

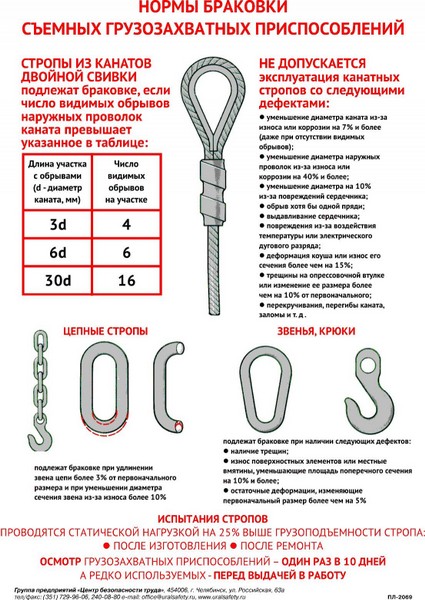
Нормы и правила выбраковки стропов
Согласно требований правил безопасности стропальщики должны проводить осмотр стропов непосредственно перед их применением, а лица, ответственные за содержание грузоподъемных машин и безопасное производство работ грузоподъемными машинами должны проводить осмотр стропов (за исключением редко используемых) — каждые 10 дней, а редко используемых съемных грузозахватных приспособлений перед выдачей их в работу.
При осмотре стропов необходимо обращать внимание на состояние лент, цепей, тросов, концевых элементов, подвесок, карабинов и места их креплений и вовремя выбраковывать стропы с недопустимыми дефектами
Браковка текстильных стропов:
— отсутствует клеймо (бирка) или не читаются сведения о стропе;— узлы на несущих лентах стропов;— поперечные порезы или разрывы ленты;— продольные порезы или разрывы ленты, суммарная длина которых превышает 10% от всей длины ленты стропа или единичные разрывы длиной не более 50 мм;— местные расслоения лент стропа, кроме мест заделки краев лент, на длине, в сумме более 0,5 м на одном крайнем или двух и более внутренних швах (при разрыве трех и более строчек шва);— местные расслоения лент стропа в месте заделки краев ленты на длине более 0,2 м на одном из крайних или двух и более внутренних швах (при разрыве трех и более строчек шва), а также отслоение края ленты или сшивки лент у петли на длину более 10% от длины заделки концов лент;— поверхностные обрывы нитей лент общей длиной более 10% от ширины ленты, вызванные механическим воздействием острых кромок груза;— повреждения лент от воздействия химических веществ (кислота, щелочь, растворители, нефтепродукты и т. д.) общей длиной более 10% от ширины и длины стропа или единичные более 10% от ширины и длиной более 50 мм;— выпучивание нитей из ленты стропа на расстоянии более 10% ширины ленты, в том числе сквозных отверстий диаметром более 10% ширины ленты от воздействия острых предметов;— прожженные сквозные отверстия диаметром более 10% ширины ленты стропа от воздействия брызг расплавленного металла или наличие более трех отверстий при расстоянии между ними менее 10% ширины ленты независимо от диаметра отверстий;— загрязнение лент нефтепродуктами, смолами, красками, цементом, грунтом и т. д. более 50% от длины стропа;— расслоение нитей лент стропа.
Браковка канатных стропов:
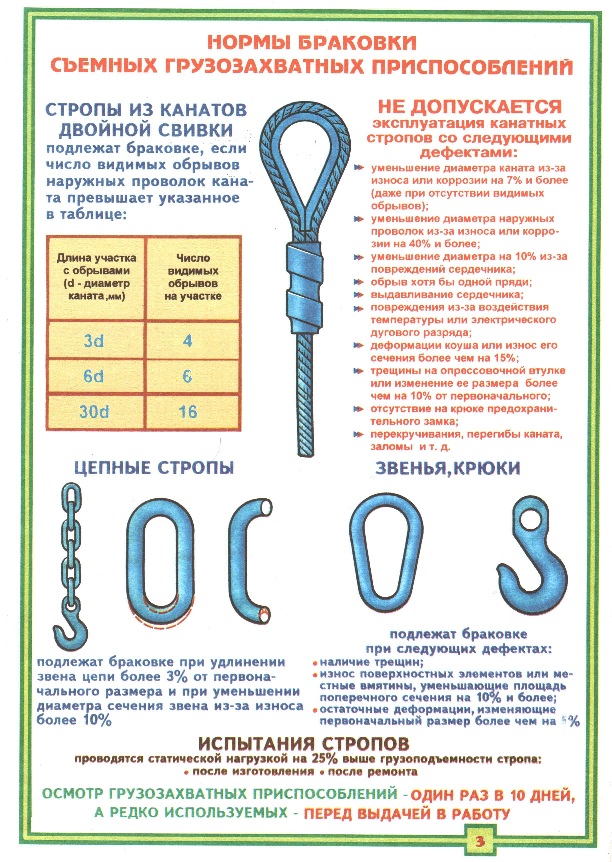
— отсутствует (или повреждена) бирка или паспорт на строп;— узлы, перекручивание, перегибы и заломы на канатах;— если число видимых обрывов наружных проволок каната превышает (для стропов из каната двойной свивки) 3d – 4, 6d – 6, 30d – 16;— уменьшение диаметра каната из-за износа или коррозии на 7% и более;— уменьшение диаметра наружных проволок из-за износа или коррозии на 40% и более;— уменьшение диаметра каната на 10% из-за повреждений сердечника;— обрыв хотя бы одной пряди;— выдавливание сердечника;— повреждения из-за воздействия температуры или электрического дугового разряда;— деформация коуша или износ его сечения более чем на 15%;— трещины на опрессовочной втулке или изменения его размера более чем на 10% от первоначального;— на крюках или других захватных элементах отсутствуют предохранительные замки;— при отсутствии или повреждении маркировочной бирки;— с поврежденными или отсутствующими оплетками или другими защитными элементами при наличии выступающих концов проволоки у места заплетки;— с крюками, не имеющими предохранительных замков.
Браковка цепных стропов:
— отсутствует (или повреждена) бирка или паспорт на строп;— отсутствует или не читается маркировка на элементах стропа;— разность длин ветвей стропа, при его свободном провисе более 15 мм;— при удлинении звена цепи, звеньев навесных и подвесок более 5% от первоначального размера;— при уменьшении диаметра сечения звеньев цепи и звеньев, навесных вследствие износа более чем на 8%;— на крюках или других захватных элементах отсутствуют предохранительные замки.
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Орел, Оренбург, Пенза, Первь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
ТРЕБОВАНИЯ К СТРОПАМ И ТАРЕ
Канатный строп подлежит браковке, если число видимых обрывов наружных проволок каната превышает указанное в таблице. Стропы из канатов двойной свивки
| Участок каната стропа длиной | |||
| 3d | 6d | 30d | |
| Число видимых обрывов проволок на данном участке | 4 | 6 | 16 |
П р и м е ч а н и е:
d — диаметр каната, мм.
Браковка деталей стропа
(колец, петель и крюков) должна производиться:
- при наличии трещин;
- при износе поверхности элементов или местных вмятин, приводящих к уменьшению площади поперечного сечения на 10%;
- при наличии остаточных деформаций, приводящих к изменению первоначального размера элемента более чем на 5%.
В каких случаях бракуются стропы
Не допускаются к эксплуатации стропы, у которых:
- отсутствуют или повреждены маркировочные бирки;
- деформированы коуши или их износ привел к уменьшению первоначальных размеров сечения более чем на 15 %;
- имеются трещины на спрессованных втулках или размеры последних изменились более чем на 10 % от первоначальных;
- имеются смещения каната в заплетке или втулках;
- повреждены или отсутствуют оплетки или другие защитные элементы при наличии выступающих концов проволоки у места заплетки;
- крюки не имеют предохранительных замков
Не допускаются к эксплуатации стропы:
- имеющие дефекты, указанные выше;
- при отсутствии или повреждении маркировочной бирки;
- с деформированными коушами или износе их с уменьшением сечения более чем на 15%;
- имеющие трещины на опрессованных втулках или при изменении их размера более чем на 10% первоначального;
- с признаками смещения каната в заплетке или втулках;
- с поврежденными или отсутствующими оплетками или другими защитными элементами при наличии выступающих концов проволоки у места заплетки;
- с крюками, не имеющими предохранительных замков.
Цепной строп подлежит браковке,
если будут обнаружены следующие дефекты:
- обрыв звена;
- изгиб или износ крюка в звене более 10% первоначального размера;
- удлинение звена цепи более 3% первоначального размера;
- уменьшение диаметра сечения звена цепи вследствие износа более 10% .
При осмотре захватов необходимо проверять состояние рабочих поверхностей, соприкасающихся с грузом. Если на них имеется насечка, то затупление или выкрашивание зубчиков не допускается.
Захват подлежит браковке,
если будут обнаружены изгибы, изломы рычагов или износ и повреждение соединительных звеньев.
Металлические траверсы,
состоящие из балок, распорок, рам и других элементов,подлежат браковке при обнаружении деформаций со стрелой прогиба более 2 мм на 1 м длины, трещин в местах резких перегибов или изменении сечения сварных элементов, а также при повреждении крепежных и соединительных звеньев.
При осмотре тары
необходимо особенно тщательно проверять:
- появление трещин в захватных устройствах для строповки;
- исправность фактических устройств и замковых устройств крышек;
- отсутствие дефектов в сварных соединениях, целостность маркировки.
Тара бракуется
в следующих случаях:
- тара не замаркирована;
- не указано назначение тары;
- имеются неисправные строповочные узлы;
- помяты или разорваны борта;
- имеются трещины и другие дефекты в сварных соединениях.
Детали каната должна исключать возможность травмирования рук работающего, не должны иметь надрывов, заусенцев, острых кромок, трещин и раковин.
Канат через каждые 6 мес в процессе эксплуатации должен испытываться статической нагрузкой.
Соответствие каната требованиям следует определять путем его статического нагружения в середине пролета грузом массой 400 кг,
который прикладывают к установленному в рабочее положение канату через гибкие канаты (капроновый или стальной) или стальной стержень.
После испытания канат осматривают. Канат считают выдержавшим испытание
, если в результате внешнего осмотра не обнаружены разрушения или трещины в его деталях.
При этом эксплуатацию каната разрешают в том случае, если в конструктивных элементах зданий, сооружений или других устройствах, к которым закрепляют канат в процессе эксплуатации, также не обнаружены разрушения или трещины.
Каждый канат должен иметь маркировку
. Маркировка должна включать:
- товарный знак (или краткое наименование предприятия-изготовителя);
- значение статического разрывного усилия;
- дату изготовления (месяц, год);
- дату испытания (месяц, год);
- обозначение стандарта или технических условий, по которым изготовлен канат.
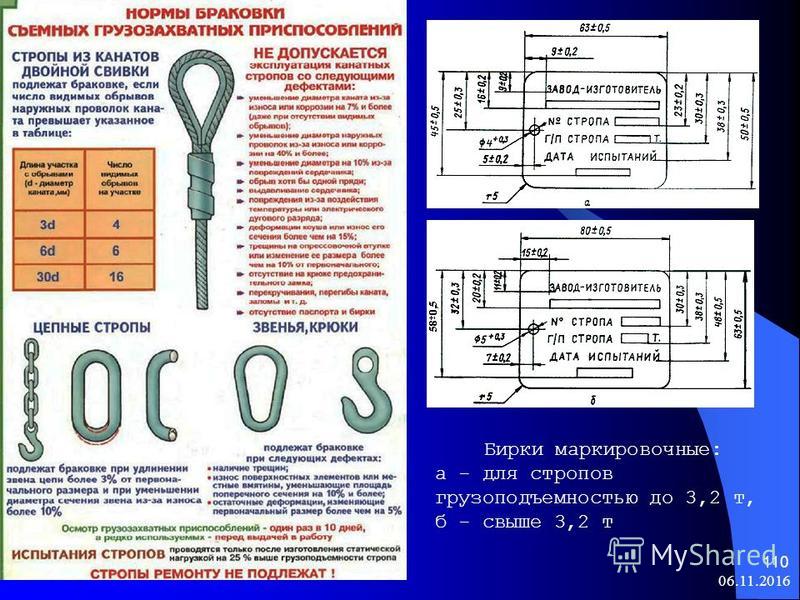
Маркировка строп и ее особенности
При производстве стропы маркируются — на продукцию наносится знак, идентифицирующий изделия по свойствам. Немаркированные экземпляры отбраковываются, пользоваться такими стропами запрещено. Наличие хорошо читаемой маркировки гарантирует безопасность данных приспособлений при подъеме грузов. При утрате маркировочного элемента строп также считается негодным к дальнейшему применению


Качественное проставление подобных отметок — важное мероприятие, без которого не обходится производство

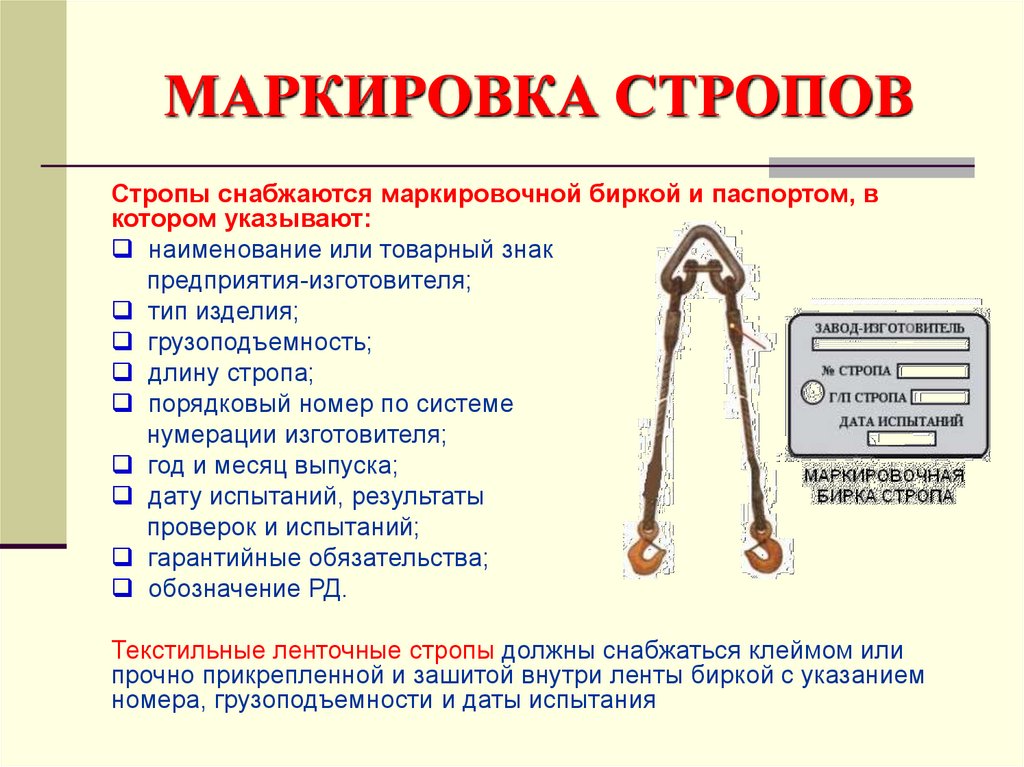
Способы для маркировки отражаются в ГОСТ 25573-82, согласно которому на каждое изделие прикрепляют бирку из металла или клеймят его. Бирка содержит сведения о заводе (знак, адрес), номер изделия, его тип и сведения о проведенных проверках качества (тестирование датируется). На другой стороне бирки могут быть указаны стандарты изготовления. Важная характеристика — грузоподъемность.
Маркировочные надписи должны быть сделаны с помощью краски, устойчивой к смыванию. Возможны бирки не только из металла, но и из ткани при соответствующей обработке защищающими составами. Цвет текста должен быть контрастным по отношению к бирке, чтобы надписи просматривались отчетливо.
Бирка светлых оттенков маркируется темными надписями, а темные ярлыки — белым цветом текста. Текстильные стропы маркируются прямо на ленте прочной краской в том месте, которое не подвержено стиранию. Надпись должна хорошо читаться до конца использования изделия.
Размеры бирок указываются в документации при проектировании и отвечают конструкторскому проекту. Материал, форма точно не предопределяются. Главные требования к маркировке — возможность четкого прочтения на протяжении срока эксплуатации.

Каждой разновидности строп соответствуют определенные типы бирок. Бирки из металла обычно прикрепляются на цепные, канатные стропы. Они изготавливаются из листа стали с толщиной до миллиметра, а также из алюминия. Для нанесения надписей на металле используется ударный метод или ударно-точечный. Применяется и термопечать с чернилами, не подверженными стиранию, а также метод просечки. Текстильные стропы не снабжаются бирками из металла, чтобы не повредить их. Современные материалы — винил, кожа, используются бирки из полипропилена с термопечатью.
Форму бирки определяет сам производитель строп. Простые геометрические фигуры не составит труда изготовить на том же производстве. Иногда это стильный дизайн, отражающий оригинальность фирмы.
В конфигурацию бирки не вкладывается специальный смысл, но иногда ей придается дополнительная функциональность. Например, в бирках Rud для цепных строп сделаны вырезы, помогающие анализировать состояние стропы без дополнительных инструментов. Несоответствующие экземпляры отбраковываются, если не прошли тестирование биркой Rud.
Обязательные сведения, входящие в маркировку:
- Вид (материал и число ветвей).
- Грузоподъемность (в тоннах).
- Длина в миллиметрах.
- Номер.
- Тестирование (дата).
- Название завода.
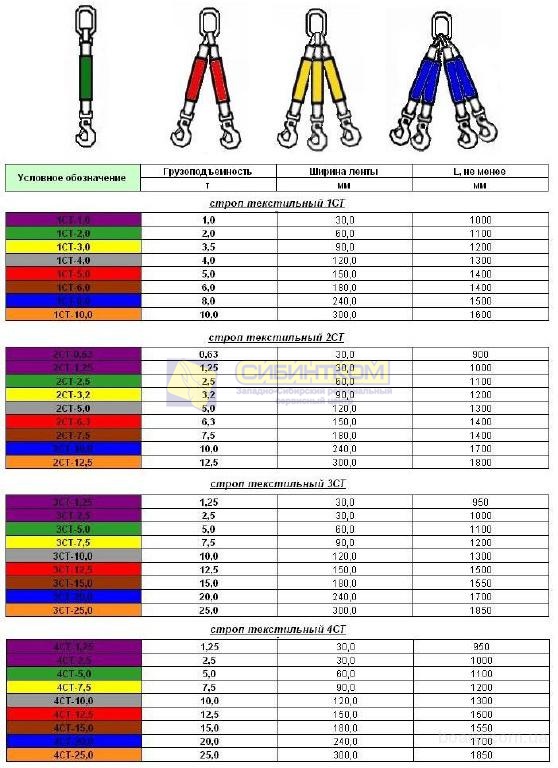
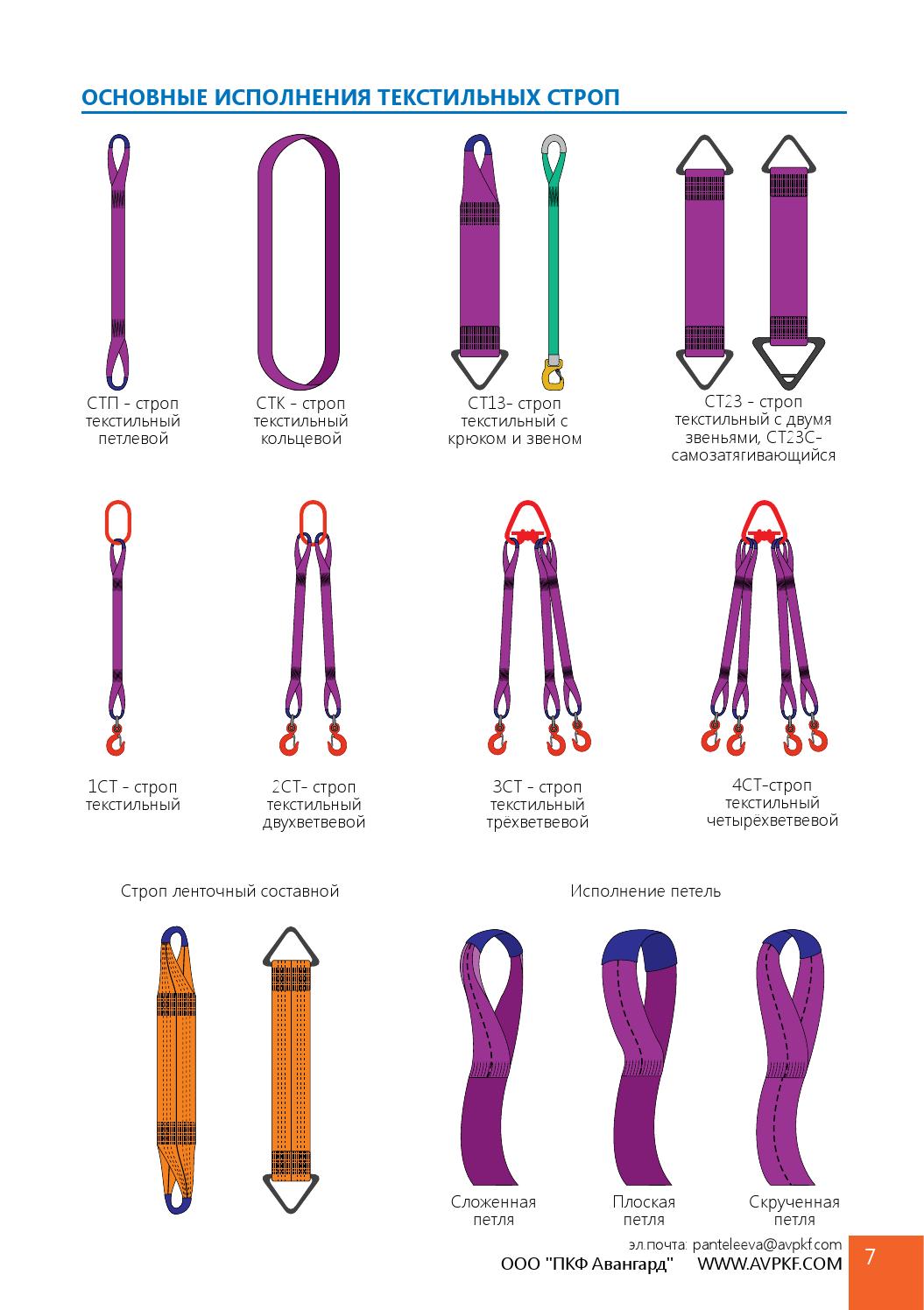
Например, СТК расшифровывается, как стропы текстильные, кольцевые, а СТП — стропы текстильные петлевые. 1СТ означает 1 ветвь в текстильном стропе, а 2 СК — канатный строп из 2 ветвей. Также бирка содержит информацию о грузоподъемности, например 2 тонны.
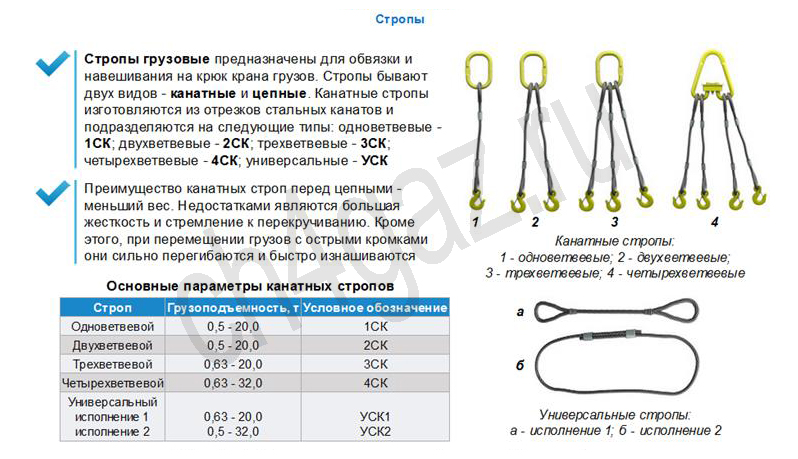
Виды и маркировка такелажных строп
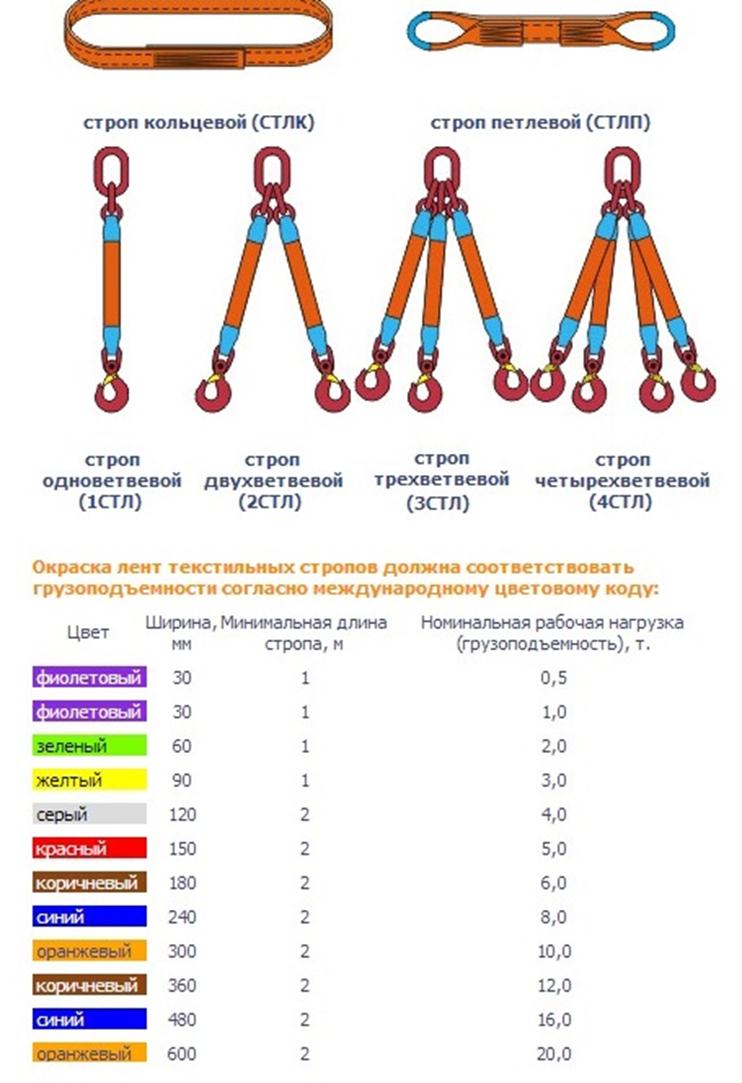
Стропы – это инструментарий для подъема и транспортировки грузов. В качестве основы для стропы выступает стальной трос, прочный канат или цепь. Вне зависимости от материала приспособление обязано надежно держать груз для обеспечения его сохранности, а также техники безопасности на производстве. Такелажное оборудование должно отвечать требованиям по проектированию, изготовлению и безопасной эксплуатации грузовых строп. Сфера использования строп обширна. Она включает сельское хозяйство, строительство и реконструкцию, работу на промышленных объектах, складах. Основная классификация строп разделяет их не по грузоподъёмности или длине, а по материалу изготовления.
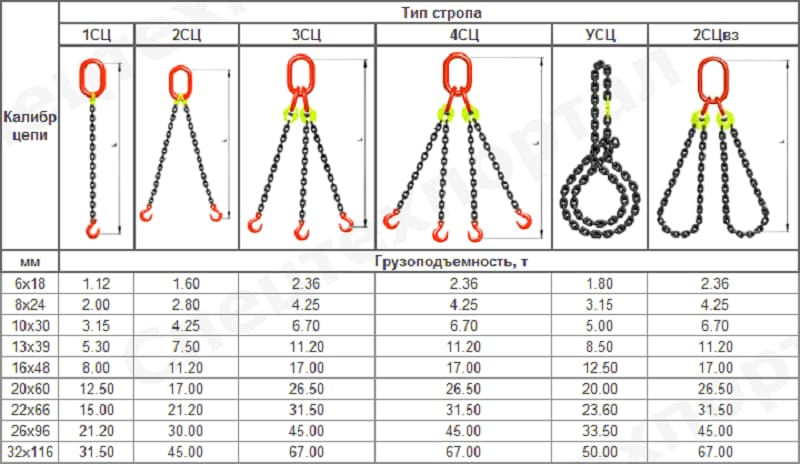
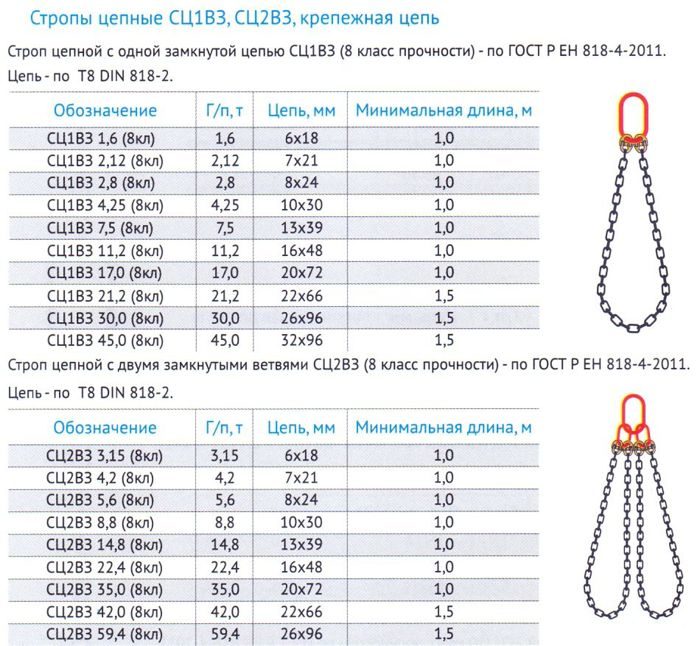
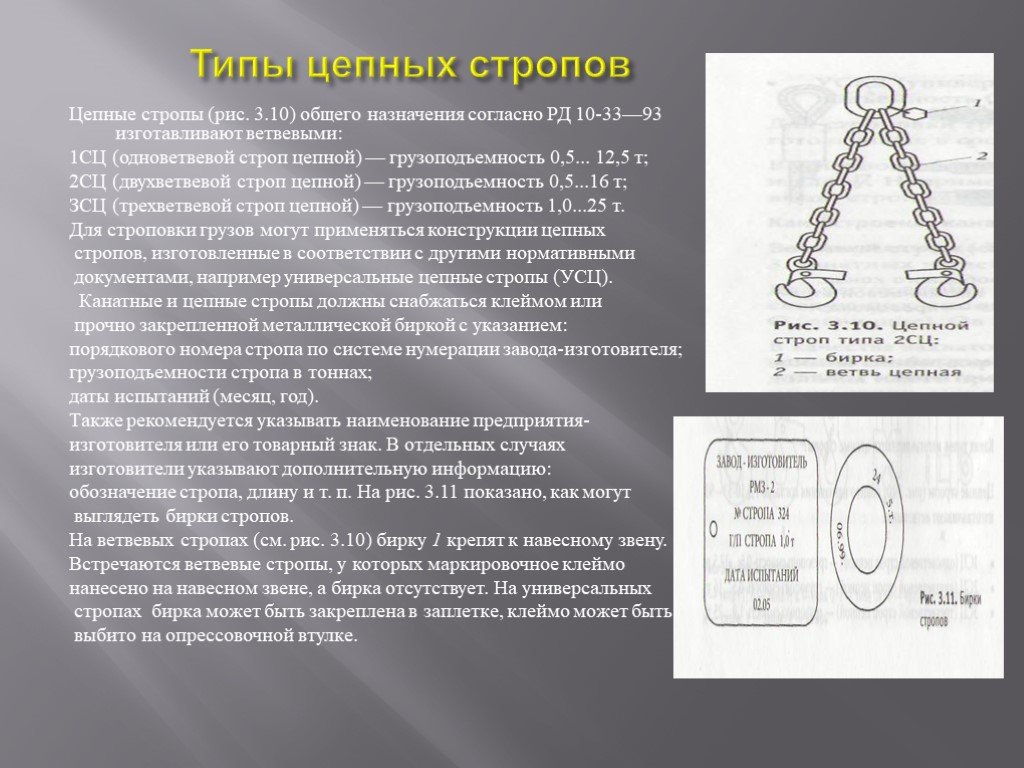
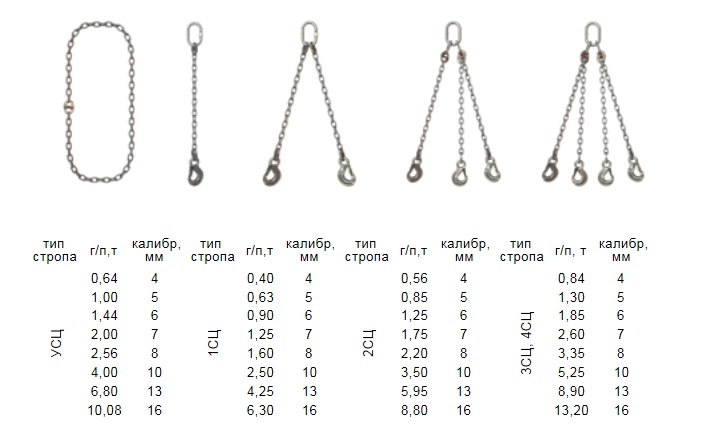
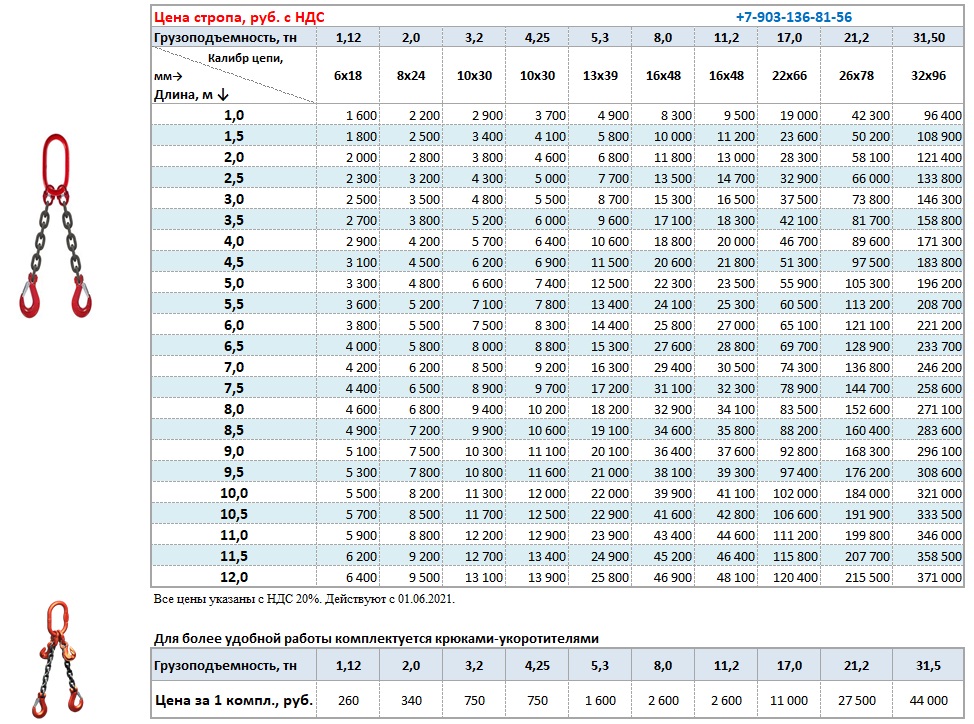
Маркировка и грузоподъемность цепных стропов
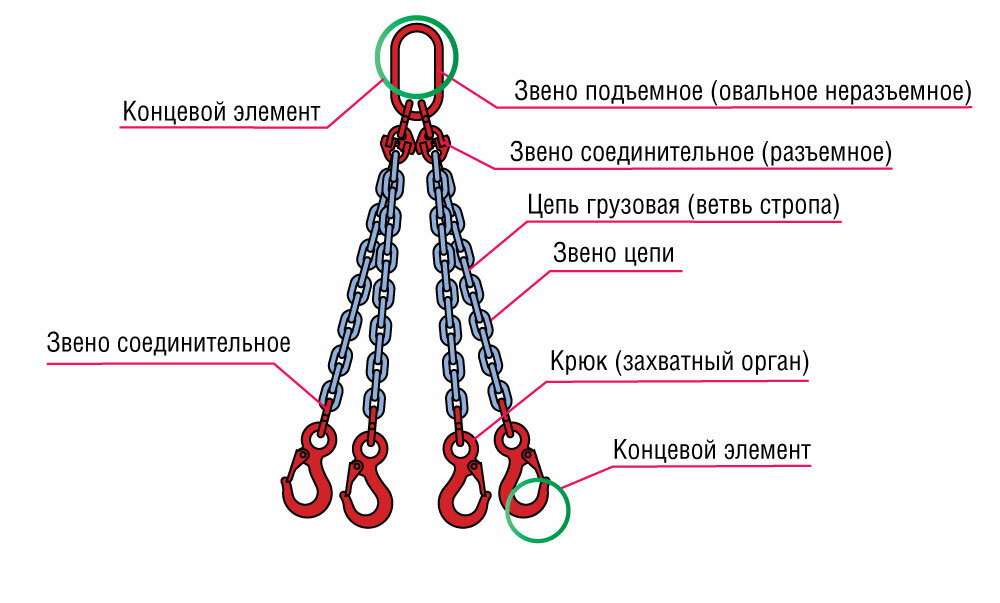
Прежде всего уделяется внимание применяемой маркировке и показателю грузоподъемности. Цепные стропы представлены классическим изделие, которое состоит из отдельных звеньев
Ключевым признаком можно назвать количество цепей
По нему выделяют следующие разновидности цепей:
Ключевым признаком можно назвать количество цепей. По нему выделяют следующие разновидности цепей:
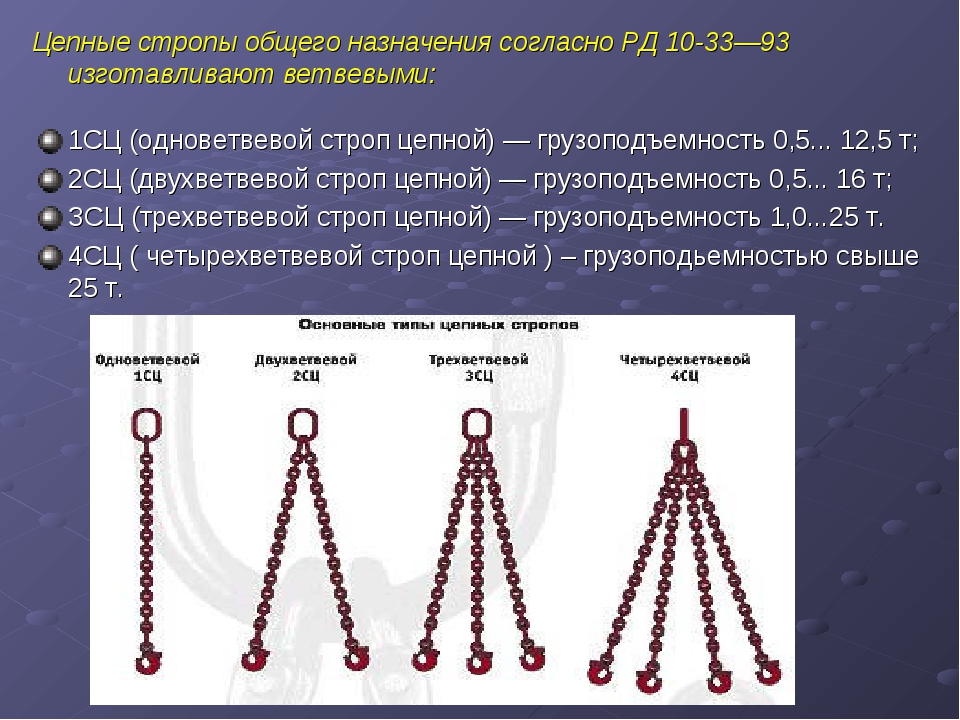
- Стропы с одной ветвью маркируются 1СЦ. Они обходятся намного дешевле, но подобные стропы цепные не могут применяться для транспортировки тяжелых заготовок.
- Вариант исполнения с двумя ветвями более прочные. В этом случае маркировка или обозначение 2СЦ.
- Три ветви обозначаются 3СЦ.
- Вариант исполнения с четырьмя ветвями маркируется 4СЦ. За счет подобного сочетания отдельных звеньев можно обеспечить требуемую прочность.
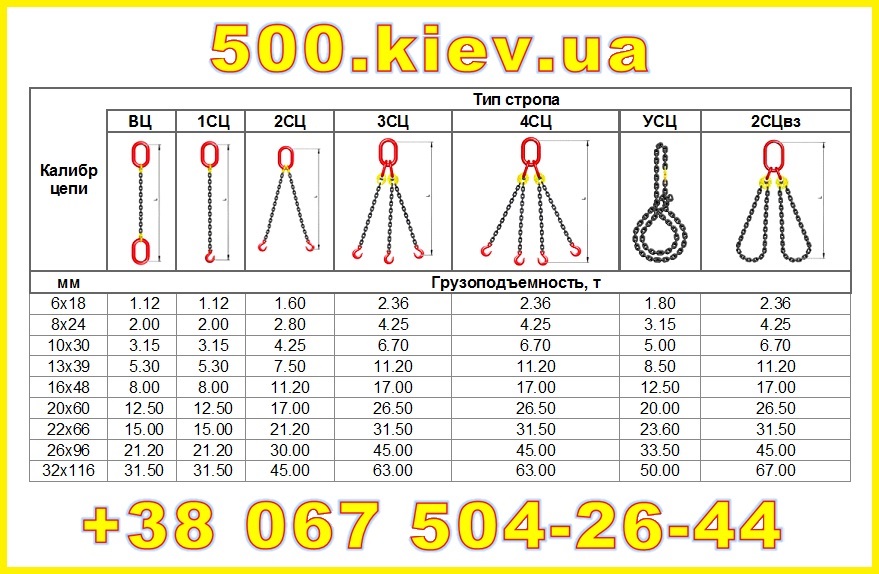
- Выделяют в отдельную группу изделия с единичной цепной ветвью, которая может быть выполнена в разомкнутом и замкнутом типе, а также виде кольца. Маркировка в разомкнутой цепи ВЦ, в виде кольца УСЦ-К.
Наиболее сложные варианты исполнения выполнены в комбинированном виде. Они характеризуются более высокой прочностью.
Эксплуатация цепных строп может проводиться исключительно с учетом показателя грузоподъемности. Эта характеристика зависит от прочности отдельных частей применяемого изделия. При повышении прочности существенно увеличивается долговечность. На практике получили широкое распространение следующие варианты исполнения:
- Третий класс рассчитан на грузоподъемность не более 100 килограмм.
- Пятый класс может применяться для нагрузки не более 300 килограмм.
- Восьмой обладает показателем грузоподъемности 800 килограмм.
- Десятый класс рассчитан на нагрузку до 1200 килограмм.
- Двенадцатый характеризуется свойствами, которые позволяют транспортировать груз весом до 3150 килограмм.
Более высокий показатель становится причиной существенного повышения пластичности, за счет чего прочность снижается до на 10-15%. Эти и многие другие моменты учитываются в случае выбора наиболее подходящего изделия.
Внутри каждого класса также проводится классификация по минимальному показателю диаметра. Не стоит забывать о том, что ГОСТа для подобного изделия пока нет, нормативные требования указываются в РД 11-07-2007. При производстве также учитываются нижеприведенные моменты:
- Класс прочности.
- Условное наименование.
- Диапазон температуры, при котором может применяться цепь.
- Длина и некоторые другие моменты.
Сегодня цепные стропы комплектуются не только захватными крюками, но и концевыми ограничителями. Класс прочности зависит от типа применяемого материала при изготовлении и некоторых других моментов.
Опрессовка строп — Канатные стропы метод опрессовки
Опрессовка стропов втулкой — опрессовка концов стальных тросов алюминиевой втулкой с прядями соединяемых канатов, которые сцеплены между собой металлом втулки, образуя однородное тело в сечении.
При производстве канатных строп с применением опрессовки, в качестве метода заделки концов каната, используем гидравлический пресс Unisplice 600 производства Великобритании. Максимальное усилие пресса 600 тонн.
Компания “Строп-Арсенал” изготавливает стропы из стального каната методом опрессовки канатов по ГОСТ 25573-82 и РД 10-33-93:
- для изготовления грузовых канатных стропов используем только новые металлические канаты с сертификатом предприятия-изготовителя канатов об их испытании
- Алюминиевые втулки удовлетворяют ГОСТ 25573-82 и РД 10-33-93 — по форме — по конструкции — по маркам алюминиевых сплавов;
Опрессовка канатных строп
| Бирка запрессовывается в алюминиевую трубку | Процесс опрессовки стропы | Готовая опрессовка |
Равномерный обжим стального троса в месте соприкосновения со своим концом по всему сечению втулки.
Втулка получается ровной цилиндрической, на которой отсутствуют заусенцы (облой) — защита рук стропальщика.
Ровная цилиндрическая втулка и однородное сечение в месте обжатия стального стропа это:
- надёжность заделки концов каната
- гарантия безопасности стропы при проведении погрузочно-разгрузочных работ
- отсутствие заусенец на поверхности втулки – не ранит руки стропальщика.
| БИРКА на стропах — метод заплёткиДля маркировки канатных строп используем круглую металлическую бирку толщиной 2-3 мм, которую вплетаем в одну прядь каната. Она надежно там фиксируется. Такая бирка не цепляется за поднимаемый груз и не слетает, когда строп выдергивают из-под груза. | БИРКА на стропах — метод опрессовкиДля маркировки канатных строп используем круглую металлическую бирку толщиной 2-3 мм Бирку при при помощи металлического жгутика одновременно запрессовываем вместе с концом стального каната в алюминиевую втулку. Благодаря этому бирка надежно фиксируется на изделии. |
Для удобства заказчиков при приемке изделий и выдачи в работу на каждой бирке указываем следующую информацию:
- товарный знак предприятия-изготовителя;
- порядковый номер изделия по нумерации предприятия-изготовителя;
- грузоподъемность стропы;
- длина изделия;
- дата испытания (месяц, год)
Выбрать, заказать и приобрести канатные стропы в Вы можете в резделе каталога грузоподъёмных строп: «СТРОПЫ КАНАТНЫЕ»
Виды строп и периодичность осмотра грузозахватных приспособлений
Когда подлежат осмотру канаты и стропы закреплено нормами российского законодательства. В соответствии с имеющимися правилами канаты и стропы подлежат осмотру с периодичностью раз в 10 дней квалифицированным инженерно-техническим рабочим.





Стропы бывают нескольких видов
Изменилась периодичность испытания стропов по новым правилам наемным рабочим, который за них ответственный – их осматривает стропальщик каждый раз перед началом работы и по завершении смены.
Цепные
Срок технического осмотра строп стандартный. В процессе освидетельствования возникает необходимость удостовериться в наличии соответствующей маркировки и ее соответствия имеющимся паспортным данным.
Дополнительно осуществляется контроль по длине механизма и выявления сопутствующих дефектов.
На так называемом инструментальном этапе требуется сделать соответствующие замеры, используя при этом специализированный мерительный инструмент. Настоятельно рекомендуется ссылаться на следующие критерии:
- диаметр и длина звеньев;
- уменьшение диаметра;
- признаки износа и деформации;
- длина стропов, ветвей и их разность.
Справка! Показатели должны отвечать установленным нормам, в противном случае механизм считается непригодным для дальнейшего использования.
Канатные
Во время ежеквартального и ежедневного осмотра канатных стропов требуется изучить их соответствие заявленным паспортным данным, в том числе текущее состояние канатов, петлей, ветвей и прочих соединительных элементов.
Справка! С целью обеспечения максимальной безопасности строп заделка свободного конца осуществляется после предварительного формирования петли. Ее правильный радиус не должен быть меньше 2,5d, а непосредственно хвостовая часть – от 2d (d – заявленный диаметр каната).
В процессе осмотра наружной длины на предмет выявления дефектов и прочих повреждений, настоятельно рекомендуется использовать лупу с возможностью 10-кратного увеличения.
После этого наступает инструментальный этап, с помощью которого инициируется выполнение замеров всех без исключения выявленных дефектов:
- уменьшение диаметра каната;
- величина коррозийного или другого износа;
- степень волнистости;
- длина канатных ветвей и их разница и др.
Регулярный осмотр строп повышает уровень безопасности
Для возможности достоверно измерить выявленные в ходе проверки дефекты и повреждения, в частности механические, профессиональны используют специальное устройство – штангенциркуль, а также:
- микрометр;
- стандартную линейку и рулетку.
Внутренний осмотр проводится исключительно выборочно – для возможности оценить текущее состояние пряди и сердечника в частности. Во время проверки используется несколько зажимов, одним из которых требуется зафиксировать канат, а другим – повернуть в противоположном направлении непосредственно со свивкой. Благодаря этому наружные пряди отойдут от сердечника.
После этого осуществляется непосредственный осмотр имеющихся прядей и сердечника
Настоятельно рекомендуется обращать внимание на уровень образовавшейся коррозии, а также на показатели износа прядей и сердечника, разрыва, в том числе и снижения значения площади. На следующем этапе настоятельно рекомендуется произвести смазку проинспектированных участков, причем не только изнутри, но и снаружи
Текстильные
Проводить соответствующий визуальный осмотр текстильных стропов требуется по тому же принципу и в том же порядке, который предусмотрен для иных видов оборудования и приспособлений, использующихся с целью крепления груза.
В частности осуществляется проверка наличия соответствующей маркировки (бирки с полным указанием на ней информации согласно разработанным правилам российского законодательства) и соответствие стропа параметрам в паспорте, изучается состояние сшивки на конце стропа, делается осмотр по длине для выявления повреждений и дефектов.
Справка! В обязательном порядке выполняются замеры дефектов с помощью универсального мерительного инструмента. Измеряется дополнительно длина стропа, ветвей и разности их длин.
В каком случае бракуются канатные стропы
Возбраняется работать со стропами без маркировочных бирок и паспортов, в случае присутствия деформаций. Браковка стальных канатных строп обязательна, когда при освидетельствовании обнаруживается:
- уменьшение диаметра каната более, чем на 7%, а внешних проволок – на 40%;
- обрыв отдельной пряди или проволоки;
- выдавливание сердцевины изнутри;
- неисправный коуш или его износ на 15%.
Не допускается применение канатных строп при появлении трещин, расслоений, вмятин, повреждений на самом тросе, крепежах и резьбах.
Выбраковка строп выполняется во время осмотров. Ежедневно проверять работоспособность такелажных устройств должны стропальщики и специально назначенные сотрудники. Инженерно-технический персонал производит проверку грузовых стропов один раз в 10 дней, а нечасто используемых – перед началом работы, каждый раз.
ГРУЗОПОДЪЕМНОСТЬ, тонн
УНИВЕРСАЛЬНЫЙ СТРОП КАНАТНЫЙ ИСП.2 (УСК2) с бензелевкой
фото
Изготавливаются в соответствии с правилами ПБ -10-383-00 и РД-10-33-93;
По запросу заказчика возможно изготовление сертификата Российского Морского и Речного Регистра Судоходства
Коэффициент запаса прочности 6:1 Испытано нагрузкой 125% Рабочая температура от 400С до +1000С Легкость выбраковки Разрушаются не мгновенно Устойчивость и надежность к резким динамическим нагрузкам
По умолчанию изготавливаются из не оцинкованного каната методом ручной заплетки. Возможные способы изготовления:
ручная заплетка; опрессовка алюминиевой втулкой (завтуливание);
Варианты окончания строп:
фото
Основные преимущества канатных строп
простота в изготовлении. высокая прочность. относительная долговечность. простота в эксплуатации. разрушаются не мгновенно. легкость выбраковки, т.к. количество оборванных проволок увеличивается постепенно, а не одновременно. невысокая стоимость (наименьшая среди стропов). надежность и устойчивость к резким динамическим нагрузкам.



Рабочая нагрузка при разных способах эксплуатации





