

Проектирование участка
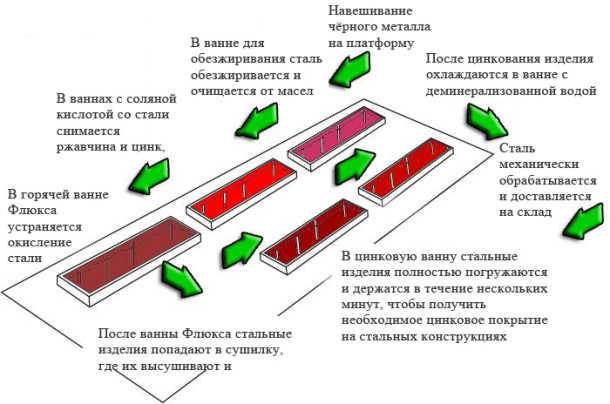
Организация гальванического производства является длительным и сложным процессом, от продуманности и тщательности которого зависит производительность. Прежде всего следует определиться для обработки каких деталей проектируется участок, составить схему технологического процесса цинкования (представлена ранее), создать рисунок (схему) планировки участка, определить перечень необходимого оборудования
Наибольшее внимание следует уделить выбору оснащения
Линия
Гальваническое цинкование — сложный технологический процесс, для осуществления которого необходимо полностью укомплектованная система оборудования. Рассмотрим, какие компоненты входят в перечень оборудования в зависимости от степени автоматизации производства.

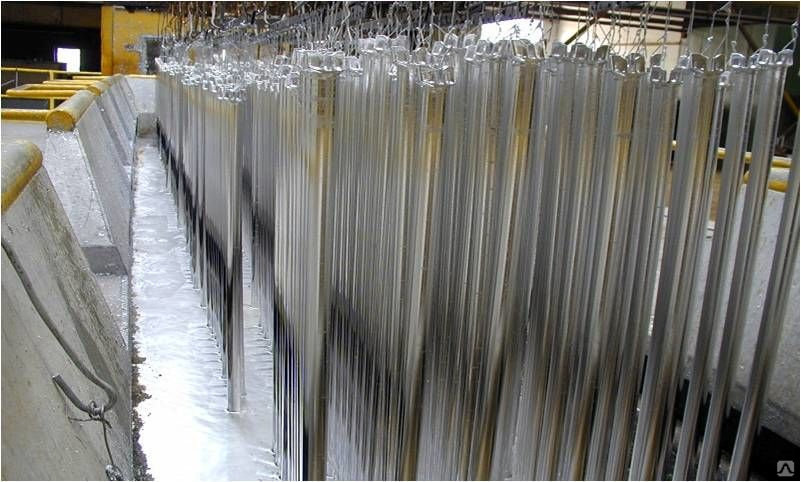
Оборудование для гальванического цинкования. Фото БСМ-МЕТАЛЛ
Оборудование
По степени автоматизации процесса гальванизации линии разделяют на автоматизированные и механизированные. Оба типа состоят из таких обязательных элементов:
- металлический каркас;
- платформа обслуживания;
- ванны для непосредственного нанесения цинка на поверхность изделия;
- пульт управления;
- вентиляционные конструкции вытяжного типа;
- комплект труб, обеспечивающих подачу технических жидкостей и отвод отработанных материалов;
- элементы питания гальванических ванн;
- маслосборник для герметичного хранения жиров, «вытравленных» из металла во время процедуры обезжиривания;
- сушило камерное для подвесок;
- набор аппаратов фильтрации, через которые должен проходить воздух перед поступлением в вытяжную вентиляцию;
- гальванические барабаны и подвески для закрепления обрабатываемого элемента в процессе гальванизации;
- сушило шнековое или центрифуга для ускорения окончательной обработки и просушки готового изделия;
- тележка для подвесок.

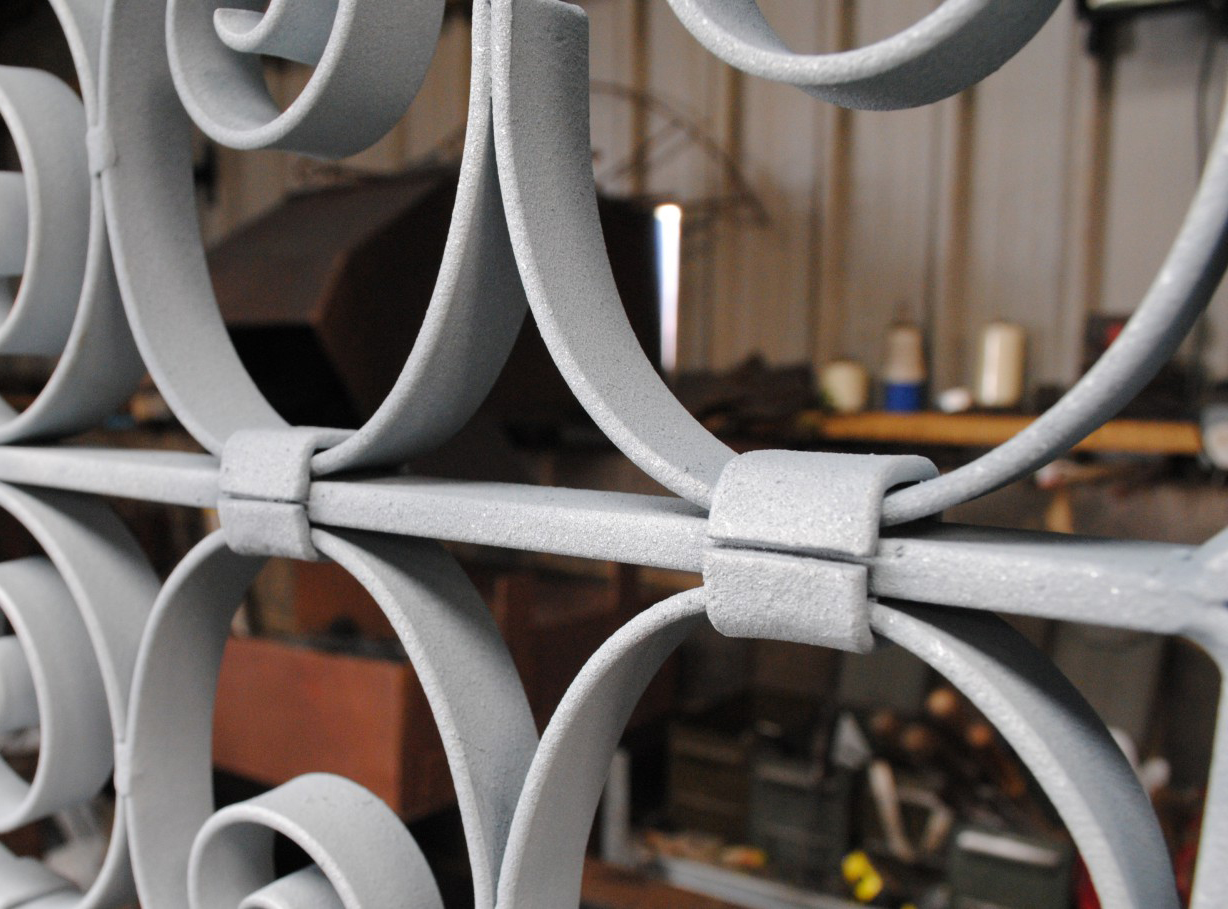
Гальваническое цинковое покрытие с радужным хроматированием. Фото ГальваноПроект
Для автоматизированной линии гальванического цинкования помимо перечисленных элементов в комплект поставки должен быть включен автооператор портальный и электроавтоматика. Данные элементы руководят работой линии так, что большая часть процессов будет автоматизирована и не будет требовать непосредственного присутствия оператора на протяжении всего времени гальванизации. Дополнительно для работы гальванического оборудования необходимо приобрести комплекс для очистки отработанных жидкостей.
Важно! В случае приобретения линии для гальваники обязательно уточняйте, что входит в стоимость: некоторые поставщики включают в комплект подвески и тележку только за дополнительную плату
Подготовка металлоконструкции
Данная работа включает в себя несколько операций (технологических этапов).
Механическая обработка
Производится с целью удаления с поверхности заготовки грязи, окалины и тому подобное. То есть фракций инородных веществ. На производстве это делается пескоструйными аппаратами в специальных боксах.
Обезжиривание
Производится при средней температуре +75 ºС с целью повысить качество скрепления цинка с основой. Присутствие на ней в процессе дальнейшей обработки каких-либо химических соединений (к примеру, масляных пятен) не допускается, так как это может привести впоследствии или к отслоению покрытия, или к неравномерности его толщины (а то и образованию «голых» зон). Удаление посторонних веществ производится специальными средствами (реагентами).
Промывка
Смысл данной операции понятен – удалить с детали все использовавшиеся в процессе обезжиривания химикаты.
Травление
На поверхности металла, подлежащего цинкованию, всегда присутствуют в определенных долях различные окислы (в том числе и ржавчина). Вот от них и очищается заготовка. Это делается с использованием кислоты, преимущественно соляной, при комнатной температуре (порядка 22 – 24 ºС). Ориентировочная концентрация раствора – от 140 до 200 г/л (зависит от степени загрязнения металла).
Особенности
Во-первых, если ранее заготовка подвергалась цинкованию, то сначала в отдельной емкости удаляется защитный слой. Во-вторых, для минимизации воздействия кислоты на материал основы и исключения усиленного выделения водорода используются специальные вещества (ингибиторы), которые вводятся в раствор.
Промывка
Эта операция необходима для удаления продуктов химических реакций, протекавших на этапе травления, и остатков кислотного раствора.
Флюсование
На этом этапе производится окончательная подготовка заготовки к обработке расплавленным цинком. Во-первых, тонкий слой используемого средства (флюса) предотвращает окисление материала (а данный процесс идет постоянно). Во-вторых, по аналогии с пайкой, повышает надежность «сцепки» (цинк + основа).
Обработка производится в условиях + 60 ºС раствором концентрацией порядка 500 г вещества на 1 л воды. Как правило, это состав из хлоридов аммония и цинка.
Особенность
В процессе флюсования осуществляется постоянный контроль над содержанием железа, кислотностью и плотностью раствора. При необходимости вводится перекись водорода. Она снижает процентное содержание железа путем образования его солей, которые выпадают в осадок.
Термическая подготовка металлоконструкции
После обработки растворами заготовку необходимо тщательно просушить. Если в процессе ее погружения на поверхности будут остатки жидкости, то это приведет к образованию ее паров и отразится на качестве конечного покрытия. Кроме того, такое предварительное повышение температуры образца (до 100 ºС) позволяет снизить эн/затраты в ходе операции по цинкованию.
Подача (выемка) заготовок в печь производится механизированным способом. Для обеспечения высокого качества осушки используется не менее 2-х термических камер.

Покрытие слоем цинка
Собственно, это является конечной целью всех подготовительных операций. Необходимый температурный режим выбирается исходя из местных условий и специфики заготовки. В среднем это +420 ºС (предельное значение – до +455).









Особенности
- Наличие эффективной вытяжки, так как процесс цинкования сопровождается интенсивным парообразованием.
- Строгое соблюдение скорости погружения и времени выдержки детали в резервуаре с «расплавом».
- Качество охлаждения металлоконструкции.
Это интересно: Цинкование металла своими руками и технологии оцинковки
№6. Составы для холодного цинкования
Согласно стандартам, в ЦНК должно содержаться не менее 94% цинка с размером частиц 12-15 мкм или 88% цинка с частицами 3-5 мкм. Чем выше содержание цинка, тем лучшими будут антикоррозионные свойства, а чем мельче частицы, тем лучше адгезия. На рынке представлено немало составов для холодного цинкования, но мы остановимся на самых популярных:
«Гальванол» — композиция на основе чистого электролитического цинка и с небольшим содержанием связующих компонентов, отечественная разработка. Состав обеспечивает отличную адгезию и может быть нанесен даже на ржавые конструкции, если ржавчина на них хорошо держится. Наносится быстро и легко, может быть использован при температуре от -30 до +50С, а также при повышенной влажности воздуха. Состав устойчив к растворам солей и спирту, а готовое покрытие устойчиво к истиранию и ударному воздействию, имеет хорошую адгезию с красками. Выпускается готовым к применению, может наноситься кистью, валиком, распылителем, аэрозольным баллончиком. Сфера применения широчайшая;
- «Цинотан» используется как самостоятельное средство против коррозии и в комплексе с другими составами. Может применяться в любых климатических условиях, часто используется в промышленности для защиты конструкций, находящихся в соленой воде или загрязненной атмосфере. Составом покрывают ограждения, емкости для нефтепродуктов, опоры ЛЭП, трубы, автомобильные сооружения и т.д. Его используют гиганты отечественной промышленности;
- «Цинконол» — полиуретановая грунтовка с высоким содержанием цинка, очень эластичная, устойчива к высоким температурам, соленой воде, маслам, нефти и щелочам;
- «Цинол» — состав включающий частицы цинка разных фракций размером от 4 до 20 мкм и более, наносится толщиной 100-120 мкм, сохнет за 1 час, обладает высокой стойкостью к воде;
- ЦВЭС содержит цинковый порошок и этилсиликат, хорошо подходит для высоколегированных и обычных сталей;
- Мастер АК-100 отлично подходит для обработки кузовов автотранспортных средств;
- UR-100 «Жидкий цинк» производят на основе цинковой пудры с размером частиц 3-5 мкм, стоит недорого;
- Zinga – состав для холодного цинкования металла от бельгийской компании Zinga Metall. Производитель использует цинковый порошок 3-5 мкм и заявляет об уникальных свойствах своего продукта, чем и объясняет высокую стоимость, практически эквивалентную горячему цинкованию.
Важно, чтобы обработанное изделие не подвергалось постоянному механическому воздействию – в этом случае покрытие прослужит не очень долго. Холодное цинкование подходит для любых изделий, которые нужно защитить от коррозии
Несмотря на то, что такое покрытие можно повредить, как обычную краску, оно работает эффективно и исключает появление пятен ржавчины, а еще упрощает окрашивание: краска на цинковом слое держится лучше, чем на обычном металле
Холодное цинкование подходит для любых изделий, которые нужно защитить от коррозии. Несмотря на то, что такое покрытие можно повредить, как обычную краску, оно работает эффективно и исключает появление пятен ржавчины, а еще упрощает окрашивание: краска на цинковом слое держится лучше, чем на обычном металле.
Более детально о методике холодного цинкования узнаете на http://spektrlkm.ru/jidkiy_cink
Статья написана для сайта remstroiblog.ru.
Технология холодного цинкования
Обработка поверхности металлоконструкций осуществляться с использованием разных антикоррозийных композиций, особенности состава, свойства и характеристики которых устанавливаются профильным стандартом – ГОСТ 9.305-84.
Настоящий стандарт определяет требования к металлическим и неметаллическим основаниям, производство которых выполнялось по электрохимической и химической методике.
Согласно требованиям ГОСТ 9.305-84, смеси для проведения холодного цинкования допускается использовать на разных конструкциях, за исключением деталей, выполненных из высокопрочных сталей и магниевых сплавов. Перед нанесением антикоррозийных составов металлическая поверхность проходит определенную подготовку.
Работы по подготовке включают:
- удаление загрязнений и солей путем обмыва поверхности;
- очистка металла абразивоструйным, гидроабразивным или гидродинамическим методом, что позволяет удалить ржавчину и окалину, а также придать поверхности нужный уровень шероховатости;
- высушивание детали, если очистка проводилась гидроабразивным или гидродинамическим методом;
- удаление заусенец, острых кромок и варочных брызг (эти работы выполняются вручную);
- очистка от пыли путем использования воздушных потоков, которые направляют на поверхность под высоким давлением.
Подготовка металлоконструкций предполагает полную очистку поверхности, на которой не должно оставаться жира и следов масел (для этого применяются растворители).
По завершению подготовительных работ проводятся мероприятия по нанесению выбранного состава на поверхность изделия. Холодный способ обработки предполагает поддержание в помещении, где наносится цинковый состав, температурного режима в диапазоне от -20°C до +40°C.
При этом, согласно рекомендациям производителей таких составов, поверхность обрабатываемой детали должна быть минимум на 3°C больше точки росы. Если это условие будет нарушено, то на изделии образуется влага, которая снижает качество нанесенного защитного слоя.
Рассчитывают точку росы при помощи психрометра, термометра, гигрометра или другого устройства. Полученные показания сравнивают с параметрами, которые приведены в таблице.
Средства для защиты и меры предосторожности
Не стоит забывать о том, что в работе применяются огнеопасные и токсичные вещества, и по такой причине требуется предотвращать любые возможности контакта краски с открытым огнем. Ни в коем случае нельзя курить рядом. Если работы будут проведены в закрытом помещении, следует позаботиться о том, чтобы оно как можно лучше проветривались при выполнении и после окончания работ. Если нужен большой объем работ на огромной площади окрашиваемой поверхности, следует обзавестись респираторами для того, чтобы защищать дыхательные пути. На забывайте об использовании перчаток, специальной одежды и удобной обуви.
Горячее цинкование: описание технологии процесса
Насколько долго деталь будет под надежной защитой от коррозии, зависит от качества проведения работ. Ведь процесс оцинковки достаточно емкий и проходит в несколько этапов. Давайте пройдемся детальнее по каждому из них.
1 этап – Обезжиривание
Прежде чем приступить к оцинковке, необходимо подготовить поверхность целевого изделия. Сначала металл-основу предстоит обезжирить, ведь на ней могут быть маслянистые пятна, остатки смазки и разнообразные органические загрязнения. В этих целях используются специальные щелочные или кислотные растворы. Универсального средства нет, специалисты выбирают его, исходя от уровня загрязнения изделия. Нужно сказать, что оптимальный температурный режим для данного процесса составляет 60-80ºС.
2 этап – Промывка
Этой процедурой нельзя пренебрегать! Применяется, чтобы наверняка убрать все остатки жира, пены и средства, использующегося при обезжиривании. Вторая причина – раствор из ванны обезжиривания не должен попасть в последующие ванны.
3 этап – Травление
Такая операция позволяет устранить налет ржавчины и окалины с детали перед оцинковкой. Нужно ее погрузить в ванну, содержащую раствор соляной кислоты с концентрацией 120-210 г/л. Кстати, температура воздуха в цехе в этот момент должна быть в пределах 20 – 25ºС. Травление является одним из наиболее эффективных способов получить ровную и относительно блестящую поверхность.
Имейте в виду, что соляная кислота может причинить вред и самому металлу, поэтому в раствор следует добавлять специальные ингибиторы (добавки, позволяющие кислоте растворять только ржавчину и окалину, не повреждая чистую сталь).
4 этап – Промывка
После травления на поверхности остаются частички компонентов раствора. Их требуется убрать. Поэтому снова нужна промывка.
5 этап – Флюсование
Звучит пародоксально, но после промывки на изделии опять появятся окислы железа. Устранить их можно при помощи флюсования. Данная операция позволяет получить пассивную пленку на поверхности изделия, которая защищает от последующего окисления и обеспечит превосходное смачивание в момент оцинковки.










Для создания раствора используют хлориды цинка и аммония. Можно привести пример одного из популярных составов – 55.4% NH4Cl, 6% глицерина, 38.4% ZnCl2. Для флюсования нужна температура в районе 60ºС. Концентрация раствора должна быть 410 – 590 г/л и ее нужно держать на постоянном контроле! Периодически требуется очищать ванну, добавляя в нее перекись водорода. На дне будут оставаться соли трехвалентного железа. Полученный осадок отправляют в отстойники, затем фильтруют.
6 этап – Сушка
Если в расплавленный цинк погружать мокрое изделие, то остатки воды начнут испаряться, становясь причиной “микровзрывов”. Вследствии чего можно будет наблюдать необработанные или неравномерные участки!
Кроме того, влажное изделие начнет понижать температуру расплавленного цинка. А значит, потребуется больше энергии для ее поддержания
Поэтому важно вначале поместить изделие в сушильную печь температурой около 100ºС
7 этап – Цинкование
Если вы хотите на выходе получить изделие с качественным защитным слоем, то здесь стоит учесть ряд факторов. А именно:
- качество материалов, а также температуру, до которой их нагрели;
- время и скорость погружения изделия;
- скорость, с которой изделия достают из ванны и способ их охлаждения.
Отметим, что при окунании в ванную флюс начинает плавиться, обеспечивая тем самым смачиваемость расплавленного цинка. Критически важна скорость, с которой опускают деталь. Если она будет недостаточной, то флюс успеет расплавиться раньше положенного времени и на поверхности останутся окислы. А если погружать быстро, флюс не расплавится и качество сцепления цинка с изделием резко ухудшится.
Оптимальная технология горячего цинкования металла предусматривает выдержку изделия в ванне с расплавом от 3 до 10 минут. Имейте ввиду, что во время вышеупомянутого процесса на поверхности расплава в ванне появляется слой шлака. Его необходимо убрать при помощи специального скребка, до того как начнете поднимать изделие. В противном случае, этот шлак осядет на оцинкованной поверхности детали.
А вот толщина слоя металла будет зависеть напрямую от скорости подъема изделия. Все дело в скорости кристаллизации расплава. А значит, чем медленнее поднимается оцинкованная деталь, тем толще защитный слой. Стоит учитывать габариты и форму изделия. На их основе рассчитывают индивидуально скорость и наклон подъема.
8 этап – Сушка
В конце металлическое изделие остается охладить. Данную процедуру проводят в два этапа. Сначала на открытом воздухе в цехе, затем на теплом складе.
Чем отличаются технологии горячего и холодного цинкования
На данный момент существует два вида цинкования – это горячий и холодный метод. Технологию горячего цинкования разработали 160 лет назад. После открытия этот метод обработки металла был признан стандартом. Это обусловлено высокой степенью защиты обрабатываемых поверхностей от процессов коррозии. После открытия данный метод не изменился с технической точки зрения.
Технология предполагает опускание металлоконструкции в ванну с цинковым составом, разогретым до температуры 400°C. После этого изделие подвешивают до полного высыхания покрытия.
Благодаря полному погружению конструкции в антикоррозийный состав удается получить однородное покрытие, поскольку так цинк заполняет все имеющиеся трещины и труднодоступные участки. Защитное покрытие способно прослужить до 60 лет, период службы напрямую зависит от условий эксплуатации.
Метод холодного цинкования изобрели в 40-х годах прошлого столетия. Благодаря практичности и относительной простоте нанесения антикоррозийных составов популярность данной технологии стремительно растет.
Красноречивым доказательством надежности и долговечности покрытий, наносимых при помощи данной технологии, выступает самый крупный водопровод мира (протяженностью 460 км), расположенный в Австралии.
Конструкция была обработана в 1942 – 1944 гг. притом, что покрытие с того времени не обновлялось. Учитывайте, что в те времена использовалось старое оборудование, а толщина одного слоя покрытия составляла только 75 мкм.
Холодная оцинковка металла предполагает нанесение на металлоповерхности смесей, в которых присутствует цинк в объеме 92 – 96%
Перед тем, как защитное покрытие будет нанесено, важно правильно подготовить поверхность путем ее тщательной очистки от различных загрязнений
Наносить цинкосодержащие составы можно путем окунания детали или, используя кисть, валик и краскопульт.
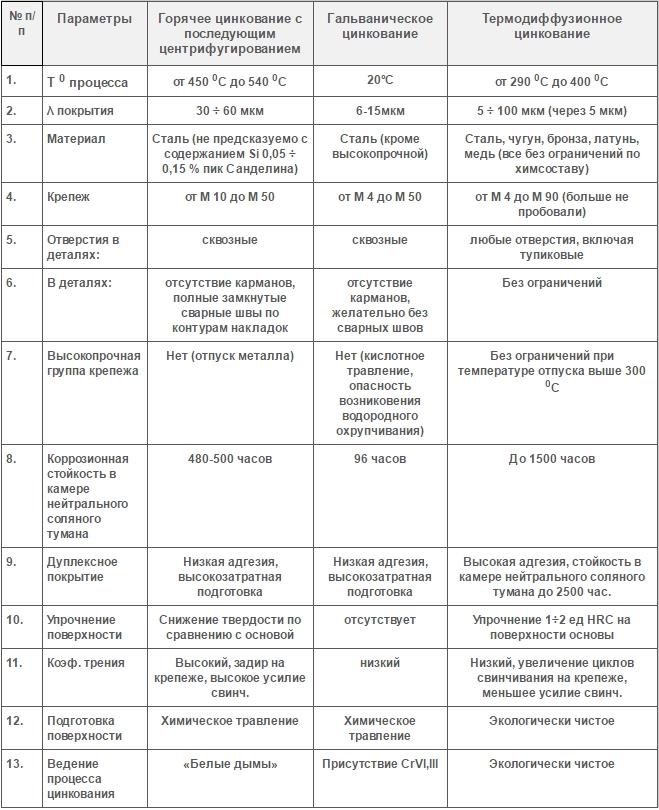
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.
Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.







В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
3 Контроль качества покрытий по ГОСТ 9.307
Цинковый слой проверяется на прочность сцепления с основным металлом, на толщину, а также выполняют визуальную проверку его качества. Внешние показатели проверяются на всех без исключения изделиях, подвергшихся цинкованию. Визуальный анализ должен проводиться на дистанции не более 25 сантиметров от поверхности деталей при уровне освещенности от 300 люкс и более.
Толщину защитного слоя ГОСТ позволяет изучать по двум методикам:
- Металлографическая. В этом случае обследованию под микроскопом металлографической группы подвергается слой на вырезанном из оцинкованной детали поперечном шлифе. Всего делается 3 и более замеров на разных участках образца. Затем из них высчитывают среднее арифметическое.
- Магнитная. При такой методике применяются толщинометры, которые определяют при помощи изменений величин сопротивления (магнитного) реальную толщину защитного цинкового слоя. В общей сложности на образце проводится не менее пяти замеров сопротивления.

Толщину покрытия проверяют до того, как на конструкции были нанесены составы для консервации, выполнено хроматирование либо иные варианты специальной обработки. Если контролируется качество цинкового слоя на крепежных элементах, замеры производятся на их торцах и головках.
Прочность сцепления защитного слоя и основного металла контролируется по ГОСТ следующими способами:
- Крацевание. Латунными либо металлическими щетками, вращающимися на скорости 1500–2800 оборотов в минуту, крацуют исследуемую поверхность (операция длится не менее 15–20 секунд). Затем проверяют изделие на наличие на нем явлений отслаивания или вздутия.
- Нанесение царапин. Острием твердого стального приспособления под 30-градусным углом наносят на поверхность изделия от 4 до 6 линий параллельно друг другу, а затем еще столько же линий перпендикулярно предыдущим. В тех случаях, когда в проверяемой зоне покрытие не отслаивается, его качество признается удовлетворительным.
- Удар молотком поворотной конструкции. Вес такого приспособления согласно ГОСТ должен равняться 212,5 граммам. Его монтируют над обезжиренной и очищенной от пыли поверхности детали, а затем вертикально опускают на нее (процедура выполняется дважды).
- Нагрев. Горячеоцинкованные изделия нагревают до 180–200 градусов и выдерживают на протяжении 60 минут при такой температуре, после чего выносят на воздух и охлаждают. На качественных покрытиях после подобной проверке не должно образовываться отслаиваний и вздутий.

Напоследок добавим, что описанное цинкование по ГОСТ выполняется в ваннах, в которых цинк имеет массовую часть не меньше 98 процентов. А химсостав расплава для обработки должен соответствовать требованиям Государственных стандартов 19251 (1–5).





