

Кованые элементы и детали своими руками
Сегодня существуют цеха или мастерские, предлагающие художественные изделия собственного производства. Спрос на эту продукцию стабилен, несмотря на завышенную стоимость кованых изделий.
При желании и определенном опыте работы с металлом многое из ассортимента профессионалов можно выполнить и своими руками. Вовсе не обязательно вооружаться горном и кувалдой или приобретать специальный станок. Даже для изготовления сложных элементов или изделий достаточно верстака, тисков, сварочного аппарата и молотка. Материалом для самодеятельного творчества послужит круглый пруток, профильная труба с небольшим сечением, неширокая полоса стали или листовой металл.
Гибка металла (Фото: pixabay.com)
Мебель
В качестве мебели для самостоятельного изготовления можно рассмотреть садовые или дачные столики и стулья, декоративные полочки на стены. Кованые элементы могут украсить интерьер кухни, спальни, прихожей или садовую беседку, а намеченные для отправки в утиль старую табуретку или торшер можно укрепить коваными полосками и представить в качестве антиквариата.
Беседка
Беседка — заветная мечта дачников и владельцев собственного участка, необязательно должна быть деревянной или кирпичной. Можно сделать и металлическую конструкцию из профиля. Ее несложно превратить в легкую и изящную композицию с помощью собственноручно изготовленных кованых деталей — витой из стального круга ажурной арки на входе, завитушек по периметру беседки или замысловатой подвески для светильника.
Ворота
Кованые ворота и входная калитка, пожалуй, самые востребованные на сегодня изделия из ассортимента художественной ковки, в которых практичность сочетается с художественным вкусом. Между тем многие владельцы частных домов из экономических соображений обходятся приобретенной или самостоятельно изготовленной из стандартного металлопроката и металлопрофиля входной группой.
Любую металлоконструкцию можно перевести в разряд нестандартных или сделать такой изначально с помощью простейших самостоятельно изготовленных кованых элементов. В качестве заготовки используются уже упомянутые стальные прутки, профили или полосы. Из них можно выполнить различные витые узоры и вензеля, листья и бутоны, строгие или произвольные геометрические фигуры.
Виды современного кузнечного оборудования
В промышленности широко применяют множество кузнечно-штамповочного оборудования. Его можно классифицировать по следующим параметрам:
- по температуре обрабатываемой заготовки. Для этой операции применяют ковочные машины, оборудование для горячей и холодной штамповки как плоской, так и объемной;
- по операциям, выполняемым на оборудовании. Разделяют заготовительное, основное и финишное КШО;
- по методу подачи и удаления готовых изделий из рабочего пространства КШО. На практике применяют оборудование, на котором все эти операции выполняют вручную, в полу- и автоматическом режиме.
- по виду привода. Прессы и штамповочные машины работают от электричества, сжатого воздуха, гидравлики и пр.
- по ключевому параметру. Как правило – это номинальное усилие, создаваемое прессом или рабочий момент.
Хитрости мастеров
Использование проставок допускает мгновенное изменение формы итоговой конструкции или делать изгибы в обратную сторону, чего не допускает лемех по конструкционным причинам.
Не требует повышенной точности в изготовлении деталей.
Крепить заготовку проще простого – уложить в специальную выемку.
Допускает использование приема, которым пользуются в промышленности – небольшой загиб в обратную сторону в сердцевине завитка.
 Возможно использование разных техник и изгибов в ковке
Возможно использование разных техник и изгибов в ковке
Такие изделия холодной ковки лучше выглядят и стоят дороже.
Дополнительно обладает хорошим и удобным достоинством – возможность изготовления плоских загибов с тонкой сердцевиной из заготовки, лежащей плашмя.
Рычажный станок допускает установку ролика для прижима на высоту толщины полосы и закраиной шире железнодорожного колеса. Такой способ требует кропотливости: рычаг необходимо двигать понемногу, в противном случае получится испорченный внутренний край. К сожалению, это единственный метод изготовления таких завитков в производстве своими руками.
Станок с рычагом часто создают без использования редких или дорогих материалов и не обладая точными схемами.
Разновидности станков для ковки
К несомненным достоинствам холодной ковки металла необходимо отнести то, что исчезает необходимость в сооружении кузни и установки оборудования и приспособлений, без которых работы попросту невозможна (горн, наковальня и пр.).

Самодельный горн для ковки

Наковальня для ковки металла
Холодная ковка металла может быть автоматизирована, причем без особых сложностей. Такое решение гарантирует повышение эффективности работы по изготовлению изделий. Даже неавтоматизированное производство позволяет поднять производительность труда, то есть она позволяет производить целые партии деталей по заданному образцу, другими словами, всегда существует возможность организации мелкосерийного и серийного производства. Это особенно выгодно при оформлении больших заказов, например, при изготовлении ограждений, решеток на окна и пр. Для обустройства мастерской холодной ковки нет необходимости в наличии больших площадей.
При холодной ковке металла не происходит изменений во внутренней структуре металла, а это приводит к сохранению прочностных характеристик металла. При холодной ковке металла существует возможность искусственного старения металла и это позволяет производство деталей под старину.
Ковка холодного типа
станок для холодной ковки
По сравнению с горячей ковкой, ковка холодного типа не требует постройки горна для того, чтобы нагревать металл. Суть ковки холодного типа заключается в том, что придание необходимой формы металлу производится при помощи выгибания заготовки, опрессовывания и сваривания. Ковка холодного типа намного проще по исполнению, а для устройства мастерской много места не нужно. Для создания готового изделия не нужны большие температуры, а это только плюс к общей безопасности.
Но подобного типа ковка имеет и свой огромный недостаток. Любые работы с металлом проводятся только с подготовленными заготовками, и исправить какую-либо ошибку возможности нет. Понятное дело, это относится ко всем этапам данной ковки, но по большей части заготовка с ошибкой пойдет в металлолом либо в качестве учебного пособия как не нужно делать.
Не зависимо от того какой тип ковки вы выбрали вам нужно будет изучить множество важных процессов. В первую очередь это относится типов металлов и температуры для их ковки и плавления. Также следует разбираться и в самой технологии ковки разных металлов. Ниже мы о них расскажем.
Металлы для ковки
оборудование для ковки
Ковка металла вручную – это трудоемкий и сложный процесс, который требует применения металлов определенного типа, а если говорить точнее, то метала с определенными параметрами
Для ковки руками, вне зависимости будет она холодной либо горячей важно подобрать металл более высокой пластичностью, так как от этого качества будет зависеть удобство и простота изменения самой заготовки и ее формы. Стоит упомянуть и о том, что такие свойства металла как пластичность и прочность взаимосвязаны
Если увеличивается один из них, то уменьшается вторая. Так что весьма важно разбираться в параметрах разных металлов и знать про их состав.
!!!Важно!!!
Важно! Имеются и иные важные параметры металла. Но мы рассматриваем декоративные изделия, то здесь нет необходимости говорить про уровень износа, стойкости и других свойствах.. ограда из латуни
ограда из латуни
Для ковки декоративного типа применяют такие металлы как:
- латунь;
- медь;
- дюралюминий;
- другие подобные сплавы.
То есть для ковки ручного типа применяют мягкие металлы, которые легко гнуться и им можно придавать разную форму. Для выбора самого легкого и ковкого металла вам следует просмотреть Марочник Стали и Сплавов. Здесь имеется детальное описание всех сплавов и металлов, а также их характеристики и состав.









Учитывая тот факт, что самым ковким металлом является сплавы меди и она сама, специалисты отдают предпочтение черным металлам для того, чтобы производить горячую либо холодную ковку. Такое предпочтение весьма просто объясняется большими ценами на цветные металлы. Так как для ковки металла стоимость по большому счету зависит от цен на заготовки, и не все могут купить оградки либо балясины, сделанные из меди.
пруты для ковки
Если вы выбираете черные металлы для ковки, то следует ориентироваться на сталь с самым малым содержанием углерода, около 0,25 процента. Помимо этого в нем должно быть самое минимальное содержание таких вредных добавок как:
- сера;
- фосфор;
- молибден;
- хром.
Также стоит не останавливать свой выбор на сталях конструкционного и инструментального типа с высоким уровнем содержания углерода 0,2-1,35 процентов. Подобного типа стали имеют малую эластичность и их плохо сваривать.
Выбирая тот либо другой металл, следует использовать Марочник. Если же вы не имеете к нему доступа, то можно использовать таблицы из сети. Процесс же выбора весьма простой, следует поднести вашу заготовку к точилу и посмотреть на искры, а потом сравнить их с показателями таблиц.
На сегодняшний день при помощи промышленности нет необходимости создавать заготовки собственноручно. Теперешние кузни применяют уже готовые заводские заготовки для проведения ковки холодного типа.
Инструменты для проведения ковки
обжимки для ручной ковки
Проведение любой работы, связанной с ковкой металла невозможно без наличия специальных инструментов. Инвентарь для ковки горячего типа очень разнообразен в него входит:
- наковальня;
- горн;
- клещи;
- молоты разного веса и много других инструментов.
Инструменты для ковки холодного типа немного проще и в него входят более простые станки. Понятное дело, что такие приборы, как аппарат для сварки, шлифмашина и болгарка применяется для всех типов ковки. Зная про предназначение всех инструментов можно грамотно провести все работы.
Где применяется художественная ковка?
Кованые предметы уместны везде: и внутри жилых помещений, и на садовых участках. Главное – понимать и чувствовать стиль окружения, чтобы оно гармонировало с новыми аксессуарами из металла.
Естественно, кованые вещи должны поддерживать уже существующую эстетику участка и внутреннего интерьера. Поэтому при выборе декоративных элементов, перед тем, как их заказать, нужно изучить все возможные образцы самым тщательным образом.
Дело облегчается тем, что практически все декоративные кованые элементы прекрасно уживаются с любым типом ландшафта парка или садового участка.
Художественная ковка хороша везде: и в окружении мраморных скульптур итальянских площадей, и на фоне яркой зелени английских парков, и в строгой симметрии парков французского устройства, и в усадьбах классического русского стиля. Главное – чувство меры: уместен ли орнамент, не слишком ли много декоративных элементов и т.д.
Множество мелких асимметричных завитушек на общем пышном фоне подойдут не везде и не в каждом доме или саду. Барокко, а это именно оно, всегда требует больших пространств как внутри помещений, так на открытых участках.
Современные технологии ковки и декоративной обработки металла позволяют делать вещи любых стилей, включая самые современные. Их тонкость и изящность украсят любой ландшафт.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Основные способы ковки металла
Горячая ковка

Как уже говорилось, проведение горячей ковки возможно, если нагревать металл до температур, когда тот меняет свои характеристики прочности и становится пластичным, что дает возможность относительно легко его обрабатывать при помощи ударного инструмента и других приспособлений. Горячий способ обработки предполагает использовать особые технологии обработки металла, которые дают возможность сделать готовые изделия разнообразнее.
Но кроме преимуществ есть и некоторые недостатки метод. К ним отнесем то, что для нагревания металла требуется наличие горна или муфельной печи. Отметим, что такое оборудование помимо своей цены будет дорого обходиться и в дальнейшем, при использовании, так как потребуется оплачивать его обслуживание и топливо.
Также использование открытого источника огня является далеко небезопасным занятием и требует от мастеров соблюдения мер безопасности в повышенной мере. Кроме того, для выполнения горячей ковки требуется, чтобы у мастера были определенные знания и навыки, чтобы разбираться в температурных параметрах различных видов металла.
Ручная ковка
Ручная ковка металла обязательно должна быть выполнена в специальных мастерских, которые оснащены всем необходимым.
В перечень оснастки входит такое оборудование:
- Система воздухоотвода.
- Муфельная печь или кузнечный горн.
Холодная ковка
Большую часть работ из холодной ковки выполняют на спроектированном по особым чертежам оборудовании. Можно перечислить определенный список оборудования, которое следует использовать при холодной обработке металла. Обычно такое оборудование может показать свою эффективность при выполнении большого объема работ для архитектурного оформления сооружений и зданий.
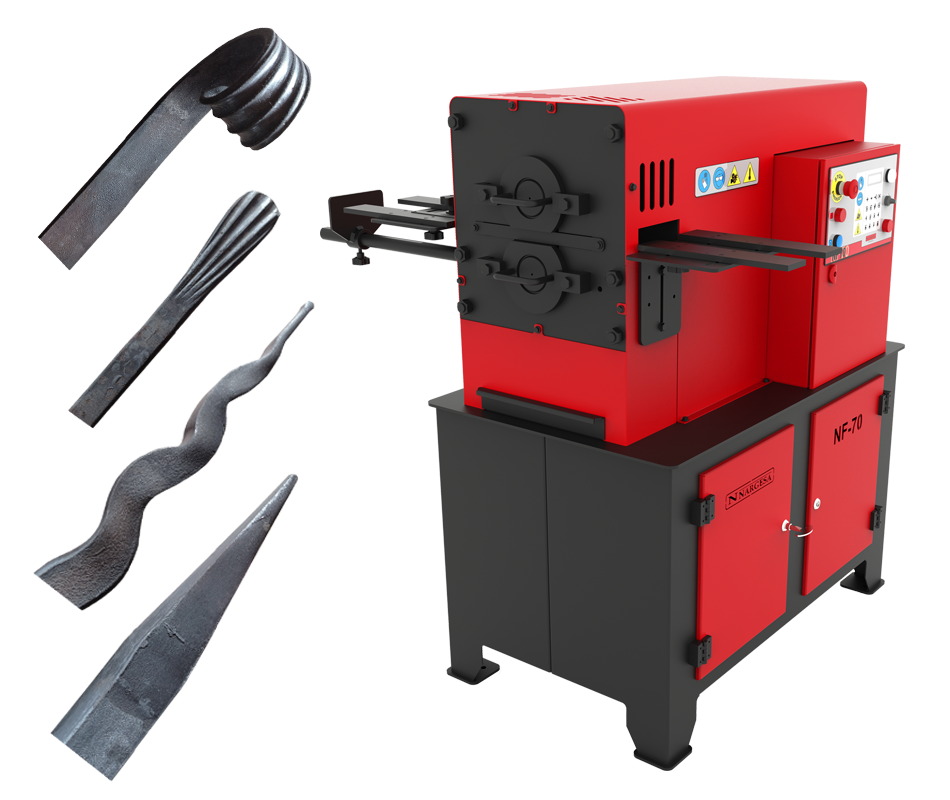
Среди оборудования, которое используют для получения изделий способом холодной ковки, назовем следующие:
- Торсионный, с ним можно выполнять кручение прутка вокруг собственной оси.
- Волновой, на нем делают волнообразные детали.
В парке оборудования для холодного способа ковки насчитывается лишь десяток единиц. Некоторые из них могут работать от мускульной системы оператора, а что-то работает от привода. Некоторые мастера делают самостоятельно подобное оборудование, а также создают модификации.
Приемы и способы технологии
В холодной ковке используют простые приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Построение стратегии
Любой бизнес ориентирован на потребителя – оцените уровень спроса на кованые изделия. Есть ли рядом коттеджные поселки, частные сектора, возможны ли заказы от муниципалитета? После этого оцените конкурирующие организации. Это не только коллеги по цеху — частные кузницы, но и:
- узкоспециализированные отделения больших металлических предприятий;
- продажа кованых элементов турецких и европейских производителей;
- китайская продукция.
Перед тем, как открыть кузницу, опишите следующие пункты:
- количество мастерских с подобным направлением;
- уровень спроса;
- возможные рынки сбыта продукции;
- примерное количество заказчиков;
- сезонность бизнеса – можно ли найти покупателей в холодное время года;
- популярные кованые изделия, на который будет спрос;
- приемлемая ценовая политика;
- выбор и организация помещения для кузницы;
- покупка оборудования;
- наем персонала;
Только найдя определение всем вышеперечисленным пунктам можно двигаться дальше.
Основные приемы художественной ковки
Для каждого из видов ковки металлов и сплавов существуют свои технологии и приемы обработки. Художественная ковка с учетом специфики использует в своем арсенале практически все основные приемы кузнечного мастерства, с помощью которых в металле можно выразить любой творческий замысел.
Высадка
Целью операции является уменьшение длины заготовки с одновременным увеличением поперечного сечения. При горячей ручной ковке нагретую деталь ставят вертикально на наковальню и отбивают молотом по верхнему концу. Нагревая отдельные места и удерживая деталь щипцами, на ней можно выполнить утолщенные узлы, изгибы, объемные или плоские элементы задуманного украшения.
Протяжка
Протяжка представляет собой операцию, противоположную высадке, и применяется для удлинения заготовки. Направление удара при протяжке — поперек оси детали с ее проворотом или продвижением по длине.
В зависимости от формы заготовки (плоской, круглой, пустотелой, кольцевой) и применяемой оснастки техника протяжки включает в себя множество приемов. Отдельные приемы протяжки могут называться своими терминами — разгонка, расплющивание или раскатка.
 Кузнец работает
Кузнец работает
Округление
Операция применяется при горячих методах ковки и заключается в закруглении граней профильных заготовок. Первоначально углы заготовки расковывают, доводя ее до восьмигранного сечения. Окончательное округление выполняют с помощью специальных обжимок или вырезных молотков.








Продевание
Продевание различных элементов друг через друга — распространенный прием, активно применяющийся в художественной ковке. Продевание проводится двумя способами — сборкой по принципу цепных звеньев или прошивкой отверстия в одном из элементов. В этом случае для операции используют зубила нужной формы и размера.
Оформление уступов
Уступы различной формы в технике художественной ковки выполняют как с декоративной, так и с технологической целью, чтобы закрепить детали между собой. Выполняют уступы, используя острые ребра наковальни или специальную подкладную оснастку.
Гибка
Гибка — распространенная технология, активно применяющаяся в художественной ковке. Для гибки разработаны специальные станки и приспособления, позволяющие мастерам работать по собственным шаблонам.
Выбираем металл
Заготовки, которые подвергают горячей ковке металла, должны быть изготовлены из таких материалов, которые при определенной температуре получают высокую пластичность, при некотором снижении прочностных параметров.
Для получения изделий по технологии горячей ковки вполне допустимо применять такие металлы как стальные, алюминиевые, медные сплавы. Широко применяют латунь марки Л90, Л80 и пр. Наибольшей популярностью заслуженно пользуются такие материалы как сплав железа с углеродом. Этот сплав (сталь) обладает прочностью, которая возрастает по мере роста объема углерода. Но с другой стороны при насыщении его углеродом сталь может потерять пластичность и ковкость.
В середине ХХ века, перед производственниками встали задачи по обработке титана и его сплавов. Они были решены после того, как были разработаны технологии по горячей ковке и штамповке этого материала.
Торсионы
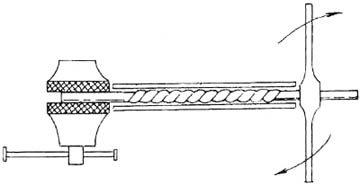
Торсионное скручивание прутка без станка
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.

Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Изделия из холодной ковки
По сути, это — изгибания и скручивания металлических изделий без их нагрева в кузнечной печи. Для этого используют различные станки, отличающиеся между собой размерами и предназначением.
На них можно посредством холодной ковки (изгибов, перегибов, скручиваний) сотворить всё что угодно с металлическим прутом, арматурой, полосой, трубой, произвести различные предметы декора.
В частности, посредством художественной ковки можно сделать:
- Оградки;
- Украсить причудливым орнаментом жилые помещения;
- Нанести витые узоры на ворота;
- Оградить металлической вязью лестницы и балконы;
- Сделать спинки и подлокотники для стульев, кресел, садовых скамеек;
- Украсить беседки и уличные фонари;
- Изготовить различные решетки.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок – 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной – 4 см.; кусок жести 16 на 16 см., толщина – 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Про то, как ковать и гнуть завитки своими руками, смотрите тут.
Оборудование
Для обработки металлических заготовок используется различное по техническим характеристикам оборудование, а также инструменты и приспособления.
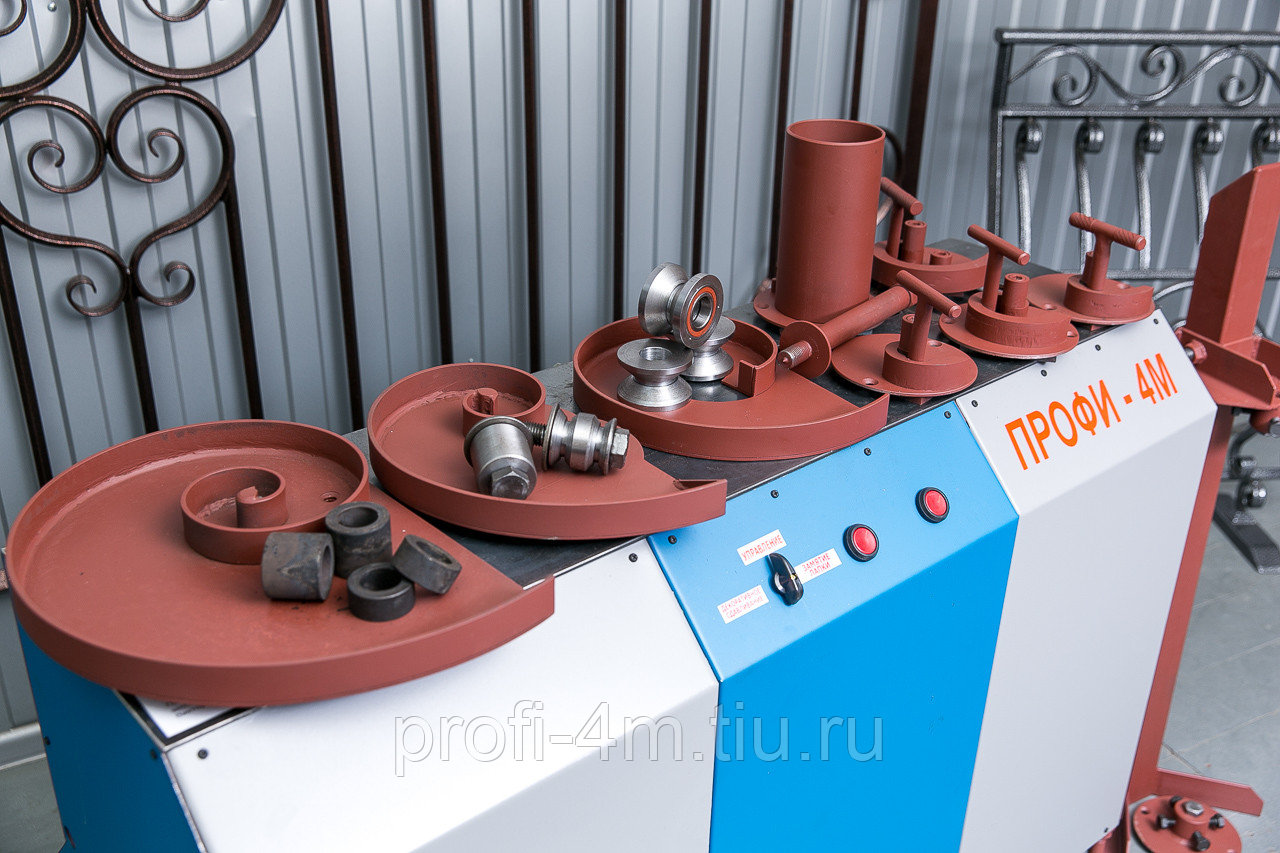
Наибольшей популярностью у мастеров пользуются ручные станки для холодной ковки: улитка, твистер, волна, глобус, гнутик. Каждый из данных механизмов предназначен для изготовления определенных элементов и гибки заготовок с сечением конкретных форм. Например, у исполнителей особенно востребовано устройство для ковки профильных труб, так как из данного материала изготавливается каркас многих изделий и конструкций.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Станки не отличаются сложным строением, поэтому нередко подобные устройства собирают самостоятельно. В зависимости от потребностей исполнитель производит своими руками улитку для завитков, торсион для скручивания полос и прутков, глобус для гибки объемных деталей и т.д.
Станки с электроприводом характеризуются большей производительностью, что позволяет выпускать достаточно значительное количество элементов. Поэтому подобные устройства эксплуатируются на производстве в небольших компаниях. Электрические станки также нередко собираются своими руками.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Однако, не все мастера обладают свободным временем, необходимым для самостоятельного производства станков. Некоторые исполнители не имеют достаточно знаний для сборки устройств своими руками. В таких случаях лучше приобрести механизм заводского изготовления: с ручным или автоматическим управлением, улитку или другие станки.
Еще большей степенью автоматизации обладает универсальное оборудование – агрегаты с ручным (рычажным) управлением или установки, дополненные пультом управления.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Инструменты и приспособления, среди которых особенно востребованы кондукторы, представляют собой ручные предметы и механизмы соответственно, которые в большинстве случаев производятся самостоятельно.
Наличие оборудования, инструментов и приспособлений позволяет производить изделия холодной ковки своими руками, не обращаясь за помощью к специалистам.
Дополнительные виды
Узлы бывают еще и такого вида:
- Двойная спираль – это пространственная фигура из обычной двухрядной спирали. При этом самый широкий диаметр этого изделия – средняя часть. Из-за этого этот узор ковки также называют китайский фонарик. Для его изготовления необходимо два прутка или проволока с большим поперечным сечением.
- Кернение – такой художественный узор получается путем вдавливания части металлического листа или полосы в штампованную форму. Для этого используется специальный инструмент. На плоских заготовках так получают объемные надписи, изображения и вензеля.
Благодаря использованию различных кузнечных узоров и элементов, получают сложные изделия художественной ковки. Комбинируя их, мастера могут создать индивидуальную композицию для декорирования дома, территории или фасада здания.









Виноградный лист
Типы современного оборудования
Кузнечно-штамповочное оборудование
В промышленном масштабе часто используют много кузнечно-штамповочного оборудования, которое можно классифицировать по таким параметрам:
- Температура обрабатываемой заготовки. Для этого используют ковочные машины, а также оборудование для холодной и горячей штамповки (объемной и плоской).
- По операциям, которые выполняют на оборудовании. Их можно разделить на основное, заготовительное и финишное KШO.
- По типу подачи и удаления готовых изделий с рабочего пространства. На практике же используют оборудование, на котором все описанные операции можно выполнить в ручном, полуавтоматическом и автоматическом режиме.
- По разновидности привода. Штамповочные машины и прессы могут работать от сжатого воздуха, гидравлики и электричества.
- По ключевому параметру, обычно это номинальное усилие, которое создается при помощи пресса, или же рабочий момент.
Индукционные нагреватели
В частности, отмечают:
Использование индукционного типа нагревателей дает возможность снижать затраты на энергию и это важно, особенно при постоянном возрастании тарифов также это дает возможность сделать изделие дешевле, благодаря чему продажи возрастут. Использование нагревателей дает возможность повысить производительность труда, так как индукционное нагревание дает возможность уменьшить время, которое затрачивается на прогревание детали
В автоматических печах благодаря точности установки и расположения заготовки в индукторе точность нагрева повышается. Нагревание заготовки в таких печах отличается малым количеством окалины, что положительно сказывается на сроке эксплуатации штампового инструмента. Установка индукционного типа оборудования дает возможность освободить место в производственных помещениях.
Процесс ковки
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Протяжка (вытяжка) металла
Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.
Гибка металла на оправке
Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.





