

Устройство бензиновой горелки
Способы бензиновой горелки.
Бензиновая горелка для пайки и сварки предназначается для формирования бензовоздушной смеси и проведения работ по пайке металлических деталей.
Преимуществами бензиновых горелок для сварки являются:
- портативность устройства;
- небольшая масса устройства;
- удобство в эксплуатации;
- качественная пайка.
В состав этого устройства входят следующие конструктивные части:
- бачок для топлива;
- воздушный компрессор;
- бензостойкие шланги;
- горелка.
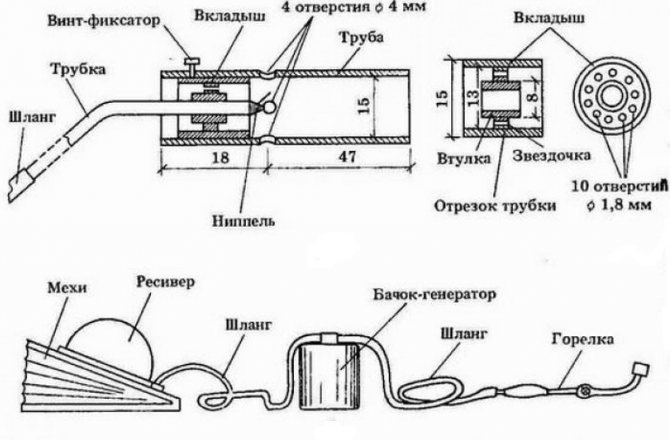
Непосредственно горелка, предназначенная для проведения пайки металлов и работающая на бензине, состоит из небольшого количества элементов. Основными являются:
- корпус аппарата;
- металлическая втулка с крючком;
- трубка;
- упор;
- кучка;
- уплотнительное резиновое кольцо;
- шарик для регулировки воздушного потока;
- наполнитель.
Горелку можно с легкостью изготовить своими руками. При этом не требуется обладать какими-то особыми навыками для работы с металлом.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
B-Zn98Al 381-400 Примерный состав (вес %): 2,4 Al – остальное Zn Температура плавления ºС: 360 Прочность на разрыв (МПа): До 100 (Al) Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете

Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
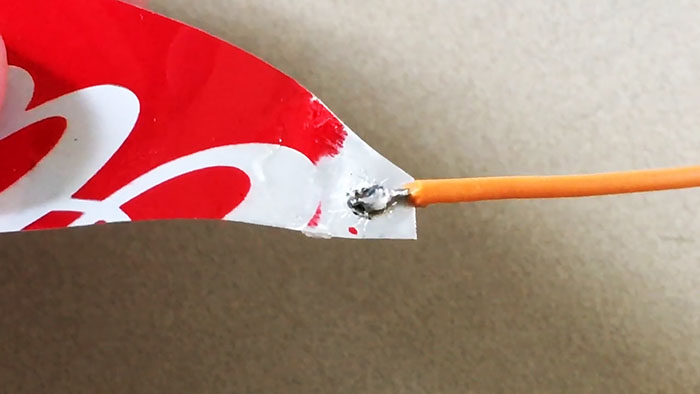
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.

Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
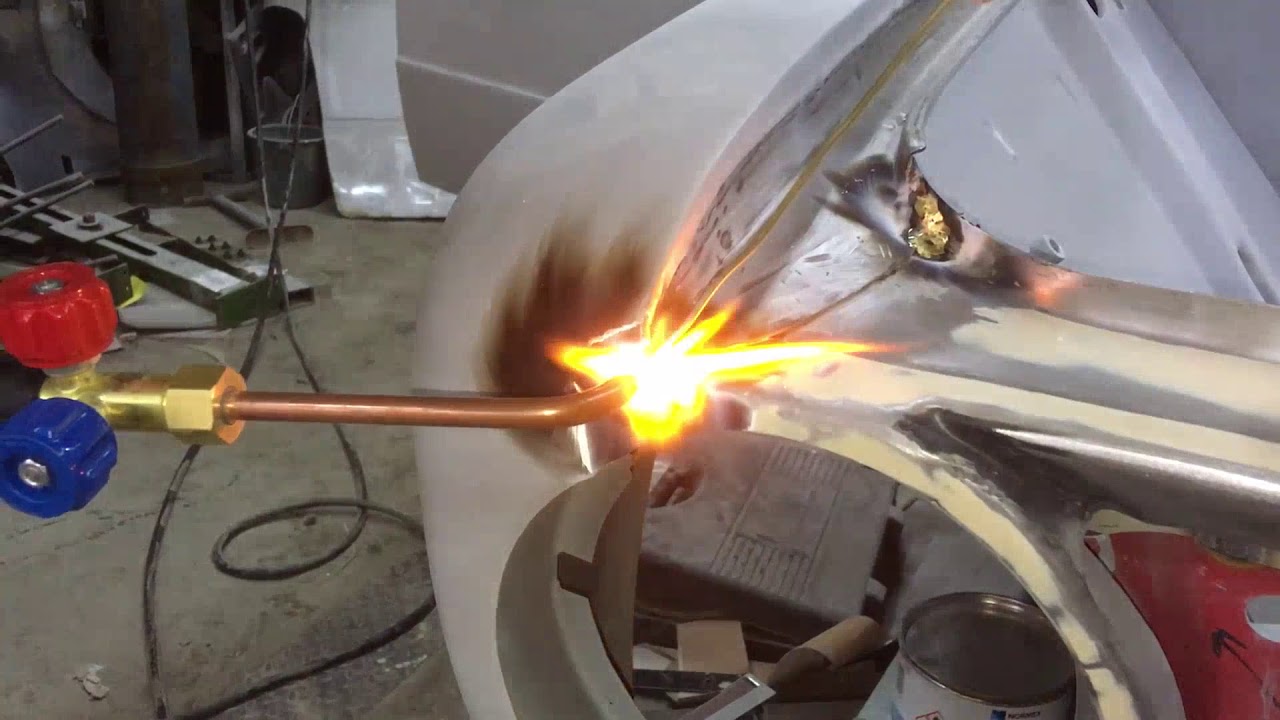
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

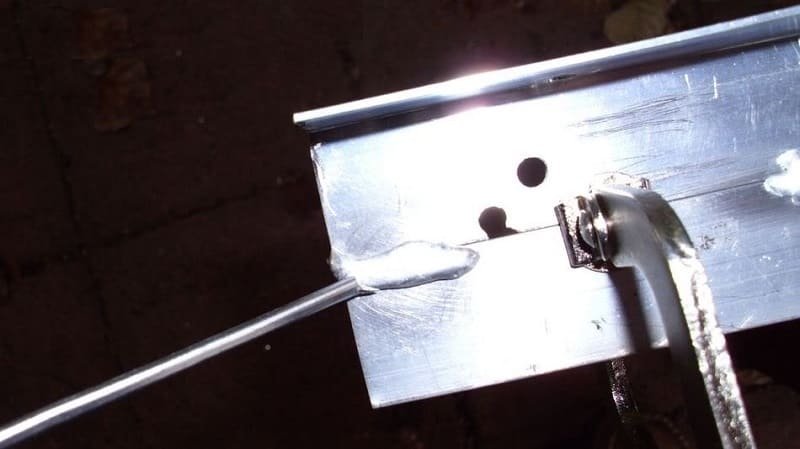
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами: 1. Массивную деталь до 500 градусов нужно еще чем-то прогреть 2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины: 1 метр — $2.89 2 метра — $4.39 3 метра — $6.39 5 метров — $9.89
Достоинства применения буры в работе с металлами
Особенно ярко эти достоинства проявляются в процессах пайки бурой медных труб, который часто являются важными составными частями современных трубопроводов. Такие технологии сейчас в большой моде.
Самая главная роль буры в составе флюса – это удаление оксидной пленки с металлической поверхности и активация растекания жидкого припоя по поверхности деталей.
Технические требования к флюсам.
Вот ее технические преимущества:
- Слиянию поддаются детали из металла в любом, даже самом «неудобном» сочетании.
- Соединения выходят прочными и надежными даже между металлами и неметаллическими материалами.
- Работу можно начинать с металлами, имеющими любую исходную температуру.
- С помощью данной технологии детали можно не только соединять, но и эффективно разъединять – их можно без проблем распаять.
- Отличие пайки от классической сварки в том, что основной металл не плавится, и поэтому нет явления под названием «коробление». В результате детали никак не деформируются.
- Бура помогает эффективной сцепке припоя с металлическими поверхностями.
- Техническая бура незаменима при способе, который называется «капиллярной пайкой»: она влияет на ее производительность.
- Паяные соединения характеризуются высоким качеством и долговечностью.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.







Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Как выбрать?
При расчете количества для камерной печи (то есть характеристик конкретной модели) сначала определяют общую тепловую мощность устройства. После этого выясняют, сколько узлов сжигания газа можно и нужно поставить внутри, чтобы обеспечить необходимую генерацию. Завершающая стадия – установление ориентировочного расхода воздуха, который надо будет подавать на одну точку сжигания газа за единицу времени. Далее отбор конкретных устройств профессионалы ведут с учетом монограмм – если это слово ни о чем не говорит человеку, только и остается, что консультироваться со специалистами.

Чтобы правильно рассчитать подогрев, учитывают прогнозируемый расчетный расход воздуха
При его определении обязательно принимают во внимание наличие рекуператора и характеристики этого устройства. Обычно норму мощности теплового оборудования можно узнать в сопроводительной документации
Но иногда документы утеряны, а в случае с кирпичной или дровяной печкой старого образца, либо изготовленной кустарно, их может не быть в принципе
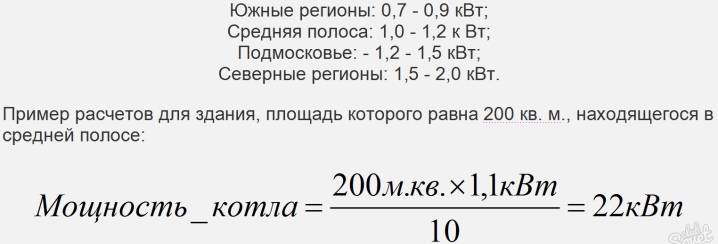
Профессионалы рекомендуют при переустройстве очагов из кирпича исходить из того, что их тепловая мощность составляет 4-5 кВт
Но иногда документы утеряны, а в случае с кирпичной или дровяной печкой старого образца, либо изготовленной кустарно, их может не быть в принципе. Профессионалы рекомендуют при переустройстве очагов из кирпича исходить из того, что их тепловая мощность составляет 4-5 кВт.
Если этот вариант не устраивает по финансовым соображениям, можно попробовать рассчитать требуемые тепловые параметры по площади обогреваемых помещений. Но и тут иногда требуется консультация специалистов: точное определение тепловых потерь, обследование здания с помощью тепловизоров. Есть и еще ряд других тонкостей, нюансов.
Так, для русской печи, как и для других колпаковых отопительных систем, перевод на газ строго запрещен по требованиям безопасности. Если говорить о других типах печек, то это допускается, но все параметры оборудования должны быть прописаны в проектной документации. При отборе горелочных систем для промышленных печей необходимо учитывать:
- конструктивные особенности;
- метод установки (подовый, в изолированных магистралях комплексов безокислительного нагрева и так далее);
- категорию автоматизации;
- метод сжигания горючего (атмосферный или с принудительным подсосом);
- тип факела.
Для плавильной печи рекомендовано применение устройств инжекционного типа. Они вполне эффективно справляются с плавлением цветных металлов. По мнению некоторых специалистов, горелки надо не покупать, а изготавливать собственными руками. Для муфельной системы выбора нет – в газовом варианте такие устройства, вообще, не выпускаются промышленностью. Горелки берут от котлов либо же полностью изготавливают их с нуля. Мощность рассчитывают самостоятельно.

Рекомендуется применять теплогенератор с комплексным управлением нагревом. Еще один важный момент – способ розжига. Электрический запал зависит от стабильного электропитания, пьезоэлектрический более автономен.

Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Инструкции по изготовлению самоделок
Далее мы расскажем о нескольких вариантах самодельных пропановых горелок, которые можно сделать своими руками. Для того чтобы соорудить простейшую горелку не потребуется много сил и умений, но над созданием двух остальных вариантов придется более усердно потрудиться.
Вариант 1 — простейшая горелка из куска трубы
Для сооружения такой горелки потребуется совсем немного времени и усилий. Но к процессу создания самоделки нужно подходить со всей ответственностью, ведь работать придется с взрывоопасным веществом и любая погрешность в конструкции устройства может привести к печальным последствиям.
С помощью такого устройства можно нагревать металлические заготовки для ковки или прогревать их перед сваркой, а также можно выполнять ремонт битумной кровли. Владельцу частного дома такая самоделка в хозяйстве точно не будет лишней.
 Правильно сделанная горелка на пропане прослужит длительный срок. С ее помощью можно выполнить множество бытовых задач, без использования ряда дорогостоящих инструментов
Правильно сделанная горелка на пропане прослужит длительный срок. С ее помощью можно выполнить множество бытовых задач, без использования ряда дорогостоящих инструментов
Чтобы изготовить самодельную газовую горелку потребуются следующие инструменты и материалы:
- два куска трубы разного диаметра;
- штуцер;
- газовый шланг;
- редуктор;
- баллон с пропаном;
- сварочный аппарат;
- болгарка.
Подготовив все инструменты и материалы можно приступать к сборке пропановой горелки. Но перед этим рекомендуем ознакомиться с правилами безопасной работы с болгаркой.
Как видите, ничего сложного в самостоятельной сборке газовой горелки нет. Изучив инструкцию и имея под рукой необходимый набор инструментов и материалов, сборка устройства займет не более часа.
Вариант 2 — мощная газовая горелка
Предлагаем также попробовать собрать более сложную в конструкционном плане, но и более мощную горелку.
Для сооружения этого варианта потребуется немного больше инструментов и материалов, но полученный результат вас не разочарует.
 Такую горелку на пропане можно использовать, например, для плавки металла в горне, для сжигания сорняков на собственном участке, а также для других целей
Такую горелку на пропане можно использовать, например, для плавки металла в горне, для сжигания сорняков на собственном участке, а также для других целей
Итак, для сооружения пропановой горелки потребуется приготовить следующие материалы:
- муфты соединительные – 1/2” и 1/4”;
- резьбовой бочонок – 1/2” и 1/8”;
- заглушка с внутренней резьбой – 1/8”;
- футорка – 1/4”*1/8”;
- ниппель – 1/2”;
- быстроразъемное соединение для газового оборудования низкого давления;
- регулятор подачи пропана – 0.068-0.34 атмосфер;
- герметик резьбовой;
- металлический лист;
- саморезы;
- сверла – 6.4 мм и 0.8 мм.
Предпочтение лучше отдавать латунным изделиям. Кроме того, для конструирования самоделки потребуется следующий набор инструментов: разводной ключ, дрель, кернер, припой и флюс, паяльная лампа.
Подготовив все необходимое, можно приступать к сборке устройства.
Во время работы не стоит забывать, что пропан – взрывоопасный газ, и любое несоблюдение правил техники безопасности может привести к необратимым последствиям.
Поэтому перед испытанием устройства нужно обязательно проверить все соединения на герметичность. И только убедившись, что утечки нет, можно приступать к работе с самоделкой.
Вариант 3 — миниатюрная модель горелки
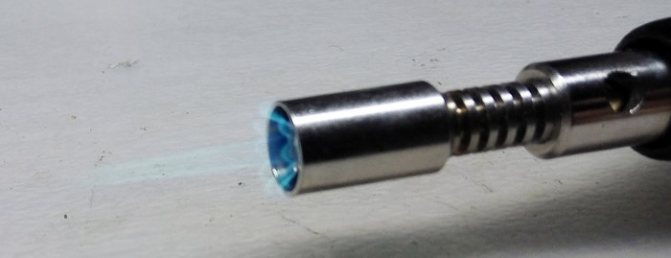
Давайте рассмотрим еще один вариант газовой горелки, работающей на пропане. Эту миниатюрную газовую горелку часто называют еще горелкой Бунзена.
Особенностью этого устройства является то, что его можно свободно держать в руках, не боясь получить ожог. Давайте попробуем собрать ее собственными руками.
Для работы понадобятся:
- Старая газовая горелка.
- Тонкая медная трубка 10 метров.
- Медная проволока.
- Игла с медицинского шприца.
- Болт №8.
Подготовив все необходимые материалы можно приступать к созданию нашей самоделки.
Для этого воспользуемся следующей инструкцией:
Теперь вы знаете, как соорудить газовую горелку своими руками и что для этого потребуется. Как видите, ничего сложного в этом нет, достаточно соблюдать правила безопасной эксплуатации оборудования, о которых мы расскажем немного ниже.
Конструктивные отличия
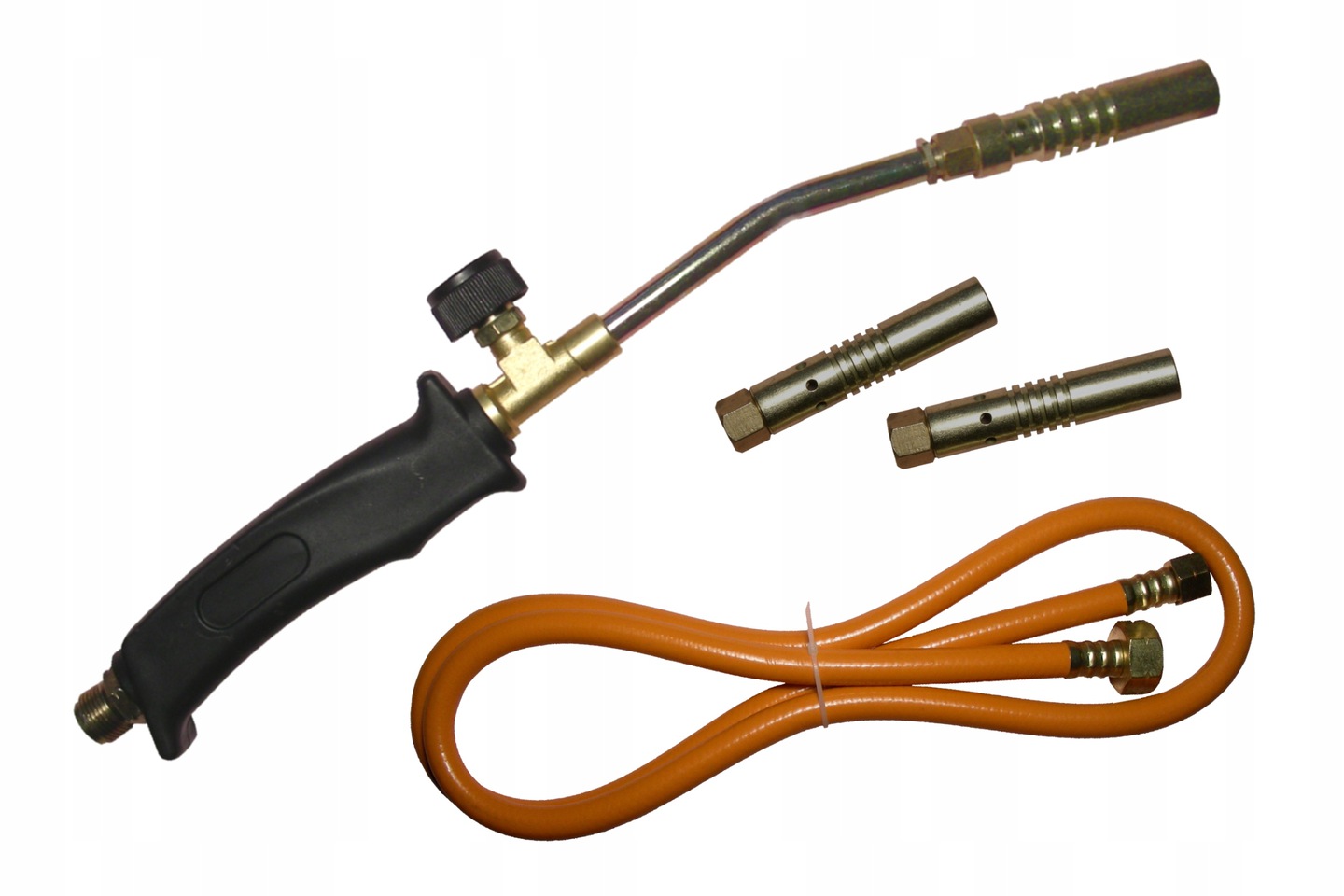
Новые модели газовых устройств, использующиеся для монтажа медных труб, отличаются продуманной конструкцией. Производители выпускают разборное оборудование небольшого веса. Поэтому приборы удобно применять и перевозить.
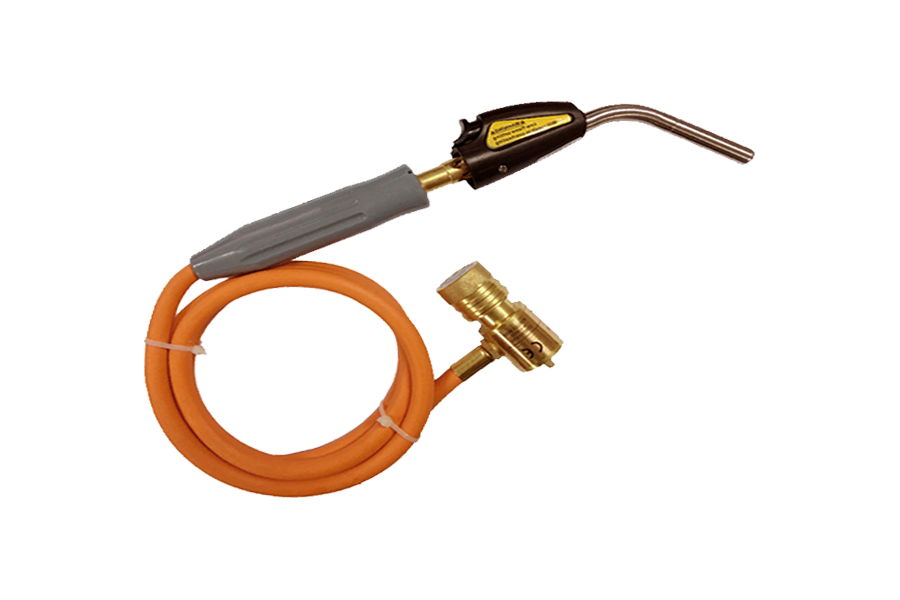
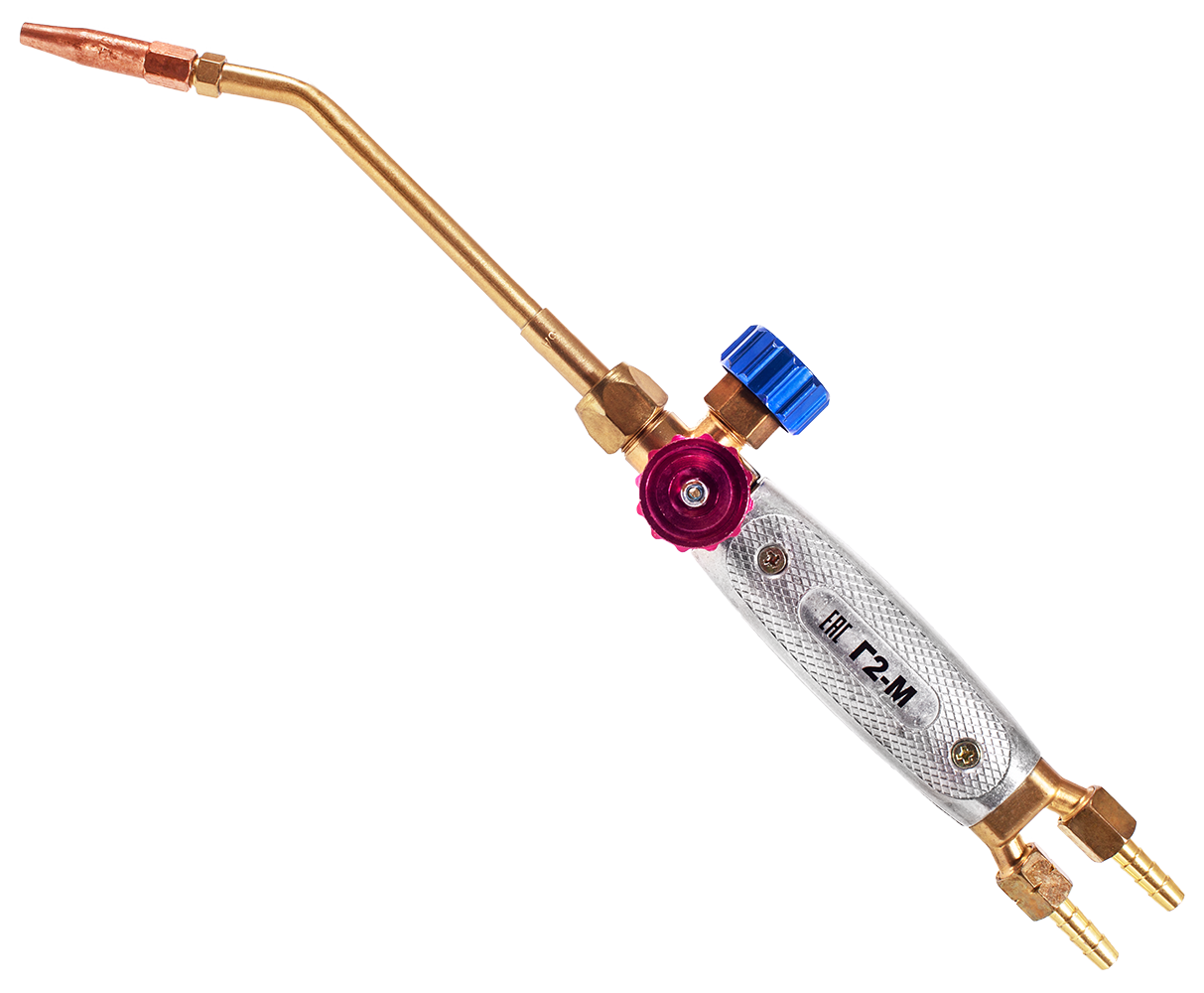
 Газовая горелка для пайки медных труб
Газовая горелка для пайки медных труб
Аппараты помещаются, например, в слесарный ящик или сумку сантехника. Горелки для пайки медных труб состоят из следующих элементов:
- Форсунки, где газ смешивается с воздушной средой.
- Головки горелки.
- Устройства, для регулировки поступления газовой смеси. Благодаря этому узлу исключается перерасход топлива.
- Редуктора, снижающего давление газообразной смеси, поступающей из баллона и настраивающим режим пайки.
- Узла, выполняющего прямое закрепление и удерживание баллона или шлангового перехода для подключения к емкости с топливом.
Производители выпускают модели, которые дополнительно оборудуются зажигательным элементом — пьезоподжигом. Который быстро разжигает пламя одним прикосновением руки. Поэтому эксплуатация выполняется легко.
Производятся также модели с другими дополнительными элементами. К ним относятся наконечники и переходники. Газовые горелки еще могут иметь вращающееся или копьевидное сопло. Такой конструктивный элемент в некоторых моделях можно менять.
Это позволяет работать с пламенем, которое будет иметь требуемые параметры (скорость поступающего газа, длина факела). Комплектация зависит от конкретного производителя и марки оборудования.
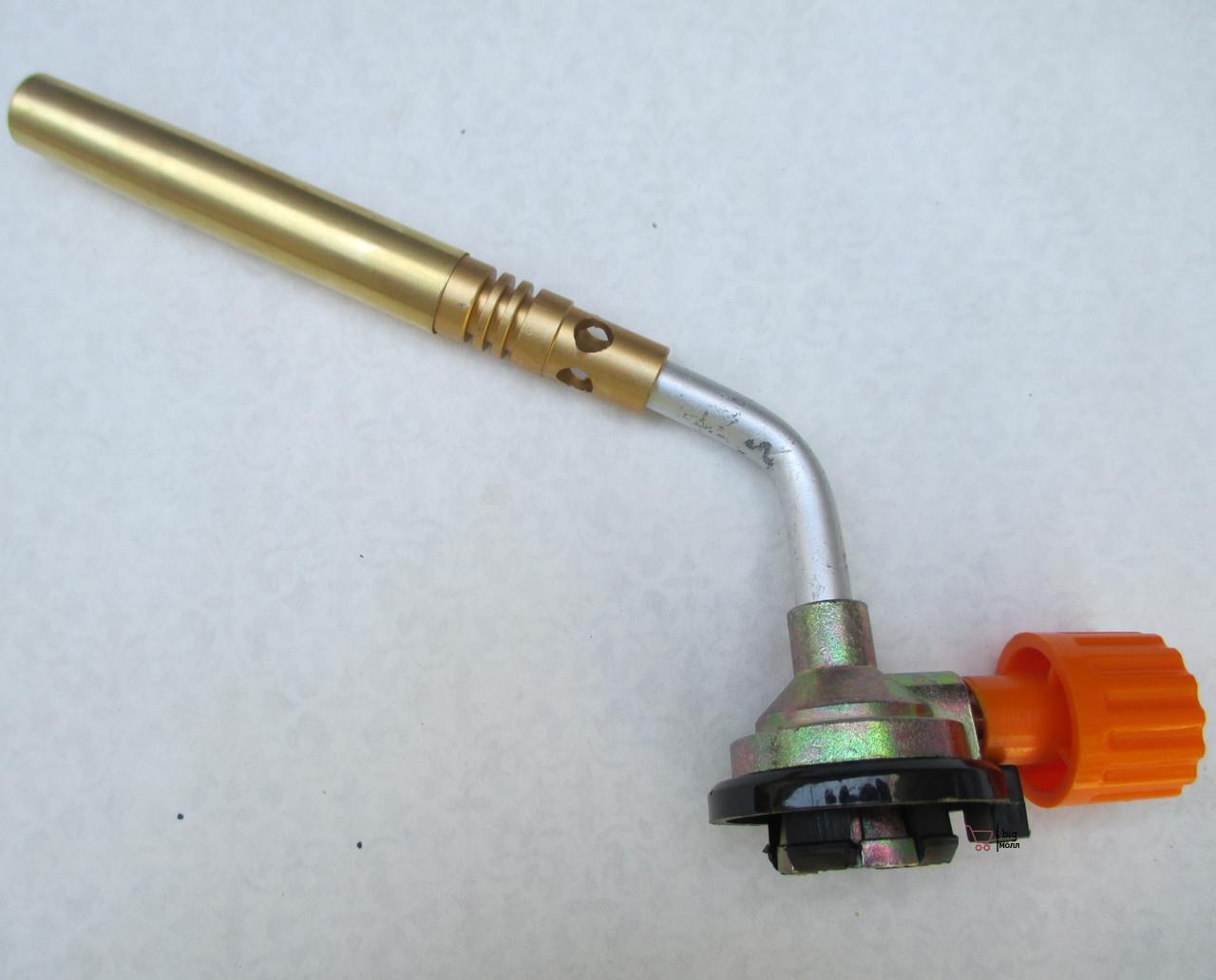
Горелки с одноразовым и стационарным баллоном
Самое компактное оборудование для пайки медных труб – газовая горелка с одноразовым баллоном. Для топлива можно использовать ацетилен, пропан или другие смеси газа. На ручке горелки находится вентиль, регулирующий подачу горючего. Преимущества использования такого устройства для пайки медных изделий:
- Простота: нет надобности в источнике электропитания, оборудование является удобным в эксплуатации.
- Многофункциональность: на одну рукоятку подходят до пяти различных сопел.
- Мобильность: есть возможность регулировки мощности пламени, положения относительно соединения, скорости нагрева.
- Безопасность: инструмент оборудован обратными клапанами, которые при необходимости блокируют подачу газа.
- Высокое качество: соединения будут прочными и долговечными, если выполнять условия технологии сварки газовыми горелками.
Газовые горелки со стационарным баллоном позволяют получить высококачественное соединение. Их пламя способно расплавить практически все металлы, которые используются в промышленности.

Горелка с одноразовым баллоном — это удобное и легкое в обращении оборудование
Правила и техника пайки
Для осуществления паяльных работ лучше всего подойдет профессиональная газовая горелка. Для паяния деталей небольших размеров желательно использовать устройства, работающие на светильном газе или ацетилене.









Результаты, получаемые при работе горелок на светильном газе, более качественные. Также этот вид топлива более дешевый.
При спаивании деталей в небольших количествах желательно осуществлять предварительный прогрев деталей. Это сэкономит время и обеспечит однородный нагрев всех элементов узла. В результате получится избежать коробления и других дефектов.

Чертеж горелки для пайки.
Перед началом работы детали необходимо зафиксировать таким образом, чтобы во время пайки их не приходилось передвигать. Сделать это можно на верстаке или специальном приспособлении.
Перед самой пайкой в местах спая наносится слой флюса. Если необходимо во время работы добавить флюс, то горячий конец прутка припоя погружают в него.
При спаивании деталей из разных материалов пламя необходимо направлять на тот из них, который обладает более высокой теплопроводностью. Необходимо быть внимательным при работе с элементами разных размеров.
Важно, чтобы все компоненты были подогреты до одинаковой температуры. В связи с этим толстые детали необходимо прогревать дольше
Нельзя расплавлять припой в пламени инструмента. В таком случае он может стекать каплями. Расплавление осуществляется непосредственно при соприкосновении проволоки со спаиваемыми деталями.
Не следует прогревать места спая в течение слишком длительного времени, ибо это может привести к изменению состава припоя, то есть к его выгоранию, и уменьшению эффективности действия флюса.
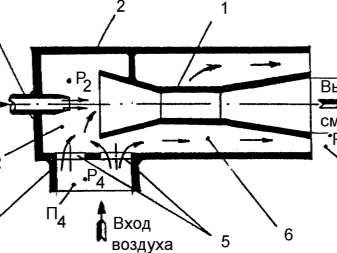
Принцип работы
Принцип действия заключается в том, что газ, находящийся в резервуаре под давлением, выходит наружу, ограниченный регулятором пламени, и сгорает, перемешиваясь с кислородом, содержащимся в воздухе.
В этом режиме можно использовать инструмент, как газовую горелку. Интенсивность пламени устанавливается в зависимости от характера выполняемых работ. Запускаться процесс может как от внешнего источника огня – спички или зажигалки, так от встроенного механизма с пьезоподжигом.
Второй вариант, несомненно, лучший, так как избавляет от необходимости иметь зажигалку в дополнение к комплекту паяльника. А если вдруг использование газового паяльника необходимо вдали от «цивилизованных» мест, то оказаться вдруг «без огонька» для некурящего человека вполне реально.
В режиме горелки газовый паяльник может использоваться для выпаивания компонентов электронных схем, разогрева резьбовых соединений с целью облегчения их разборки, пайки крупных деталей с использованием тугоплавких припоев, разогревающего инструмента для труб водопровода и отопления, замороженных в результате аварий, размягчения слоев краски или аналогичных покрытий для последующего удаления их с поверхности, а также для разогрева термоусадочных изоляционных трубок при электромонтажных работах. В некоторых случаях горелку паяльника используют даже для обжарки барбекю.
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:


Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое): Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть
Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова
Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:




Способ 6. Пайка в вакууме:Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
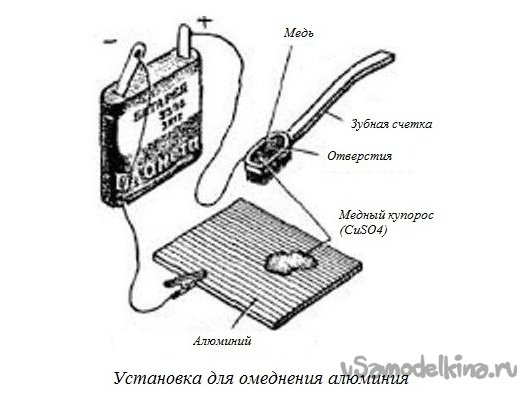
Способ 7. Омеднение алюминия:Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.

Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.








Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.


Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином
Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника
Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.

После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.

Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.

Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.

Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Этапы спайки медных труб
Процесс пайки медных труб простой, но требующий точного выполнения всех операций. Перед работой следует выбрать способ соединения труб. Следует заранее приготовить все детали и инструменты. Затем проводится пайка:
- Обрезка трубы до нужного размера с учетом захода ее в фитинг. Зачистка торцов.
- Поверхность медной трубы и отверстие соединительной детали следует тщательно обезжирить, зачистить щеткой и шкуркой. Металл должен стать блестящим, чистым.
- Смазать соединяемые поверхности тонким слоем флюса.
- Завести трубу в фитинг до упора.
- Нагреть соединение с помощью пламени горелки. Медь должна стать красной.
- Поднести к торцу фитинга припой и расплавить его.
После остывание в естественных условиях с соединения удаляется шлак, остатки флюса и припоя.
Пайка медных трубок доступна в домашних условиях. Новичкам рекомендуется сначала потренироваться на обрезках, чтобы научиться чувствовать температуру нагрева и момент, когда нужно подносить припой.
Преимущества и недостатки
Все паяльники относятся к универсальным устройствам для эксплуатации в закрытом помещении, на воздухе или в машине, они удобно складируются и занимают малый объем.
Основные преимущества:
- Мобильность и быстрая процесса;
- быстрый разогрев устройства до 30 сек;
- автономность без необходимости электроэнергии;
- малые габариты и вес;
- возможность получения Т до 2000 С;
- регулировка факела и температуры обработки;
- безопасность работ, предохранительный клапан препятствует обратному движению газа;
- высокая функциональность с применением комплекта сопел;
- экономный расход газа 75 г/ч;
- защита рук;
- применение при любой погоде;
- защита от утечек газа;
- автоматический розжиг.
Недостаток один – малые объемы сварочных работ.





