

Материалы, технологии и характеристики
Правильно изготовленные велосипедные цепи − это легкие, надежные, стойкие к коррозии, долговечные элементы трансмиссии. Качество детали зависит от материала, термической и химической обработки, технологии покрытия. Велоцепи изготавливают только из каленой и нержавеющей стали, титана. Цветной металл не применяют из-за мягкости и недолговечности. Антикоррозийное покрытие содержит добавки стали (например, кобальт), обладающие повышенной прочностью.
К техническим характеристикам относят боковой изгиб, который измеряется с помощью нагрузки в 3 ньютона (показатель силы в Международной системе единиц). Износ из-за удлинения цепи во время эксплуатации связан с образованием зазора в каждом соединении (их больше ста). Например, если узкий промежуток увеличится на 0,01 мм, цепь удлинится на 1 мм. Для bmx или цепей для байков, на которых ездят без переключения передач, величина зазора сказывается на сроке эксплуатации модели. При превышении рекомендуемого показателя смазка и грязь легко попадают внутрь и выводят из строя все устройство.
Какая форма зубьев лучше?
Режущие зубцы бензопильных гарнитур также отличаются и формой своего профиля. Здесь ключевым фактором выбора является характер предстоящей работы:
- Для бытового использования, когда требуется максимальная практичность и лёгкость обслуживания, больше подходит цепь с зубьями чипперного профиля, отличающегося округлой, серповидной формой. При использовании такой цепи вы получаете повышенную производительность распиловки, относительную простоту заточки, при которой не требуется скрупулёзно соблюдать углы. В то же время работа с чипперной цепью создаёт повышенную нагрузку на инструмент и несколько снижает качество работы.
- Для профессионального использования предназначена оснастка с чизельным профилем, который внешним видом напоминает цифру 7. Точность реза здесь будет выше, однако в обслуживании такие цепи намного сложнее. При заточке нужно точно выдерживать уголь, а при работе не допускать попадания грязи, которая быстро затупит режущие кромки.
Итак, если для вас главное – производительность, а качество не столь критично, стоит выбирать оснастку с чипперным профилем. Если в приоритете профессионализм и качество работы, то вам подойдёт цепь с зубцами чизельного профиля.
Выбор по характеристикам цепного профиля
Одна из ключевых характеристик, определяющая глубину реза. Она определяется высотой профиля зубьев, которые будут врезаться в древесный массив, выбирая стружку определенного размера. Опытные плотники и лесники рекомендуют при необходимости стачивать ограничители профиля, что позволит нарастить глубину резки, но это стоит делать лишь в крайних случаях. Новые же цепи следует приобретать точно под определенную глубину. Например, какая цепь лучше для бензопилы, которую планируется использовать в домашнее хозяйстве? В большинстве случаев можно ограничиваться низкопрофильной оснасткой на 0,635 мм. Такой выбор любителям стоит делать не только по соображениям достаточной производительности, но и в силу эргономических причин. Высокий профиль на 0,762 мм закономерно считается более эффективным, поэтому его почти всегда задействуют при валке деревьев или поточной резке крупных бревен. Но такие цепи вместе с высоким профилем получают большой шаг и крупный хвостовик, а это увеличивает вибрационную отдачу и в целом делает поведение пилы более агрессивным. Далеко не каждый любитель сможет справиться с таким инструментом.
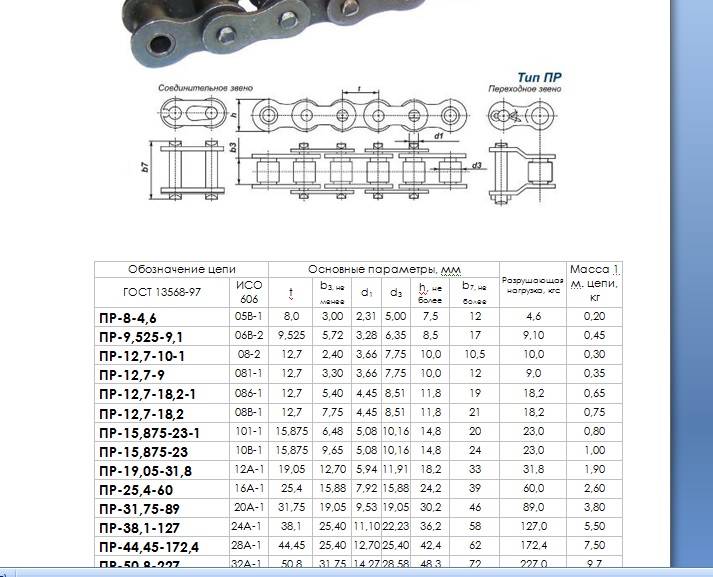
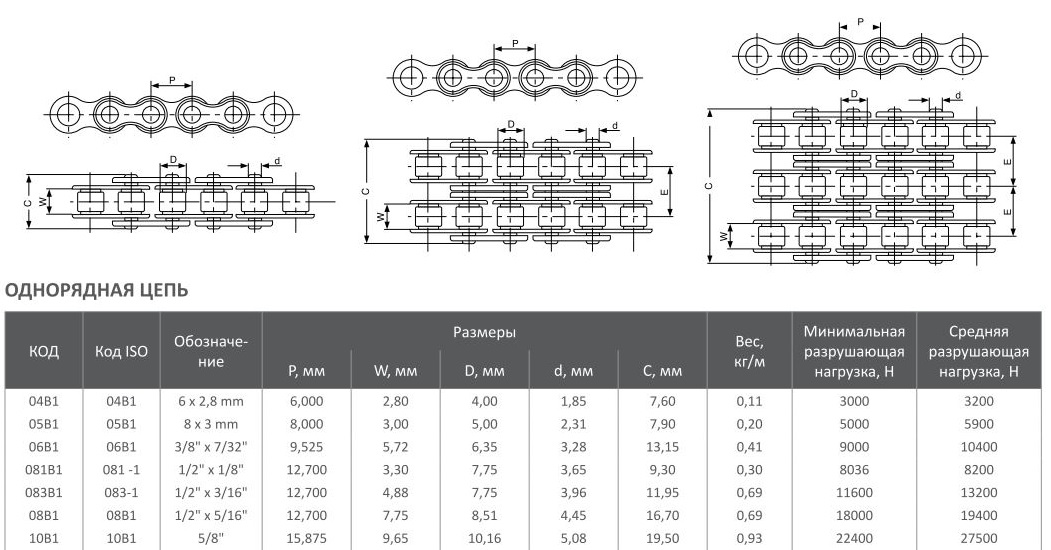
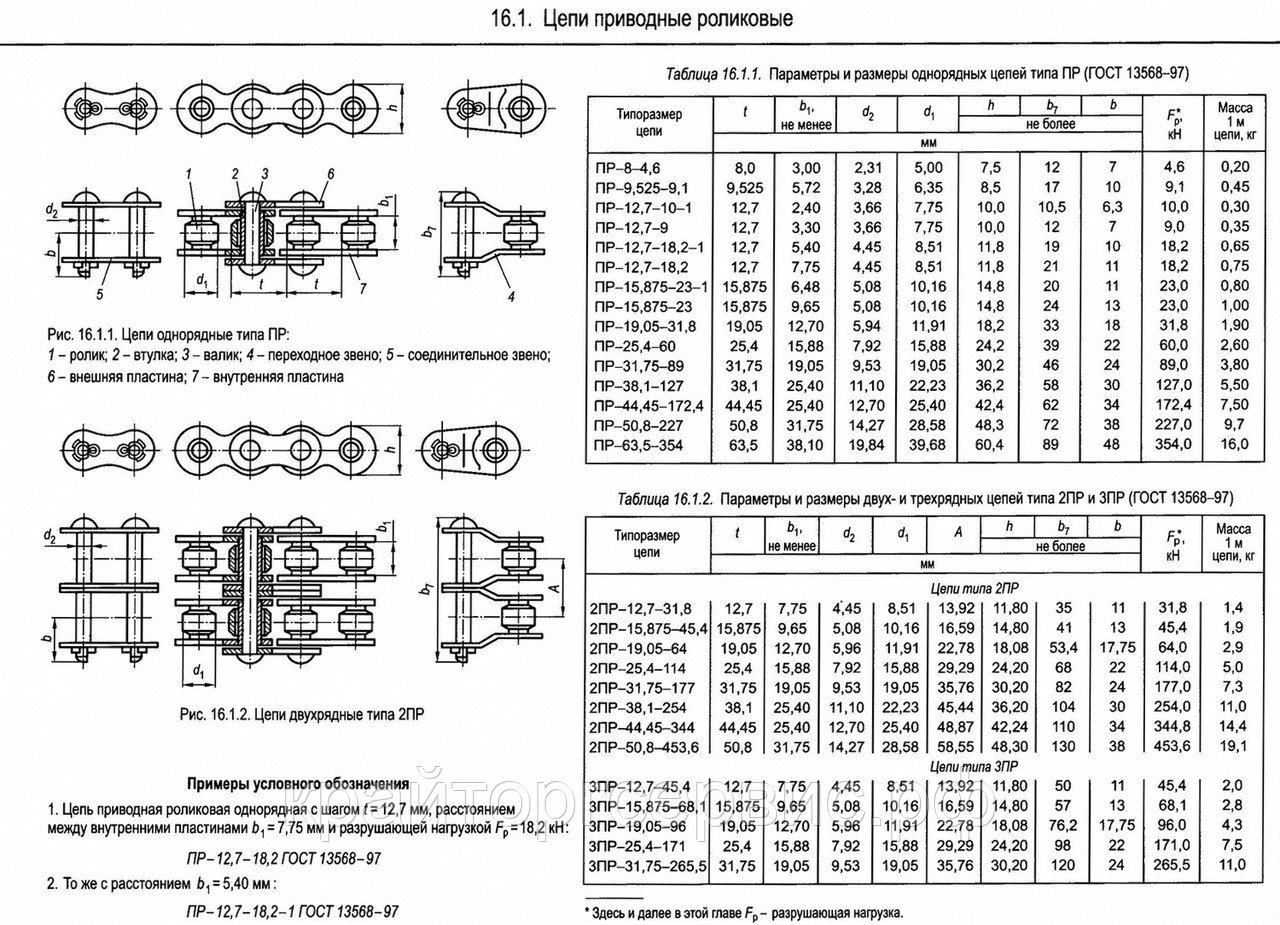
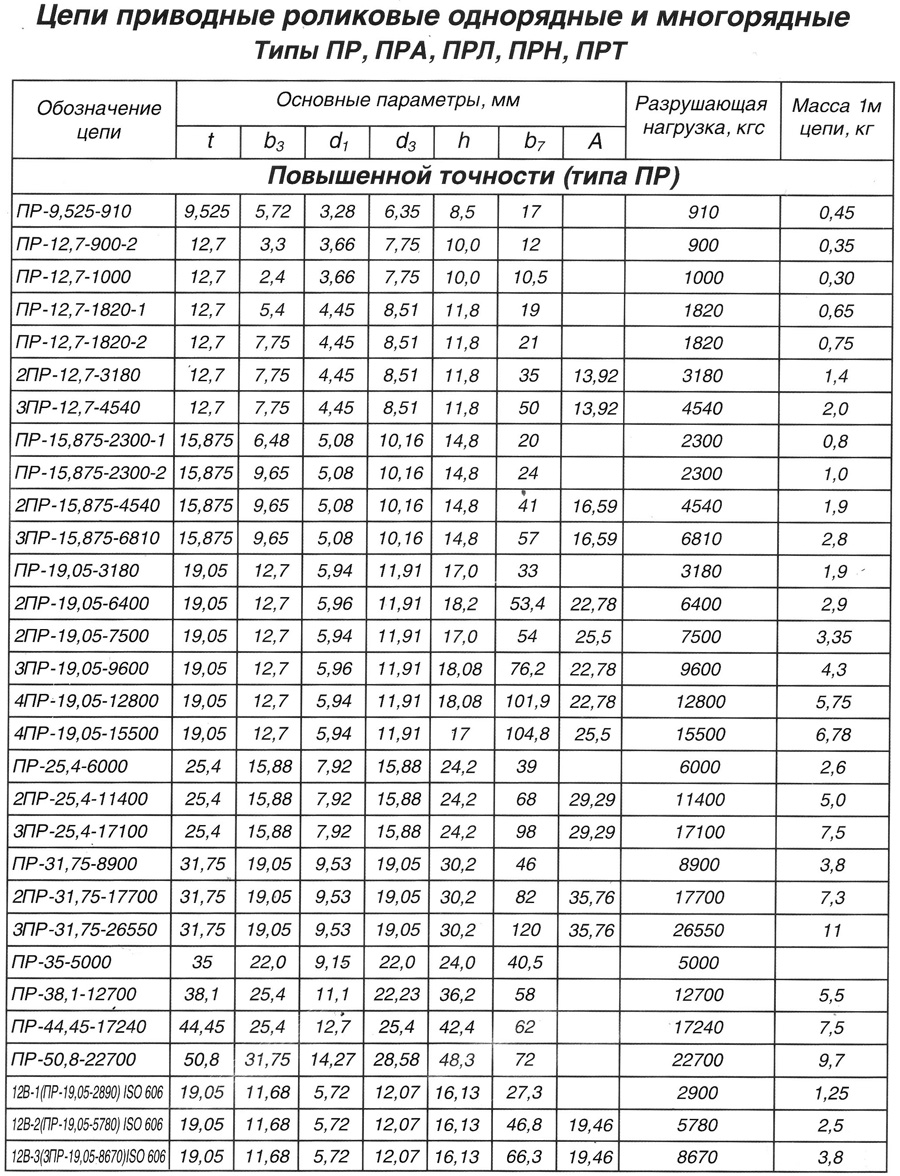
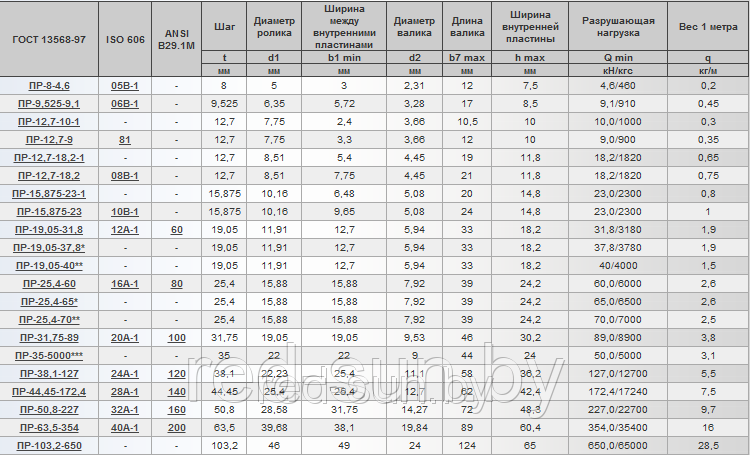
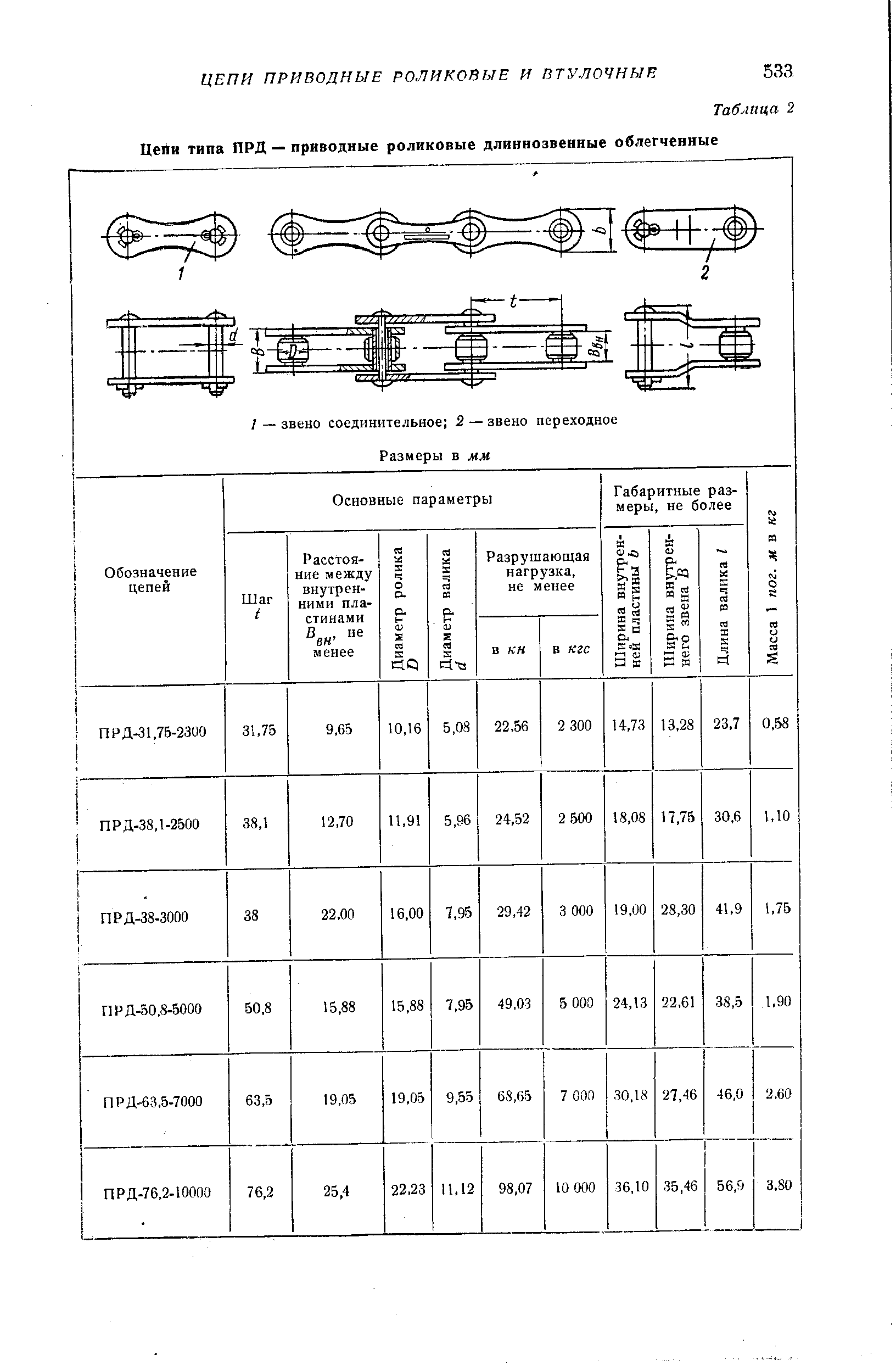
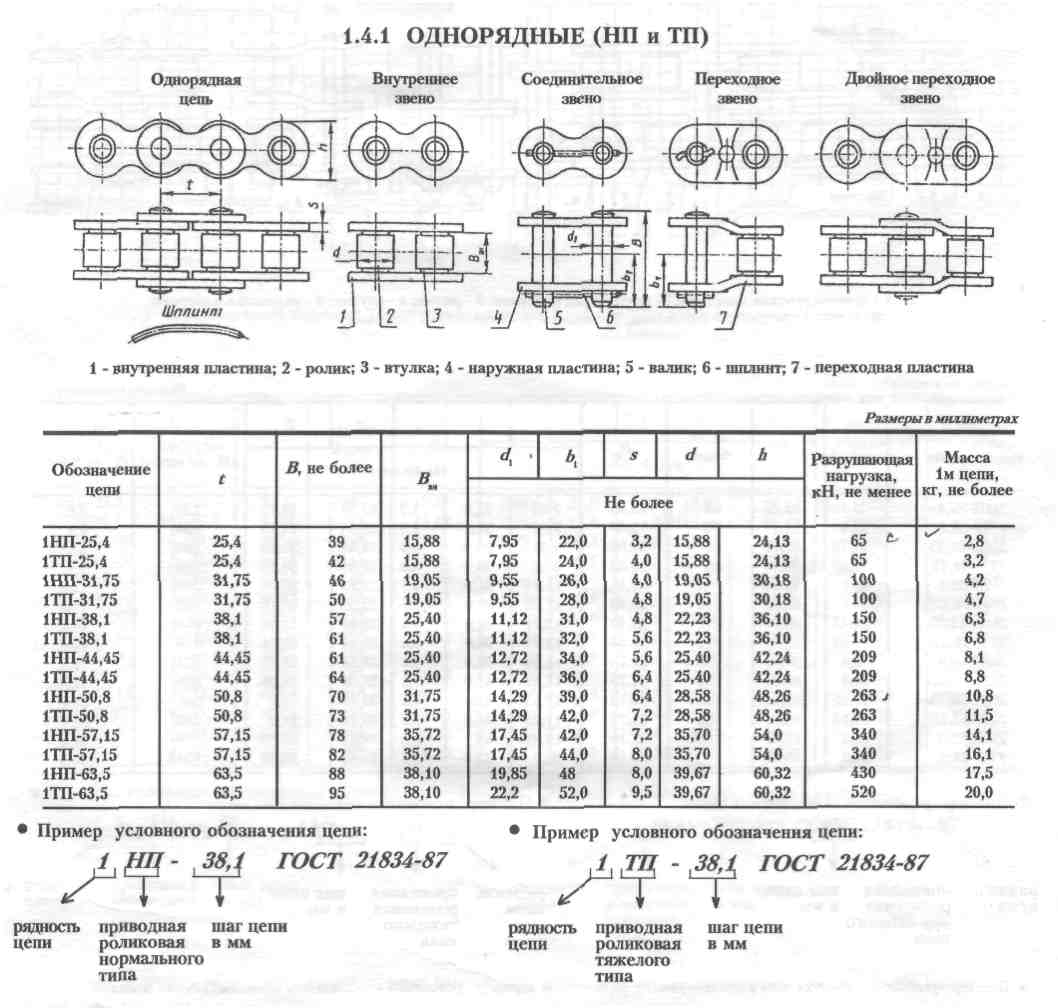
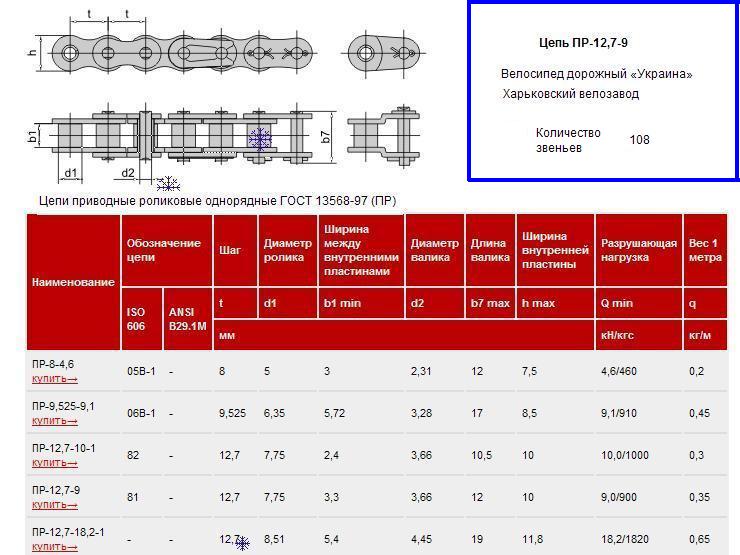
Цепи роликовые — описание и размеры

Пример условного обозначения: 2ПР-19,05-64 ГОСТ 13568-97
2 – рядность цепи
ПР- приводная роликовая
19,05 – шаг цепи, мм
64 – разрушающая нагрузка, кН
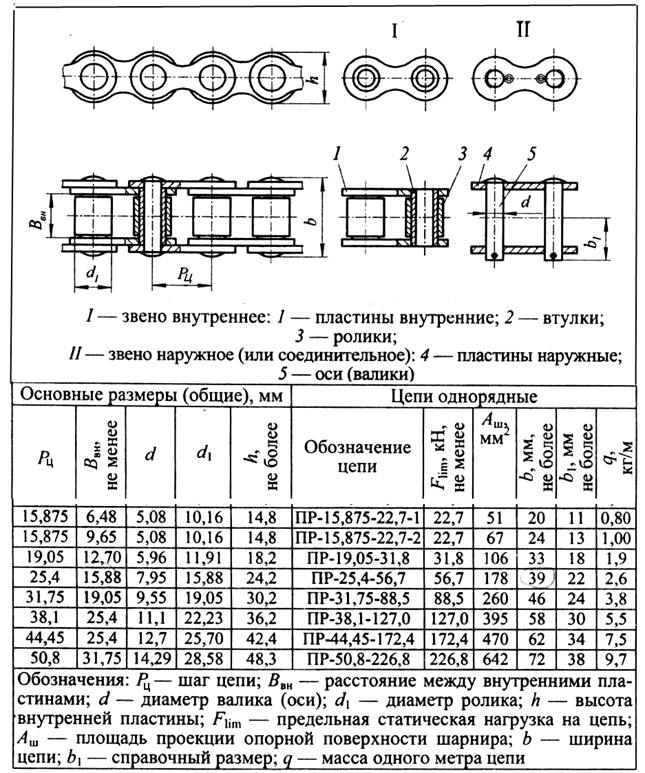
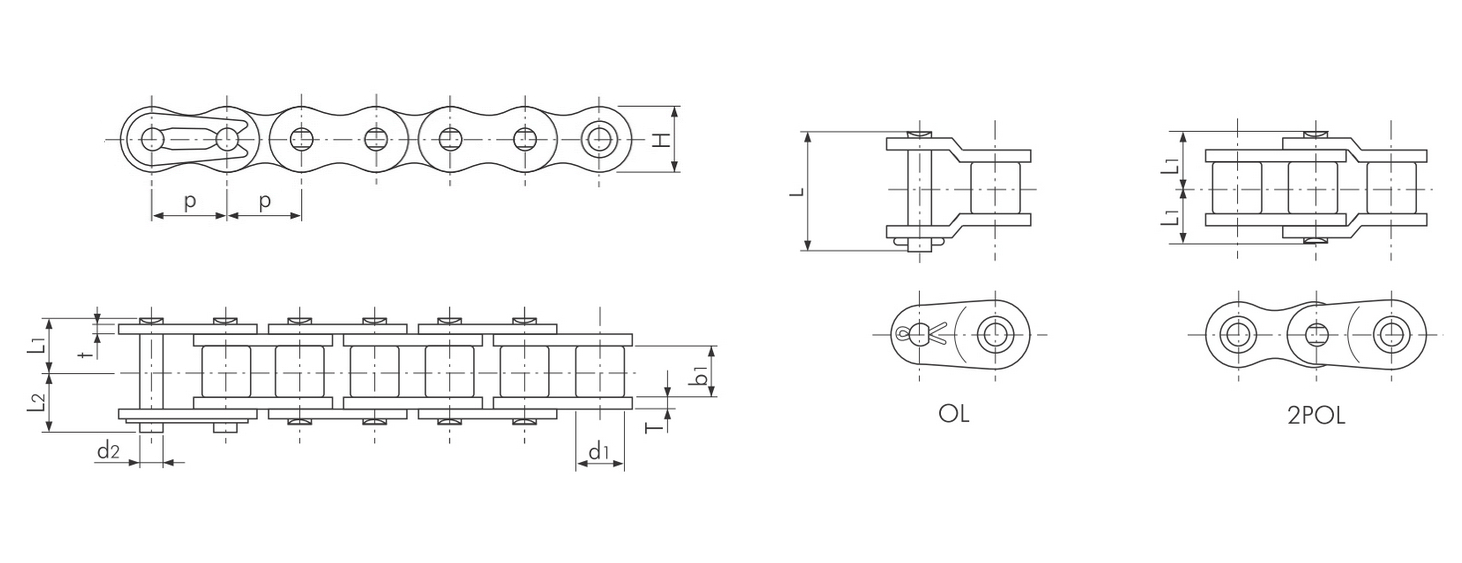
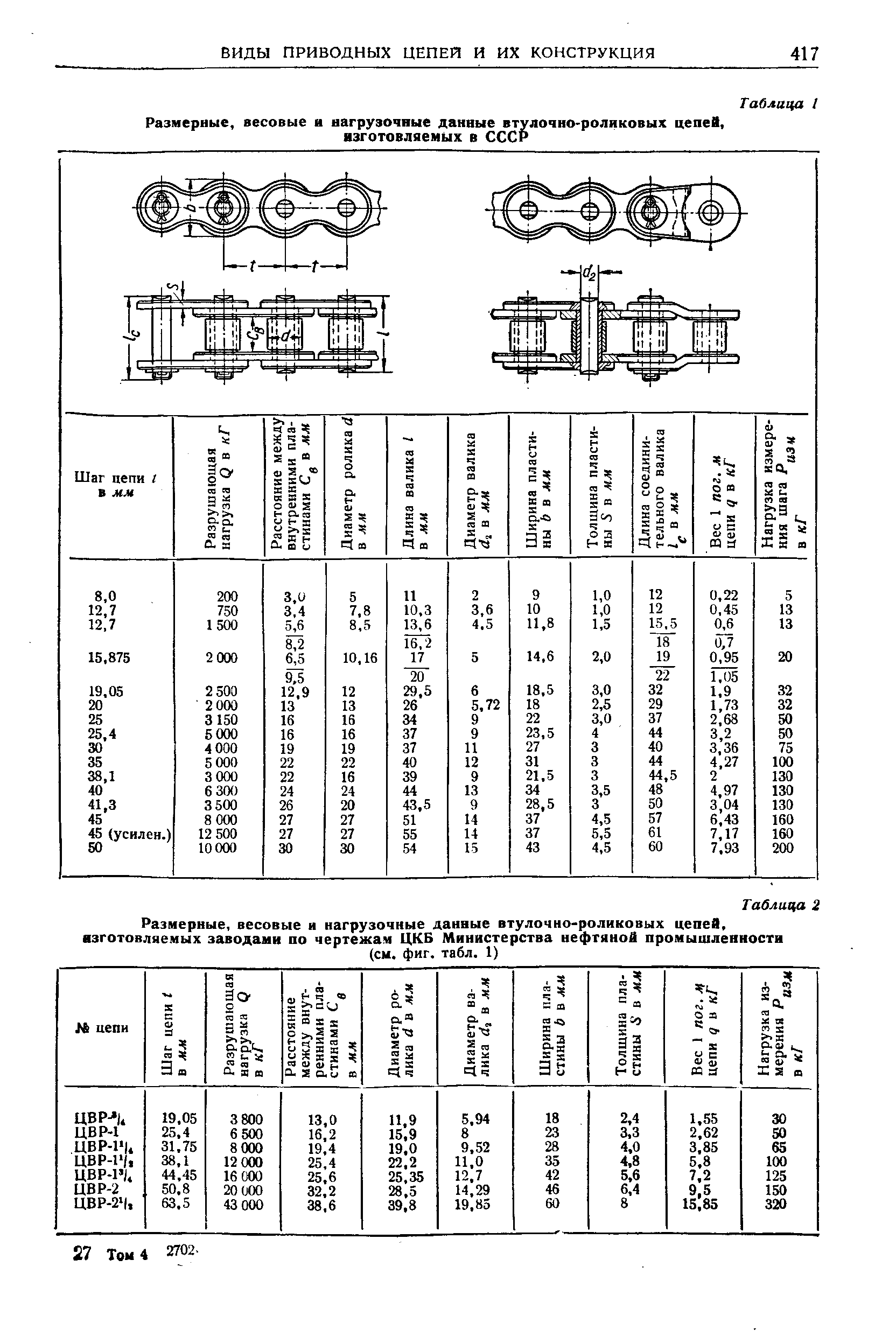
Основные параметры цепей.
Основные параметры цепи – шаг (t), расстояние между внутренними пластинами (b1) и разрушающая нагрузка (Q). Сегодня производители, как отечественные, так и иностранные выпускают роликовые цепи широкого диапазона для приводов абсолютно любого назначения с шагом от 8,0 до 103,2 мм. Цепи мелкого шага применяются в основном в малонагруженных приводах, крупного шага в нефтяной и металлургической промышленностях.

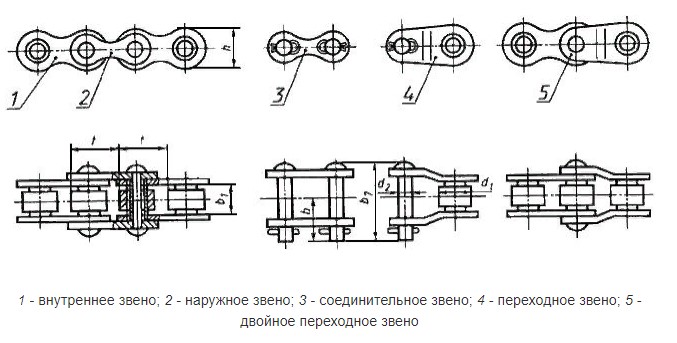
Виды приводных цепей.
Приводная роликовая цепь может быть однорядной или многорядной, разборной и неразборной. Применение в приводах многорядных цепей дает возможность существенно увеличить передаваемую мощность без существенных изменений размеров привода. Конструктивно такая цепь отличается от однорядной только длиной валика. В том случае, когда доступ к цепи в эксплуатации затруднен, вместо неразборной конструкции могут использоваться цепи разборные, в которых наружная пластина с одной или двух сторон замыкается с помощью штифта или шплинта. Такое решение нашло широкое применение в нефтяной промышленности, где приводные роликовые цепи применяются в составе буровых установок.
Аналоги отечественных цепей
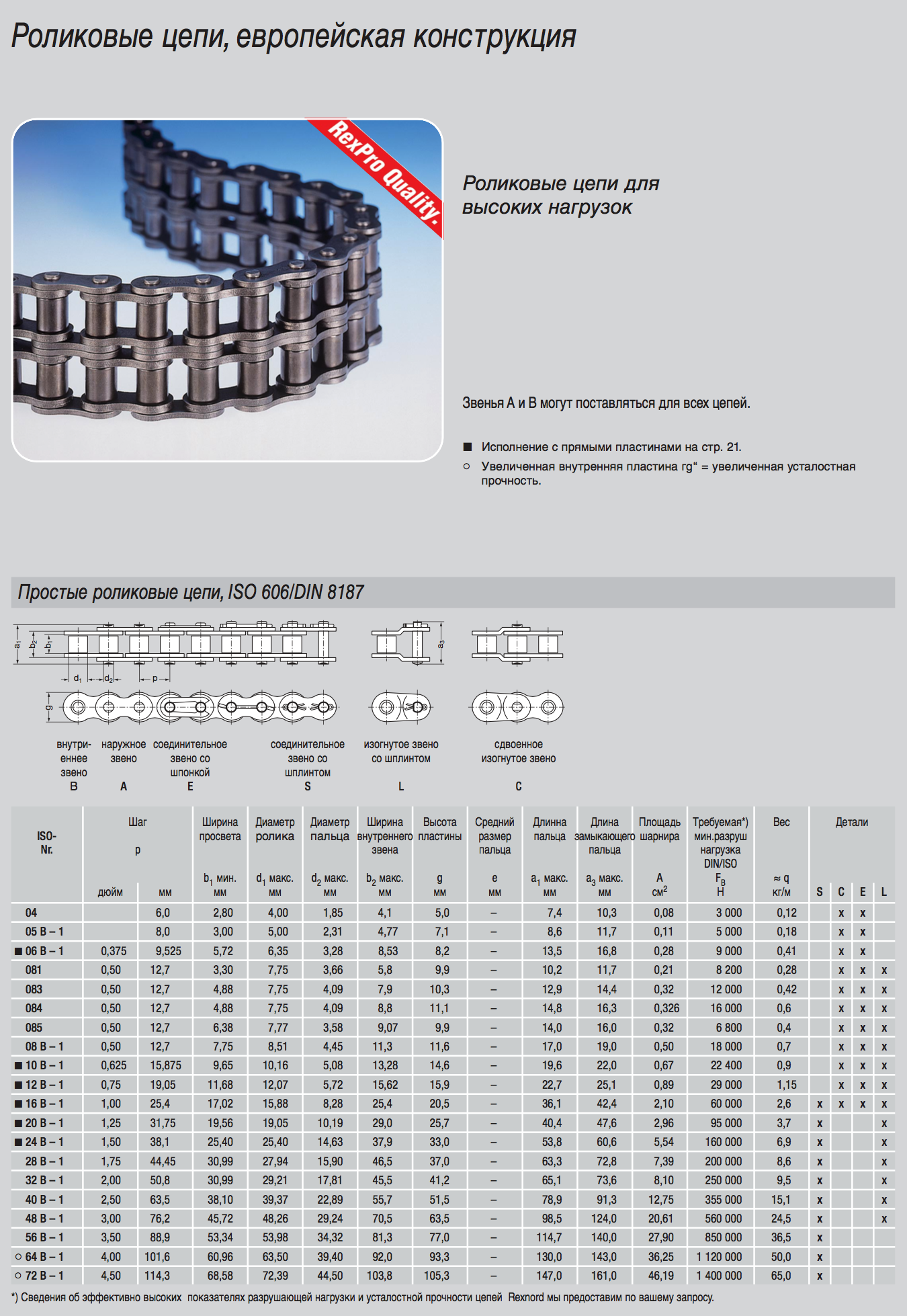
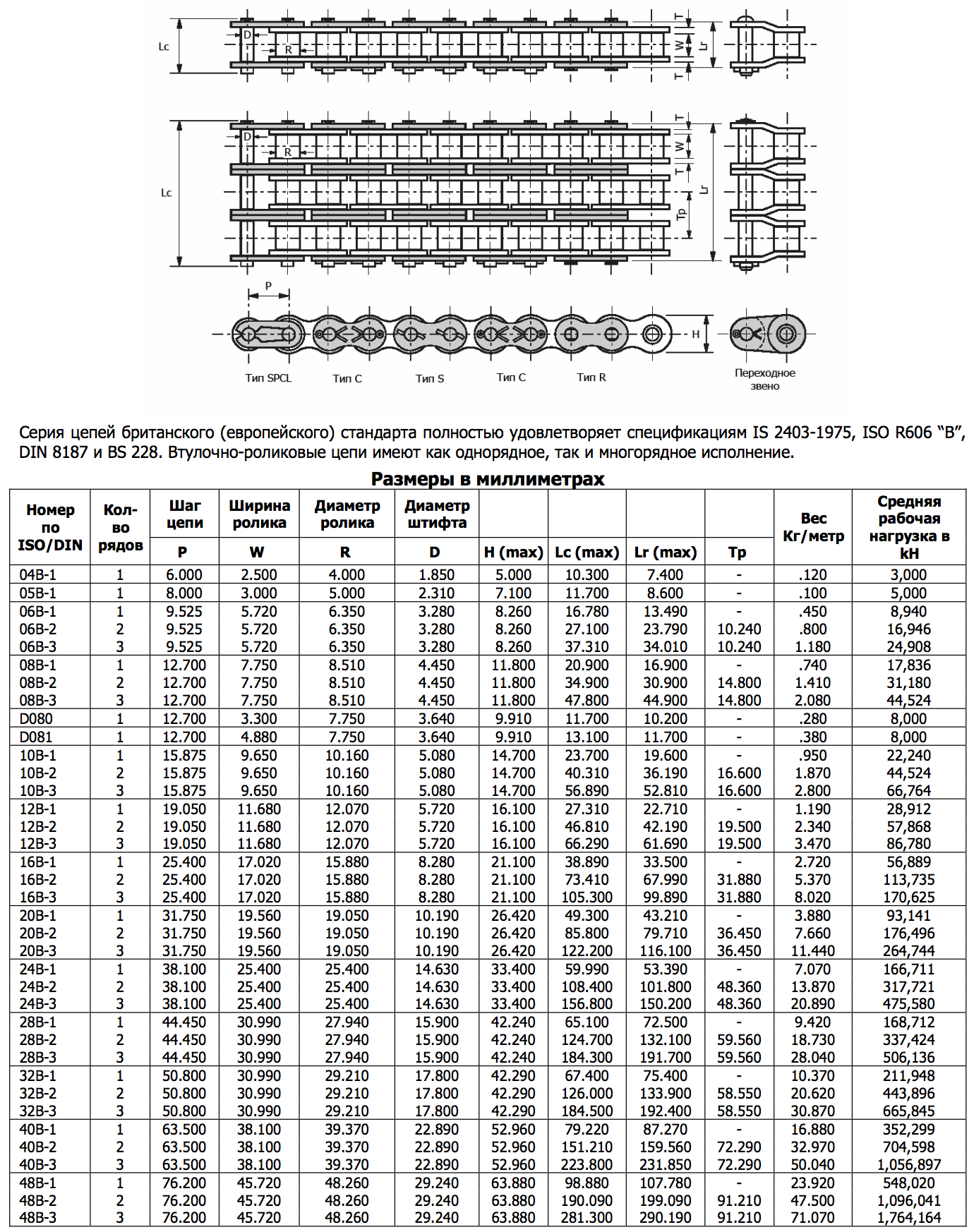
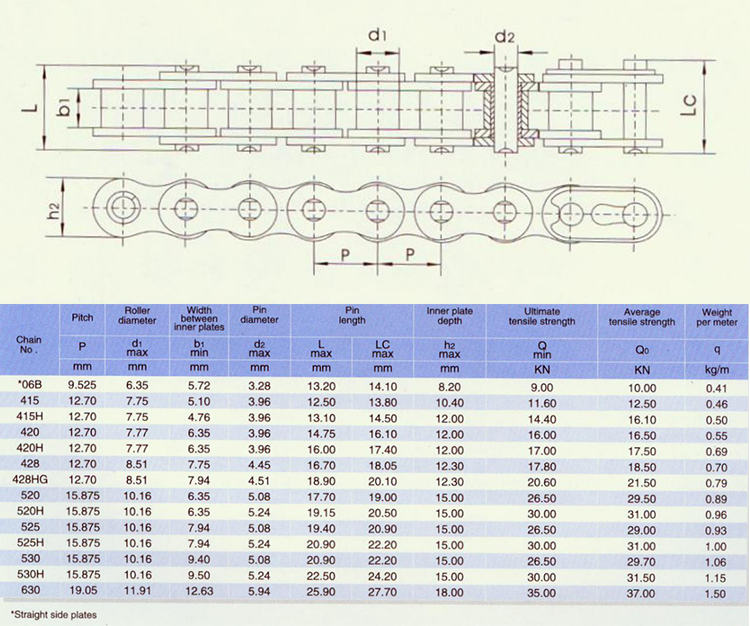
Цепи стандарта BS/ISO
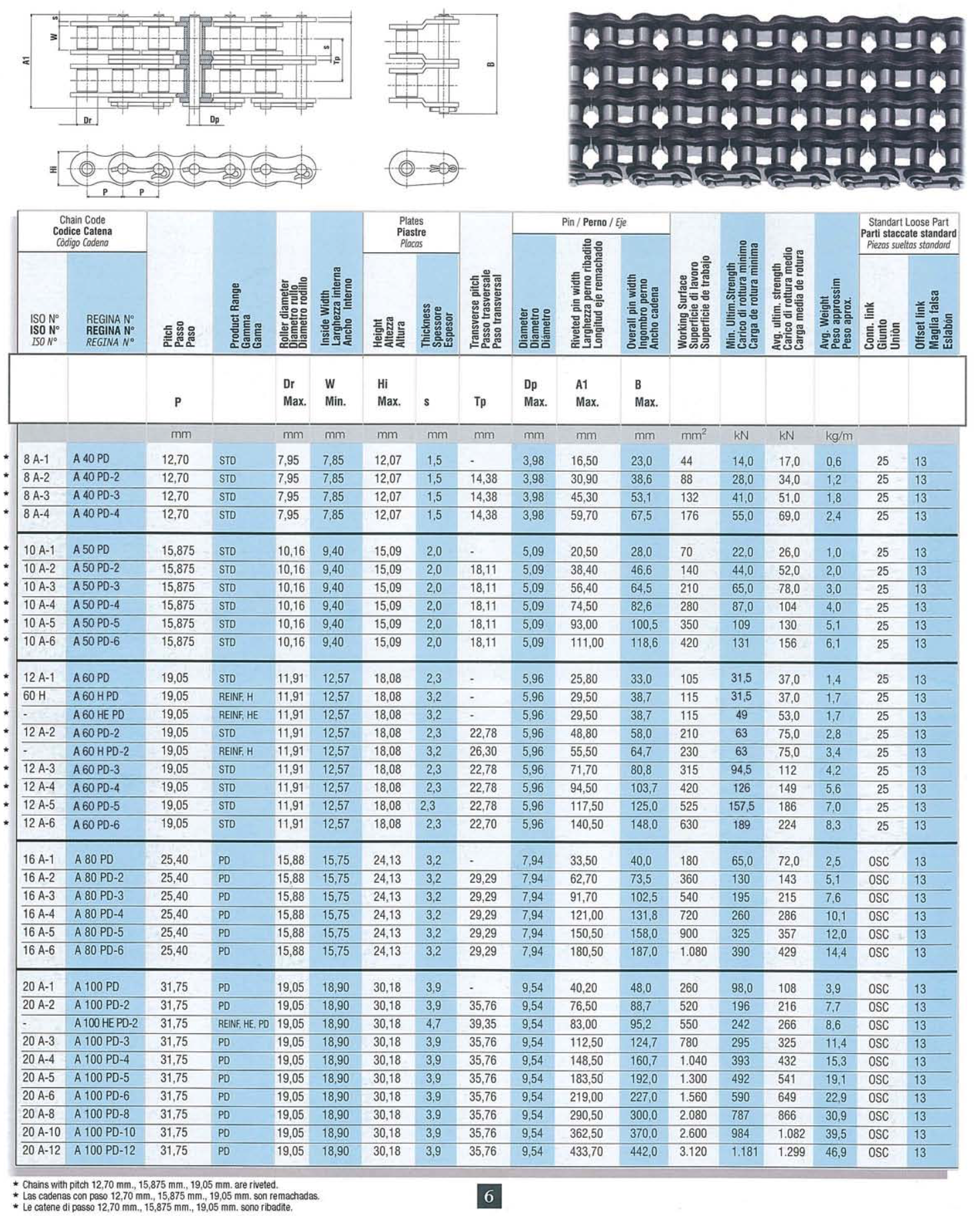
Цепи, произведенные в соответствии с Европейскими стандартами регулируются требованиями ISO606, BS228 и DIN 8187. Шаг цепи находится в диапазоне от 6 мм (0,236 дюйма) до 114,3 мм (4,500 дюйма). Данные цепи характеризуются большим, чем у аналогичных цепей ANSI, диаметром штифта. Это позволяет увеличить износостойкость, благодаря большей поверхности контакта. Обозначение цепей BS расшифровывается следующим образом. Например, двухрядная цепь с шагом 1/2 дюйма обозначается 08B-2. Первые две цифры – размер шага в 1/16 дюйма (в шестнадцатых долях дюйма), поэтому 08 = 8/16 или 1/2 дюйма. Буква B указывает на европейский стандарт BS/ISO. Суффикс 2 обозначает количество рядов цепи, в данном случае обозначает двухрядную цепь. Цепи BS схожи со стандартными цепями ANSI и имеют одинаковый шаг. Однако присутствуют существенные отличия в размерах, которые отличают их от стандартных цепей ANSI.
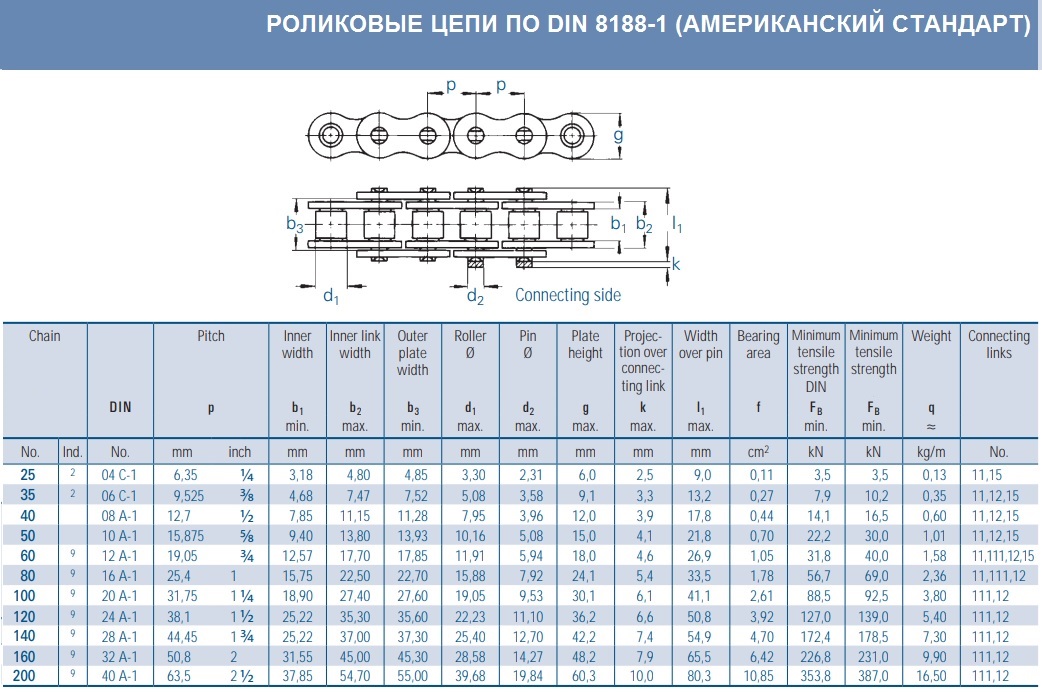
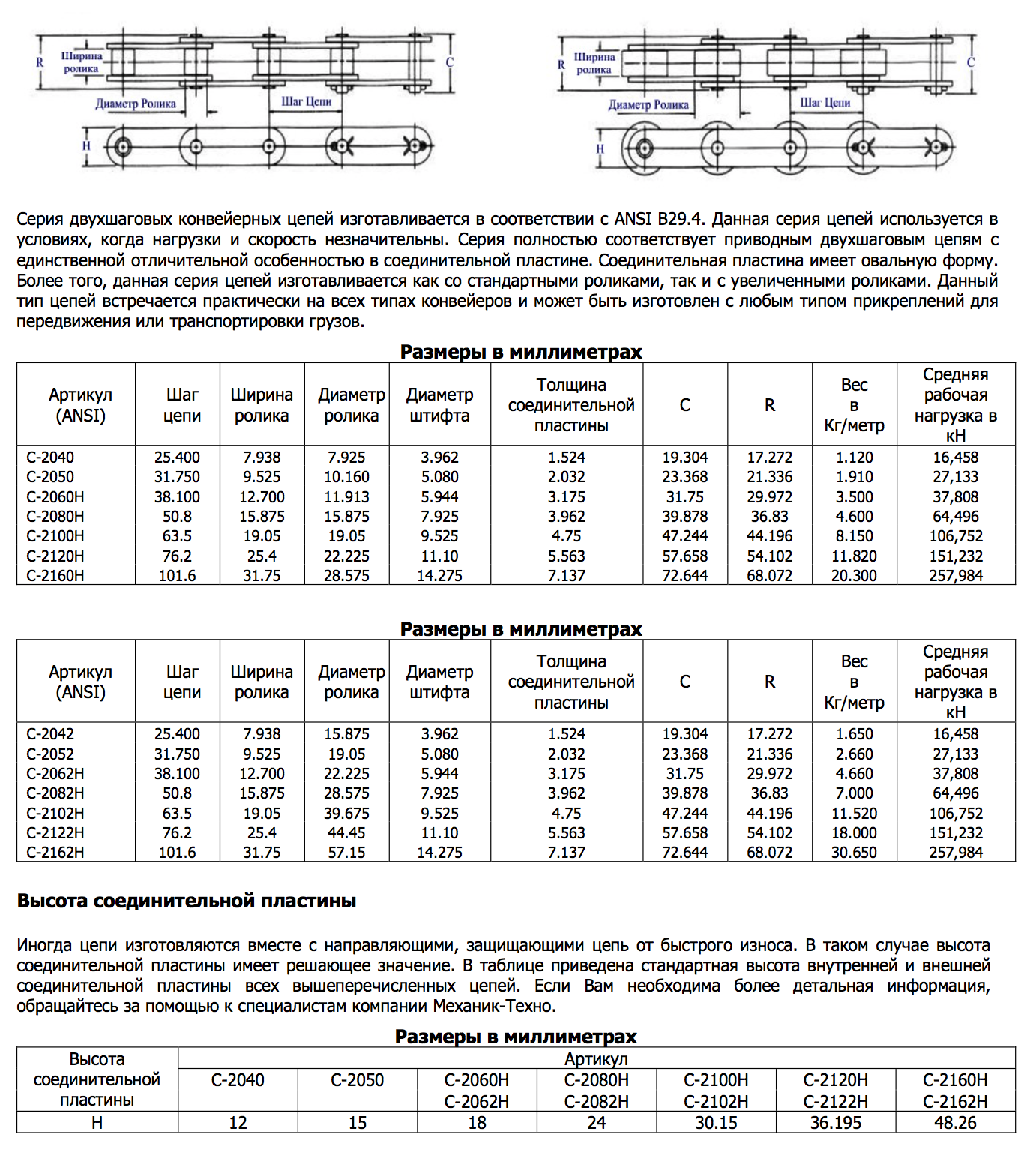
Цепи стандарта ANSI
Цепи ANSI изготавливаются согласно требованиям стандартов ISO 606, ANSI B29.1 и DIN 8188. Шаг цепи, находится в диапазоне от 1/4 до 3 дюймов. У цепей ANSI диаметр штифта меньше, чем у их аналогов BS/ISO. Поэтому, износостойкость понижена по сравнению с аналогичными цепями BS/ISO. Имеется одно исключение: цепь с шагом 5/8 дюйма, у которой диаметры втулки и штифта больше, чем у аналогичной цепи BS/ISO. Цепи ANSI обычно обозначаются в соответствии с системой ANSI. Например, обозначение для двухрядной цепи с шагом в 1/2дюйма будет ANSI 40-2. Обозначение ANSI читается следующим образом: первая цифра обозначает шаг в 1/8 дюйма (в восьмых долях дюйма), т.е. 4/8 = шаг в 1/2 дюйма. Вторая цифра обозначает тип цепи, например: 0 — роликовая цепь, 5 — втулочную цепь, 1 — узкая серия и т.п.. Суффикс, как и в случае цепей BS/ISO, обозначает количество рядов цепи. Так, например, 2 — двухрядная цепь.
Типы соединения
Для облегчения установки и демонтажа цепи применяют соединительные замки. Деталь составлена из двух складывающихся пластинок. В одну из сторон запрессован металлический стерженек (штырь). Производители выпускают модели с разным видом соединения. Например, SRAM Power Link и КМС выпускают байки с соединительным замком. Shimano и Campagnolo изготавливают велоцепи без связующего звена. Замки для односкоростной и многоскоростной цепи различают по способу блокировки. Так, в многоскоростную заклепки «вмонтированы» в конструкцию и не выступают над боковыми пластинами. Современные изобретатели пробуют установить на соединения уплотнения, напоминающие мотоциклетное устройство.
Стандарты, определяющие размеры приводных роликовых цепей
Для стандартизации размеров цепей в разных регионах и странах разработаны собственные Стандарты, которые регламентируют параметры и характеристики не только приводных цепей, но и других видов, а также звездочек для них. Отсутствие единого мирового Стандарта, а также импорт оборудования и техники, накладывает ряд сложностей в подборе цепей по размеру.
Наиболее известные стандарты: ГОСТ (ГОСТ 13568-97 — российский стандарт по приводным цепям, применяемый и в странах СНГ), ISO, DIN (ISO 606, DIN 8187, DIN 8188 – стандарт, применяемый в европейских странах), ANSI (ANSI B29.1M — стандарт, который применяется в США). Все стандарты описывают типы, параметры и размеры цепей, особенности выбора шага цепей и их маркировки, марки стали, а также множество других вопросов. Главным вопросом остается размерный ряд цепей и их соответствие в разных Стандартах (аналоги цепей).
Так как первые стандарты роликовых цепей создавались в дюймовой системе, то ряд размеров цепей соответствует долям дюйма, а уже затем он переводится в международную метрическую систему и указывается в миллиметрах.
Параметры и режимы ускоренных стендовых испытаний цепей на надежность
В.1 Установлены следующие группы испытаний цепей:
А – для цепей, работающих преимущественно в передачах мотоциклов, мотороллеров, в масляной ванне или при периодической смазке;
Б – для цепей, работающих преимущественно в открытых тихоходных передачах при периодической смазке (передачи сельскохозяйственных и им подобных машин);
В – для цепей, работающих в приводах машин общепромышленного назначения в условиях периодической смазки;
Г – для цепей, работающих преимущественно в быстроходных передачах в масляной ванне.
В.2 Условия стендовых испытаний цепей на надежность должны соответствовать указанным в таблицах , .
В.3 Расчетную нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам таблиц и , определяют путем умножения расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для двухрядной цепи;
2,5 – для трехрядной цепи;
3,0 – для четырехрядной цепи.
В.4 Продолжительность испытания согласно таблицам , указана с учетом времени периода приработки.
Для многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и установленной безотказной наработки определяют умножением средней наработки до отказа и установленной безотказной наработки для соответствующих однорядных цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах , предельное увеличение длины отрезка цепи от его начального значения с числом звеньев по таблице 8 дано без учета износа в период приработки.
Таблица В.1 – Группа испытания А
Типоразмер цепи | Параметры базового корпуса | Режимы и результаты испытаний | Предельное увеличение длины измеряемого отрезка, мм | ||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращенияведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | |||
ведущей | ведомой | ч | |||||||
ПР-8-4,6 | 120 | 21 | 21 | 3200 | 25 | 10 | 1000 | 660 | 1,2 |
ПР-9,525-9,1 | 120 | 21 | 21 | 3000 | 60 | 15 | 1100 | 700 | 1,4 |
ПВ-9,525-11,5 | 44 | 15 | 31 | 2600 | 36 | 40 | 1100 | 700 | 2,0 |
ПВ-9,525-13 | 66 | 24 | 52 | 2600 | 53 | 40 | 1100 | 700 | 2,0 |
2ПВ-9.525-20 | 66 | 24 | 52 | 2600 | 65 | 40 | 1100 | 700 | 3,0 |
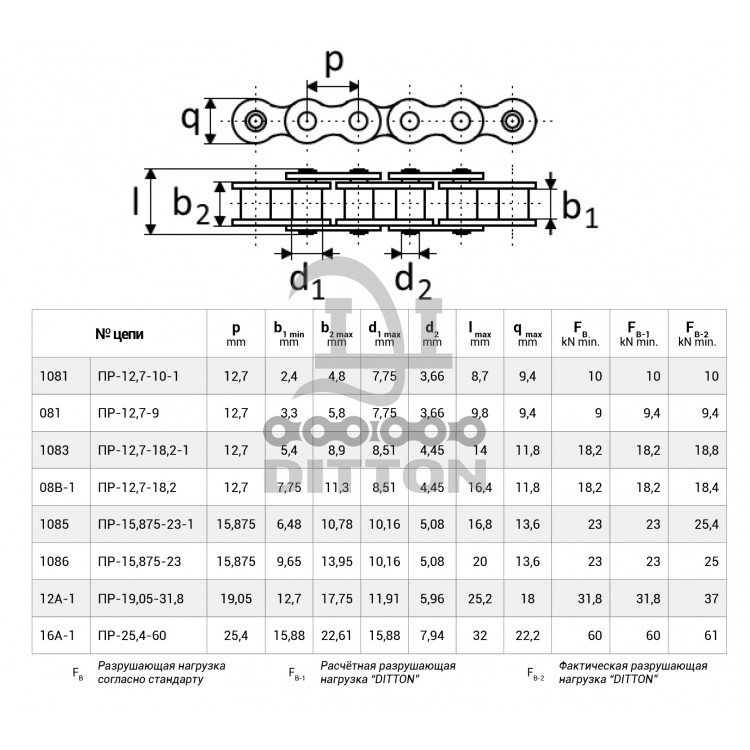
ПР-12,7-10-1 | 112 | 19 | 48 | 1200 | 40 | 20 | 950 | 600 | 1,9 |
ПР-12,7-9 | 112 | 19 | 48 | 1200 | 50 | 20 | 950 | 600 | 1,9 |
ПР-12,7-18,2-1 | 110 | 17 | 40 | 1200 | 125 | 60 | 1100 | 700 | 2,5 |
ПР-12,7-18,2 | 110 | 17 | 44 | 1280 | 140 | 60 | 1100 | 700 | 2,5 |
ПР-15,875-23-1 | 100 | 16 | 42 | 1180 | 175 | 60 | 1100 | 700 | 3,1 |
ПР-15,875-23 | 100 | 16 | 42 | 1180 | 220 | 60 | 1100 | 700 | 3,1 |
Таблица В.2 – Группа испытания Б
Типоразмер цепи | Параметры базового контура | Режимы и результаты испытаний | |||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | Предельное увеличение длины измеряемого отрезка цепи, мм | ||
ведущей | ведомой | ч | |||||||
ПР-19,05-31,8 | 110 | 19 | 19 | 1200 | 200 | 40 | 1200 | 760 | 1,9 |
ПР-25,4-60 | 110 | 19 | 19 | 800 | 400 | 65 | 900 | 570 | 1,9 |
ПР-31,75-89 | 100 | 17 | 17 | 600 | 605 | 100 | 850 | 540 | 2,4 |
ПР-38,1-127 | 100 | 17 | 17 | 450 | 945 | 150 | 850 | 540 | 2,3 |
ПР-44,45-172,4 | 100 | 17 | 17 | 350 | 1025 | 200 | 800 | 500 | 1,8 |
ПР-50,8-127 | 94 | 17 | 17 | 280 | 1470 | 250 | 750 | 460 | 1,8 |
ПР-63,5-354 | 94 | 17 | 17 | 220 | 2320 | 300 | 650 | 410 | 1,5 |
Ключевые слова: приводные роликовые и втулочные цепи, размеры, разрушающая нагрузка
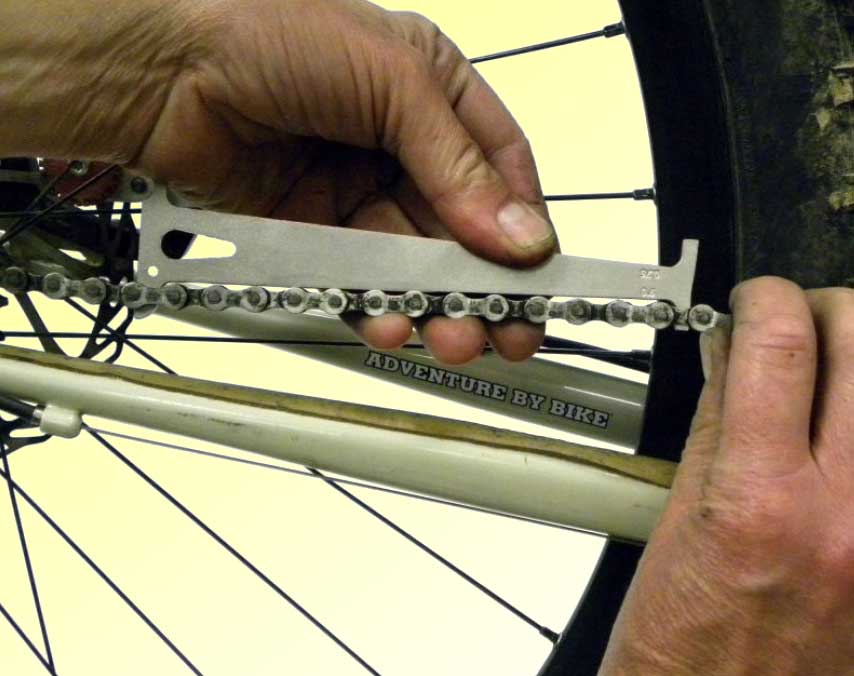
Измерение допустимого удлинения многоскоростной велоцепи
В многоскоростных байках допустимое расстояние удлинения ограничивается 1% от общей длины.
Цепи измеряются участком с 24 звеньями, что соответствует 1 футу по международным стандартам и 304.8 мм по метрической системе мер.

Проверять степень удлинения можно обычной линейкой, специальным калибром и штангенциркулем.

Измерение допуска линейкой
Для определения степени изношенности взять длинную линейку, натянуть цепь и измерить от расстояния любой оси до точки 24-ой оси после неё.
Если длина велоцепи составляет 304.8-306.4 мм – то допустимое удлинение между осями – 0.52%~ 1.6/1.8; при длине 396.4-397.9 мм – допуск – 0.52-1.02% общей длины (~2.0 мм).
Трансмиссия многоскоростной системы функционирует при предельном удлинении до 1%, дальнейший износ увеличивает расстояние между осями и систематически изнашивает все детали механизма передач.
Второй вариант проверки изношенности с применением специальных калибров: индикатор износа цепи велосипеда указывает степень допустимого удлинения в процентных соотношениях от 0; 0.5 до 0.75 и 1.
Для измерения изношенности стороны калибра вставляются в полые оси:
- Шаблонные скобы 0.5-0.75 не входят в полость между звеньями – велоцепь новая и не требует замены.
- Шаблон скоб 0.5-0.75 спокойно входит в полый промежуток – сильный износ, требуется срочно менять велоцепь.
- Скобы от 0.75 до 1 полностью входят между роликами – сильная изношенность деталей. В таком случае меняется велоцепь и передние звезды трансмиссии.
Замер износа цепи велосипеда специальным инструментом
На штангенциркуле устанавливается положение 119 мм, измерительные концы вставляются между роликами и раздвигаются до упора.
По результату определяется степень износа (мм):
- 119,7 до 120,6 – стандартный промежуток новой велоцепи;
- 120,6 до 120,9 – срочная смена велоцепи;
- Более 120,9 – срочная смена велоцепи и кассеты.

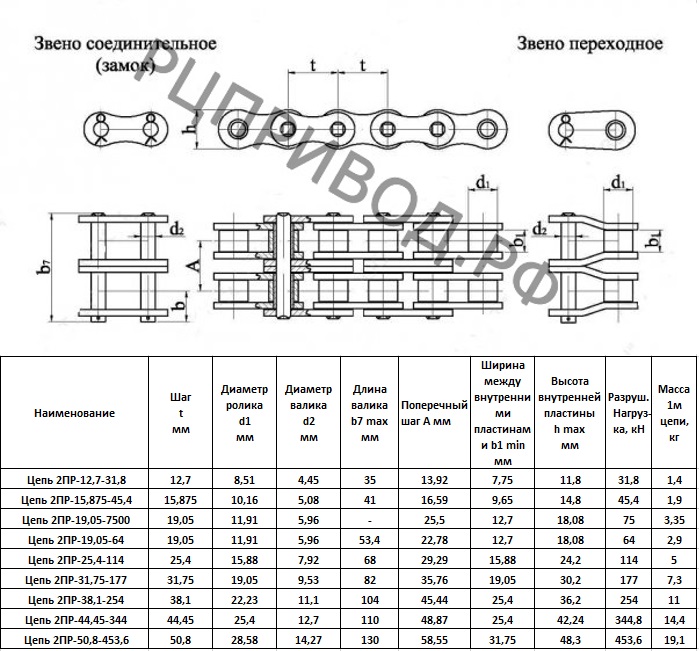
Цепи двухрядные роликовые
DIN ISO | A&S | pxb1 | P (мм) | b1 (мм) | d1 (мм) | G (мм) | Si (мм) | Sa (мм) | d2 (мм) | L2 (мм) | k (мм) | Fbмин (Н) | q (кг/м) |
05В-2 | 1181-2 | 8,00 | 3,00 | 5,00 | 7,10 | 0,73 | 0,73 | 2,31 | 14,30 | 3,10 | 9000 | 0,36 | |
06В-2 | 2192 | 3/8х7/32 | 9,525 | 5,72 | 6,35 | 8,20 | 1,25 | 1,00 | 3,28 | 23,80 | 3,30 | 17300 | 0,78 |
08В-2 | 1603-2 | 1/2х5/16 | 12,70 | 7,75 | 8,51 | 11,80 | 1,50 | 1,50 | 4,45 | 31,00 | 3,90 | 32000 | 1,35 |
10В-2 | 1623-2 | 5/8х3/8 | 15,875 | 9,65 | 10,16 | 14,70 | 1,50 | 1,50 | 5,08 | 36,20 | 4,10 | 46800 | 1,85 |
12В-2 | 1642-2 | 3/4х7/16 | 19,05 | 11,68 | 12,07 | 16,10 | 1,76 | 1,76 | 5,72 | 42,20 | 4,60 | 59000 | 2,50 |
16В-2 | 1666-2 | 1х,67 | 25,40 | 17,02 | 15,88 | 21,00 | 4,00 | 3,00 | 8,28 | 68,00 | 5,40 | 110000 | 5,40 |
20В-2 | 1682-2 | 1 1/4х3/4 | 31,75 | 19,56 | 19,05 | 26,40 | 4,40 | 3,50 | 10,19 | 79,70 | 6,10 | 180000 | 7,20 |
24В-2 | 1702-2 | 1 1/2х1 | 38,10 | 25,40 | 25,40 | 33,40 | 5,90 | 5,00 | 14,63 | 101,00 | 6,60 | 280000 | 13,50 |
28В-2 | 4477-2 | 1 3/4х1 7/32 | 44,45 | 30,99 | 27,94 | 37,00 | 7,62 | 6,35 | 15,90 | 124,00 | 7,40 | 360000 | 16,60 |
32В-2 | 5175-2 | 2х1 7/32 | 50,80 | 30,99 | 29,21 | 42,20 | 7,11 | 6,35 | 17,81 | 126,00 | 7,90 | 450000 | 21,00 |
40В-2 | 6375-2 | 2 1/2х1 1/2 | 63,50 | 38,10 | 39,37 | 52,90 | 8,64 | 8,10 | 22,89 | 154,00 | 10,00 | 630000 | 32,00 |
48В-2 | 7685-2 | 3х1 4/5 | 76,20 | 45,72 | 48,26 | 63,80 | 12,19 | 10,16 | 29,24 | 190,00 | 10,00 | 800700 | 50,00 |
56В-2 | 8985-2 | 3 1/2х2 1/8 | 88,90 | 53,34 | 53,98 | 77,80 | 13,72 | 12,45 | 34,32 | 221,00 | 11,00 | 1112050 | 70,00 |
64В-2 | 1085-2 | 4х2 3/8 | 101,60 | 60,96 | 63,50 | 90,10 | 15,24 | 13,72 | 39,40 | 250,00 | 13,00 | 1423420 | 120,00 |
Типы велосипедных цепей
Всего существует 4 типа цепок, они имеют свои отличительные особенности.
Для односкоростных велосипедов

Это самый простой вид цепи, обычно устанавливается на бюджетных подростковых или детских велосипедах. Они подходят только для байков с 1 звездочкой на заднем колесе. Данный тип практически не изнашивается. Это обусловлено тем, что цепочка не изгибается, как на многоскоростных байках. Изготавливают их обычно из толстой стали, а пластины толстые и очень прочные.


Для многоскоростных велосипедов

Используются на велосипедах с переключателем скоростей. Главное отличие от односкоростных цепей в наличии зазора для изгиба цепи в стороны. Помимо этого, их пластины тоньше за счет того, что на многоскоростных велосипедах установлены менее широкие звездочки. Такие цепи практически постоянно имеют перекос, что негативно сказывается на их износе. Помимо этого стираются передние и задние звездочки велосипеда.
Облегченные велосипедные цепи
Могут быть как для односкоростных, так и для многоскоростных байков. Главное отличие это – пустые пины и наличие отверстий в пластинах. Это делает их легче своих аналогов примерно на 20-25 процентов. Обычно такие цепи используются гонщиками в дисциплинах, где каждый грамм имеет значение. Из-за своих особенностей облегченные велосипедные цепочки растягиваются, изнашиваются и рвутся быстрее всего.
Цепи Халф-линк (Half-link)
Особенный вид, который отличается своим строением. Такая цепь не имеет внутренних или внешних звеньев, а состоит из повторяющихся элементов. Можно использовать на односкоростном и многоскоростном велосипеде.
Из плюсов можно выделить то, что их куда проще подогнать под необходимый размер байка. Но из минусов – это не совершенность конструкции, при которой основа очень быстро растягивается и изнашивается.
Параметры и режимы ускоренных стендовых испытаний цепей на надежность
В.1
Установлены следующие группы испытаний цепей:
А – для цепей,
работающих преимущественно в передачах мотоциклов, мотороллеров, в масляной
ванне или при периодической смазке;
Б – для цепей,
работающих преимущественно в открытых тихоходных передачах при периодической
смазке (передачи сельскохозяйственных и им подобных машин);
В – для цепей,
работающих в приводах машин общепромышленного назначения в условиях
периодической смазки;
Г – для цепей,
работающих преимущественно в быстроходных передачах в масляной ванне.
В.2 Условия
стендовых испытаний цепей на надежность должны соответствовать указанным в
таблицах , .
В.3 Расчетную
нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам
таблиц и , определяют путем умножения
расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для
двухрядной цепи;
2,5 – для
трехрядной цепи;
3,0 – для
четырехрядной цепи.
В.4
Продолжительность испытания согласно таблицам , указана с учетом времени периода приработки.
Для
многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и
установленной безотказной наработки определяют умножением средней наработки до
отказа и установленной безотказной наработки для соответствующих однорядных
цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах
, предельное увеличение длины отрезка цепи от
его начального значения с числом звеньев по таблице 8 дано без учета износа в
период приработки.
Таблица В.1 – Группа испытания А
Типоразмер цепи | Параметры базового корпуса | Режимы и результаты испытаний | Предельное увеличение длины измеряемого отрезка, мм | ||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращенияведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | |||
ведущей | ведомой | ч | |||||||
ПР-8-4,6 | 120 | 21 | 21 | 3200 | 25 | 10 | 1000 | 660 | 1,2 |
ПР-9,525-9,1 | 120 | 21 | 21 | 3000 | 60 | 15 | 1100 | 700 | 1,4 |
ПВ-9,525-11,5 | 44 | 15 | 31 | 2600 | 36 | 40 | 1100 | 700 | 2,0 |
ПВ-9,525-13 | 66 | 24 | 52 | 2600 | 53 | 40 | 1100 | 700 | 2,0 |
2ПВ-9.525-20 | 66 | 24 | 52 | 2600 | 65 | 40 | 1100 | 700 | 3,0 |
ПР-12,7-10-1 | 112 | 19 | 48 | 1200 | 40 | 20 | 950 | 600 | 1,9 |
ПР-12,7-9 | 112 | 19 | 48 | 1200 | 50 | 20 | 950 | 600 | 1,9 |
ПР-12,7-18,2-1 | 110 | 17 | 40 | 1200 | 125 | 60 | 1100 | 700 | 2,5 |
ПР-12,7-18,2 | 110 | 17 | 44 | 1280 | 140 | 60 | 1100 | 700 | 2,5 |
ПР-15,875-23-1 | 100 | 16 | 42 | 1180 | 175 | 60 | 1100 | 700 | 3,1 |
ПР-15,875-23 | 100 | 16 | 42 | 1180 | 220 | 60 | 1100 | 700 | 3,1 |
Таблица В.2 – Группа испытания Б
Типоразмер цепи | Параметры базового контура | Режимы и результаты испытаний | |||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | Предельное увеличение длины измеряемого отрезка | ||
ведущей | ведомой | ч | |||||||
ПР-19,05-31,8 | 110 | 19 | 19 | 1200 | 200 | 40 | 1200 | 760 | 1,9 |
ПР-25,4-60 | 110 | 19 | 19 | 800 | 400 | 65 | 900 | 570 | 1,9 |
ПР-31,75-89 | 100 | 17 | 17 | 600 | 605 | 100 | 850 | 540 | 2,4 |
ПР-38,1-127 | 100 | 17 | 17 | 450 | 945 | 150 | 850 | 540 | 2,3 |
ПР-44,45-172,4 | 100 | 17 | 17 | 350 | 1025 | 200 | 800 | 500 | 1,8 |
ПР-50,8-127 | 94 | 17 | 17 | 280 | 1470 | 250 | 750 | 460 | 1,8 |
ПР-63,5-354 | 94 | 17 | 17 | 220 | 2320 | 300 | 650 | 410 | 1,5 |
Ключевые слова: приводные роликовые и втулочные цепи,
размеры, разрушающая нагрузка
О размере шага
Главной характеристикой любой бензопильной цепи является её шаг, характеризующий расстояние между соседними зубьями. Для каждой модели пилы значение шага по умолчанию фиксированное и определяется характеристиками ведущей звёздочки и установленной шины. Поэтому просто так взять и поставить на свою мотопилу цепь с большим или меньшим шагом не получится. Для этого придётся менять и звёздочку с шиной. Но не всегда в этом есть смысл.
Безусловно, чем больше значение шага, тем выше производительность работы. Однако не следует гнаться за максимально возможной величиной – его следует выбирать с учётом мощности пилы:
- с увеличением шага возрастает скорость вращения цепи;
- увеличивается сопротивление древесины;
- возрастает нагрузка на двигатель.
В результате, если шаг не соответствует рабочим параметрам пилы, работа в таком режиме может привести к быстрому выходу инструмента из строя.
Кроме того, чем больше шаг пильной цепи, тем выше её агрессивность – она сильнее рвёт дерево. Одновременно увеличивается и ширина пропила. Удерживать и контролировать такой инструмент тоже будет намного сложнее.
Для удобства выбора все представленные на рынке варианты цепей стандартизированы под определённые размеры шага:
- 1/4 дюйма – самый маленький шаг, звенья расположены максимально близко друг к другу. Такая оснастка подходит для маломощных садовых пил.
- 325 дюйма – самый популярный вариант для пил начального класса мощностью в 3-3.5 л.с. Вибрации при пилении такой цепью минимальные, поэтому работа не утомляет, срез получается ровный, древесину пила не рвёт. Однако при длительной работе 0.325-дюймовые гарнитуры быстро тупятся.
- 3/8 дюйма – это оснастка для полупрофессионального и профессионального инструмента мощностью 4 л.с. Такой цепью можно без лишних усилий перепиливать средние по толщине стволы.
- 404 дюйма – гарнитура только для пил класса Профи, оснащаемых двигателями мощностью от 5.5 л.с. Таким инструментом можно пилить стволы любой толщины.
- 3/4 дюйма – достаточно редко встречающаяся размерность, предназначенная для пил с особо мощными двигателями.
Несколько слов о том, почему в большинстве случаев не следует перенастраивать пилу под цепи с меньшим или большим шагом. Если на маломощную пилу поставить гарнитуру с большими зубьями, то мощности и крутящего момента двигателя будет недостаточно для её протаскивания через дерево – крупная цепь будет встречать серьёзное сопротивление. Поэтому работа будет непродуктивной, а инструмент может попросту выйти из строя.
Не стоит и ставить цепи с мелким шагом на мощные профи-пилы. Их двигатель рассчитан на более крупную и агрессивную оснастку, поэтому зубцы будут просто проскальзывать, практически не касаясь дерева. Двигатель же ввиду отсутствия сопротивления будет работать практически на максимальных оборотах, что негативно отразится на его состоянии.
В быту же чаще всего используются цепи с шагом 0.325 дюйма. Их производительности достаточно для большинства садово-огородных работ, подходят они и для строительства загородного дома. Кроме того, у такой гарнитуры выше точность реза — она обратно пропорциональна шагу. Ещё одно преимущество таких цепей – меньшая вероятность отскока пилы.
10 Указания по эксплуатации
10.1 Цепи должны эксплуатироваться в передачах, смонтированных при соблюдении требований настоящего стандарта.
10.2 Валы цепных передач должны быть проверены на параллельность осей. Допуск параллельности осей валов не должен быть более 0,2 мм на каждые 100 мм длины валов.
10.3 Звездочки цепных передач по радиальному и осевому биению должны отвечать требованиям соответствующих стандартов – ГОСТ 591, ГОСТ 592.
10.4 Венцы звездочек, работающих в одном контуре, должны быть проверены на расположение в одной плоскости. Смещение венцов звездочек (отклонение от плоскостности) для передач с межцентровым расстоянием до 1000 мм не должно быть более 2 мм, допуск увеличивается на 0,2 мм на каждые 100 мм межцентрового расстояния свыше 1000 мм.
10.5 Цепь, устанавливаемая на звездочках, должна быть отрегулирована на натяжение.
Натяжение считается нормальным, если при межцентровом расстоянии звездочек 1000 мм стрела провисания ведомой ветви цепи составляет (40±10) мм при приложении усилия (160±10) Н .
При увеличении или уменьшении межцентрового расстояния на каждые 100 мм стрелу провисания соответственно увеличивают или уменьшают на (4±1) мм.
Для наклонных передач (более 45°) должна быть принята нижняя граница указанных величин.
Стрелу провисания измеряют при двухзвездной цепной передаче посередине ведомой ветви, при многозвездной передаче – посередине цепи между ведущей и натяжной звездочками.
10.6 Режимы эксплуатации цепей должны быть указаны в инструкции по эксплуатации (паспорте) на машину, в которой применены цепи, и требованиях по техническому обслуживанию.
10.7 Цепи типа ПР со свертными роликами и типа ПРИ должны эксплуатироваться при скорости движения не выше 5 м/с.
10.8 Допускается эксплуатация цепей в условиях, где значения климатических факторов выходят за пределы установленных номинальных значений для климатических исполнений У1 или УХЛ1.1, при этом значения климатических факторов, а также, при необходимости, дополнительные требования к цепям, их хранению и обслуживанию устанавливают в нормативном документе по согласованию между потребителем и изготовителем цепей.
3/8 или 0,325 что лучше и почему
Определить какой параметр лучше, а какой хуже нельзя, т. к. каждый из них имеет свои особенности и предназначен для цепных пил определенной мощности. В зависимости от того как правильно подобрана пильная гарнитура, производительность инструмента будет иметь разные показатели. Если гарнитура подобрана оптимально, т.е. расстояние между звеньями соответствует рекомендованной мощности, то производительность бензопилы будет максимальной. При неправильном выборе, двигатель будет испытывать перегрузки, способные привести к возникновению неисправностей.
Оптимальные показатели мощности для 0,325 дюйма – 1,8-2 кВт. Именно по этой причине на бензопиле Хускварна 142/137 используются цепи с таким шагом.
Для параметра 3/8, необходим инструмент с мощностью до 3 кВт. В таком случае возникает вопрос, а почему на Штиль 180, с мощностью 1,5 кВт используются цепи 3/8 дюйма. Ответ прост: у бензопил Штиль, мощность не самое главное, большое значение имеет максимальное количество оборотов. Штиль 180 выдает более 13500 об/мин, за счет этого он способен пилить гарнитурой 3/8 дюйма.
Для 0,404 дюйма, оптимальная мощность 4,5 – 5 кВт.
Важно! Указанные значения мощности и шага цепи не несут обязательно характера, пользователь сам вправе выбирать параметры гарнитуры, которую он планирует использовать на бензопиле
Толщина хвостовика ведущего звена
Наряду с шагом и количеством звеньев, которые определяют длину, есть такой параметр, как толщина цепи. Она также очень важна, потому что соответствие пары «шина — цепь» должно строго коррелироваться. Если хвостовик будет слишком толстым, он будет заклинивать в пазу шины либо вообще туда не поместится. Слишком тонкая цепь будет свободно вибрировать в пазу. Это увеличит риск соскакивания и травматизма. Пытаясь компенсировать колебания, неопытный пользователь перетянет цепь, что приведёт к ускоренному износу пильной гарнитуры.
Легче всего измерить хвостовик штангенциркулем. Однако делать это нужно лишь на мало работавшей цепи — сильно потрёпанные экземпляры вырабатываются и стачиваются, и значение может быть снято неверно. Лучше залезть в интернет и почитать характеристики или проконсультироваться в магазине.
Толщина ведущего звена также давно стандартизирована и представлена следующими значениями
| Ширина, мм | Ширина, дюймы | Маркировка | Область применения |
| 1,1 | 0,043 | 1 | Компактные решения, мини-пилы, одноручные варианты с маломощным двигателем |
| 1,3 | 0,050 | 3 | Большинство бытовых и некоторые полупрофессиональные агрегатов, рассчитанных на длину шины до 40 см и мощностью двигателя до 2,5 лошадиных сил |
| 1,5 | 0,0578 | 5 | Некоторые бытовые и большинство профессиональных пил с двигателем увеличенной мощности и длиной шины 38 — 50 см |
| 1,6 | 0,063 | 6 | Профессиональные инструменты различного назначения и мощности |
| 2,0 | 0,080 | Тяжёлые мощные пилы исключительно для валки леса |
Что собой представляют зубья цепи бензопилы
Одна из главных характеристик, которая выделяет цепь бензиновой пилы — сложная геометрическая форма. Традиционные резцы, как правило, выполнены в виде треугольника или сильно вытянутого овала. Что же касается зубьев бензопилы, то они имеют более сложную конфигурацию.
Каждый зуб образован двумя резцами, которые находятся под прямым углом относительно друг друга. Первый резец по своему виду напоминает обычный зуб. Основная его задача — выполнение надреза в древесине.
После этого задействуется другой резец, который выполнен в виде буквы Г. Отнюдь не случайно он имеет такую форму, поскольку за счёт своего исполнения он удаляет из древесины стружку и обеспечивает широкий пропил, благодаря чему исключается защемление цепи.
Поэтому от цепи бензопилы и зависит в значительной степени то, насколько легко и качественно будет проходить работа по пилению. Это является веским основанием для того, чтобы рассмотреть её конструкцию более подробно.
Ведь в подавляющем большинстве случаев пильный инструмент начинает хуже пилить из-за того, что цепь уже находится в том состоянии, когда не может справляться с поставленной задачей.
Это интересно: Устройство и принцип работы масляного насоса бензопилы — описываем обстоятельно
Параметры пильной цепи
Цепи для бензопил принято разделять по следующим параметрам:
- Шаг или расстояние между соседними тремя заклепками.
- Ширина посадочного звена.
- Количество звеньев.
- Вид режущих зубьев.
Параметры гарнитуры сочетают в себе различные комбинации, от чего зависят конечные результаты, качество и скорость реза.
Например, гарнитура может иметь такие параметры: шаг 3/8, длину 52 звена, ширину паза 1,3 мм, вид режущего зуба чиппер. Опытный специалист, оценив данные, скажет, что она предназначена для продольного реза и имеет средние показатели производительности и отдачи. Цепи такого типа могут устанавливаться на бензопилы бытового назначения, т.к. они более универсальные.
Давайте разберемся, почему он делает такие выводы.
И последнее, что дает основание отнести гарнитуру к среднему классу производительности, это ширина посадочного паза. В основном встречается три варианта ширины, это: 1,1 мм, 1,3 и 1,5.
Ширина паза прямо пропорциональна ширине пропила и зависит от размеров зуба. Чем ширина паза больше, тем шире рез и наоборот. Цепи с минимальным показателем ширины отличаются низкой отдачей и скоростью реза. В основном, такие устанавливаются на бензиновых высоторезах и цепных пилах малой мощности.
Гарнитура с посадочным 1,3 мм может устанавливаться как на бытовых, так и на полупрофессиональных и профессиональных бензопилах, шаг цепи при этом может быть разный.
Ширина 1,5 мм ранее применялась только на цепях для профессионального использования. В последнее время, в связи с тем, что рынок заполонили мощные и доступные бензопилы китайского производства, такие цепи стали использоваться и на них.
Ширина 1,6 мм и 2 мм. применяется исключительно на профессиональных и промышленных пилах.
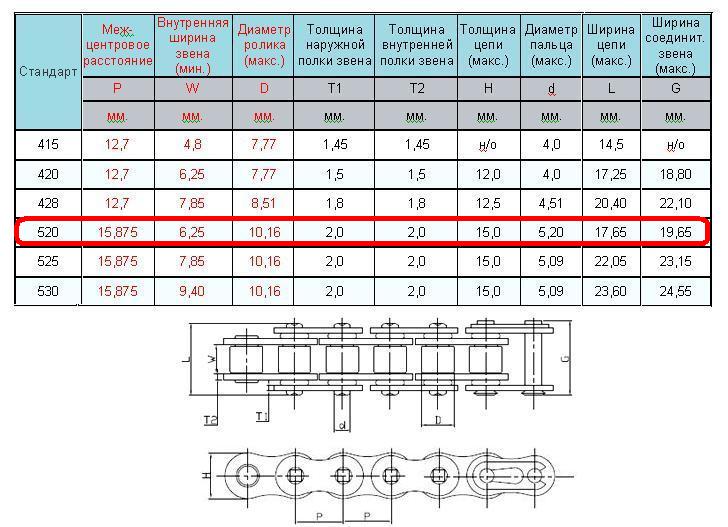
Как определить размер мотоциклетной цепи?
Если цепь периодически не смазывать, а это лучше делать как можно чаще, то в определенный момент она может попросту порваться. Хорошо если это произойдет в черте города, а не где-нибудь в глухом лесу. Более того, цепь, со временем, имеет свойство растягиваться. Если у Вас цепь растянулась, то не стоит убирать звенья, это приведет к еще быстрому разрыву. Лучше такую цепь заменить. Как выбрать аналогичную цепь, чтобы потом не пришлось возвращать её в магазин? Прежде всего, нужно внимательно осмотреть звенья цепи. Как правило, на одном из звеньев должны быть выбиты 3 цифры – 530, 525, 520, 428 или 420. Эти цифры обозначают степень прочности цепи. Чем больше эта цифра, тем выше прочность. Кроме того в них заложена информация по шагу (ходу) цепи и ширине ролика (см. рис 1). Таким образом, если на звене Вы не обнаружили маркировку цепи, то ее можно вычислить, вооружившись линейкой или штангенциркулем. Кроме того на упаковке производитель указывает еще одно значение – это длина цепи или количество звеньев. Например, 530*44, в данном случае количество звеньев составит 44шт. При чем, это общее количество внешних звеньев с одной и с другой стороны, включая замок цепи. Мы надеемся, что данная статья была Вам полезна. Не забывайте проверять состояние цепи перед каждым выездом и регулярно ее смазывать!





