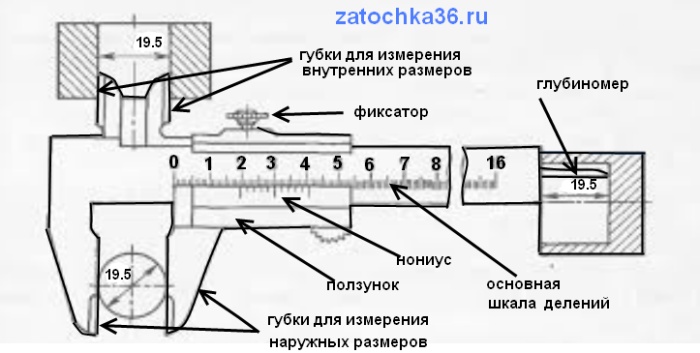
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.
- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.
Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.

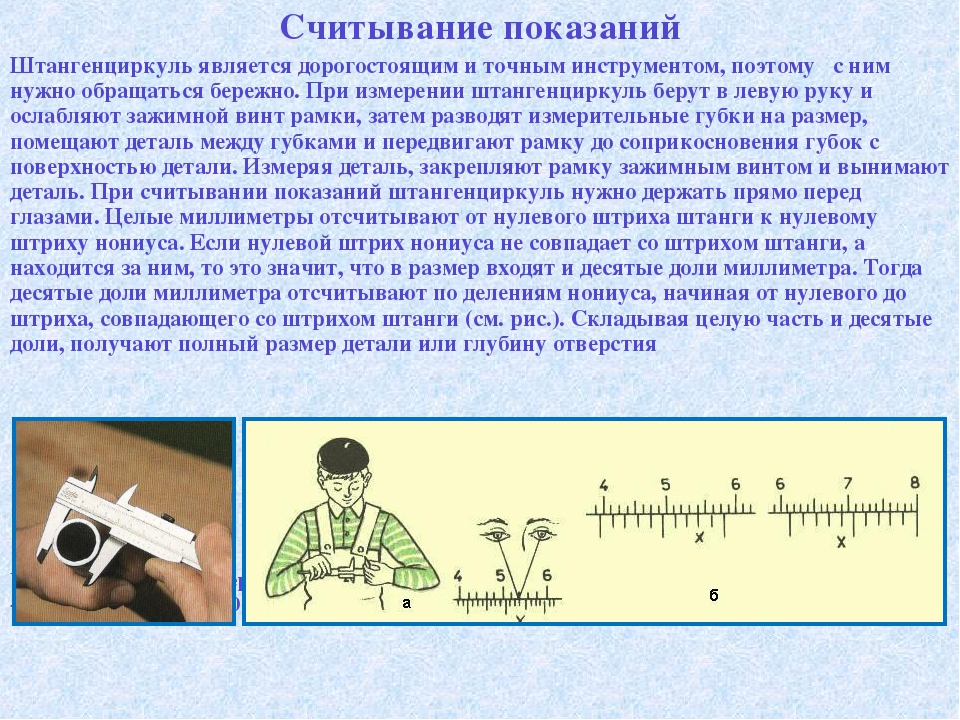
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Характеристики
Несмотря на большое разнообразие представленных на рынке разновидностей, главные технические характеристики инструмента являются общими для всех его видов и представлены такими параметрами, как максимальный предел измерений, ход губок, допустимая погрешность и габариты изделий.
Данный параметр показывает максимальный размер измерения и всегда указывается на маркировке штангенциркуля. К примеру, прибор ШЦ-1 125 способен измерять расстояния от 0 до 125 мм, а у более масштабных моделей, таких как ШЦ-3 630, предел измерений начинается уже не от нуля, а от 250 мм и заканчивается на отметке 630 мм.
Данный параметр также зависит от модели штангенциркуля. Например, у модели ШЦ-1 он должен составлять не менее 40 мм при наружных замерах (нижние губки) и не менее 17 мм при внутренних измерениях (верхние губки). При этом у прибора ШЦ-3 4000, предназначенного исключительно для наружных измерений, выдвижение губок не может быть менее 150 мм.
Класс точности инструментов с нониусом ограничивается делением 0,05 мм, так как более мелкая градация человеческим зрением практически не воспринимается и может привести к ошибке в расчётах. Электронно-цифровые приборы оснащены шкалой деления 0,01 мм и являются более точными механизмами. Показатели погрешности зависят от класса точности прибора. Например, модель 2-го класса способна измерить диаметр сверла в 5,7 либо в 5,8 мм, а изделие первого класса без труда определит размер в 5,75 мм.
Причинами даже незначительного увеличения погрешности измерений могут стать погрешность самого инструмента, плохое качество измеряемой детали, наличие заусениц, низкокачественная обработка металла, отклонения глубиномера от строго вертикального положения, неплотное прижатие губок к предмету и слабая фиксация каретки винтом.
Данный параметр целиком зависит от разновидности штангенциркуля и варьируется от 125 г до 9 кг. Однако такой вес характерен для бытовых и небольших профессиональных моделей.
Размер инструмента зависит от его вида, предназначения, диапазона измерений и варьируется от 12,5 см до нескольких метров.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
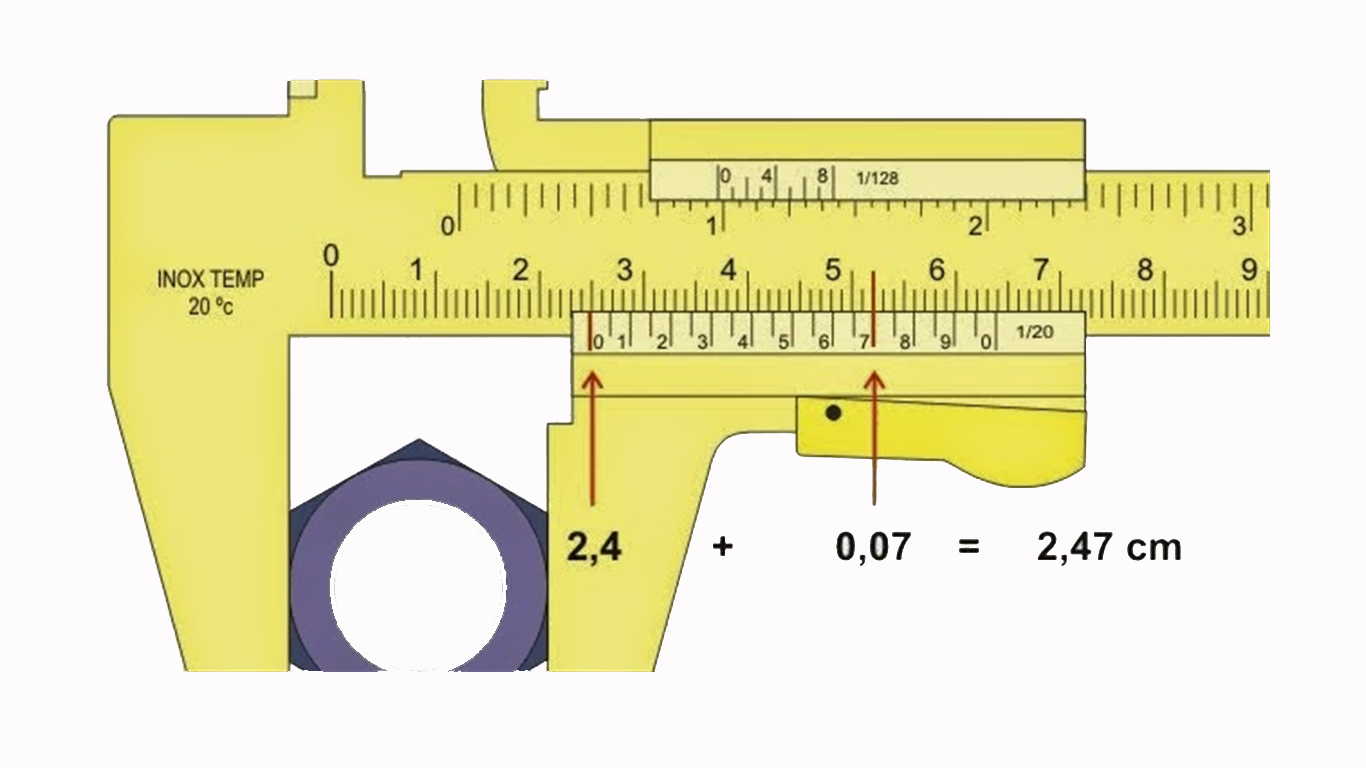
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
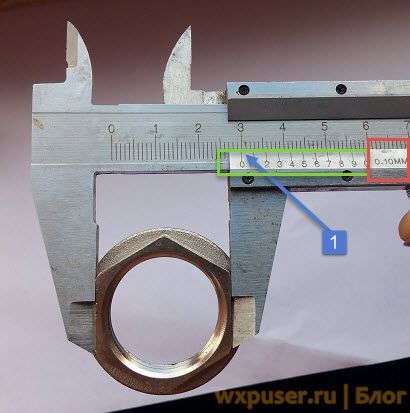
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).
При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.




Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Секреты покупки штангенциркуля
В целом, чтобы купить штангенциркуль, не потребуется каких-нибудь особенно ценных знаний. Все, что вам понадобиться – это проверить измерительный инструмент на точность. Цена штангенциркуля, в большинстве своем и зависит от этого – чем точнее прибор, тем он дороже. Кроме того, на цену влияет еще и материал изготовления, и, конечно же, тип самого прибора.
Проверить точность инструмента можно несколькими способами. Так, можно взять уже проверенный штангенциркуль и сравнить его шкалы измерений. Если же они совпадают – отлично! Если же нет – такой товар оставляет за собой массу вопросов. Как правило, большую погрешность представляют дешевые модели штангенциркуля, или же модели, привезенные из Китая. Но, несмотря на это, ими также можно пользоваться, просто необходимо учитывать эту погрешность.
Второй способ проверки инструмента на точность – это взять какую-либо деталь, размеры которой заранее уже известны, и проверить её с помощью потенциального приобретения. Если же показания будут точь-в-точь совпадать с параметрами детали, то можно смело утверждать о том, что штангенциркуль является точным.
Сегодня, широкую популярность набирают электронные модели штангенциркуля, так как они производят все вычисления самостоятельно, и делают это максимально точно, вне зависимости от производителя. Однако, обычная модель штангенциркуля – это нестареющая классика, с помощью которой можно решить даже самые современные технологические задачи.
Еще об измерительно-разметочных инструментах:





