

Мир самоделок
Рейтинг: 5 / 5
Способы разделки больших листов пенопласта. Нихромовая нить подвешивается вертикально (рис. 1) или натягивается горизонтально к поверхности стола (рис. 2).
Регулируя в первом случае расстояние от нити до подвижного направляющего уголка и во втором — высоту и угол нити относительно поверхности стола, можно получить заготовки любых форм и размеров.
Расширение нити при нагреве выбирается при помощи груза.
Изменяя расстояние между подвижными контактами-зажимами (типа «крокодил»), регулируют накал нити.При работе с небольшими заготовками из пенопласта нет нужды изготавливать специальную рамку для закрепления нихромовой нити.
Для этого можно использовать обычный лобзик или ножовку, заменив пилочку или полотно нихромовой нитью (рис. 3). При этом надо тщательно изолировать токоподводящие контакты на них.
Подвижную часть ножовки, регулирующую натяжение нити, изолируйте от корпуса асбестом или бумажной прокладкой, а натяжной барашек — текстолитовой шайбой.
Терморезак для фигурной резки пенопласта.
Режущая часть представляет собой кусок нихромовой проволоки, закрепленной на ручке из изоляционного материала. Устройство инструмента изображено на рисунке 4.
| Рис. 4. Устройство терморезака:1 — нихромовая проволока (спираль от электроплитки), 2 — винт с гайкой и шайбой, 3 — ручка (текстолит S 4 мм), 4 — электрошнур, 5 — вилка, 6 — резиновая или хлорвиниловая трубка. |
Терморезак позволяет делать углубления, вырезать полости в толще материала и вообще обращаться с пенопластом так, как скульптор обращается с глиной. После такой обработки на поверхности остается тонкая оплавленная корочка, повышающая жесткость и прочность пенопласта и закрывающая его поры.Понижающий трансформатор можно сделать самостоятельно. Для этого понадобится трансформаторное железо Ш20Х24. Первичная обмотка содержит 1600 витков провода марки ПЭВ-1 0,39 (или ПЭВ-1 0,44), а вторичная — 50 витков провода той же марки и толщиной 1,0—1,1 мм. Для подбора величины тока сделайте реостат (для него подойдет предварительно растянутая спираль от электроплитки).Для каркаса обмотки используйте подходящую асбоцементную или керамическую трубку 0 10—15 мм и длиной около 80 мм, Наматывать нихромовую проволоку следует до заполнения каркаса. Если вы всерьез увлечетесь фигурной резкой пенопласта, то имеет смысл заготовить несколько таких резаков (рис. 6) с различными наконечниками.
Рис. 7. Некоторые приемы работы терморезаком: а — образование полости, б — снятие фаски.
Резак для резки ламината
Еще один из инструментов, предназначенных для резки ламината, – резак, который работает по принципу гильотины. Другими словами, это острый нож, который при помощи ручки опускается на доску и плавно разрезает ее. Для работы с резаком не требуется навыков и применения силы, срез получается очень качественным, ровным, без сколов, а сам процесс протекает без шума и пыли.
При помощи резака легко можно добиться идеального результата профессионального уровня. Но этот инструмент целесообразно использовать именно профессионалам, так как он имеет узкую специализацию, предназначен только для резки ламината. Поэтому для ремонта двух-трех комнат не имеет смысла приобретать данный инструмент.
Еще одним недостатком является то, что разрезать ламинатную панель вдоль полотна невозможно, а только лишь поперек.
Очень многие люди, приступая к ремонту в своей квартире своими руками, просто не знают, чем пилить ламинат. Как выяснилось, самым удобным и легким в использовании инструментом является электрический лобзик.
При соблюдении определенных правил можно быстро научиться и добиться хорошего результата. Каждый из рассмотренных выше инструментов имеет некоторые преимущества перед остальными – выбор нужно делать в соответствии с профессиональными навыками.
Из каких основных частей состоит ленточный конвейер
Как только определены основные рабочие условия, следует приступить к подбору компонентов будущего конвейера. В состав транспортера входят:
- электрический привод, который должен быть 3-фазным;
- барабан привода, который вращается двигателем и тем самым приводит в движение ленту транспортера. В зависимости от вида груза и скорости движения, а также способа загрузки лента может быть плоской, а может быть с бортиками, предотвращающими выпадение материалов при транспортировке;
- барабан натяжения, отвечающий за отсутствие провисания полотна и направление движения;
- роликовые опоры, которые удерживают и помогают осуществлять движение ленточного транспортера;
- каркас, изготавливаемый из профилей или труб со сварными или резьбовыми соединениями и достаточной прочностью, рассчитываемой из веса перемещаемых грузов в один момент времени;
- преобразователь частоты, определяющий скорость движения ленты;
- транспортер, полотно которого стоит подбирать исходя из прочности материала, а потому желательно выбирать прорезиненные или синтетические ткани;
- пульт управления для осуществления дистанционного включения, отключения, задания режимов работы.
Как вырезать круг из резины
Идеально круглую резиновую прокладку любого размера или пассик для лентопротяжного механизма магнитофона вы сможете вырезать из листа резины с помощью этого несложного приспособления. Кроме этого, оно может быть использовано для прорезания отверстий большого диаметра в фанере, пластмассе, оргстекле, картоне и других подобных материалах.
Смастерить его самому совсем несложно. Из листа фанеры толщиной 10 мм выпилите три квадрата размером 300х300 мм. В центре одного из них просверлите отверстие ?8 мм, а в двух других — ?25 мм. Склеив заготовки, как показано на чертеже, получим основание приспособления. В его центральном отверстии закрепите гайкой болт М8.
Центральную стойку выточите из латунного прутка ?12 мм и длиной 80 мм. Нарежьте на одном конце наружную резьбу М12, а в торцевом отверстии с другой стороны — внутреннюю М8.
Поворотная втулка имеет осевое отверстие ?12 мм и перпендикулярное ему резьбовое М10.
Водилом служит латунный пруток ?10 мм. На одном его конце нарезается резьба М10 длиной 10 мм, а радиальное отверстие М3 на другом конце изготавливается после подсборки водила с поворотной втулкой: оно должно быть параллельно его отверстию ?12 мм.
Ползун в виде уголка вырезается из дюралюминиевого бруска. В его вертикальной стенке выполняются два отверстия ?10 мм — одно под водило, второе, перпендикулярное ему и смещенное вниз на 5 мм, — для фиксатора — резьбового штифта с полукруглым пазом. В горизонтальной стенке пропиливается паз сечением 14X3 мм — под нож. Материалом для его изготовления служит обломок ножовочного полотна. В вертикальном пазу ползуна нож фиксируется винтом М6.
Прижимной диск вырезается на токарном станке из металлической пластины толщиной 2 мм или более толстого листа пластмассы. Его центральное отверстие должно иметь ?8 мм, а наружный диаметр — чуть меньше вырезаемого.
Стопорная гайка втулки с центральной резьбой M12 имеет наружный ?25 мм и высоту 15 мм. Пропилите в ней поперечный паз на полдиаметра и в этой части сделайте продольное отверстие. Затем в нижней его половине нарежьте резьбу М4, а в верхней — рассверлите до ?5 мм. Теперь стяните половинки гайки винтом, этим самым вы сможете стопорить ее в любом положении на центральной стойке.
Порядок сборки приспособления следующий. Заверните водило резьбовым хвостовиком в поворотную втулку до упора. В ползун вставьте фиксатор-штифт так, чтобы его цилиндрическая выточка совпадала с продольным отверстием. Надев ползун на водило, вставьте в его паз нож и зажмите винтом. Закрепите на конце водила вращающуюся ручку.
На выступающий из основания стержень болта надевается заготовка. На нее устанавливается прижимной диск, а затем центральная стойка. Подтянуть резьбу можно воротком — для этого предназначено радиальное отверстие ?5 мм. На стойку надевается пружина, за ней — водило в сборе и, наконец, стопорная гайка.
Подрегулировав положение ползуна на водиле и втулки на стойке (по высоте), можно приступать к работе.
Размеры основных деталей позволяют вырезать на этом приспособлении отверстия диаметром до 240 мм, однако, если вам требуется большая величина, достаточно заменить всего три элемента: водило, основание и прижимной диск. А для быстрой настройки приспособления на заданный размер на водило можно нанести риски-нониус.
Современная промышленность выпускает множество разнообразных видов резин, применяемых в самых неожиданных отраслях. Довольно просто и быстро можно найти нужную резиновую прокладки или необходимую резиновую заготовку на ближайшем базаре. Однако если вам всё же понадобилось изготовить резиновое изделие своими руками, то вам пригодится пару нехитрых советов от том, как можно просто и аккуратно разрезать резину.
Терморезак по пенопласту своими руками BigHandMade

Американский мастер из Портланда изготовил удивительное устройство, способное мастерски обрабатывать куски пенопласта. С его помощью можно создать различные модели и фигурки для настольных игр.

Шаг 1: Материалы
Провод с диаметром 1.3 мм (3.6 м длиной). 2 измерительных линейки. 4 шурупа (см. картинку). Веревка (3.6 м). Реостат с переключателем. Трансформатор на 25 В и 2 А. Струна от электрогитары. Провод со штепселем. 4 коробки от CD (необязательно).

Шаг 2: Инструменты
Нож. Отвертка. Пила. Кабельные стяжки. Изолента. Мультиметр. Вырубные ножницы. Плоскогубцы. Гаечный ключ на 9 мм. Паяльник.











Шаг 3: Рамка
Разрежьте линейку пополам. В каждой половинке сделайте отверстия посередине, а также с 2-х концов (см. фото).
Во второй линейке проделайте отверстия с одного конца и на 15 см справа от этой точки.
Шаг 4: Соединение
Составляем рамку в виде буквы «Н», как показано на фото.

- Шаг 5: Провода
- Зачищаем концы проводов и с помощью шурупов и гаек фиксируем их, ориентируясь на фото 1 и 2.
- Используйте кабельные стяжки, чтобы провода были плотно прижаты к рамке.
Шаг 6: Петля
Продеваем веревку между 2-мя концами линеек, натягивая петлю.

Шаг 7: Струны
Обвязываем концы струны от электрогитары вокруг шурупов и натягиваем ее между ними, используя плоскогубцы. Не следует делать слишком тугое натяжение.
- Шаг 8: Пересечение
- Натягиваем веревку крест-накрест, как показано на фото.
- Заворачиваем гайки на осевых 2-х шурупах гаечным ключом.
- Шаг 9: Натяжение
- Отрегулируйте натяжение веревки.
- Шаг 10: Трансформатор
- Подсоедините в цепь провода, трансформатор и реостат.
- Шаг 11: Коробка
Лучше, конечно, подыскать хороший контейнер для трансформатора. Но вполне подойдут и коробки из-под 4-х компакт-дисков, скрепленные скотчем.
- Шаг 12: Подключение
- Устройство следует держать подальше от воспламеняющихся веществ, тканей и ковров.
Переключаем реостат и проверяем с помощью мультиметра, идет ли ток по струне. Она должна нагреваться и остывать за считанные секунды.
- Шаг 13: Примеры
- На фото можно увидеть несколько поделок из пенопласта, выполненных при помощи терморезака.
Металлические крепления
Преимущества и недостатки рассматриваемых далее видов крепления таковы:
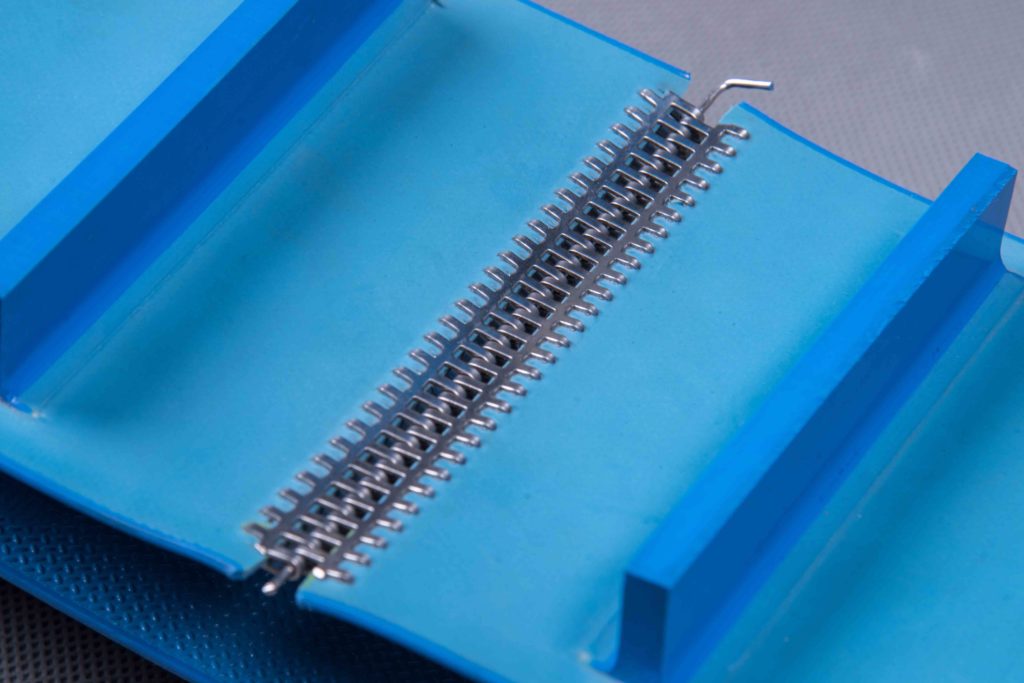
- Застёжки-крючки. Выполняются из проволоки, характеризуются лёгкостью, требуют увеличения длины каждого стыка. Обычно применяются для лент толщиной до 10 мм при диаметре шкива до 24 мм. Сегменты проволочных крючков поставляются в виде полос, соединяемых кардной сборкой. Для облегчения переустановки используется жёсткий бумажный канал, который после использования удаляется.
- Застёжки-скрепки в виде скоб. Надёжность их применения и допускаемые нагрузки увеличиваются за счёт сжатия верхней и нижней пластин застежки двойными скобами. Они проходят через обе пластины и перекрещиваются с нижней стороны. Для монтажа требуется только молоток и переносной инструмент, что упрощает установку. Застежки скобами подходят для лент толщиной от 1,5 до 6,4 мм и для шкивов диаметром от 50 мм.
- Штампованные сегменты — лучший выбор, если при восстановлении конвейерной ленты требуется низкопрофильный шарнирный механический стык без применения монтажных инструментов. Эта конструкция представляет собой непрерывную полосу петель с острыми зубьями, которые просто забиваются молотком через конец звена. Такая застёжка — менее прочная, чем проволочный крючок или скоба, однако отличается минимальным временем простоя конвейера.
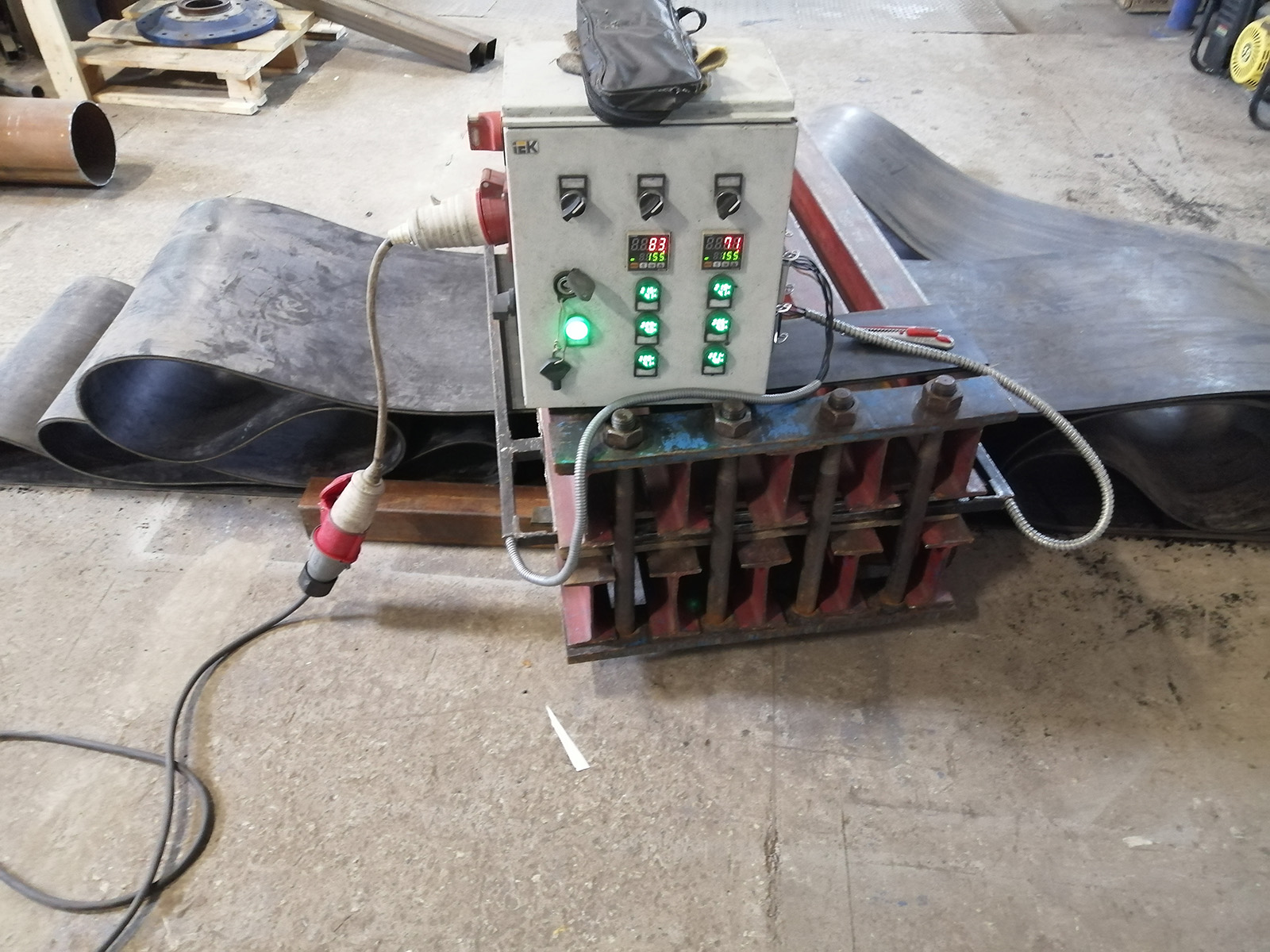
Соединение транспортерной ленты горячим способом
В продаже можно встретить достаточно большое количество специальных составов, которые применяются для восстановления конвейерной ленты. Горячая вулканизация конвейерных лент – весьма распространенная технология, так как под воздействием высокой температуры и давления происходит склеивание двух основ. Довольно большое распространение получили синтетические и натуральные каучуковые смолы, которые при расплавлении создают надежное соединение. Оборудование для стыковки конвейерных лент и специальные составы позволяют добиться прочности, которая на 10% меньше изначального показателя. При стыковке методом горячей вулканизации можно добиться высокой прочности. Подобная технология характеризуется следующими преимуществами:
- Проводимая стыковка конвейерных лент позволяет достигнуть высокой прочности в месте стыка.
- Проводимая вулканизация транспортерной ленты позволяет достигнуть равномерности слоя в месте стыковки.
- Нет зазора в месте крепежа. За счет этого обеспечивается равномерность хода изделия по роликам и другим фиксирующим элементам.
- Есть возможность провести процедуру даже при низкой температуре окружающей среды, а также сильном запылении помещения. Именно поэтому существенно упрощается поставленная задача, для горячей вулканизации не требуется специальное помещение.
- Высокая степень гибкости получаемого стыковочного шва. За счет этого есть возможность провести установку изделия на механизме, который может транспортировать вещество по сложной траектории.
- Провести рассматриваемую процедуру можно без демонтажа оборудования. Именно поэтому поставленная задача существенно упрощается и ускоряется.
- Есть возможность использовать технологию горячей стыковки для ленты, которая может использоваться для транспортировки самых различных материалов.
- Долговечность получаемого изделия. Как показывает практика, применяемая технология позволяет продлить эксплуатационный срок в несколько раз.
- Лента может эксплуатироваться в том же температурном режиме, что и до проведения технологии стыковки.
Приведенная выше информация указывает на то, что подобная технология характеризуется довольно большим количеством преимуществом. Однако есть и несколько серьезных недостатков:
- На стыковку изделий уходит довольно большое количество времени.
- Процедура может быть проведена исключительно при применении специального оборудования.
Горячий метод вулканизации сегодня получил весьма широкое распространение. Однако он применим не во всех случаях, в некоторых больше всего подходит механический способ.
Резак для резки ламината
Еще один из инструментов, предназначенных для резки ламината, – резак, который работает по принципу гильотины. Другими словами, это острый нож, который при помощи ручки опускается на доску и плавно разрезает ее. Для работы с резаком не требуется навыков и применения силы, срез получается очень качественным, ровным, без сколов, а сам процесс протекает без шума и пыли.
При помощи резака легко можно добиться идеального результата профессионального уровня. Но этот инструмент целесообразно использовать именно профессионалам, так как он имеет узкую специализацию, предназначен только для резки ламината. Поэтому для ремонта двух-трех комнат не имеет смысла приобретать данный инструмент.
Еще одним недостатком является то, что разрезать ламинатную панель вдоль полотна невозможно, а только лишь поперек.
Очень многие люди, приступая к ремонту в своей квартире своими руками, просто не знают, чем пилить ламинат. Как выяснилось, самым удобным и легким в использовании инструментом является электрический лобзик.
При соблюдении определенных правил можно быстро научиться и добиться хорошего результата. Каждый из рассмотренных выше инструментов имеет некоторые преимущества перед остальными – выбор нужно делать в соответствии с профессиональными навыками.
О выборе валов
Валы для привода и натяжения конвейера ленточного определяются по диаметру исходя из геометрических возможностей изгиба прямого и обратного конвейера или транспортера ленточного, в некоторых случаях вала выходного может не быть. Например, ножевой край кондитерских конвейеров. Приводной вал конвейера должен преодолевать силу трения для уверенного привода ленты. Поэтому в тяжелых случаях искусственно увеличивается коэффициент трения на валу методом покрытия, например, обрезинивания.
Многие вопросы, которые Вас заинтересуют, можно рассмотреть и рассчитать непосредственно под Ваше производство, поскольку никакая статья не может обхватить весь комплекс проблем производства конвейера или транспортера
Преимущества замкового метода стыковки
Есть и несколько существенных преимуществ применения замков. Примером назовем следующее:
- Повышенная прочность.
- Достаточная гибкость в месте соединения.
- Применяемые элементы могут прослужить в течение длительного периода.
Приведенная выше информация указывает на то, что часто проводится использование подобной технологии именно по причине большого количества преимуществ.
В заключение отметим, что самостоятельно провести стыковку без специального оборудования достаточно сложно. Именно поэтому рекомендуется доверять работу профессионалам, которые специализируются на проведении подобных работ. Специальные инструменты, необходимые для холодной или горячей пластификации, можно встретить в продаже. Только при правильном применении можно достигнуть поставленных задач.
Как соединить транспортерную ленту холодным способом
Проводится стыковка лент конвейерных часто при применении метода холодной вулканизации. Это связано с тем, что технология достаточно проста, однако прочность получаемого контакта при ее применении снижается на 25%. Холодная вулканизация конвейерных лент характеризуется следующими преимуществами:
- В большинстве случаев не приходится проводить снятие ленты с конвейерного механизма.
- Для проведения подобной технологии не требуется подавать напряжение 380В. За счет этого снижаются затраты, а также существенно упрощается процедура.
- Работа по стыковке изделия может проводится даже на ограниченном пространстве. Кроме этого, степень огнеопасности помещения может быть достаточно высокой.
- Довольно высокая скорость проводимого ремонта. Как показывает практика, уже после несколько часов может возобновляться работа устройства.
Стыковка конвейерных лент при применении холодной технологии также характеризуется достаточно большим количеством недостатков, к которым можно отнести следующее:
- Подобная работа может проводится исключительно при температуре окружающей среды не менее 5 градусов Цельсия.
- Нельзя проводить технологию холодной вулканизации при высокой влажности и сильном запылении окружающей среды.

Несмотря на достаточное упрощение технологии склеивания конвейерных лент за счет применения специальных клеящих составов, проводить ее могут исключительно специалисты. Допущенные ошибки становятся причиной разрыва крепежа даже при минимальной нагрузке.
Транспортёрная лента для гусениц вездеходов. | Автор топика: Cindie
такая вот лента

Юрий (Carly) Максим, она ведь всё равно с резиной!!!! Но надо минимум 10 мм.
Максим (Alkinoos) значет слабаЯ?
Максим (Alkinoos) а если в двойне?
Виталий (Aiki) Максим, смотря какой вездеход будет, у меня была лента 8мм и 2 слоя корда, тянеться конечно но вроде хорошо ездит, а тут слоев 5-6, я считаю на не большой вездеход можно поставить, у меня на этом была, полет нормальный

Максим (Alkinoos) да именно такова типа я и хочю делать
Максим (Alkinoos) а можно глянуть где нибудь ваш вездеход можно ссылку
Виталий (Aiki) Максим, нет, все только на фото в альбоме у меня на странице
Максим (Alkinoos) подскажыте можно транспортёрку в двое сделать
Леонид (Noam) Подскажите маркировку ленты и толщину пожалуйста.
Александр (Kean) Иван, для гусениц подойдет тк-200, 4 или 5 слойная.С лентой помочь могу, если что, пишите в личку.









Сергей (Hagia) Стас, в тракторном магазине продается резиновая пластина 1000/250 мм толщина 40мм, используют дорожники для ножей отвалов, чтобы асвальт чистить! Цена 700 руб у нас, армированная подороже!
Евгений (Apekaloma) А если с шин ремней нарезать и в два слоя. Мнение?
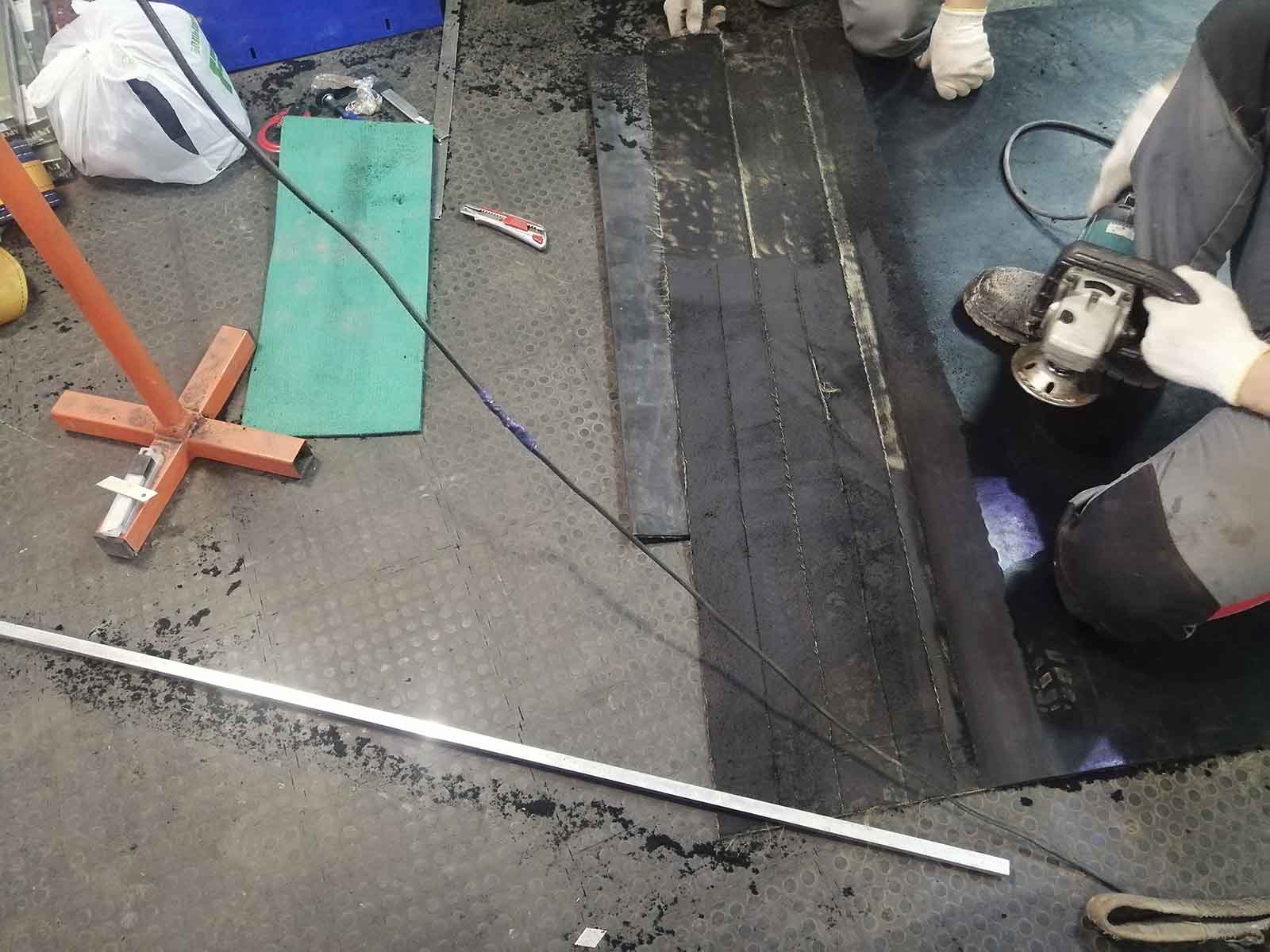
Сергей (Hagia) Друзья, добрый вечер! Нужен совет, чем лучше разрезать транспортерку на нужного диаметра ленты в гаражных условиях?
Олег (Carole) Сергей, по совету Юрия резал лобзиком с заточеной пилкой по металлу. Режет как по маслу
Сергей (Hagia) Олег, в смысле заточеной
Олег (Carole) Сергей, как ножик заточена, но зубья стачивать не надо. На работе пилка лежит, так бы фото скинул
Сергей (Hagia) Олег, может завтра сфоткаеш?
Олег (Carole) Сергей, могу сфоткать. Вот Юрий выкладывал свою пилку.

Сергей (Hagia) Олег, спасибо догнал! а на чем точил, наждак?
Tags: Как разрезать транспортерную ленту в домашних условиях
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Конструкция биде для обыкновенного унитаза получилась совсем простой и доступной для повторения практически любому домашнему мастеру.
Механические соединители РШМ
Некоторые соединители конвейерных лент получили весьма широкое распространение, так как позволяют существенно упростить процедуру и ускорить ее проведение. При этом в некоторых случаях есть возможность демонтажа. Несомненным преимуществом технологии назовем то, что для ее проведения не требуется специальное оборудование. Для проведения подобной процедуры требуется следующее:
Заклепочный материал характеризуется тем, что может выдержать очень высокую нагрузку.
Шарнирно-заклепочный чаще всего применяется на резинотканевых и поливинилхлоридных вариантов исполнения.
Неразъемный болтовой метод применяется в случае, когда нужно обеспечить качественное соединение транспортирующих лент.
Шарнирно-болтовые получили весьма широкое распространение в случае, когда нужно восстановить изделие, которое устанавливается на барабанном оборудовании.
Проволочные замки можно назвать специальными конструктивными элементами, которые применяются для восстановления транспортирующего оборудования, которое получило широкое распространение в пищевом производстве или на складах.
Скобовые скрепления также могут применяться для стыковки слабонагруженных транспортировочных лентах, которые являются важной частью конвейерном оборудовании.

Следует учитывать, что механический способ восстановления сегодня весьма распространен. Однако, не стоит забывать о сильном износе применяемого крепежного элемента. Именно поэтому технология применяется в том случае, если другие не могут использоваться.
Механический способ характеризуется довольно большим количеством существенных недостатков:
- Уменьшение эксплуатационного срока.
- Низкая прочность в месте стыка.
- Наблюдается повышенная степень износа в месте стыка.
- Из-за применения металлических элементов есть вероятность возникновения искр.
- При транспортировке горячекатанных изделий есть вероятность прожигания поверхности в месте стыковки.
Также в продаже встречается специальное оборудование, которое может применяться для соединения изделия механическим способом. За счет подобных инструментов есть возможность провести восстановительные работы без демонтажа.
Для каких случаев пригодится ленточный конвейер своими руками
Любое хозяйство или производство, технологический цикл которого подразумевает перемещение сыпучих грузов на расстояние, необходимо обеспечить ленточным транспортером. Подобное устройство недорого обходится с точки зрения материальных вложений, но при этом увеличивает производительность труда при работе со стройматериалами – щебнем, песком, цементом, продуктами – сахаром, солью, крупами, сельхозпродуктами, подлежащими первичной и вторичной переработке, – зерновыми, бобовыми, комбикормами. Если на крупных производствах востребованы мощные установки заводского производства, то в личном хозяйстве вполне можно обойтись ленточным конвейером, изготовленным собственными руками и под конкретные параметры и продукты.
С чего начать работу над транспортером
Ленточный транспортер только тогда будет эффективно и безупречно работать, когда его создатели примут в расчет следующие параметры и условия:
Все эти условия станут решающими при разработке конструкции и выборе материалов для ленточного транспортера.
Как соединить транспортерную ленту холодным способом
Проводится стыковка лент конвейерных часто при применении метода холодной вулканизации. Это связано с тем, что технология достаточно проста, однако прочность получаемого контакта при ее применении снижается на 25%. Холодная вулканизация конвейерных лент характеризуется следующими преимуществами:
- В большинстве случаев не приходится проводить снятие ленты с конвейерного механизма.
- Для проведения подобной технологии не требуется подавать напряжение 380В. За счет этого снижаются затраты, а также существенно упрощается процедура.
- Работа по стыковке изделия может проводится даже на ограниченном пространстве. Кроме этого, степень огнеопасности помещения может быть достаточно высокой.
- Довольно высокая скорость проводимого ремонта. Как показывает практика, уже после несколько часов может возобновляться работа устройства.
Стыковка конвейерных лент при применении холодной технологии также характеризуется достаточно большим количеством недостатков, к которым можно отнести следующее:
- Подобная работа может проводится исключительно при температуре окружающей среды не менее 5 градусов Цельсия.
- Нельзя проводить технологию холодной вулканизации при высокой влажности и сильном запылении окружающей среды.

Несмотря на достаточное упрощение технологии склеивания конвейерных лент за счет применения специальных клеящих составов, проводить ее могут исключительно специалисты. Допущенные ошибки становятся причиной разрыва крепежа даже при минимальной нагрузке.
Роликовые опоры: их характеристики и конструкция
Основная нагрузка в процессе транспортирования груза по ленте приходится на роликоопоры конвейерные, поэтому к ним по ГОСТ предъявляют достаточно строгие требования. Роликоопоры должны соответствовать следующим характеристикам для обеспечения эффективной работы ленточного транспортера:
܀ минимальное сопротивление вращению;
܀ для их производства должны использоваться материалы стойкие к коррозии и абразивному износу;
܀ простые в использовании и обслуживании, чтобы в случае выхода из строя роликоопоры или отдельно взятого ролика замену можно было выполнить без длительных простоев;
܀ роликоопоры ленточных конвейеров должны выдерживать вес транспортируемого груза.
Еще одна причина заказать роликоопоры нашего производства — они обеспечивают центрирование ленты, придают необходимую желобчатость верхней ветви конвейера, не дают ей смещаться из стороны в сторону в процессе транспортировки груза. Роликоопоры могут поставляться как с установленными на них роликами, так и без них в зависимости от типа конвейера и характера перемещаемых по ленте грузов.
Стыкование конвейерной (транспортерной) ленты механическими соединениями
Метод стыковки, при котором применяется механическое соединение, является наиболее быстрым и доступным, но не самым прочным и долговечным способом стыковки конвейерных и транспортерных лент.
Основные преимущества механического соединения конвейерных (транспортерных) лент
- быстрота способа стыкования конвейерной ленты;
- небольшие финансовые затраты по сравнению с вулканизацией;
- данный метод исключает необходимость в специальном помещении и громоздком оборудовании (прессы для вулканизации);
- механическое стыкование конвейерных лент можно произвести при отрицательных температурах и в помещениях с повышенной запыленностью;
- нет необходимости в применении высококвалифицированного персонала для вулканизации;
- для конвейеров, где длительный простой недопустим, механическое соединение предпочтительно как временная мера (для высоконагруженных конвейеров) или для постоянной эксплуатации;
- для конвейеров, длина которых часто меняется, разъемное механическое соединение наиболее предпочтительно.
Основные недостатки механического соединения
- низкая прочность и срок службы стыка по сравнению с вулканизацией;
- наблюдается дополнительный механический износ роликов, барабанов и других рабочих частей конвейера;
- возможность просыпи на стыке сыпучих грузов и материалов;
- возможность появления искрообразования, что опасно в определенных условиях;
- при транспортировке горячего груза появляется возможность прожигания ленты на стыке.
Механические соединения конвейерных и транспортерных лент бывают неразъемными болтовыми или заклепочными и разъемными шарнирными. К первым относятся заклепочные и болтовые соединения в виде пластин. Неразъемные болтовые соединения применяются для ремонта продольных порезов резинотканевых транспортерных лент. Типичным представителем неразъемного стыка являются замки фирмы FLEXCO типа Bolt Solid Plate, а также отечественный аналог В3. Данные механические соединения абразивоустойчивы, предназначены для механической стыковки резинотканевых транспортерных лент толщиной от 6 до 30 мм с нагрузкой до 105кН/м.







Разъемные механические соединения конвейерных (транспортерных) лент позволяют быстро и легко соединять и разъединять ленты, не разбирая конвейер, и тем самым сократить время простоя оборудования. Трудоемкость выполнения механической стыковки конвейерных лент минимальна. Типичные разъемные механические замки — фирмы FLEXCO типа Alligator, а также отечественные аналоги В1 и В2, позволяют стыковать конвейерные (транспортерные) ленты толщиной от 4 до 19 мм при прочности на разрыв 600 Кн/м, минимальном диаметре барабана 100мм, максимальном рекомендуемом натяжении 70 Кн/м.
Коврик из лейблов от джинсов
Концепция использования предметов одежды после их износа для других целей далеко не нова. Десятилетиями женщины делают лоскутные коврики и одеяла из старых вещей. Таким же образом можно сделать и ковер своими руками из лейблов от джинс. Единственная проблема — это найти достаточное количество этикеток, ведь даже для небольшого половика понадобится не менее 50 штук.
Чтобы сделать такие ковры своими руками, лейблы лучше нашивать на какую-то ткань, можно даже тонкую. Нашитые друг на друга этикетки и так придадут ковру необходимую плотность. Для работы используйте швейную машинку, так как вручную пришивать каждый лейбл — занятие очень трудоемкое. Делайте строчки по периметру этикетки, там, где она была пришита к джинсам. Узор вы можете выбрать сами — правильная ровная сетка, ёлочка, спираль для круглого ковра, но эффектнее всего смотрятся лейблы в слегка неправильном порядке, нашитые друг на друга.
Как нарезать пластиковую ленту
У людей, привыкших к «мусорным композициям», часто не возникает мысли, что из пластиковых бутылок можно изготовить действительно красивые вещи. Для этого не нужно искать каких-то сложных приспособлений. Для большинства поделок понадобится лишь специальный инструмент – бутылкорез, чтобы быстро изготовить пластиковую ленту различной ширины. Разрезать бутылку можно и ножницами, но занятие это занимает намного больше времени. Сделать бутылкорез для пластиковых бутылок своими руками несложно. Существует несколько вариантов, самым популярным из них считается станок из железного уголка и лезвия канцелярского ножа.
Шарнирное соединение ум1000 11 ум1750 15
Довольно широкое распространение получил подобный метод соединения транспортерной ленты. В этом случае соединение проводится при применении специального инструмента, которое позволяет получить стык, представленный сочетанием замка и молнии. Инструкция шарнирное соединение конвейерных лент разделена на две основные группы: подготовка, запрессовка, завершение работы. Подготовительный этап выглядит следующим образом:
- Оба конца срезаются под углом 90 градусов, для чего можно использовать специальный нож или угольник.
- При необходимости проводится снятие верхнего и нижнего слоя, рекомендуемая толщина составляет 15 мм.
- Количество крепежных элементов проверяется по ширине изделия. При этом от каждого края отступают по 30-40 мм.
- Если проводится стыковку двух кусков различной ширины, то количество соединительных элементов выбирают по меньшему.
- При помощи измерительного инструмента определяется центральная часть.
- Не стоит забывать о том, что стыковка начинается из центра к краям.
- Крепежные элементы размещаются в инструменте, после чего они фиксируются.
Следующий шаг заключается в непосредственной запрессовке применяемых крепежных элементов. Особенностями можно назвать следующее:
- Ударный механизм устанавливается в специальные направляющие.
- Следует левой рукой придерживать устройство, после чего легкими ударами совершаются действия до полной посадки крепежных элементов.
После стыковке двух элементов края следует обрезать под углом 30 градусов, за счет чего исключается вероятность разрыва. Также проводится дополнительно фиксация стержня возле края. На момент проведения работы не рекомендуется использовать молоток, вес которого более 1,5 кг. Это связано с тем, что слишком большой вес может стать причиной повреждения основной поверхности. Крепежами крепление и монтаж проводится в течение недлительного периода.





