

Доступные разновидности
До определенного момента в свободной продаже были доступны несколько видов штангенциркулей. Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
с нониусной шкалой или ШЦ;с циферблатной шкалой или ЩЦК;с электронной цифровой шкалой ЩЦЦ.
Различия лежат не только в применяемой шкале, но и в наличии или отсутствии некоторых элементов в конструкции, например, те, в которых присутствуют основные узлы называются универсальными. Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
1
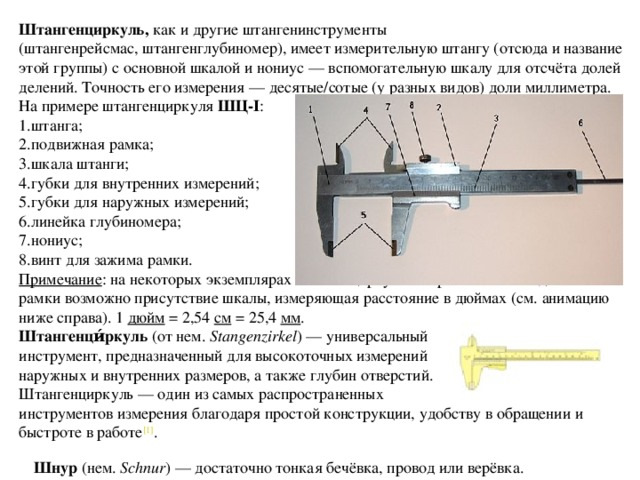
Штангенциркуль как гарантия точности измерений
Штангенциркуль – популярное среди домашних мастеров приспособление. Назначение этого инструмента – проведение сверхточных измерений линейных (внешних, внутренних) размеров разнообразных деталей и изделий, а также глубин пазов и отверстий. С помощью штангенциркуля можно выполнять любую разметку, затрачивая на подобную операцию минимум времени. Он гарантирует высокую скорость измерений. При этом погрешность замеров равняется нулю.
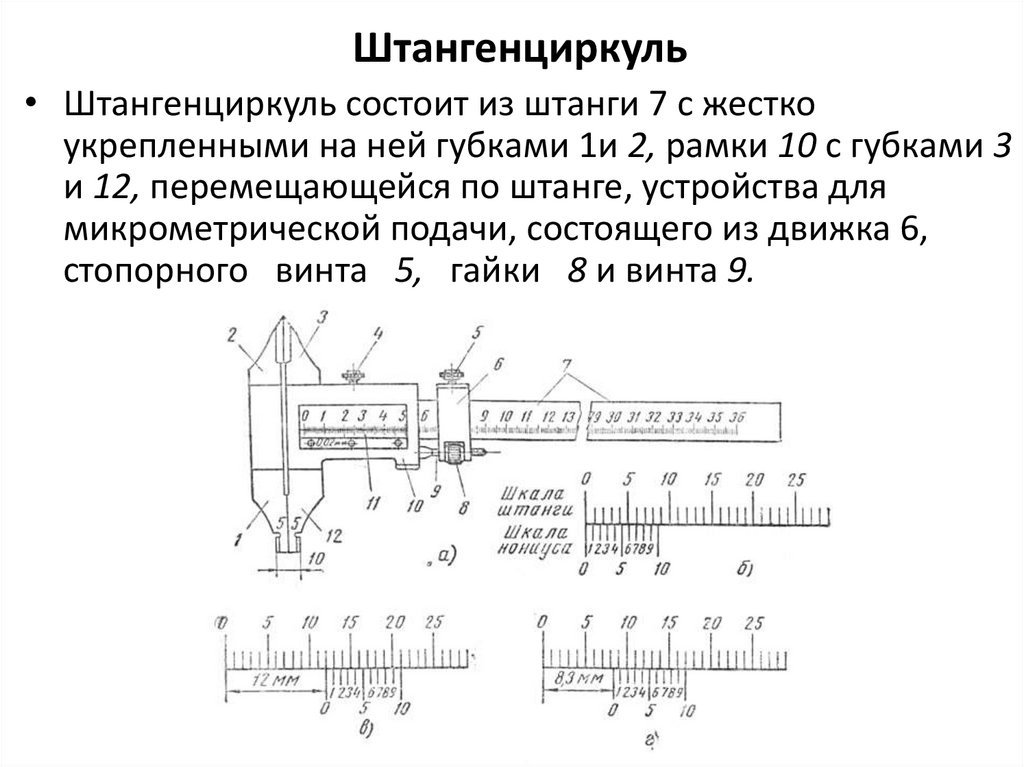
Основной частью штангенциркуля является линейка фиксированной длины, выполняющая функцию штанги
Штангенциркуль незаменим для выполнения точнейших подсчетов в разных отраслях промышленности. Он дает возможность отсчитывать доли деления. Существуют такие его разновидности, которые обеспечивают точность измерений до тысячных частей миллиметра. Устройство описываемого прибора достаточно простое. В его конструкции имеются следующие элементы:
измерительная шкала;подвижные части и штанги;нониус;губки для внешних и внутренних замеров;зажимной механизм;линейка для глубинометрических измерений.
Ключевой частью штангенциркуля является линейка определенной длины (у большинства приспособлений она равняется 15 см), выполняющая функцию штанги. С ее помощью устанавливается наибольшее значение, измеряемое описываемым механизмом. На конце линейки, а также на подвижной раме прибора имеются ножевидные губки. Они предназначены для определения размеров конкретной детали, предмета. Рама дополнительно снабжена особым винтом. Он позволяет фиксировать итоги измерений.
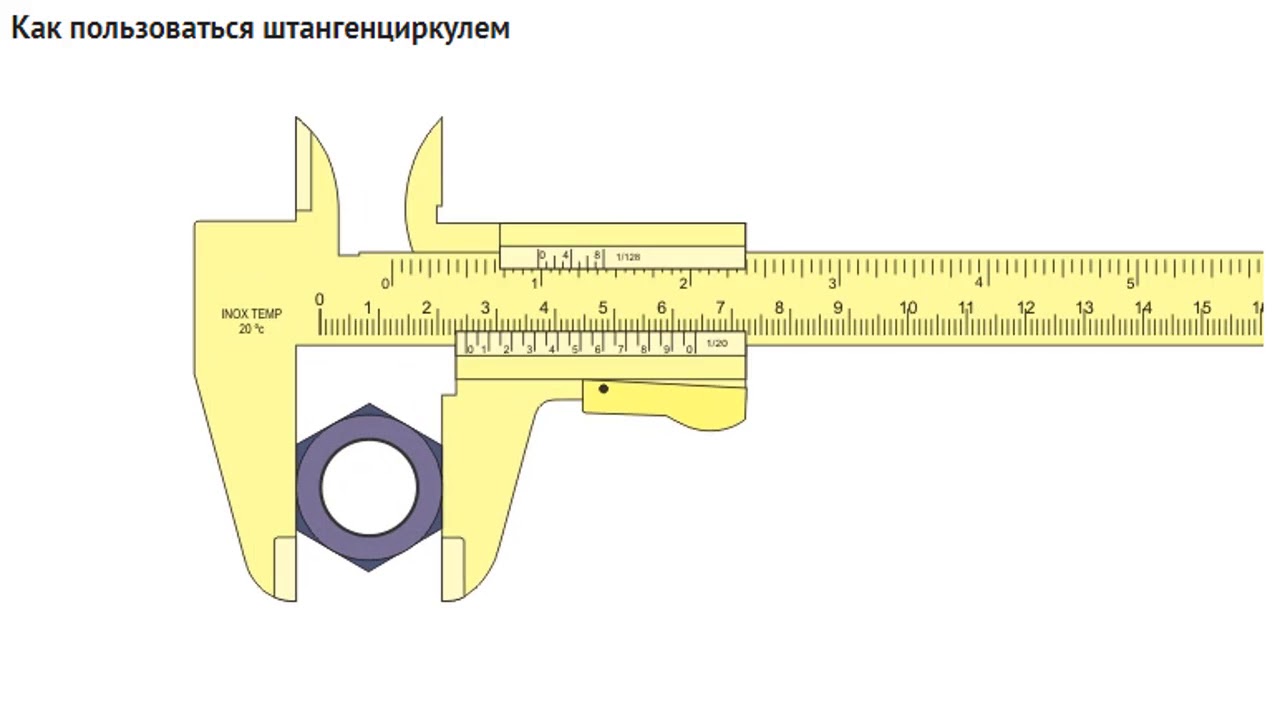
Как пользоваться штангенциркулем
Рассмотрим вопрос, как применить штангенциркуль в жизни? Хотя и кажется простецким, но устройство обладает высокой точностью. Его полагается сохранять и применять в подходящих температурных показателях и низкой влажности.
Действующие края не должны быть грязными, деформированными или иметь другой брак. Руки при процедурах с прибором также полагается привести в чистый вид. Рабочие действия происходят таким образом:
- До того, как сделать измерения губки сводятся вместе, их примыкание между собой должно совпадать по главной и нониус шкале;
- Когда деталь вводится в промежуток меж губками до окончательного смыкания, винтиком закрепляется рамка и высматривается значение. Вначале по верхней рамке узнаётся основной параметр, а потом по нониусу его мантисса;
- Как воспользоваться шкалой штангенциркуля? Отличительное свойство нониуса в том, что число градаций на нём выходит на единицу поменьше. Деление которого недостаёт и влияет на определение точности инструментария.
- После завершения всех работ по снятию размеров, кромки полагается хорошо очистить, вытереть мягкой тканью, для целей сбережения советуется смазать маслом низкой вязкости.
Проведение разметочных операций
У штангенциркуля присутствует множество функций, поэтому его можно использовать и для разметки. Этот процесс зависит от типа устройства прибора. Дело в том, что нижние губки (которыми и проводят разметку) могут быть не только прямоугольными с внутренними изгибами, но и круглыми. В любом случае внутренняя кромка вырезана специально таким образом, чтобы нижней губкой можно было делать отметки.
Для этого сделайте замер и немного придавите нижней губкой на материал, где вы будете делать отметку. Благодаря тому, что кромка немного подточена, она будет своеобразно царапать и отмечать. Также можно не прибегать к методу поцарапывания, а просто оставить штангенциркуль на месте и сделать отметку с помощью маркера, карандаша или других предметов.
Если вы делаете разметку по плану детали, то не забывайте про масштаб, ведь он не всегда 1 к 1.
Какие бывают штангенциркули, их устройство и фото
Прежде всего, нужно сказать, что еще с советских времен существует классификация штангенциркулей, насчитывающая 10 основных наименований, не считая специальных инструментов, о которых мы вспомним ниже. Конечно, нет смысла все их перечислять (кто захочет, найдет эту информацию в интернете). Мы рассмотрим только основные варианты исполнения этого инструмента.
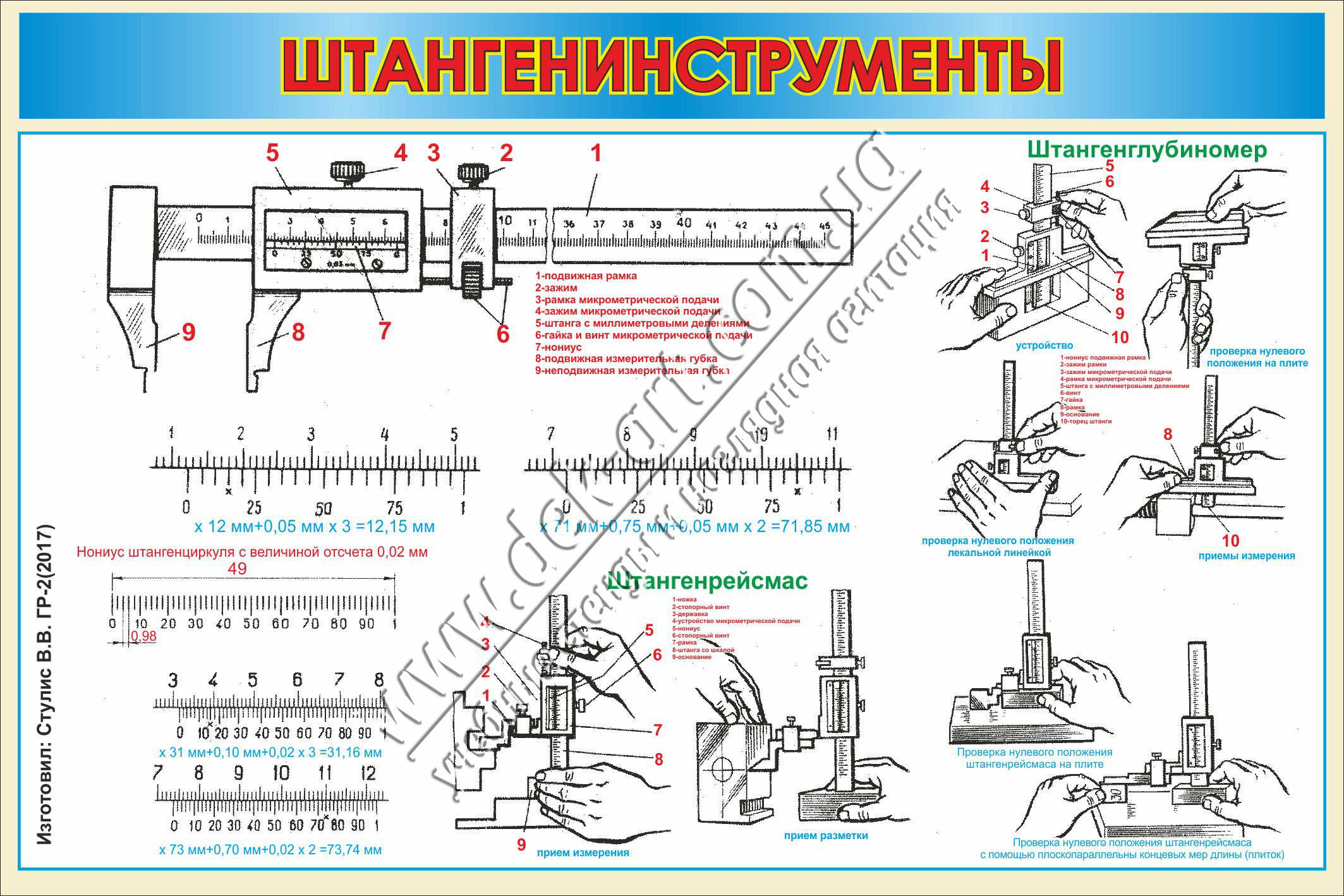
На этой фото и фото современного штангеля, размещенных выше, изображен ШЦ-І, инструмент с двусторонними губками, одними – для измерения наружных размеров (5), вторыми – для внутренних (4), имеющий дополнительную штангу глубиномера (6), расположенную в пазу основной штанги.
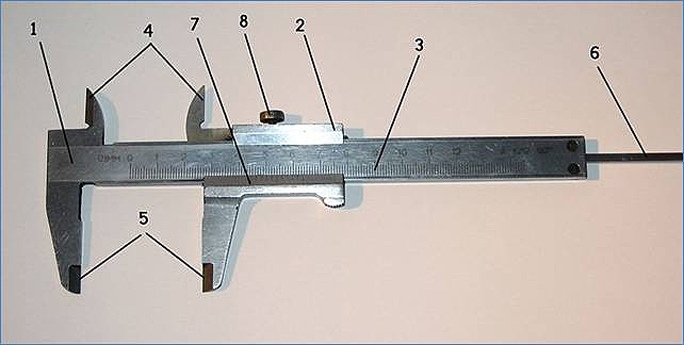
По штанге (1) с основной шкалой измерений (3) передвигается подвижная рамка (2) со шкалой нониуса (7). Рамка фиксируется прижимным винтом (8).
Из всей номенклатурной линейки штангенциркулей нам еще будет интересен разметочный штангель ШЦР и ШЦТ-І, имеющий твердосплавные напайки концов губок – для разметки деталей из твердых металлов.
Изменения касаются больше частностей исполнения штангенциркулей. Они могут несколько отличаться друг от друга конструктивно (односторонние и двухсторонние губки, наличие или отсутствие рамки микрометрической подачи (8), исполнением из различных материалов т.п.)
Shtangentsirkul-6
Shtangentsirkul-7
Shtangentsirkul-8
И все же для рядового пользователя принципиальными будут отличия инструментов с обозначениями ШЦК – с круговой измерительной шкалой и ШЦЦ – с цифровой электронной шкалой.

Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
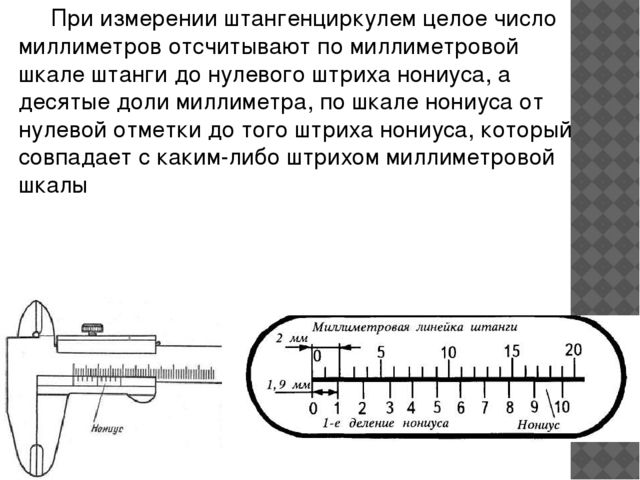
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
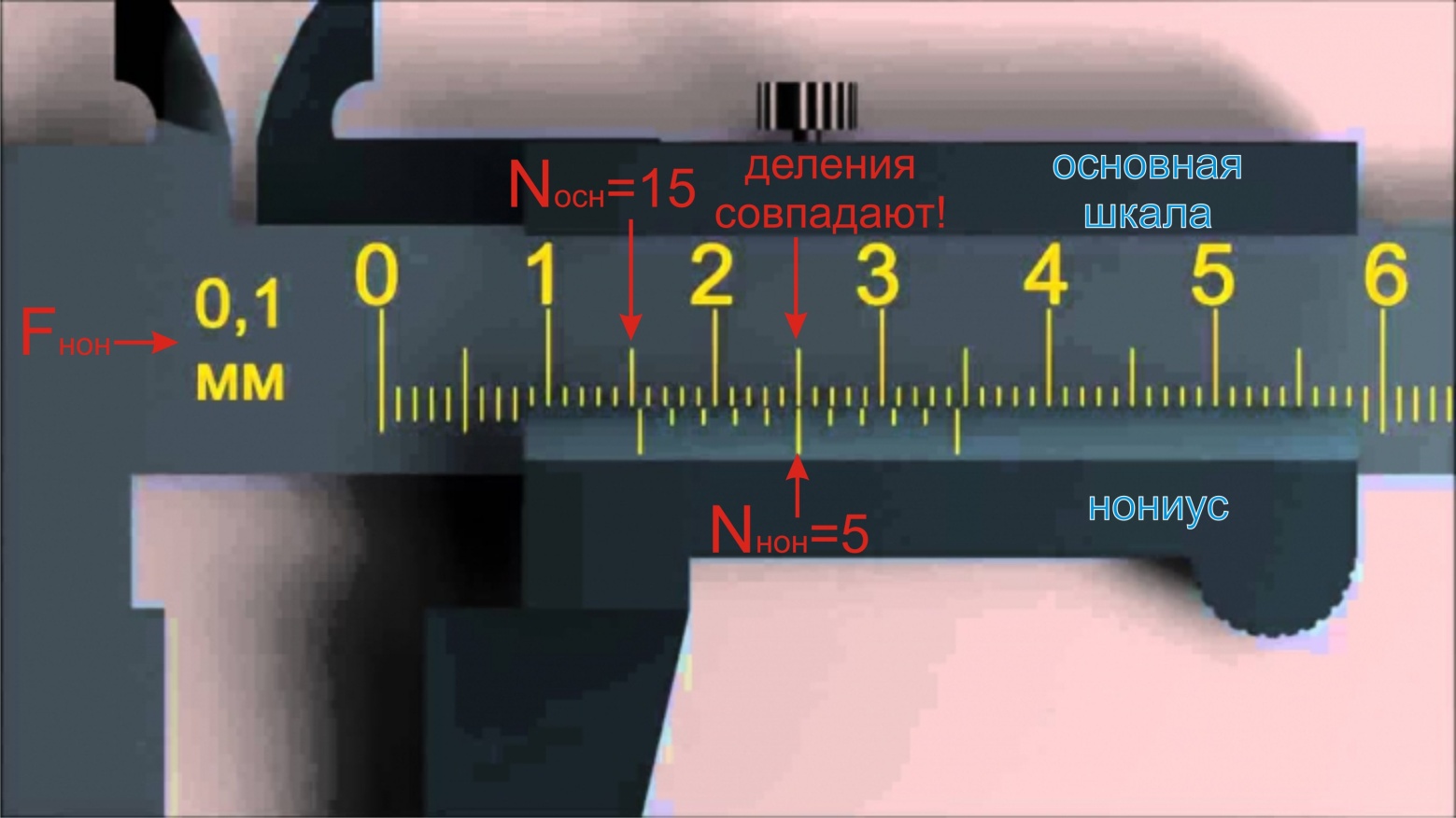
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
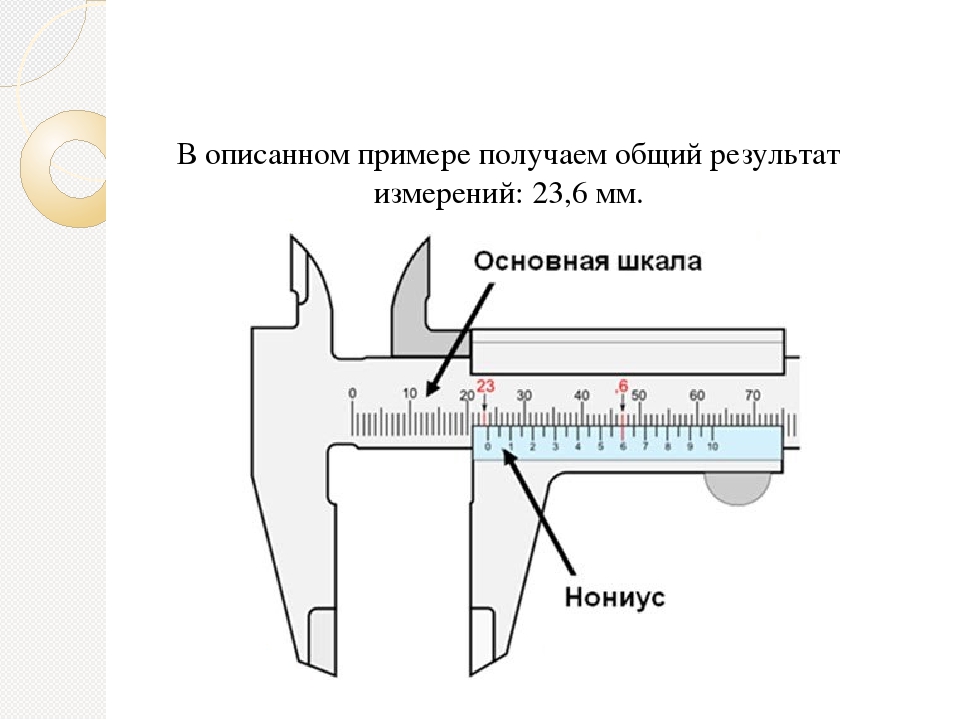
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).



При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
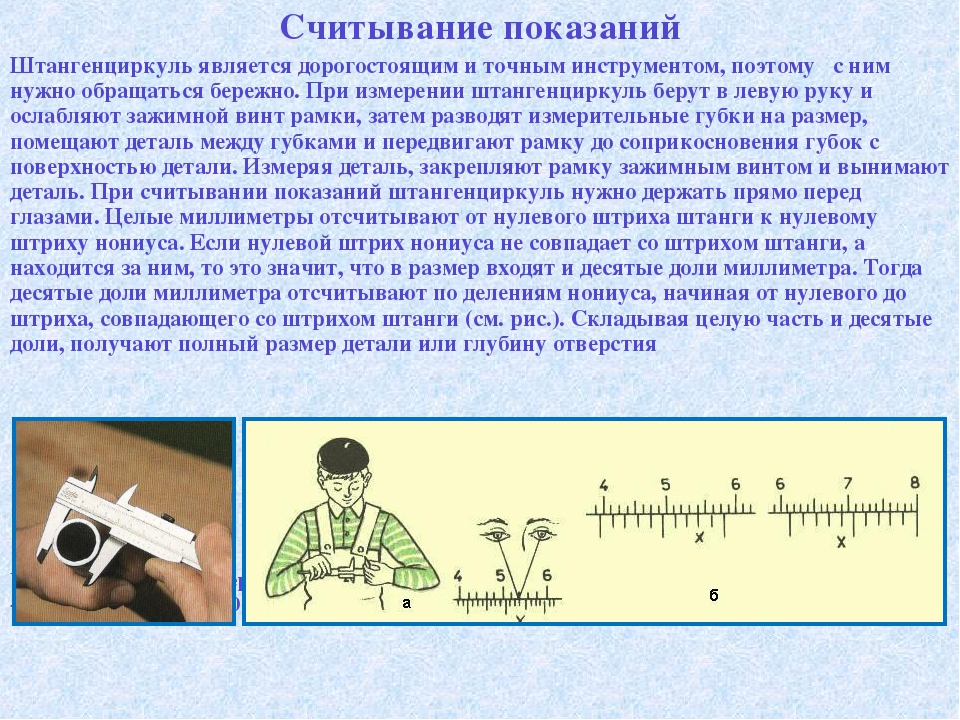
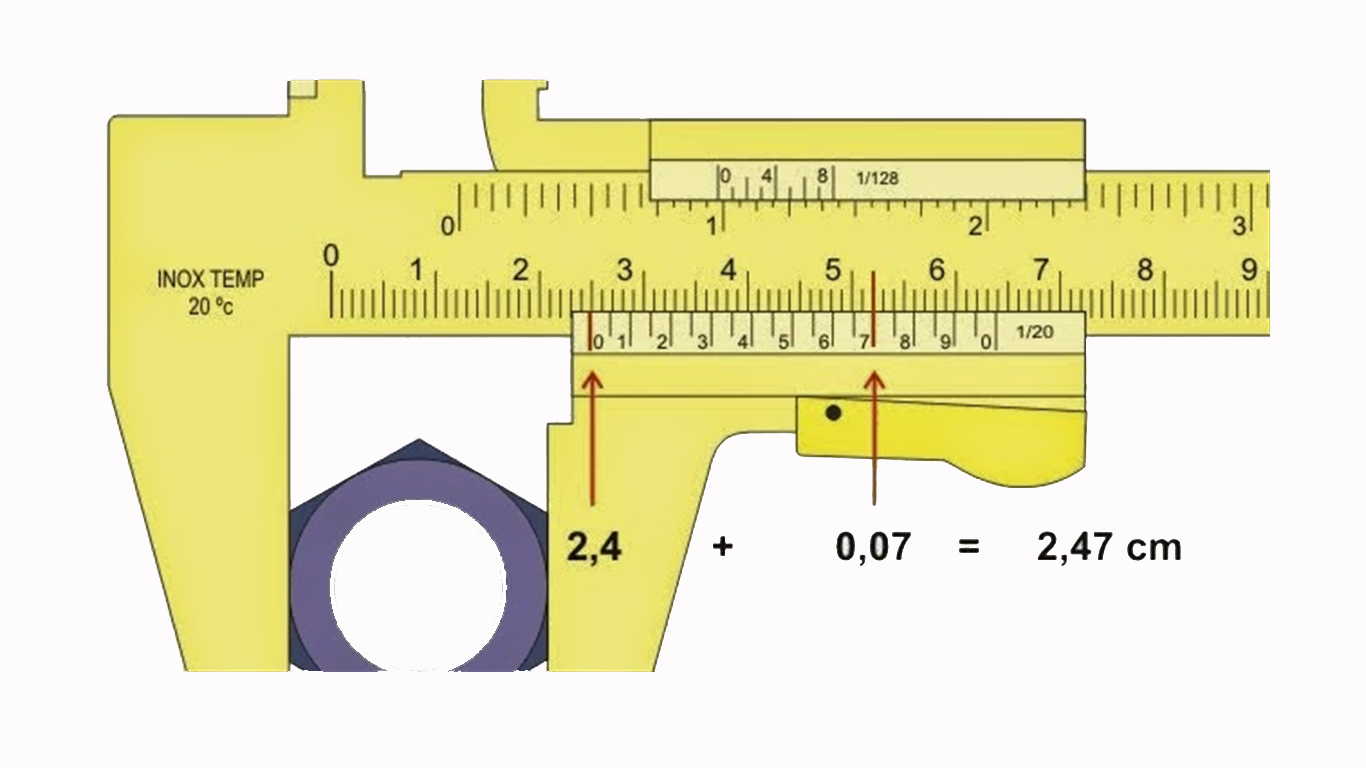
Считывание результатов
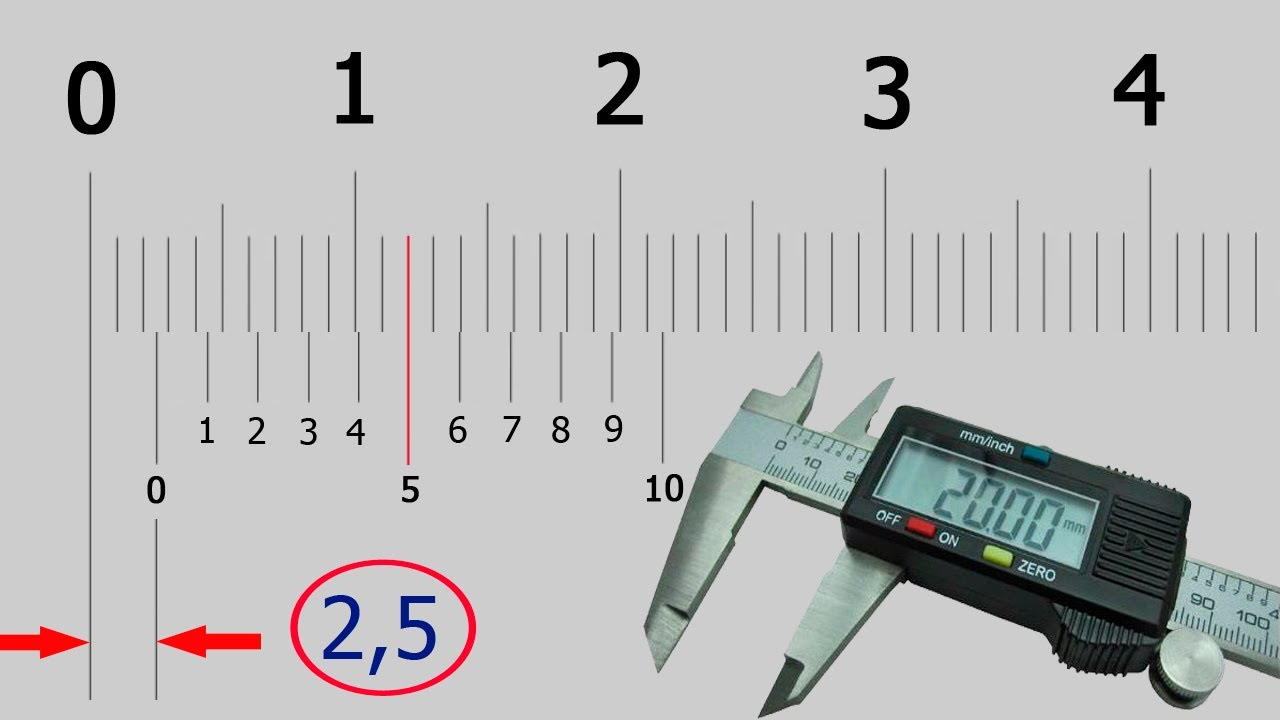
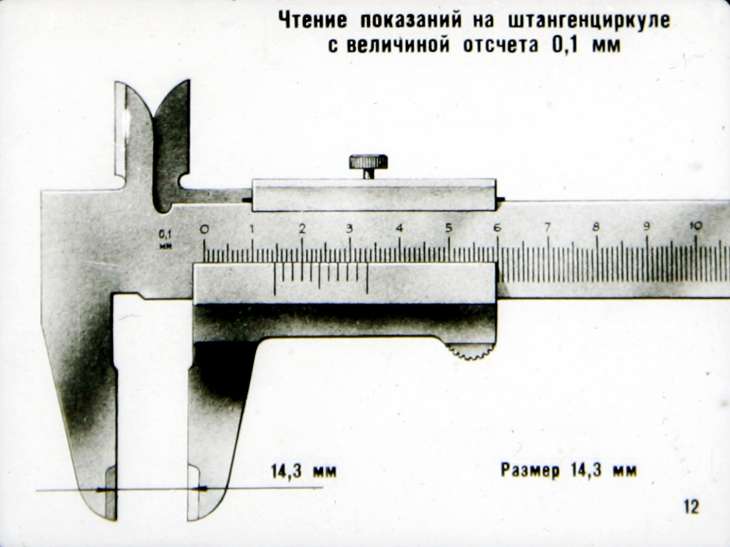
По нониусной шкале
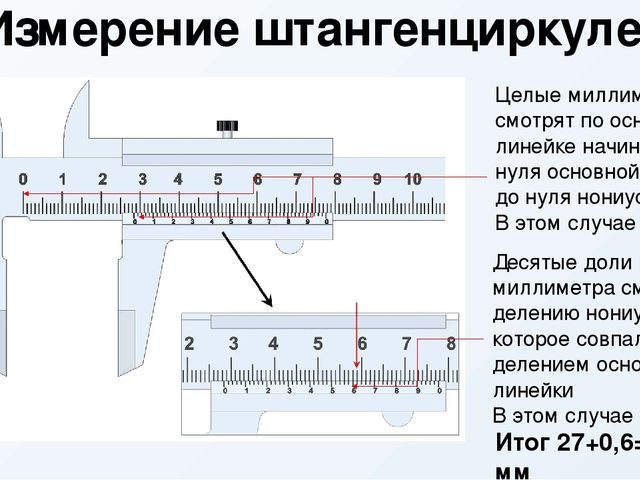
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
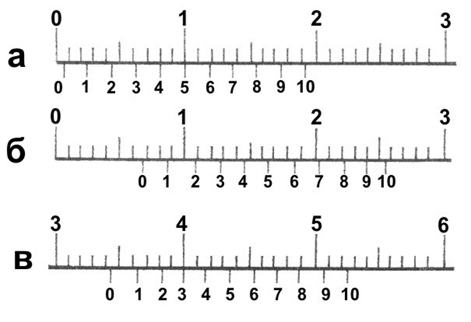
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
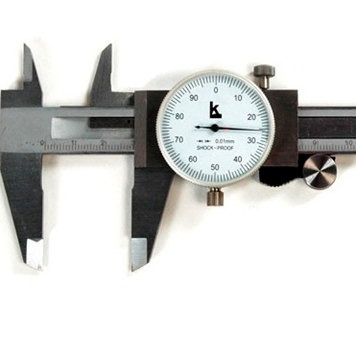
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

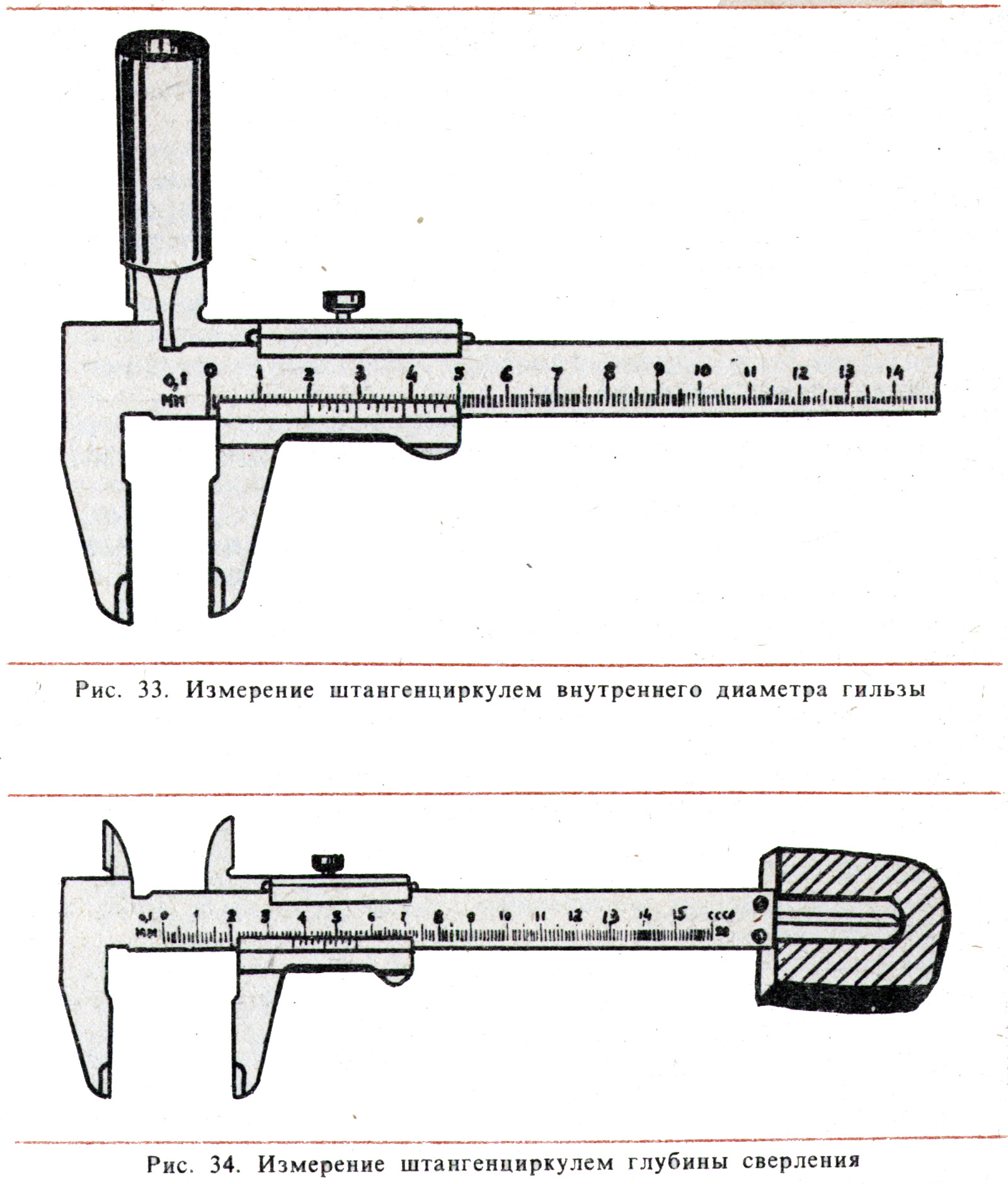
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
С чего начинать эксплуатацию прибора
Чтобы получить точные данные о проводимых измерениях, потребуется сначала проверить инструмент на точность и исправность. Для проверки точности используются специальные эталонные образцы, но, чтобы узнать точность прибора с их помощью, надо уметь считать по шкале штангенциркуля
Перед использованием измерителя немаловажно убедиться в его исправности, что позволит снять результаты с низкой погрешностью. Для этого надо произвести визуальный осмотр губок и шкал инструмента. Наличие дефектов на губках недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты
Наличие дефектов на губках недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты.
Чтобы произвести применение инструмента правильно, необходимо соблюдать такую последовательность действий:
- Достать инструмент из специальной шкатулки, в которой следует хранить его. Такими кейсами комплектуется большинство штангенциркулей
- Свести губки инструмента, а затем посмотреть на наличие просвета между ними. Этот просвет должен быть минимальным, что говорит об исправности устройства
- При сведенных губках надо посмотреть на шкалу. Первая риска на подвижной рамке должна точно совпасть с нулевой отметкой на неподвижной рамке
- При несовпадении этих отметок, говорить о точности конечных данных не приходится. При этом можно считать, что прибор неисправен, и требует замены или ремонта
- Обычно если риски на шкалах не совпадают, то причиной того является заклинивание зажима или налипание загрязнений на губках. Проверяется и очищается поверхность губок, а также ослабляется крепление зажима
- Удалить загрязнения со шкалы прибора, так как они будут помехой при считывании результатов

Как только выяснилось, что прибор готов к применению, можно приступать к его эксплуатации. В зависимости от того, что необходимо измерить, используются соответствующие элементы инструмента:
- Наружные губки для замеров внутреннего диаметра детали
- Внутренние — для измерения внешнего размера детали
- Щуп глубиномер — для определения глубины паза или канавки
Это интересно! Работать прибором следует исключительно удерживая его чистыми руками. Если руки в масле и прочих загрязнениях, то их надо вымыть, и только после этого приступать к проведению измерительных манипуляций.
Когда все готово к работе, то можно приступать к измерениям. Далее рассмотрим пошагово, как надо правильно пользоваться штангенциркулем нониусного типа.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
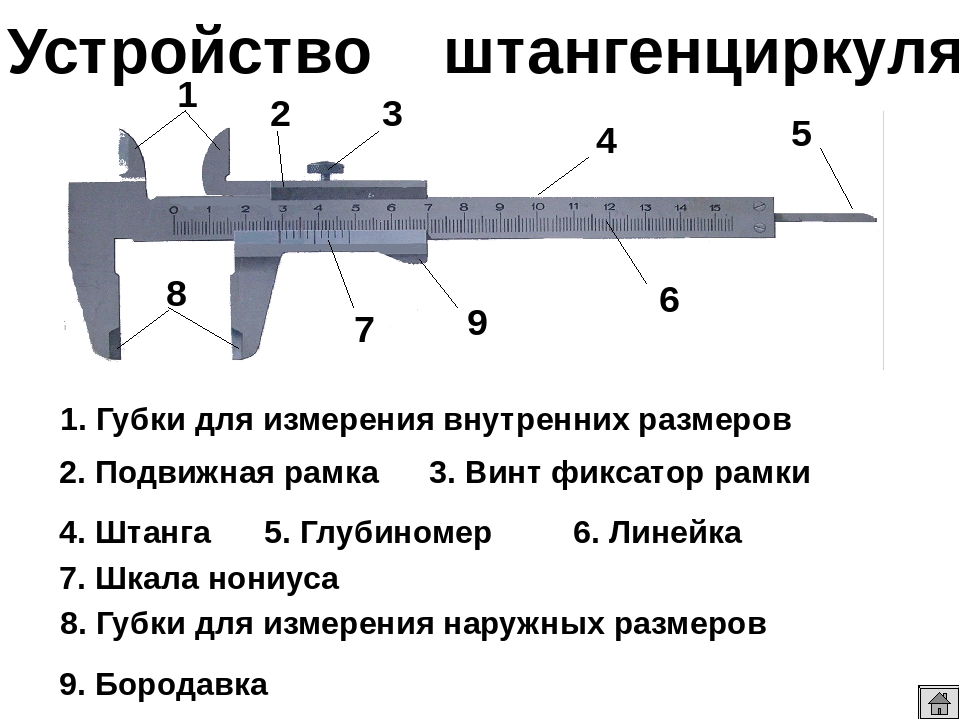
Из чего состоит штангенциркуль
Самый простой прибор, а для понимания принципа работы подойдёт как раз такой, состоит из следующих элементов.
Основные части штангенциркуля: 1 – штанга, 2 – рамка, 3 – шкала для измерений, 4 − верхние губы, 5 − нижние губы, 6 − глубиномер (не у всех модификаций присутствует), 7 − шкала нониуса, 8 − зажимный винт.
Для того чтобы правильно определить, как, а главное, каким пользоваться штангенциркулем, необходимо изучить его модификации. Отправная точка для выбора прибора – точность измерений, габариты детали, а также число измерительных поверхностей. Штангенциркули могут иметь модификации в зависимости от:




- Диапазона измерений. Длина шкалы на штанге может составлять от 125 до 4000 мм.
- Точности прибора. Допустимая погрешность − от 0,05 мм.
- Функциональности. В частности, есть ли глубинометр или нет.
- Сложности и габаритов измеряемой детали.
- Конструкции отсчётного устройства.
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
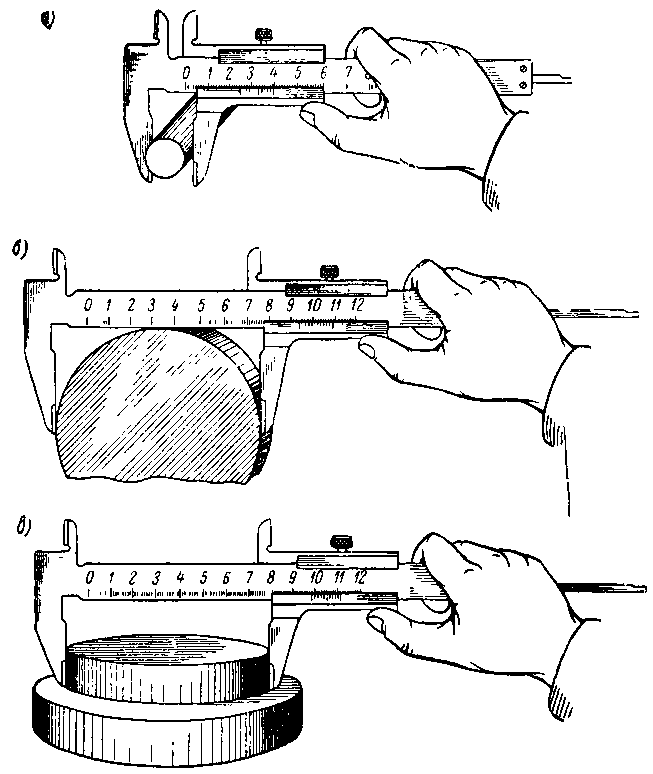
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
фото:наружное и внутреннее измерение поверхности штангенциркулем
фото:измерение глубины штангенциркулем
Определение показаний штангенциркуля
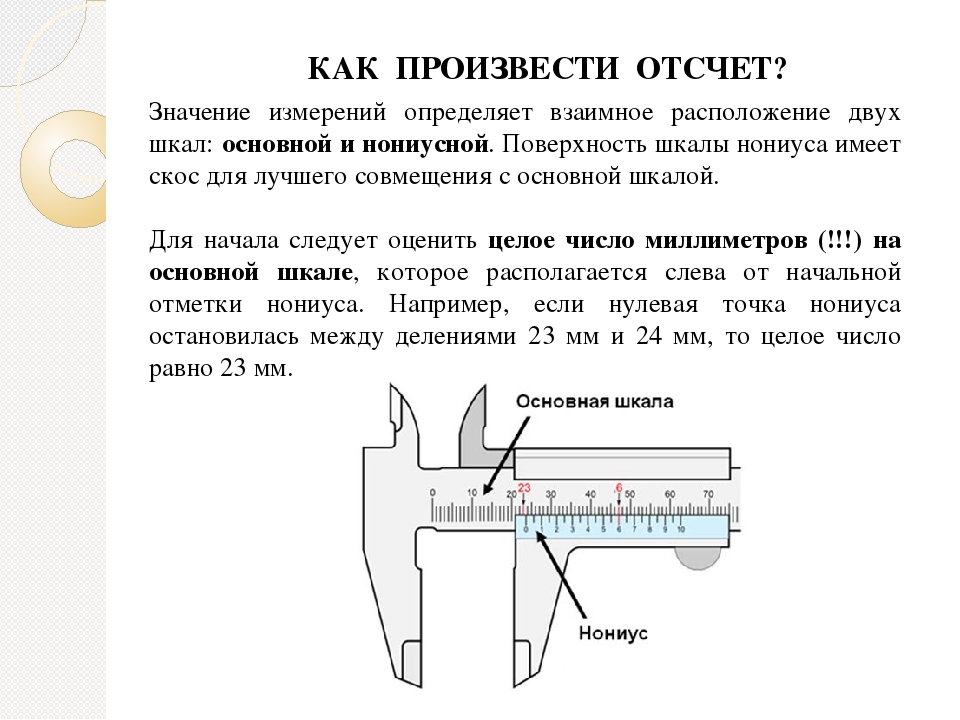
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Как проводить измерения, проверка исправности штангенциркуля
Перед проведением измерений следует проверить техническое состояние инструмента. На его рабочих зонах не должно быть следов ржавчины, вмятин или царапин. Не допускается перекос губок штангеля. Цифры должны хорошо читаться, а ход подвижных элементов должен быть плавный, без заеданий и рывков.
Как проводить измерения:
- При замере размера детали снаружи, губками штангенциркуля плотно без зазоров зажимают её. Инструмент должен располагаться параллельно плоскости измеряемого предмета.
- Для измерения диаметров круглых отверстий губки ставят в максимально удалённых точках. При этом рамка должна проходить через ось отверстия, перпендикулярно ей.
- Если используется глубиномер, то штангенциркуль устанавливается у края отверстия, инструмент располагают перпендикулярно плоскости детали и выдвигают линейку глубиномера до упора в дно.
- После этого считывают показания.
Как проводится проверка точности штангенциркуля
Приступая к работе со штангенциркулем следует произвести проверку правильности его показаний. Для этого сводят его губки вместе, при этом нуль основной шкалы и нониуса должны совместится. А последняя риска нониуса должна указать на отметку 39 мм основной шкалы (пример показан на фото, риски отмечены красным цветом)
Хочу обратить внимание, что в зависимости от конструкции и цены деления, длина шкалы нониуса может быть другой. В нашем примере она 39 мм, но бывают 19 мм с ценой деления 0,1 мм, соответственно и последняя риска нониуса укажет на число 19
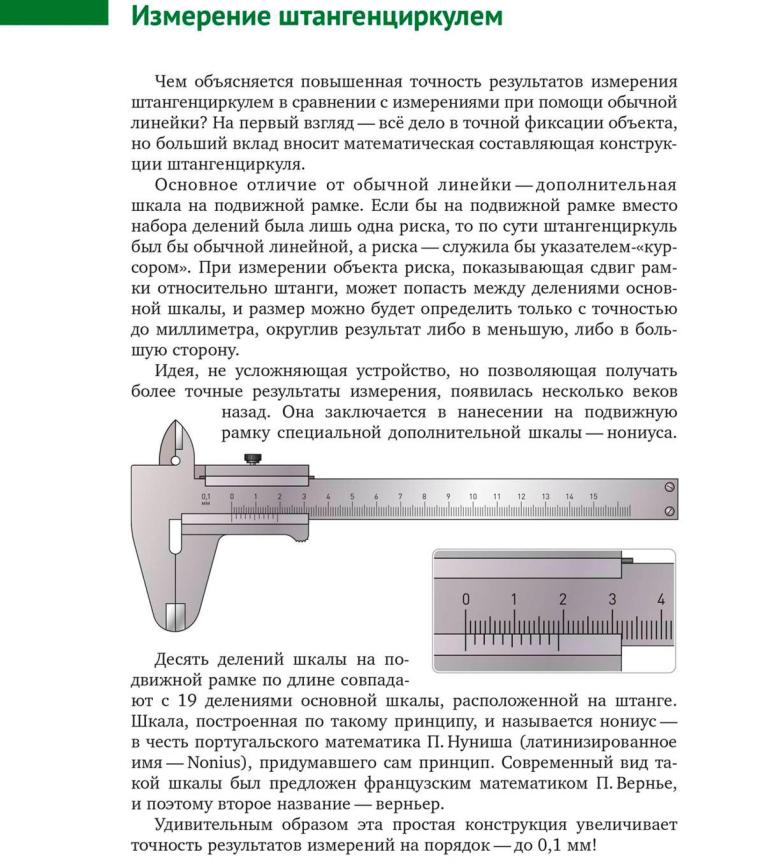
Число делений шкалы нониуса определяется точностью штангенциркуля: 10 делений – при точности 0,1 мм, и 20 – при точности 0,05 мм.
В некоторых конструкциях нониусная шкала крепится к рамке с помощью винтов и имеет в этих местах овальные отверстия. Это сделано с целью поправки шкалы нониуса, если при проверке на правильность показаний результат был неудовлетворительный.
Подготовка цифрового штангенциркуля к работе
Цифровые штангенциркули имеют кнопку “zero”. Перед началом измерений губки прибора сводят вместе и нажимают эту кнопку. На экране высвечиваются нулевые показания – инструмент готов к работе. Аналогичные операции перед началом измерения проводятся и с циферблатными штангенциркулями, нуль регулируется вращающейся головкой, которая находится внизу циферблата.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
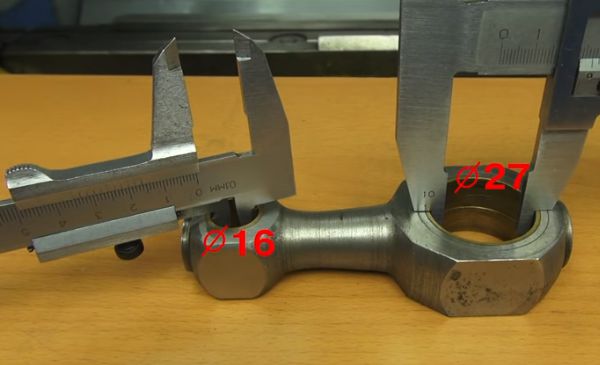 Замер диаметров
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
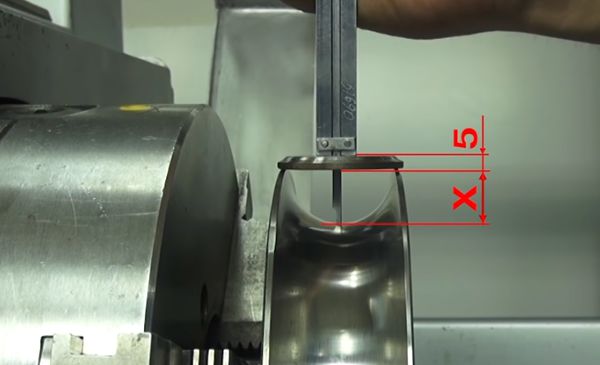 Измерение диаметра канавки
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
 Снимаем размер губки штангенциркуля
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
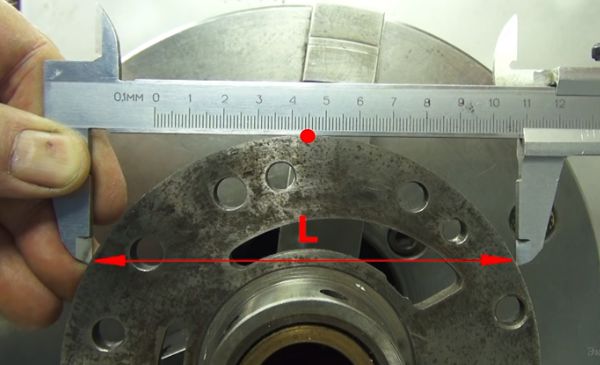 Измеряем хорду
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
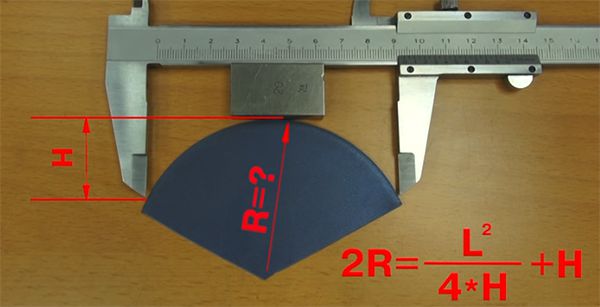 Находим радиус сектора
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
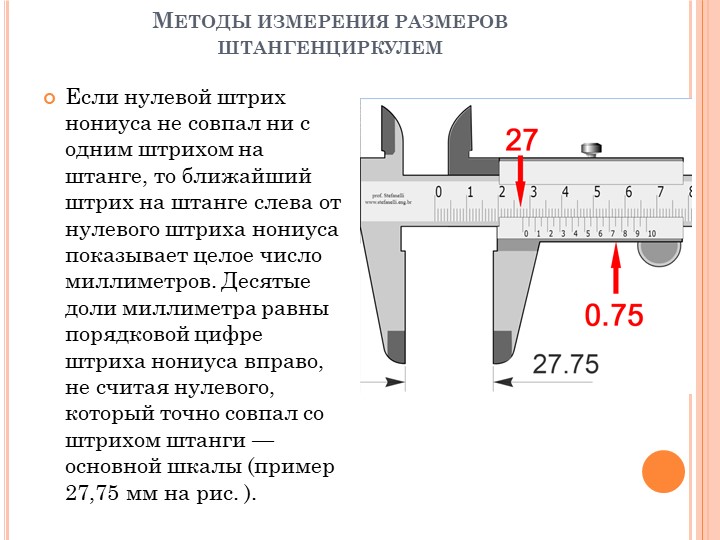
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
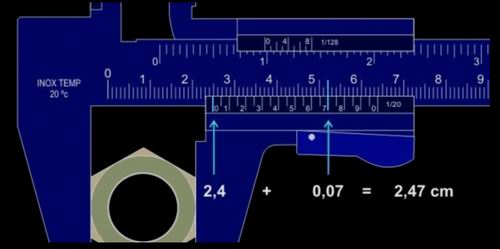
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.



Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Что такое штангенциркуль и для чего нужен
Штангенциркуль помогает определить точные размеры детали, её диаметр, толщину, глубину выемок или отверстий, расстояние между элементами. С помощью этого инструмента проводится отбраковка изделий на предприятиях. Кроме этого, его используют для контроля за износом деталей.
Инструмент пригодится любому мастеру, мало-мальски знакомому со столярным делом. Он поможет с точностью до долей миллиметра измерить диаметр сверла или гайки, расстояние между рёбрами детали, определить ширину отверстия в стене или доске. Обычно его бережно хранят в специальных кейсах, чтобы не допустить запыления подвижных элементов.
 Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Назначение штангенциркуля определяет и схему его устройства.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.





