

Изготовление в домашних условиях, что добавить для прочности и не только
В некоторых случаях возможно рассмотреть вариант самостоятельного изготовления. Но прежде чем приступать к работам необходимо запомнить, что процесс изготовления очень трудоемкий и требует наличия специального оборудования и навыков. Кроме этого, качество и характеристики самодельного продукта несопоставимы со свойствами цемента, произведенного в промышленных условиях. Даже при использовании улучшающих свойства добавок, в частности, пластификаторов, это утверждение будет актуально. Поэтому принимать решение об изготовлении цемента своими руками, нужно только в последнюю очередь.
Виды бурильных устройств – механических и ручных ↑
Механизированные земельные буры работают самостоятельно от бензинового или электрического двигателя, или в паре с земельной техникой, как, например, тракторные стержни. Ручные модели компактны и просты в изготовлении.
Классификация по типу двигателя ↑
Различают две разновидности буров по типу двигателя:
- бензиновый;
- электрический.
Бензиновый бур для земли используют при посадке деревьев, сооружении заборов и оградительных конструкций. Он работает от бензинового двигателя и может быть:
- колесным – высокой мощности, громоздким и тяжелым;
- ручным – более компактным, но менее мощным.
Как работает бур на бензине:
- После запуска двигатель прогревается на холостых оборотах в течение трех минут.
- Затем при нажатии кнопки через механическую или гидравлическую передачу запускается шнек – «сверло» инструмента.
- После остановки двигателя шнек по инерции продолжает вращение и плавно останавливается.
В современных бурильных инструментах предусмотрены предохранители и возможность аварийной остановки при столкновении стержня с непроходимой почвой или твердым объектом.
Электробур применяют, когда необходимо прорыть скважину на участке или прорыхлить почву. Принцип работы агрегата такой же, как у бензинового, но двигатель работает от электросети и не требует прогревания.
Преимущества инструментов, работающих от двигателя:
- высокая скорость бурения;
- возможность смены насадок;
- возможность работать с разными типами почвы и даже льдом.
Недостатки автоматических приспособлений:
- для ручных моделей – большой вес;
- для колесных моделей – крупные габариты;
- необходимость наличия источника питания или топлива для работы.
Различия по видам насадок и лезвий ↑
Насадка бурильной установки может быть шнековой или дисковой.
Шнек – это стержень с прикрепленным вдоль него винтовым лезвием. Инструмент способен прорыть глубокое отверстие малого диаметра. Нередки ситуации, в которых владельцы загородных домов используют именно этот бур для столбов или свай, когда нужно глубоко вкопать основания, а также при озеленении участка.
Преимущества агрегата со шнеком:
- простота ввинчивания;
- автоматическое удаление слоя земли с поверхности лезвия.
- невозможность пробурить отверстие большого диаметра вручную;
- сложность конструкции для изготовления своими руками.
Дисковый бур – стержень с острым концом и прикрепленными в 20 см от окончания половинками заточенного диска толщиной около 2 мм. Элементы приваривают или прикручивают болтами друг напротив друга под углом 25 градусов. Угол соблюдают, чтобы лезвия врезались в грунт при вкручивании бура, а на выходе доставали излишки земли. Лезвия устанавливают на стержень в один или более рядов, в зависимости от плотности почвы.
Ручные промышленные и садовые буры ↑
Садовый ручной бур также может быть дисковым или шнековым. Его отличие от автоматического в том, что стержень с лезвием не подсоединен к двигателю, а движение задает пользователь, вращая рукоятку.
Другие разновидности ручных бурильных устройств:
- Ударно-канатная установка. Из-за больших размеров ее применяют только в строительстве и для бурения скважин. На дачных участках не используют. Бур представляет собой трубу, закрепленную в треноге на системе стропил. С помощью ударной штанги труба приводится в движение и ударяет по земле, разрыхляя грунт и проникая вглубь.
- Коронковый инструмент. Труба с закрепленной на нижнем основании зубчатой коронкой из прочного металла. Требует наличия дополнительного инструмента для бурения и не используется в домашнем хозяйстве.
- Зубильное долото. Применяют для бурения сухих и твердых почв – бурение производят ударным методом с одновременным поворотом инструмента на 10 градусов.
- Ложковый ручной бур с закрепленным на стержне металлическим цилиндром. Цилиндр разрезан вертикально вдоль в верхней части и спирально – в нижней. Части цилиндра смещены друг от друга, нижние кромки остро заточены. При вкручивании в землю инструмент заполняется грунтом, а затем его достают и очищают. Подходит только для работы с влажной и глинистой почвой, которая застревает внутри «ложки». Хорошо применять ложковый ручной бур для столбов под рабицу – отверстия получаются узкими и глубокими. Оптимальная длина стержня – 70-80 см.
Ручной бур для земли можно изготовить своими руками при минимальных навыках слесаря и сварщика. Главное – сделать удобную рукоятку и рассчитать конструкцию лезвия.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Выбор шнекового устройства
При выборе шнека для того или иного вида производства следует знать свойства продукта, который будет подаваться в шнек (плотность, влажность, температура), ведь именно это и определяет вид винта и схему работы конвейера
Еще важно знать какая производительность шнека. Если подразумевается непрерывная работа или же наоборот, то следует уточнить, есть ли в шнеке устройство, регулирующее подачу материала в конвейер
Выяснив эти параметры и подобрав качественного производителя шнека, производится сначала расчет, затем изготовление устройства, затем комплектовка его опциями, позволяющими сделать работу винтов надежной и легкой в эксплуатации.
- Общие сведения о шнеке
- Изготовление инструмента
- Дополнения и итоги
Каждый человек, занимающийся бурением, должен знать, как изготовить шнек своими руками. Данный навык позволит не только сэкономить немало денег, но и максимально продуманно организовать рабочий процесс.

Шнековый бур своими руками
Земляные работы на своем участки довольно трудоемки и занимают много времени. Но во многих случаях имеется возможность значительно упростить задачу, применив приспособление для бурения шурфов.
Это пригодится во многих случаях:
- при установке столбов для забора;
- для посадки деревьев;
- для бурения шурфов под свайный фундамент, и во многих других случаях.
Для решения задач можно приобрести садовый бур в магазине, это обойдется от 1500 до 2500 рублей. Но этот инструмент, как правило, изготавливается длиной до 1,5 метра, чего часто недостаточно. Таким образом, актуальна задача изготовление буровых шнеков инструмента своими руками. Для этого понадобятся:
- Сварочный аппарат.
- Шлифмашинка с отрезным кругом.
- Труба стальная диаметром 25 — 30 мм и длиной порядка 2 метров.
- Обрезок трубы диаметром порядка 35 мм и длиной 50 см для рукоятки.
- Пластина металлическая размерами 1,5 х 20 х 5 мм для изготовления головки бура.
- Изношенный диск для резки камня.
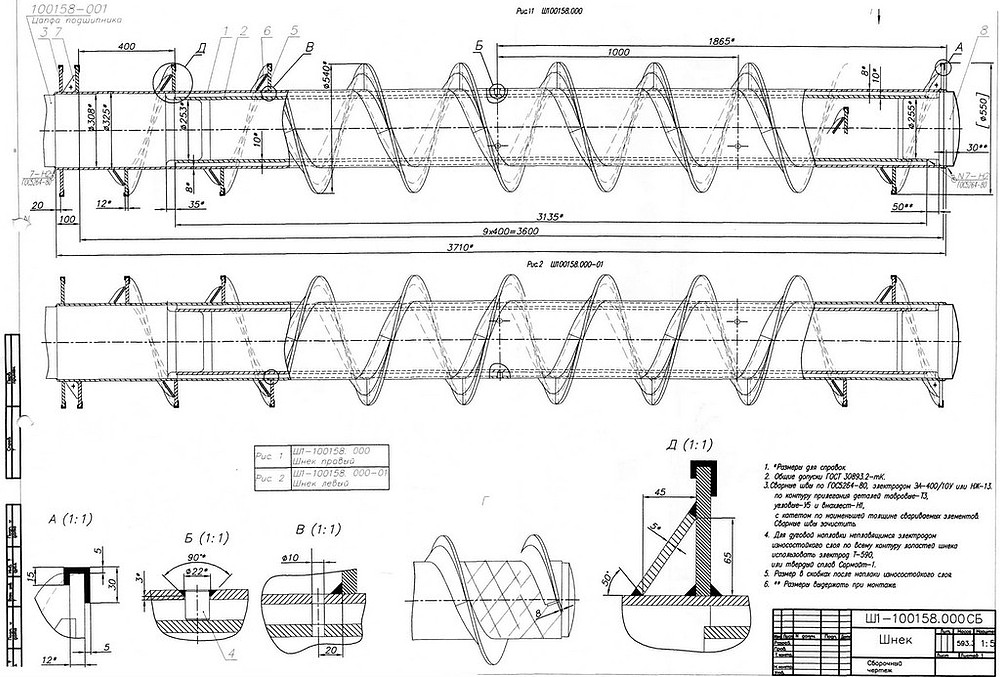
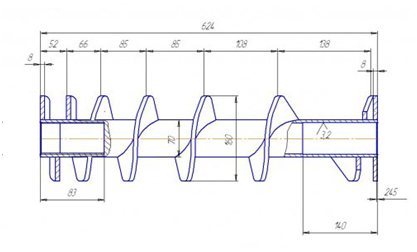
При изготовлении бура можно воспользоваться следующим чертежом:
Последовательность выполнения работ:
- Нам металлической пластине изготовить острие забурника под углом 60о, заточить обе грани острия в направлении вращения под углом примерно 10о.
- Расклепать конец трубы на расстояние 20 — 30 мм от края таким образом, чтобы в нее плотно входил тупой конец забурника.
- Вставить забурник в трубу, просверлить сквозное отверстие и закрепить забурник заклепкой. Поскольку для его изготовления применяется высокоуглеродистая сталь (ст.30 — ст.45), сварное соединение будет ненадежным.
- Разрезать старый диск для резки камня по диаметру.
- На трубу чуть выше расклепанного конца приварить пластинки из стали толщиной порядка 5 мм, просверлить в них отверстия и нарезать резьбу. На этих отверстиях укрепить части камнерезного диска под углом примерно 15о по отношению к трубе, но с наклоном в разные стороны.
- Полудиски закрепить к пластинкам винтами.
- Вырезать из листовой стали толщиной 1,0 — 1,5 мм сегменты шнека.
- Приварить их к трубе, создавая из отдельных деталей винтовую поверхность.
- Приварить трубу 50см перпендикулярно основной трубе посредине. Это рукоятка, на которую нужно надеть куски силиконовой или резиновой трубки.
В принципе — шнековый бур готов. Не забудьте заточить режущие полудиски.
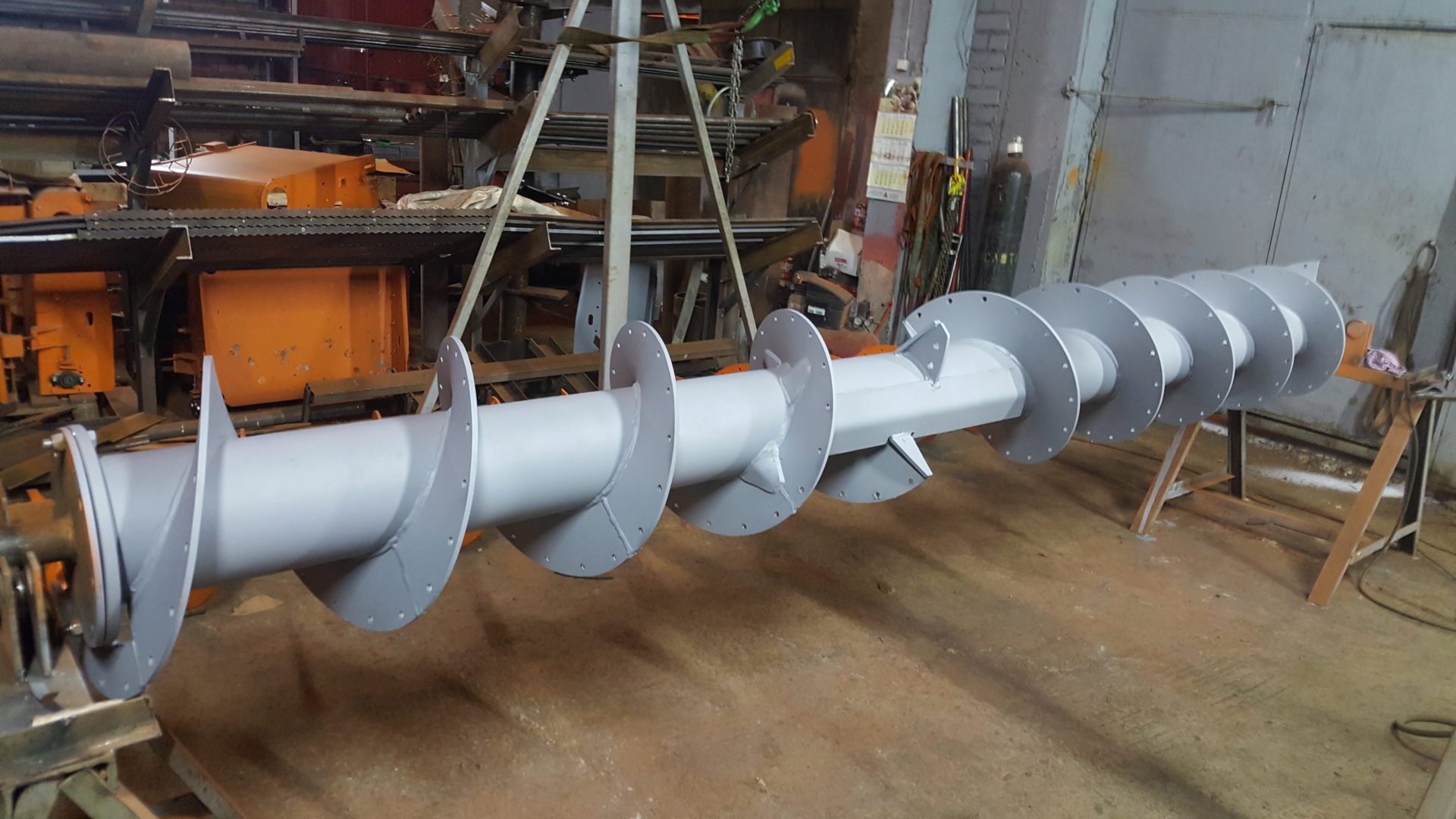
Виды винтов шнеков используемых в конвейерах
Винт — это основной рабочий орган устройства. Его форма и материал, использованный для изготовления, зависть от особенностей назначения агрегата.
Основные применяемые конструкции винта следующие:
- Сплошной. Стальные штампованные сегменты соединяются в единую спираль и устанавливаются на вал с помощью сварки или резьбовых соединений. Используется для транспортировки порошкообразных мелкодисперсных и среднезернистых веществ, не склонных к слеживанию. Труба наполняется грузом на 30-40 %, скорость вращения от 50 до 120 оборотов в минуту.
- Ленточный. Отличается от сплошного винта тем, что со стороны вала оставлены просветы. Они обеспечивают меньшую производительность за счет того, что груз частично сваливается через прорези обратно. Такая конструкция применяется для сред, склонных к слеживанию и обеспечивает их перемешивание и дробление слежавшихся комков в процессе транспортировки. Могут справляться с гравием, щебнем и аналогичными материалами. Наполняемость желоба составляет 24-40 %, скорость вращения — от 25 до 100 об/мин.
- Лопастной. Винт разбит на отдельные лопасти. Они идут с равным шагом. Одновременно с подачей материала лопасти рыхлят и перемешивают его. Используется для подачи кусковых материалов, желоб при этом заполняется на 25-35 %, скорость вращения — от 40 до 100 об/мин. Применяется также для перемещения влажных сред, таких, как цементный раствор или увлажненная глина. В этом случае заполнение составляет 15-25 %, скорость вращения- от 30 до 60 об/мин.
- Фасонный Сплошной профиль винта дополнен фасонными вырезами и выступами на внешней кромке. Выполняет сразу ряд операций, таких, как перемещение, измельчение, размешивание. Применяется для бетонной смеси, асфальта, глиняных смесей. Желоб наполняется на 15-30 %, скорость вращения — 30-60 об/минуту.
Порядок изготовления шнека
Понадобятся материалы и инструменты:
- Толстостенная железная труба Ø 40 мм и труба профильная;
- Шлифмашинка с диском по металлу, электродрель и сварка;
- Лист стали толщиной ≈ 2 мм;
- Рулетка, карандаш, картон для изготовления шаблона, краска;
- Долото, рашпиль, точило и метизы (болты с гайками);
Читать также: Отверстия под евровинт своими руками
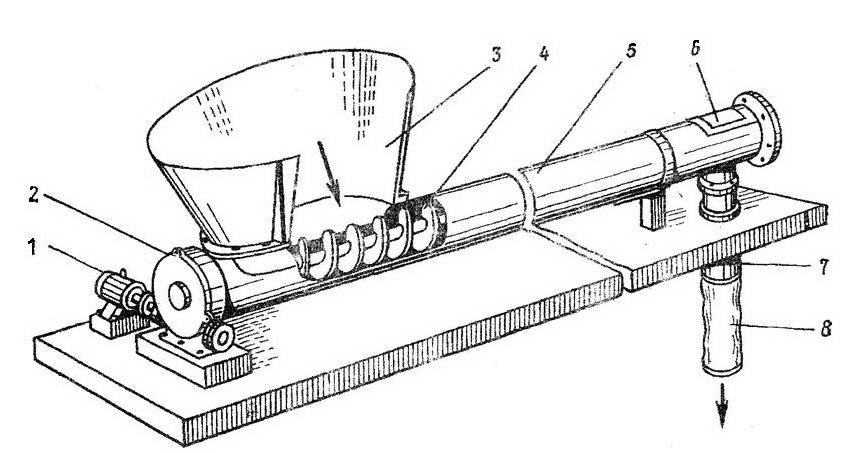
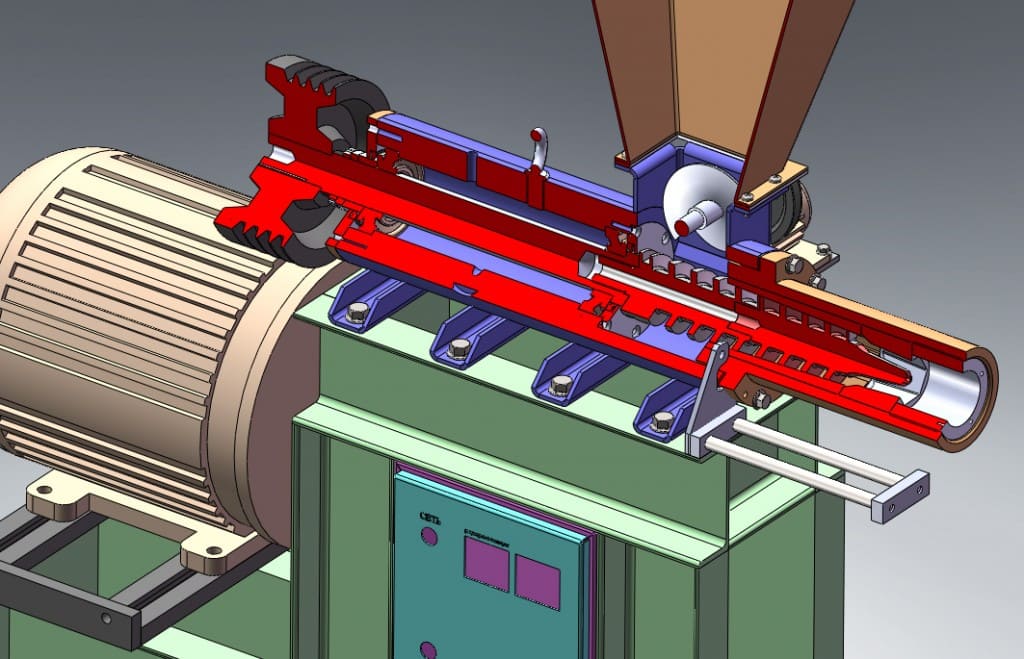
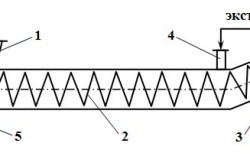
 Устройство шнекового транспортера
Устройство шнекового транспортера
Сначала необходимо сделать собственно ленточный транспортер, который предлагается в двух вариантах:
- Для самостоятельного изготовления больше подойдет шнековый погрузчик с сухой выгрузкой грунта, то есть, грунт не смачивается водой, а вынимается на поверхность в таком состоянии, в каком он находился на глубине. Этот метод подразумевает быстрый износ деталей и рассчитан на бурение неглубоких скважин, или заготовку нескольких шнеков для замены в процессе бурения;
- Выемка грунта с промывкой водой происходит намного быстрее, но механизм требует доработки в области долота. Износ деталей уменьшается на счет уменьшения трения и водяного охлаждения механизма. Ниже будет рассмотрен именно такой вариант, который можно без воды использовать не только как инструмент для бурения, но и, например, как погрузчик зерна.
 Ручной бур с промывкой шнека
Ручной бур с промывкой шнека
Перед тем, как сделать шнек своими руками, заготавливают материал. В качестве корпуса берется 120-сантиметровый обрезок трубы, торцы которого ровно обрезаются шлифмашинкой. Далее из листовой стали нужно вырезать квадрат со сторонами 200 х 200 мм, в центре квадрата просверлить Ø 40 мм и сделать прорезь шлифмашинкой от центра в любом направлении к краю. Это будет один виток спирали конвейера, которых нужно будет изготавливать несколько. Чтобы сделать ее круглой, квадрат обрезают сваркой или шлифмашинкой до формы круга с Ø180 мм, спираль изгибают так, чтобы шаг между витками спирали был в пределах 80-100 мм.
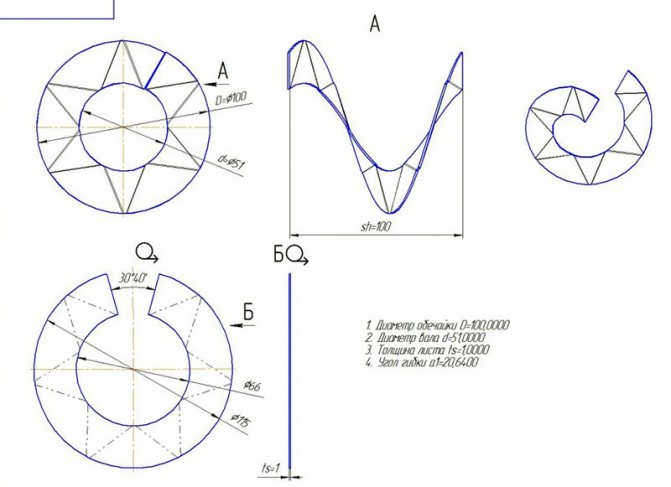 Схема межвиткового пера шнека
Схема межвиткового пера шнека
У вас должен получиться круг, начало и конец которого не совпадают в плоскости. Эта деталь послужит, как шаблон: его нужно будет приложить к листу стали, очертить контур карандашом и вырезать следующий круг. Красить эти заготовки для предохранения от коррозии лучше сразу, а после сборки конструкции покрасить их еще раз.
При шаге между спиралями 100 мм для каждого сегмента шнека необходимо вырезать 12 спиралей (перьев). На оси шнека кольца закрепляют сваркой, между собой – тоже. После проведения сварочных работ швы оббивают молотком и зачищают от окалины рашпилем.
Профильная труба нужна для изготовления крепежной системы шнека. Сверху труба оставляется открытой, чтобы в нее подавалась вода. Для производства шнека под зерновые воду просто не заливают. Профильная труба вставляется на 2/3 в круглую и приваривается, а щели между трубами закрываются отрезками листовой стали. В квадратной трубе отступают 2 см от верхней части и сверлят сквозное отверстие Ø 10 мм.
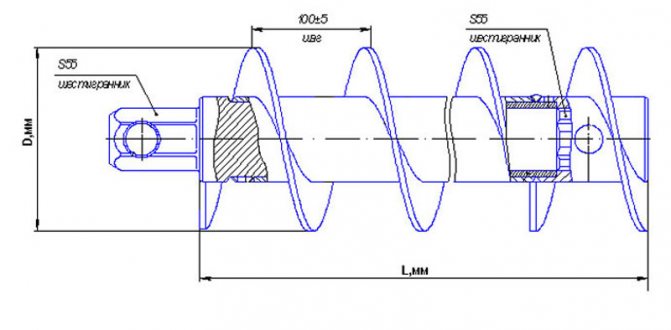 Чертеж шнека
Чертеж шнека
Изготовление приемника, который расположен с обратной стороны шнека, заключается в приваривании четырех стальных отрезков, повторяющих контуры профильной трубы. Отступив 2 см от нижнего конца, также сверлят сквозное отверстие Ø 10 мм, через которое пир помощи болтового соединения фиксируется вся конструкция. Резьбовое соединение лучше не применять, чтобы при обратном вращении шнека конструкция не рассоединилась.
Далее изготавливается долото для шнека, которое будет крепиться на сварку и находиться в отдельном подъемнике. Долото проще приобрести готовое, чем изготовить самостоятельно, так как для него нужны твердые сплавы металлов, которые в домашних условиях обрабатывать очень сложно. Кроме твердосплавных наконечников, можно использовать алмазные. Долото – инструмент сменный, и крепится к шнеку при помощи шпильки или резьбовым соединением. Чаще всего промышленные долота бывают двух- и трехлопастными, армированными шести- или восьмигранными резцами из твердых сплавов. Самодельное долото приваривается к шнеку (см. рисунок ниже):
 Самодельное и промышленное долото
Самодельное и промышленное долото
В завершение работ лопасти шнека затачиваются для более легкого разрезания грунта – это можно сделать на точильном камне или напильником. При использовании шнека для перевалки зерновых культур заточка не требуется.
Готовый шнек красят антикоррозийной краской с предварительной грунтовкой стальных поверхностей. При эксплуатации большая часть краски сотрется, но восстанавливать ее не нужно – она сотрется в тех местах, которые постоянно соприкасаются с грунтом, поэтому там ржавчина не появится.
Практика показала, что на изготовление одного шнека уйдет не более 5 часов, если у вас нет навыков работы с железом
Но здесь важно качество, а не скорость изготовления, поэтому лучше не спешить
Изготовление шнеков: технология и оборудование: процесс, подготовка, способы

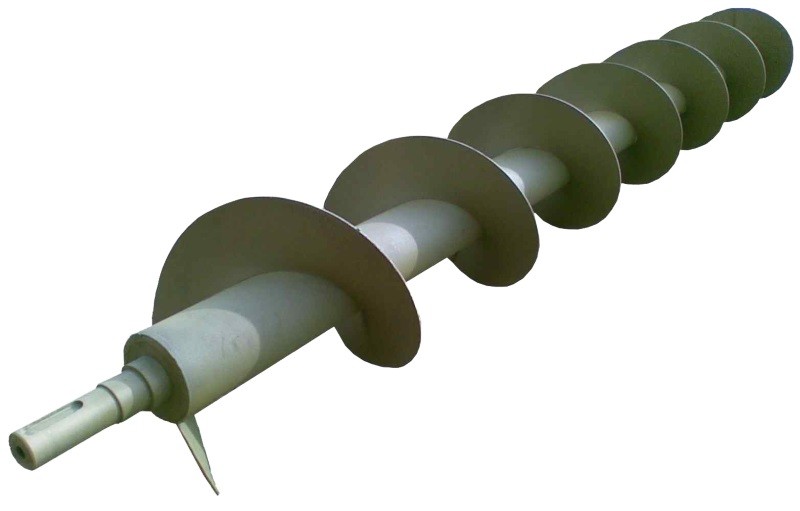
Рассматривая шнек следует учитывать, что он представлен разновидностью винта, который характеризуется повышенной площадью витков. Особенностями подобной детали назовем следующее:
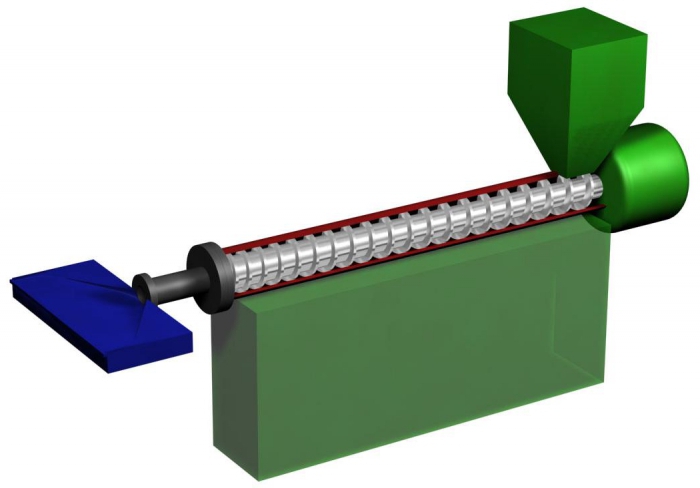
- Деталь характеризуется компактными размерами и высокой эффективностью. Именно эти свойства определяют широкое распространение шнека при создании самых различных механизмов.
- Часто встречается ситуация, когда шнек применяется в качестве основного элемента бурильной установки. На момент вращения особая форма обеспечивает быстрое углубление и подъем грунта.
Несмотря на достаточно сложную форму для снижения стоимости изделия его изготавливают своими руками. Самодельный вариант исполнения сможет выдержать длительную эксплуатацию, однако допущенные ошибки при проведении расчетов и изготовлении детали могут стать причиной полной непригодности шнека при применении.
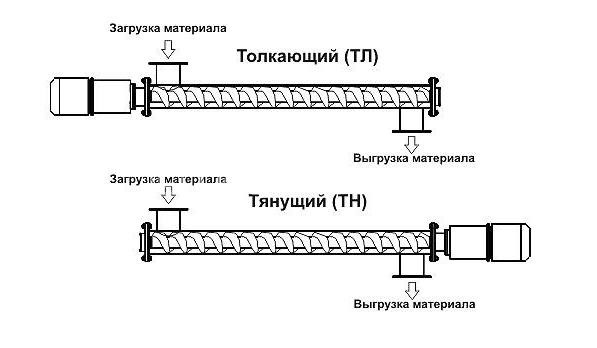
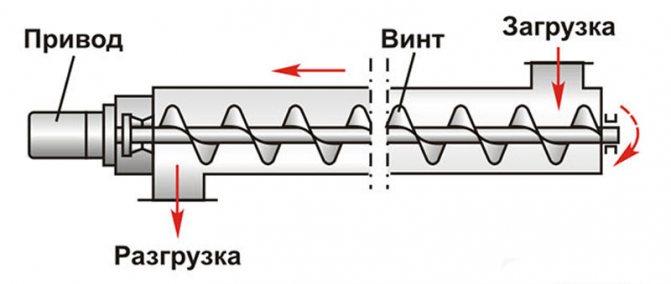
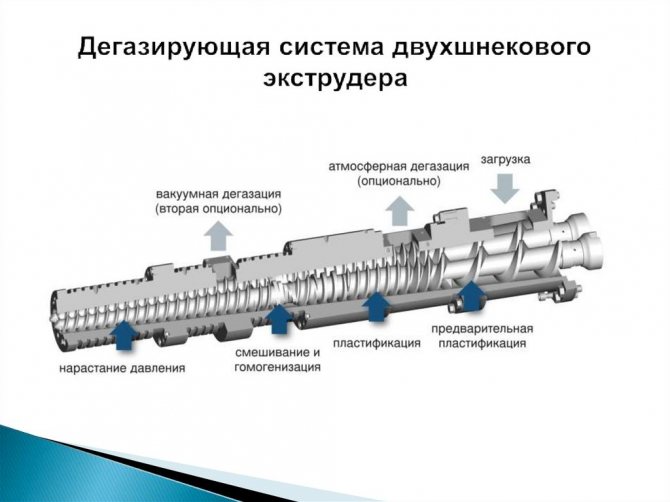
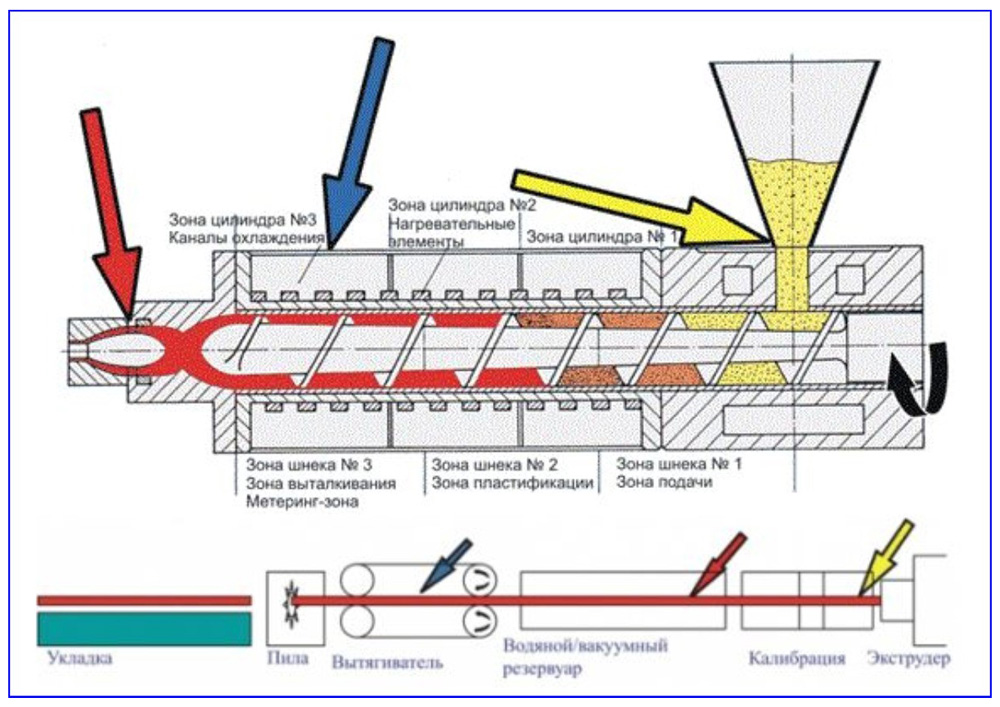
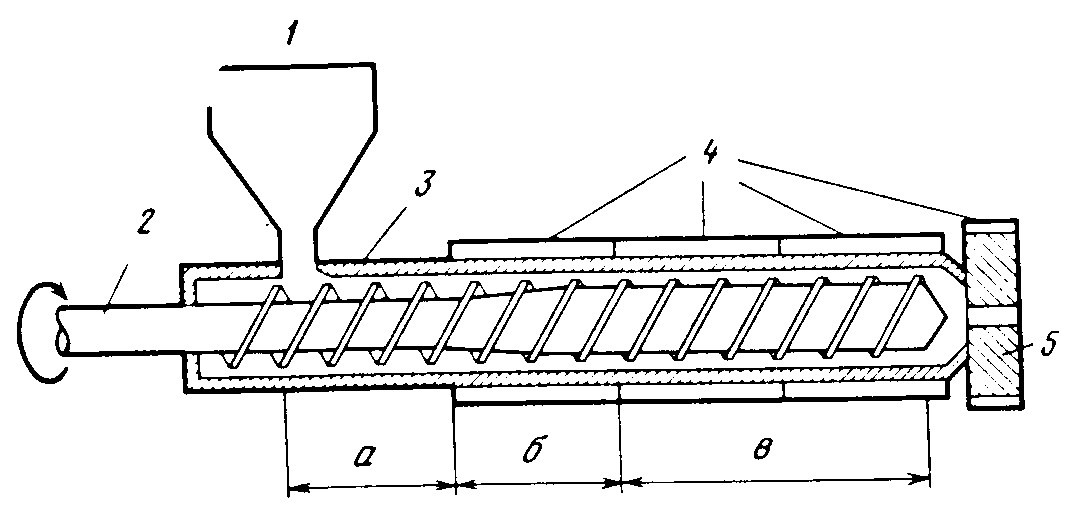
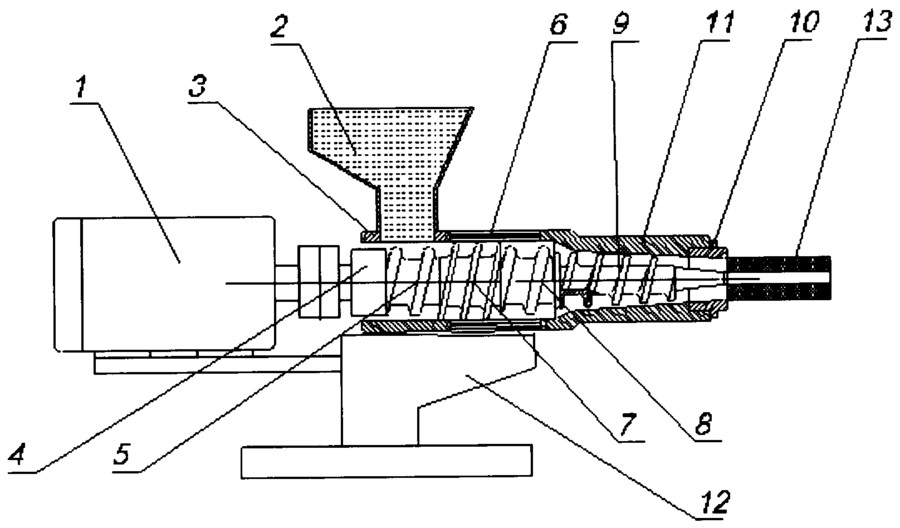
Основные схемы работы
В интернете можно встретить чертеж шнека. При этом следует учитывать, что существует несколько схем работы: тянущая и толкающая. В первом случае привод расположен со стороны разгрузки, во втором с загрузочной стороны. При этом может применяться формула расчета для расчета максимально допустимой нагрузки.
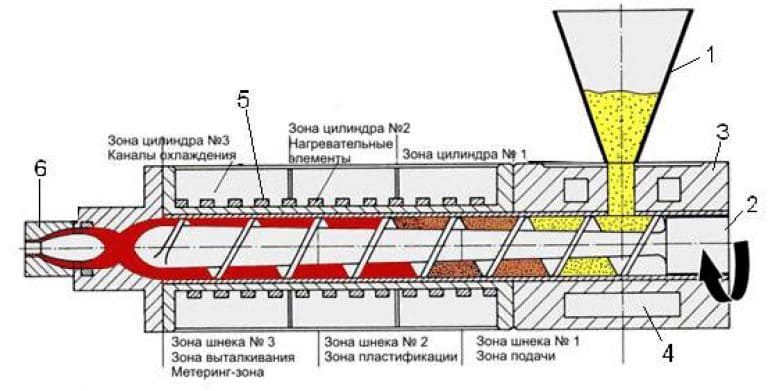
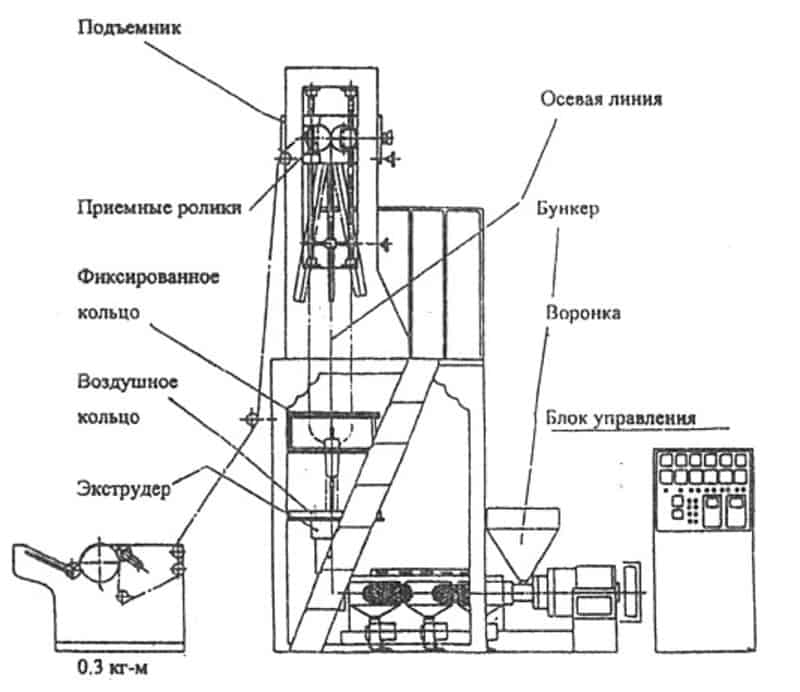
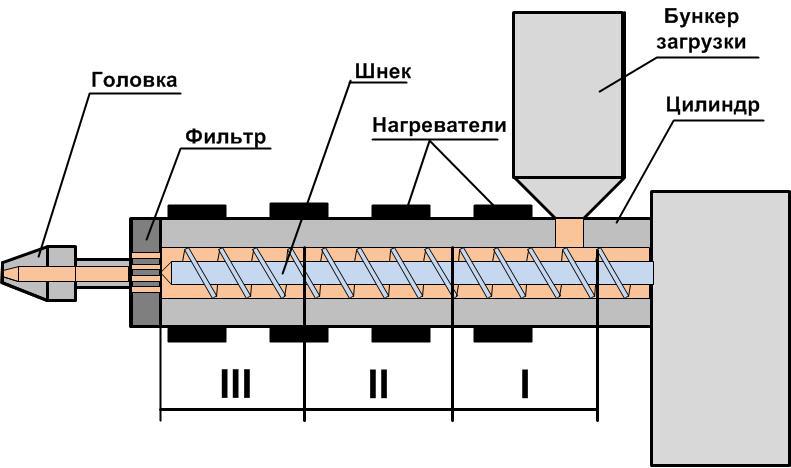

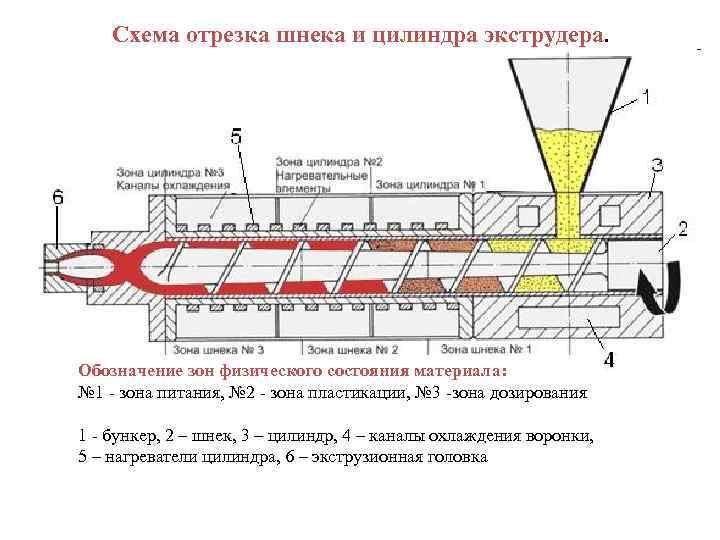
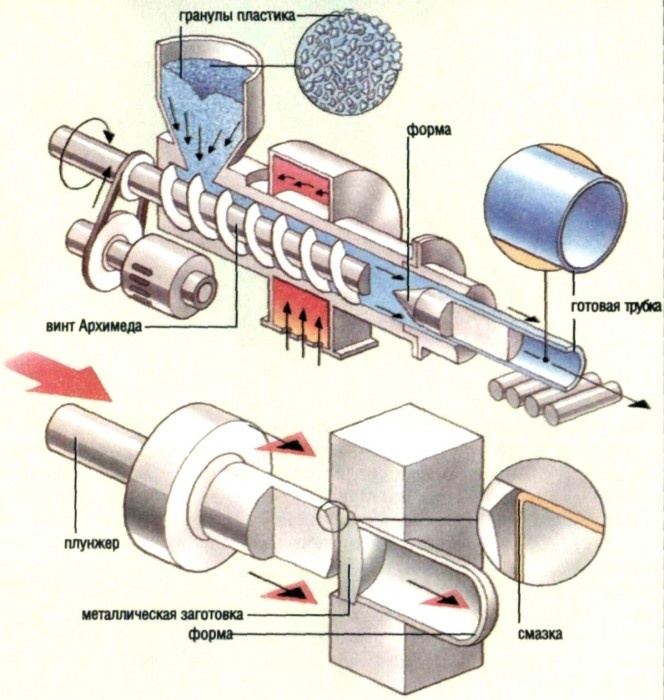
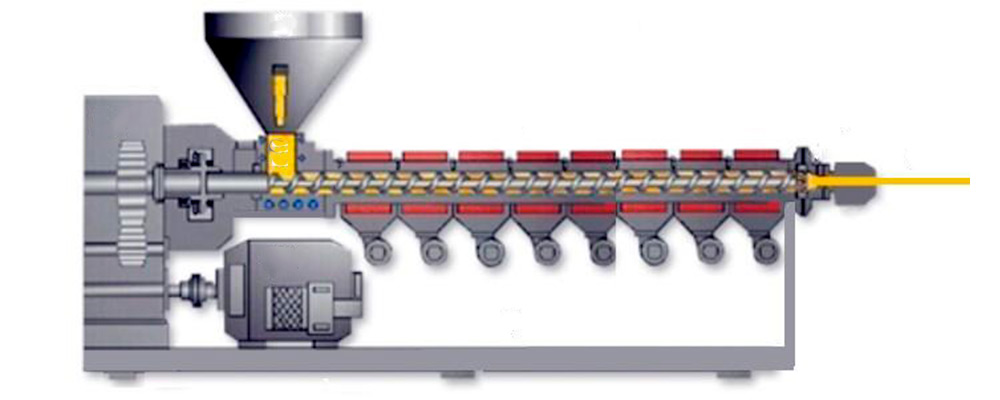
Часто встречается понятие экструзии. Этот метод формовки пластичных материалов существенно ускоряет производственный процесс, а также позволяет исключить вероятность влияния человеческого фактора на результат. Он применяется при выпуске изделий из резины, связан с процессом вулканизации.
На момент эксплуатации происходит постоянное трение рабочей поверхности. Из-за этого существенно повышается степень износа, приходится постоянно тратить средства на поддержание механизма в рабочем состоянии. Даже незначительная поломка может стать причиной серьезного износа. Решить проблему можно путем самостоятельного изготовления подобной детали, так как это обходится намного дешевле.
Недостатки шнекового насоса
У рассматриваемого устройства есть достаточно много недостатков, которые должны учитываться. Основными можно назвать:
- Стоимость конструкции может быть существенно завышена. Продукция отечественных производителей обходится намного дешевле, но промышленные характеризуются более высокими эксплуатационными характеристиками.
- Конструктивные особенности не позволяют устройству работать на холостом ходу. Это может привести к перегреву и повышенному износу механизма.
- Объем перемещаемой воды находится постоянно на одном уровне. Другими словами, подобный насос не может использоваться для регулировки давления в системе.
Недостатки шнекового насоса не позволяют его эксплуатировать в определенных условиях.
Сборка ложкового бура
Нужно подготовить трубу, толщина стенок которой не меньше 5 мм. На боковой стенке делают разрез. Его ширина зависит от типа грунта: чем он более рыхлый, тем меньше зазор. Нижний край трубы скругляют с помощью молота. Эта кромка изгибается так, чтобы образовался спиралевидный виток. С этой же стороны фиксируют сверло большого размера. С другой стороны крепят ручку.
Ложковый бур включает в себя длинный стержень из металла с цилиндром на конце. В цилиндре имеются 2 составные части, которые расположены вдоль или в виде спирали. По нижней части цилиндра расположена острая обрезающая кромка.
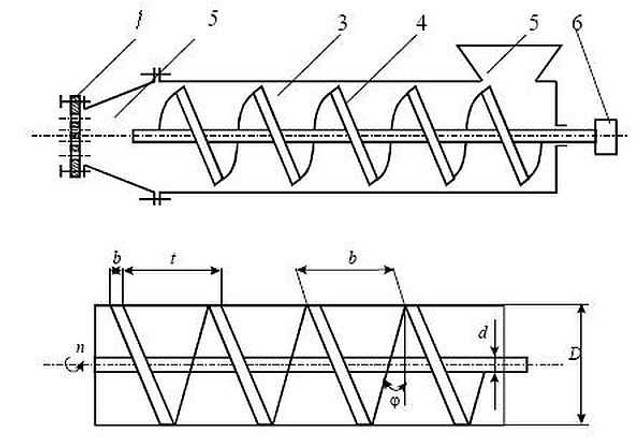
Расчет пера винтового конвейера или шнека
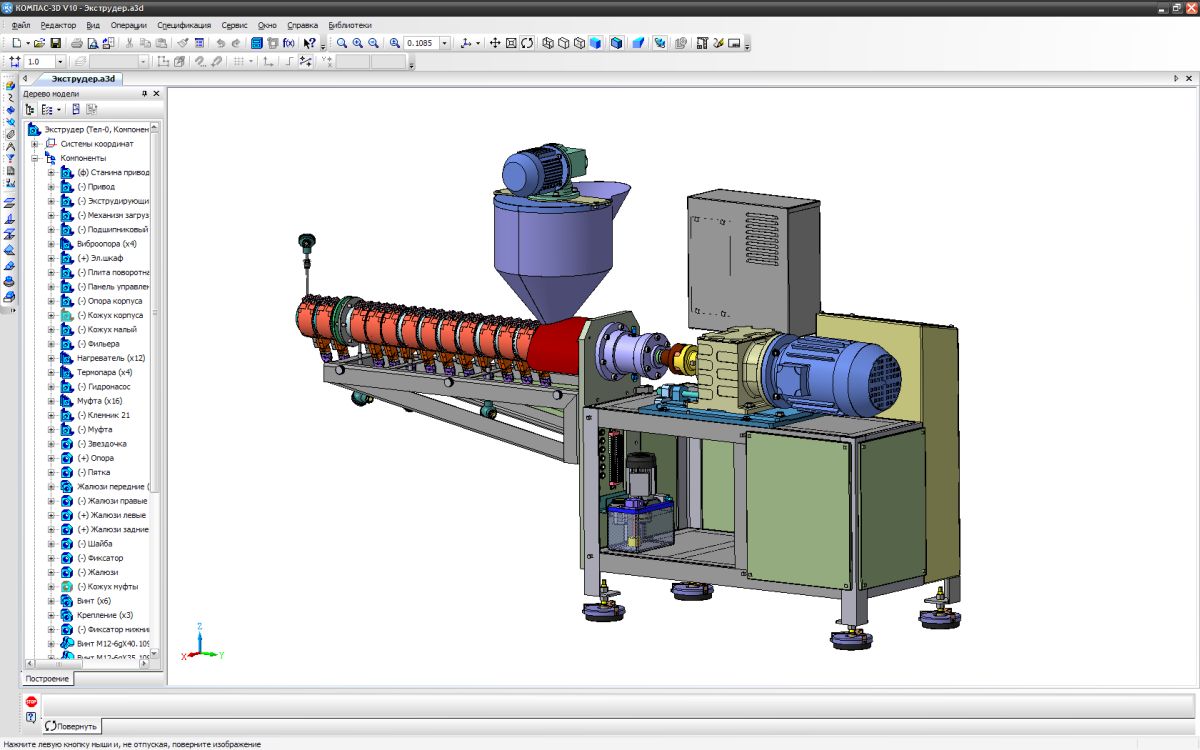
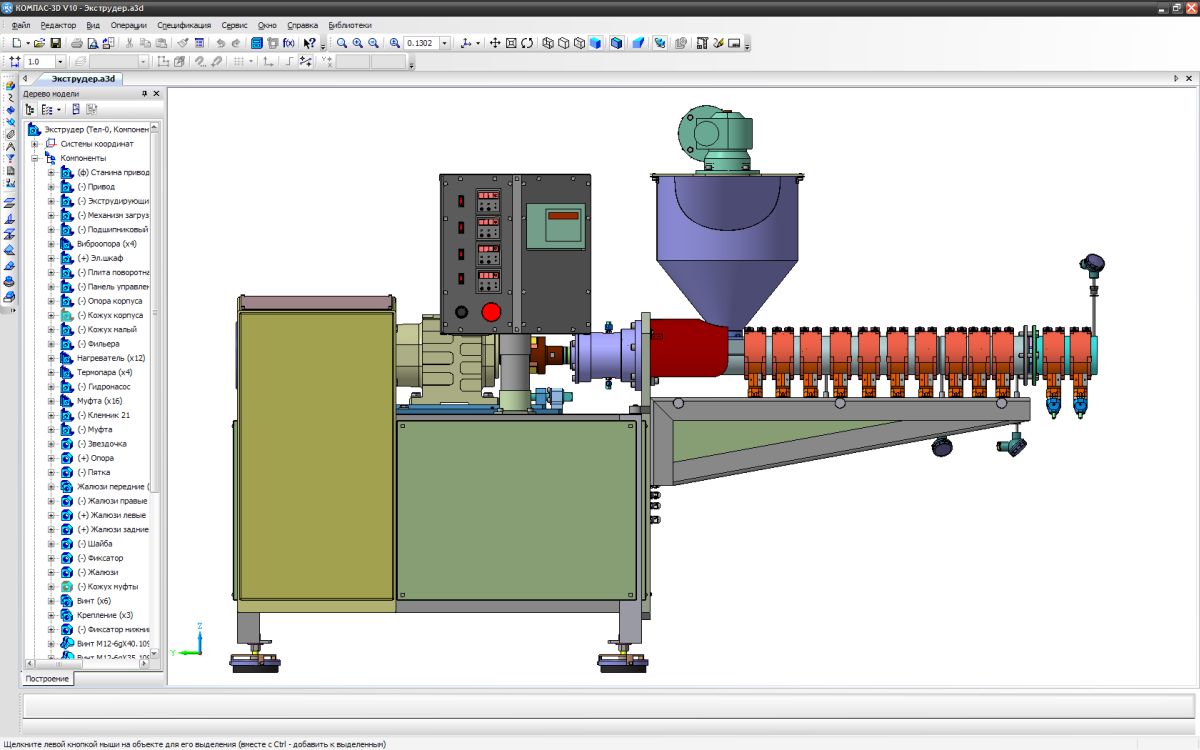
Наиболее важным параметром можно назвать размеры и геометрические параметры пера шнека. Для определения свойств применяются специальные программы. Примером можно назвать КОМПАС-3D. В эту программу включен также пакет, позволяющий автоматически провести расчет при введении следующей информации:
Освобождение от тары
При организации технологического цикла рассматриваются характеристики сырья и подготовка его к производству. Это позволяет выстроить правильную последовательность этапов изготовления продукции.

Некоторые продукты в процессе подготовки освобождаются от тары. Это нужно делать правильно. Мука, сахар, какао, крахмал и прочие продукты могут поставляться на производство в мешках. Прежде чем открыть такую тару, внешнюю поверхность нужно обмести щеткой. После тщательной очистки мешок вспарывается по шву. Остатки нитей, шпагата собирают в специальный контейнер. Чтобы удалить остатки сахара или муки, мешок выворачивают и встряхивают его, удерживая его распоротым швом вверх.
Некоторые виды сырья поставляют в бочках. Их также перед открытием очищают и омывают внешние поверхности водой
Особое внимание в процессе мойки нужно уделить днищу и уторам
Открывать тару следует предельно осторожно. Недопустимо, чтобы в сырье попали частицы дерева, гвозди или прочие инородные объекты. Недопустимо, чтобы в сырье попали частицы дерева, гвозди или прочие инородные объекты
Недопустимо, чтобы в сырье попали частицы дерева, гвозди или прочие инородные объекты.
Подготовка сырья к производству хлебобулочных изделий может предполагать изъятие продуктов из ящиков. В этом случае нужно проводить процедуру в изолированном от основного производства месте. При вскрытии ящика нужно следить, чтобы в продукты не попали щепки, гвозди и прочие части ящика.
Металлические банки перед открытием обмывают теплой водой. Далее их протирают насухо. Для вскрытия применяется специальный нож.
При выемке из ящиков продуктов в стеклянной таре, бутылки тщательно пересматривают. Битые, надколотые банки, а также те, которые имеют на поверхности трещины, нужно удалить. Целые стеклянные бутылки обмывают и протереть насухо. После этого их передают на вскрытие
Изготовление шнеков: технология и оборудование: процесс, подготовка, способы
Рассматривая шнек следует учитывать, что он представлен разновидностью винта, который характеризуется повышенной площадью витков. Особенностями подобной детали назовем следующее:
- Деталь характеризуется компактными размерами и высокой эффективностью. Именно эти свойства определяют широкое распространение шнека при создании самых различных механизмов.
- Часто встречается ситуация, когда шнек применяется в качестве основного элемента бурильной установки. На момент вращения особая форма обеспечивает быстрое углубление и подъем грунта.
Несмотря на достаточно сложную форму для снижения стоимости изделия его изготавливают своими руками. Самодельный вариант исполнения сможет выдержать длительную эксплуатацию, однако допущенные ошибки при проведении расчетов и изготовлении детали могут стать причиной полной непригодности шнека при применении.
Основные схемы работы
В интернете можно встретить чертеж шнека. При этом следует учитывать, что существует несколько схем работы: тянущая и толкающая. В первом случае привод расположен со стороны разгрузки, во втором с загрузочной стороны. При этом может применяться формула расчета для расчета максимально допустимой нагрузки.
Часто встречается понятие экструзии. Этот метод формовки пластичных материалов существенно ускоряет производственный процесс, а также позволяет исключить вероятность влияния человеческого фактора на результат. Он применяется при выпуске изделий из резины, связан с процессом вулканизации.
На момент эксплуатации происходит постоянное трение рабочей поверхности. Из-за этого существенно повышается степень износа, приходится постоянно тратить средства на поддержание механизма в рабочем состоянии. Даже незначительная поломка может стать причиной серьезного износа. Решить проблему можно путем самостоятельного изготовления подобной детали, так как это обходится намного дешевле.
Недостатки шнекового насоса
У рассматриваемого устройства есть достаточно много недостатков, которые должны учитываться. Основными можно назвать:
- Стоимость конструкции может быть существенно завышена. Продукция отечественных производителей обходится намного дешевле, но промышленные характеризуются более высокими эксплуатационными характеристиками.
- Конструктивные особенности не позволяют устройству работать на холостом ходу. Это может привести к перегреву и повышенному износу механизма.
- Объем перемещаемой воды находится постоянно на одном уровне. Другими словами, подобный насос не может использоваться для регулировки давления в системе.
Недостатки шнекового насоса не позволяют его эксплуатировать в определенных условиях.
Сборка ложкового бура
Нужно подготовить трубу, толщина стенок которой не меньше 5 мм. На боковой стенке делают разрез. Его ширина зависит от типа грунта: чем он более рыхлый, тем меньше зазор. Нижний край трубы скругляют с помощью молота. Эта кромка изгибается так, чтобы образовался спиралевидный виток. С этой же стороны фиксируют сверло большого размера. С другой стороны крепят ручку.




Ложковый бур включает в себя длинный стержень из металла с цилиндром на конце. В цилиндре имеются 2 составные части, которые расположены вдоль или в виде спирали. По нижней части цилиндра расположена острая обрезающая кромка.
Самостоятельные действия
В первую очередь нужно нарезать стальной лист на круги нужного размера.
Величина режущих элементов определяется исходя из ширины предполагаемого углубления: ножи должны быть на 0,5-1 см больше в диаметре.
Центральная часть стальных кругов просверливается таким образом, чтобы проем был чуть больше основного стержня (примерно на 1 мм). На токарном станке обтачиваются втулки из стали, при помощи которых будут крепиться буровые ножи. Во втулках делается резьба для закрепления болтами.
Принадлежности для монтажа
Чертеж шнекового кольца.
Разобравшись с простейшим буровым устройством, можно приступать к изготовлению шнекового бура своими руками. Конструкция состоит из таких элементов, как стержень, рукоятка и шнек. Чтобы изготовить такое приспособление, потребуются следующие инструменты и принадлежности:
- сварочная установка (все крепления выполняются с ее помощью);
- токарный станок для изготовления определенных элементов;
- наждачный диск для обтачивания режущих элементов;
- высокопрочный стальной лист для создания шнеков;
- отрезок трубы;
- металлический штырь диаметром 1,6 см.





