

Источники
- Ю. М. Лахтин, В. П. Леонтьева «Материаловедение» издательство «Машиностроение» 1990.
- А.П. Гуляев «Металловедение» Москва издательство «Металлургия» 1977.
Wikimedia Foundation . 2010 .
Смотреть что такое «Диффузионное насыщение металлами» в других словарях:
покрытие диффузионное — Покрытие, создаваемое диффузионным насыщением поверхности металлов или сплавов (реже — неметаллов) одним или несколькими химическими элементами. Производится предварительным нанесением материала покрытия на защищаемую по верхность каким… … Справочник технического переводчика
Диффузионная металлизация — Диффузионное насыщение металлами поверхностное насыщение стали алюминием, хромом, цинком и другими элементами. Один из методов упрочнения материалов. Изделия, обогащённые этими элементами, приобретают ценные свойства к числу которых относятся… … Википедия
Металлизация — покрытие поверхности изделия или полуфабриката металлами и сплавами для придания физико химических и механических свойств, отличных от свойств металлизированного (исходного) материала. По принципу взаимодействия… … Энциклопедический словарь по металлургии
Металлизация — … Википедия
Технологии упрочнения металлов — Большинство деталей машин работают в условиях изнашивания, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла, где сосредоточены основные… … Википедия
Методы упрочнения машин — Большинство деталей машин работают в условиях изнашивания, кавитации, циклических нагрузок, коррозии при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла где сосредоточнены основные… … Википедия
Диффузионная металлизация — процесс, основанный на диффузионном насыщении поверхностных слоёв изделий из металлов и сплавов различными металлами (см. Диффузия). Д. м. проводят, чтобы придать поверхности металлических деталей специальные физико химические и… … Большая советская энциклопедия
цементация — и; ж. 1. Закрепление грунтов, каменных и бетонных кладок путём нагнетания в их щели, скважины цементного раствора. Ц. скважин. 2. Техн. Процесс извлечения из растворов золота, серебра, меди их вытеснением (как более электроположительных) менее… … Энциклопедический словарь
Металлизация — покрытие поверхности изделия металлами и сплавами для сообщения физико химических и механических свойств, отличных от свойств металлизируемого (исходного) материала. М. применяют для защиты изделий от коррозии, износа, эрозии, в… … Большая советская энциклопедия
КОРРОЗИОННОСТOЙКИЕ МАТЕРИАЛЫ — обладают повыш. стойкостью к коррозии; применяются для изготовления деталей, узлов, аппаратов и конструкций, работающих в коррозионноактивных средах без дополнит. мер защиты от коррозии. К К. м. относят собственно К. м., а также антикоррозионные… … Химическая энциклопедия
Источник
Как происходит процесс обработки
Специалисты нашей компании для получения цинкового покрытия высокого качества используют современное оборудование немецко-австрийской фирмы KVK KOERNER и чешской компании EKOMOR. Процесс обработки проводится в несколько этапов:
- Очистка конструкции при помощи механического, химического или ультразвукового воздействия. На нашем предприятии для этих целей применяют пескоструйное, дробеметное и ультразвуковое оборудование.
- Помещение изделий в рабочий бокс (контейнер), в который впоследствии добавляют цинкосодержащий порошок.
- Герметизация рабочего контейнера, создание и поддержание внутри бокса требуемой температуры (на уровне 450 °C). В зависимости от величины обрабатываемой площади и заданной толщины цинкового слоя детали содержат в боксе от 1 до 4 часов. В течение этого времени молекулы цинка испаряются и проникают в кристаллическую решетку металлической поверхности изделия.
- Обработанные детали извлекают из бокса, с их поверхности удаляют остатки частиц порошка, а затем моют.
- Для придания деталям декоративных свойств их подвергают пассивации.
Методы насыщения
Твёрдая диффузионная металлизация
Металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или Cl2 образуются летучие соединения хлора с металлом (AlCl3, CrCl2, SiCl4 и так далее), которое в результате контакта с металлической поверхностью диссоциирует с образованием свободных атомов.
Жидкая диффузионная металлизация
Данный вид металлизации проводят погружением детали в расплавленный металл, если диффундирующий металл имеет низкую температуру плавления.
Газовая диффузионная металлизация
Проводят в газовых средах, состоящих из галогенных соединений диффундирующего элемента. Газовая диффузионная металлизация осуществляется в муфельных печах или в печах специальной конструкции при 700…1000 °С. Газовая фаза может генерироваться на расстоянии от поверхности насыщения (бесконтактный способ), или же в зоне контакта источника активной фазы с поверхностью металла (контактный способ).
Преимущества и недостатки технологии
К преимуществам рассматриваемого метода относят:
- качественное соединение разнородных материалов;
- минимальная деформация свариваемых плоскостей, что освобождает от необходимости механической обработки шва;
- многослойная сварка и автоматизация работ при организации крупносерийного производства;
- возможность совмещения диффузионной сварки и формообразования при изготовлении многослойных тонкостенных конструкций сложной формы;
- при соединении однородных материалов атомная структура шва идентична структуре детали;
- отсутствие вредных паров, что исключает потребность в сложной системе вентиляции;
- минимум вредных для человека выделений и излучений.
К недостаткам относят:
- сложность оборудования и особенные требования к технологическому уровню производства;
- высокая себестоимость работ;
- невозможность применения для проверки качества шва методов неразрушающего контроля.
Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.

Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 ОС, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:
- соду,
- поваренную соль,
- карбид кремния.

Газовая цементация
 Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа,
- отсутствие габаритного оборудования,
- относительная чистота процесса, отсутствие угольной пыли,
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
Технология, время выдержки и температуры разгерметизации
Детали с механически обработанными и обезжиренными свариваемыми поверхностями устанавливают в центрирующем приспособлении вакуумной камеры. Откачивают воздух. Когда достигается вакуум, включают высокочастотный генератор. Детали в зоне сварки нагреваются с помощью индуктора. За время нагрева поверхности заготовок очищаются от окисных плёнок. При достижении температуры на изделия давит поршень гидросистемы. Нагрузку подают до конца процесса. После этого узел сварки постепенно, с заданной скоростью охлаждается до определённой температуры.
Герметизацию камеры прекращают, сваривая:
- чёрные металлы – при 60 ̊C.
- цветные металлы и сплавы – при 120 ̊C.
Время выдержки зависит от силы нагрева и давления, использованных в ходе работ.
Установка и оборудование для диффузионной сварки
 Практическое применение диффузионной сварки металлов в вакууме происходит с применением специально технологического оборудования – установки для диффузионной сварки, при необходимости, оснащённой дополнительным оборудованием.
Практическое применение диффузионной сварки металлов в вакууме происходит с применением специально технологического оборудования – установки для диффузионной сварки, при необходимости, оснащённой дополнительным оборудованием.
Основной вид установки для диффузионной сварки
Прижим и пластическую деформацию деталей при диффузионной сварке выполняют, направляя усилие прижима перпендикулярно свариваемым поверхностям. Проще всего эту схему диффузионной сварки осуществить при плоских соединяемых участках. Этот вариант является наиболее предпочтительным.




В этом случае, усилие прижима передаётся от рабочих пуансонов к деталям непосредственно, или через приспособление (см. рисунок типовой установки). Для взаимного фиксирования свариваемых деталей выбирают подходящую конструкцию или простейшие вспомогательные средства с той целью, чтобы обойтись без дополнительных сложных приспособлений.
С этой целью на практике применяются технологические проточки, канавки, буртики, у ступы и другие элементы, с помощью которых происходит фиксация деталей. По окончании сварки они могут быть удалены механической обработкой.
Также на практике детали не сложной конфигурации фиксируют с помощью тонких металлических полосок, закрепляемых контактной точечной сваркой. Основным условием плавильной сборки и фиксации является свободное прилегание свариваемых участков друг к другу по всей плоскости.
Установка для диффузионной сварки сложных деталей
Для диффузионной сварки деталей сложных форм, например, телескопических конструкций, давление создаётся при помощи метода термонатяга (см. рис установки для сварки с использованием термонатяга).
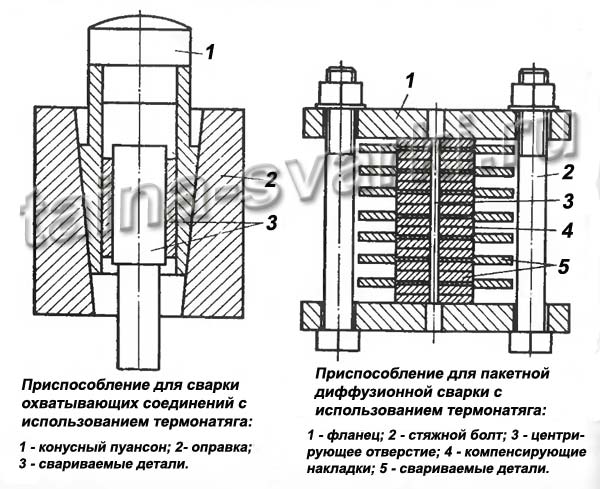
Метода термонатяга также подходит и для сварки относительно простых по форме деталей в сочетании с многоместными приспособлениями (см. рисунок установки для пакетной диффузионной сварки). Это существенно увеличивает производительность и упрощает процесс сварки. Для изготовления деталей установок и приспособлений применяют марки стали и сплавы с высоким содержанием хрома ( 0Х27Ю5А, Х25Н20, Х20Н80, 12Х18Н10Т, 12Х13, 20Х13) с содержанием молибдена (МРН), или графита (МПГ-6, МПГ-7). Приспособления из графита до начала сварки необходимо отжечь в вакууме при температуре 1300°C.
Герметизируемые контейнеры
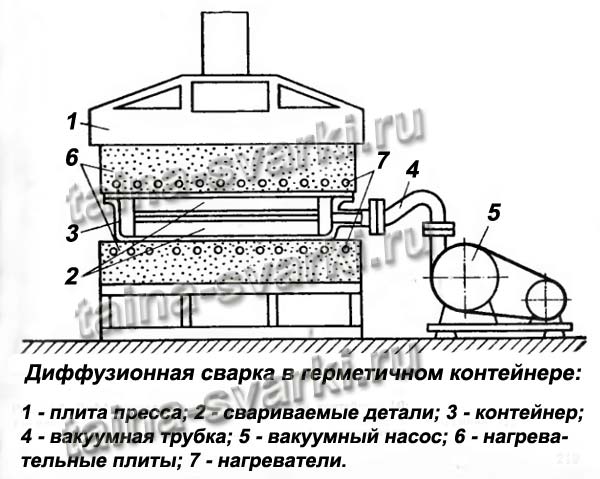
Применение диффузионной сварки для крупногабаритных деталей осложняется отсутствием подходящего оборудования. Для решения этого вопроса на практике часто применяют стандартные прессовые установки. Свариваемые детали перед сваркой помещают в тонкостенный контейнер, который совпадает по форме со свариваемым узлом. Далее контейнер герметично заваривают по периметру, далее создают вакуум внутри него, нагревают и сдавливают заготовки с помощью пресса. Установка для диффузионной сварки в герметичном контейнере изображена на рисунке:
Виды
Цианирование классифицируют на основе следующих особенностей:
- температурного режима;
- фазового состава среды.
На основе фазы среды цианирование классифицируют на:
- газовое;
- твердое;
- жидкое.
Принцип называемого также нитроцементацией газового цианирования заключается в нагреве при 530 — 570°С на протяжении 1,5 — 3 ч. предмета в содержащей азот и углерод газовой смеси, включающей, например, аммиак (NH3) и окись углерода (CO). Химическое взаимодействие названных газов приводит к формированию атомарных азота и углерода. Они создают слой, толщина которого определяется температурой и длительностью и составляет от 0,02 до 0,004 мм. Его твердость равна 900 — 1200 HV.
Технология твердого цианирования близка к твердой цементации. Отличие состоит в составе карбюризатора: для рассматриваемых работ применяют материал, содержащий цианистые соли. Твердое цианирование по производительности значительно уступает прочим видам, поэтому оно используется редко. Далее рассмотрены более подробно жидкое и газовое цианирование.

Установка для цианирования
Жидкое цианирование является наиболее распространенным способом. При этом применяют расплавленные цианистые соли, представленные NaCl, NaCN, Na2CO3, BaCl2, BaCO2 в различных концентрациях и сочетаниях.
Существует регламент, определяющий температурный режим и продолжительность работ для разных составов смесей. Он же отображает толщину получаемого в результате слоя, которая составляет 0,15 — 1,6 мм. Взаимодействие цианистых солей натрия с содой и солью приводит к их разложению с выделением атомарных азота и углерода. Основным компонентом цианистых солей является CN. Повышение его содержания приводит к возрастанию концентрации азота и углерода в диффузионном слое, но не сказывается на его толщине. Жидкое цианирование служит в качестве окончательной обработки стали.
Жидкую высокотемпературную обработку, называемую также жидкостной цементацией, осуществляют путем выдерживания деталей в печах-ваннах при 840 — 950°С на протяжении 5 — 45 мин. Такой способ позволяет достичь толщины диффузионного слоя до 0,075 — 0,1 мм. Данный параметр определяется температурой и длительностью процесса. В любом случае наращивание слоя таким методом быстрее, чем при газовом цианировании. Однако данный способ весьма вредоносен, так как расплавленные цианистые соли токсичны. Поэтому необходимы особые меры безопасности при осуществлении таких работ.
Ввиду этого жидкостной высокотемпературной технологии предпочитают газовое цианирование, несмотря на меньшую скорость работ. Это компенсируется меньшей стоимостью. Его осуществляют при 830 — 950°С в муфельных печах на протяжении 1 — 2 ч. По завершении закалки и низкого отпуска твердость обработанного данным способом материала возрастает до 60 — 64 HRC (56 — 62 по другим данным).
Низкотемпературное цианирование стали среднеуглеродистого состава называют также тенифер-процессом. Он заключается в насыщении материала преимущественно азотом путем пропускания через него сухого воздуха при 540 — 600°С.
Перед низкотемпературным цианированием осуществляют термическую обработку полного цикла при 500 — 600°С.

Процесс цианирования стали
Таким образом, низкотемпературное цианирование создает слой с большим содержанием азота, а при высокотемпературном образуется покрытие преимущественно углеродного состава (концентрация углерода составляет 0,6 — 1,2%, азота — 0,2 — 0,6%).
Процесс диффузионной сварки
Процесс основан на диффузии двух свариваемых поверхностей, осуществляемой на молекулярном уровне. Одна из областей применения диффузионной сварки – изготовление компенсаторов, которыми оснащаются шинные пластинчатые КШМ из меди. Диффузионная сварка обеспечивает создание однородных контактных площадок на основе пластин из меди, по сути, представляющих собой монолит.
Технология диффузионной сварки подчиняется ГОСТу 26011-74, сам процесс осуществляется под давлением при одновременном нагреве свариваемых поверхностей с применением защитной среды. Перед началом всех операций свариваемые поверхности обезжириваются ацетоном, а также подвергаются механической обработке (с целью обеспечения 6-го класса шероховатости).
Нагрев деталей производится до температуры, значение которой составляет 0,5 – 0,7 от температуры перехода свариваемого металла в жидкое состояние. Это позволяет поднять эффективность диффузионных процессов, увеличить их скорость, сделав свариваемые поверхности более пластичными. Если эффективность диффузионной сварки по тем или иным причинам бывает недостаточной, между свариваемыми поверхностями размещают наполнитель (фольгу, изготовленную из специального припоя, или порошок фтористого аммония). Если используется фольга, то ее фиксация производится с помощью контактной сварки. При нагреве до определенной температуры сварочный материал расплавляется.
Нагрев свариваемых поверхностей осуществляется с помощью различного оборудования. Для этого применяется электронно-лучевой, индукционный или же радиационный нагрев. Также применяется технология нагрева за счет сопротивления проходящим токам или же используется тлеющий разряд, возникающий в среде расплавленных солей.
Давление в сварочной камере отрицательно: от – 10 до 2 мм рт. ст. В качестве защитной среды в этом случае выступает вакуум или инертный газ, которые защищают свариваемые поверхности от зашлаковывания.
При сварке детали прижимаются друг к другу. Давление сжатия достигает 4 кгс/мм². Благодаря давлению происходит уничтожение оксидных пленок с их последующим удалением, а также разрушение шлака, образовывающегося на поверхности металла при нагреве. Это создает условия для максимального сближения свариваемых поверхностей (позволяет им взаимодействовать на молекулярном уровне), а также создает условия для активизации диффузионных процессов с последующей рекристаллизацией металлических поверхностей. Технологически, диффузионная сварка в различных ситуациях может отличаться режимами (в частности – давлением):
- сварка при высоком давлении (более 20 МПа) – предполагает интенсивное силовое воздействие;
- сварка при низком давлении (до 2 МПа включительно) – предполагает силовое воздействие низкой интенсивности.
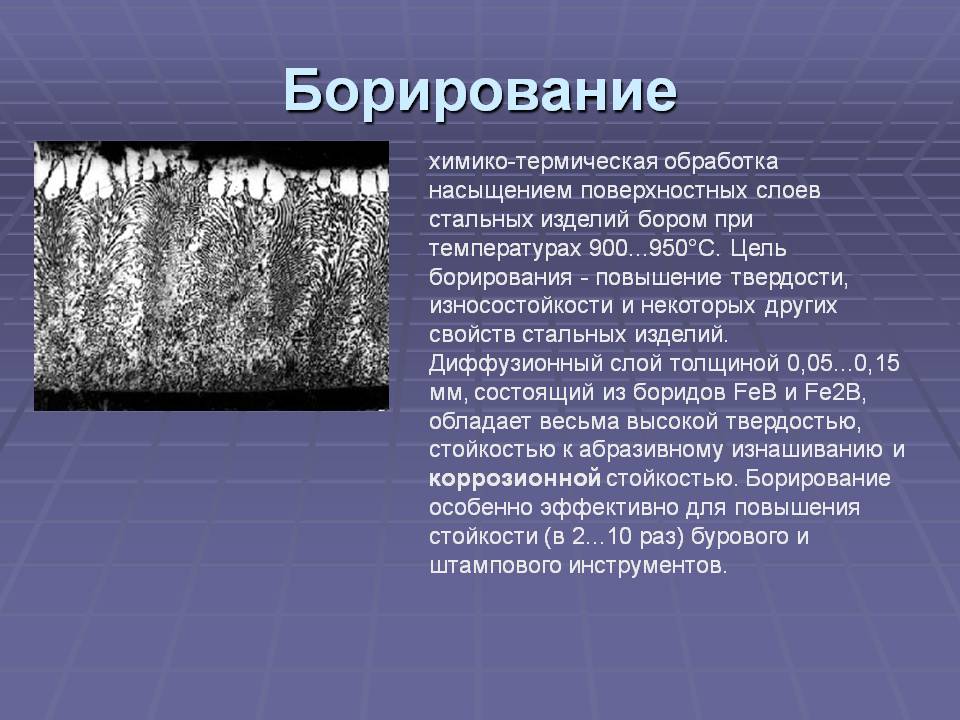
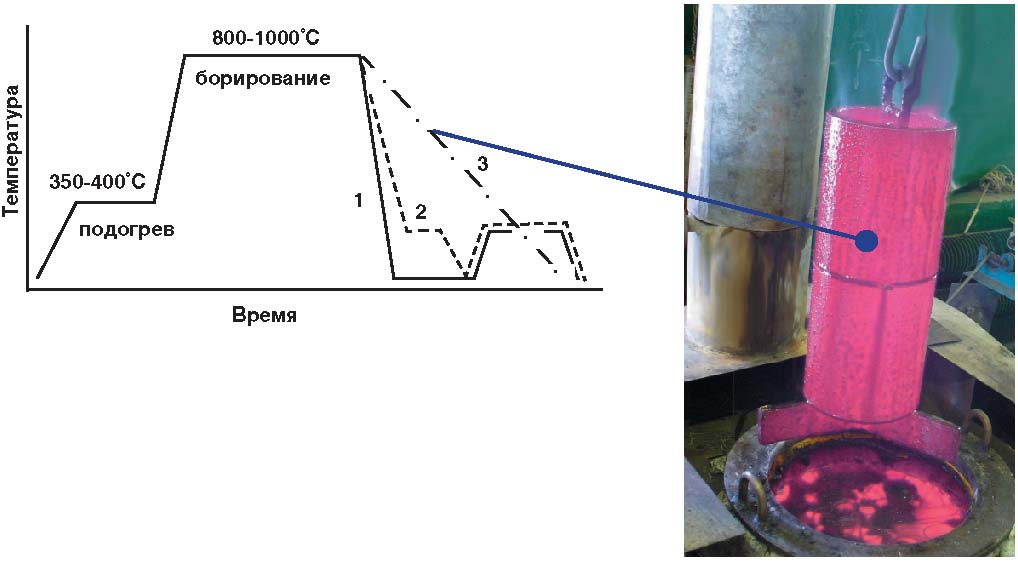
Технология борирования
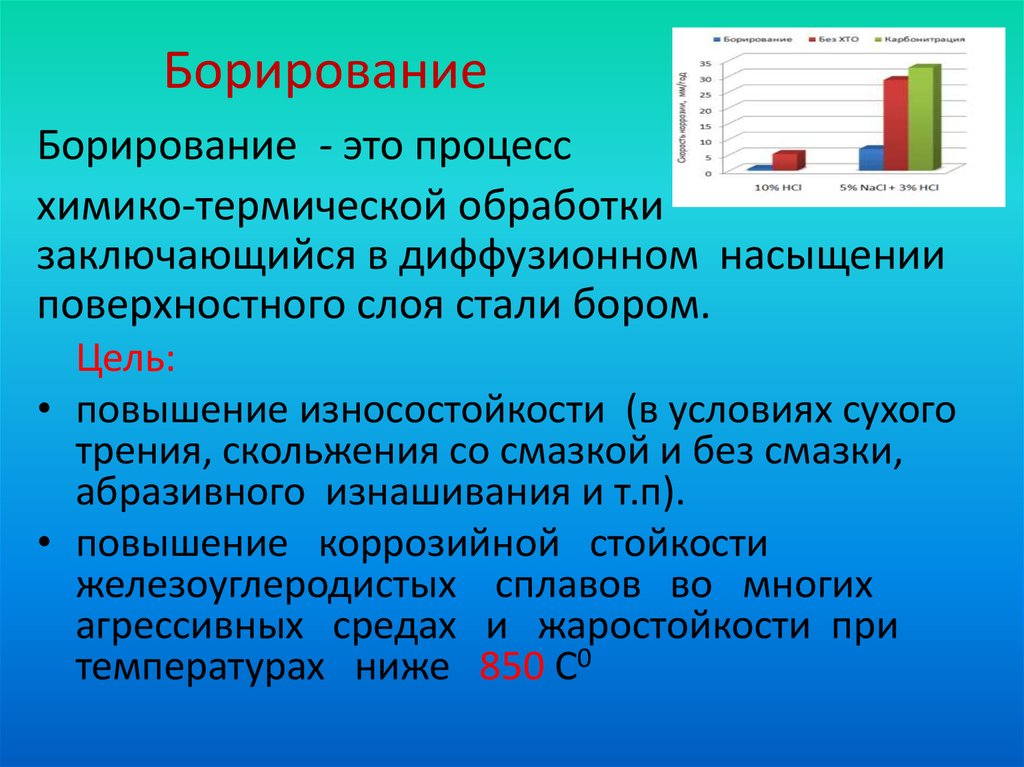
Основное назначение борирования поверхности – повышение износостойкости поверхности изделий при работе в агрессивных и абразивных средах при температурах до 800°С. Насыщение поверхностного слоя стали бором применяется для быстрорежущего и штамповочного инструмента, деталей дробильных и просеивающих машин, буровых установок и центробежных насосов.
Технология борирования производится по различным методикам, применение которых диктуется особенностями производства и видами обрабатываемых изделий. Режим проведения процесса зависит от желаемой толщины покрытия и марки стали. Обычно борируемые стали содержат значительное содержание углерода и легирующих присадок. В перечень материалов, к которым применяется рассматриваемая технология, входят также изделия из нержавеющей стали.

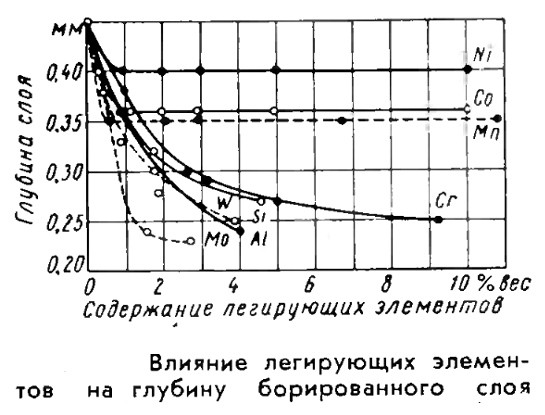
Влияние легирующих элементов на глубину борированного слоя
Плюсы и минусы диффузионного насыщения металлов
Применяя диффузионную металлизацию, в поверхностный слой металлического изделия можно внедрить практически любой диффундирующий элемент – это следует отнести к положительным аспектам метода.

Отрицательные же аспекты, которые не позволяют широко использовать такую обработку на предприятиях, следующие:
- скорость диффузии очень мала и требует многих часов обработки;
- поддержание высоких температур ведет к серьезным затратам энергии;
- из-за повышенного нагрева деталь подвергается деформации;
- полученный слой уступает по показаниям защиты слоям, получаемым менее затратными методами, например нитроцементацией.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.



Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Установка и оборудование для диффузионной сварки
 Практическое применение диффузионной сварки металлов в вакууме происходит с применением специально технологического оборудования – установки для диффузионной сварки, при необходимости, оснащённой дополнительным оборудованием.
Практическое применение диффузионной сварки металлов в вакууме происходит с применением специально технологического оборудования – установки для диффузионной сварки, при необходимости, оснащённой дополнительным оборудованием.
Основной вид установки для диффузионной сварки
Прижим и пластическую деформацию деталей при диффузионной сварке выполняют, направляя усилие прижима перпендикулярно свариваемым поверхностям. Проще всего эту схему диффузионной сварки осуществить при плоских соединяемых участках. Этот вариант является наиболее предпочтительным.
В этом случае, усилие прижима передаётся от рабочих пуансонов к деталям непосредственно, или через приспособление (см. рисунок типовой установки). Для взаимного фиксирования свариваемых деталей выбирают подходящую конструкцию или простейшие вспомогательные средства с той целью, чтобы обойтись без дополнительных сложных приспособлений.
С этой целью на практике применяются технологические проточки, канавки, буртики, у ступы и другие элементы, с помощью которых происходит фиксация деталей. По окончании сварки они могут быть удалены механической обработкой.
Также на практике детали не сложной конфигурации фиксируют с помощью тонких металлических полосок, закрепляемых контактной точечной сваркой. Основным условием плавильной сборки и фиксации является свободное прилегание свариваемых участков друг к другу по всей плоскости.
Установка для диффузионной сварки сложных деталей
Для диффузионной сварки деталей сложных форм, например, телескопических конструкций, давление создаётся при помощи метода термонатяга (см. рис установки для сварки с использованием термонатяга).
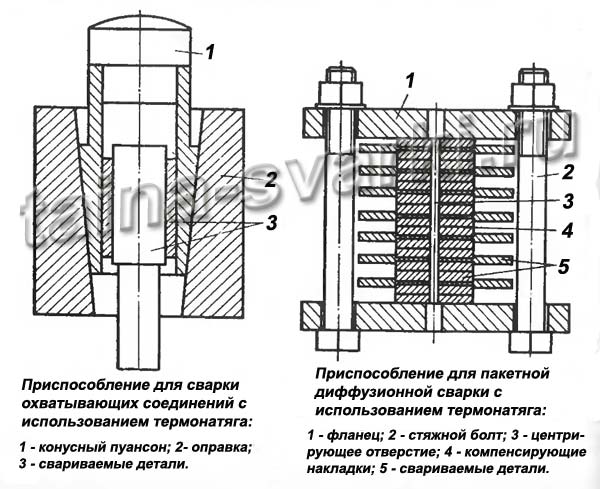
Метода термонатяга также подходит и для сварки относительно простых по форме деталей в сочетании с многоместными приспособлениями (см. рисунок установки для пакетной диффузионной сварки). Это существенно увеличивает производительность и упрощает процесс сварки. Для изготовления деталей установок и приспособлений применяют марки стали и сплавы с высоким содержанием хрома ( 0Х27Ю5А, Х25Н20, Х20Н80, 12Х18Н10Т, 12Х13, 20Х13) с содержанием молибдена (МРН), или графита (МПГ-6, МПГ-7). Приспособления из графита до начала сварки необходимо отжечь в вакууме при температуре 1300°C.
Герметизируемые контейнеры
Применение диффузионной сварки для крупногабаритных деталей осложняется отсутствием подходящего оборудования. Для решения этого вопроса на практике часто применяют стандартные прессовые установки. Свариваемые детали перед сваркой помещают в тонкостенный контейнер, который совпадает по форме со свариваемым узлом. Далее контейнер герметично заваривают по периметру, далее создают вакуум внутри него, нагревают и сдавливают заготовки с помощью пресса. Установка для диффузионной сварки в герметичном контейнере изображена на рисунке:

Технические характеристики металлических изделий после цементации
- В результате цементирования на поверхности легированной стали образуется равномерный защитный слой твердостью 60-64 HRC.
- При цементации в условиях термической обработки (более 700 градусов Цельсия) возможны незначительные изменения структуры металла.
- Во время процедуры на поверхности сплава образуются феррит и перлит, измельчающие зерно металла (обусловлено высокой температурой произведения окончательной закалки – до 900 градусов Цельсия)
С целью корректировки крупной зернистости, после окончания процедуры цементации металлические изделия подвергаются дополнительной обработке:
- для большинства видов сплавов применяются вторичный нагрев и закалка в воде (происходит при температуре 750-780 градусов). Далее осуществляется их отпуск (в диапазоне от 150 до 180 градусов Цельсия) или нормализация. Повторный нагрев и закалка детали избавляют от крупнозернистости металла.
- для легированных сталей используется только нормализация, без закалки.
Результатом сквозного прогрева металлического изделия является формирование мартенсита в средней части детали. Методика обработки детали после цементации определяется её маркой. Чаще всего применяется отпуск в низкотемпературной среде.
Технология борирования
Главное назначение борирования поверхности – увеличение стойкости к износу поверхности изделий во время работы в агрессивных и абразивных средах при температуре до 800°С. Изобилие слоя поверхности стали бором используется для быстрорежущего и штамповочного инструмента, деталей дробильных и просеивающих машин, буровых установок и центробежных насосов.
Технология борирования выполняется по самым разным методикам, использование которых диктуется характерностями производства и видами обрабатываемых изделий. Режим проведения процесса зависит от желаемой толщины покрытия и марки стали. В большинстве случаев борируемые стали содержат большое содержание углерода и легирующих присадок. В список материалов, к которым применяется рассматриваемая технология, входят также изделия из нержавейки.
Воздействие легирующих компонентов на глубину борированного слоя
Это интересно: Бериллиевая бронза — состав, свойства, марки и применение сплава
Достоинства диффузионного насыщения металлов[править | править код]
Поверхность диффузионно-металлизированной детали обладает высокой жаростойкостью, поэтому жаростойкие изделия изготавливают из простых углеродистых сталей с последующим алитированием, хромированием и силицированием. Исключительно высокой твёрдостью (до HV 2000) и высоким сопротивлением абразивному износу обладают борированные слои, вследствие образования на поверхности высокотвёрдых боридов железа – FeB и Fe2B; однако борированные слои очень хрупкие. Сульфидирование – поверхностное насыщение стали серой. Для режущего инструмента стойкость повышается в 2–3 раза.
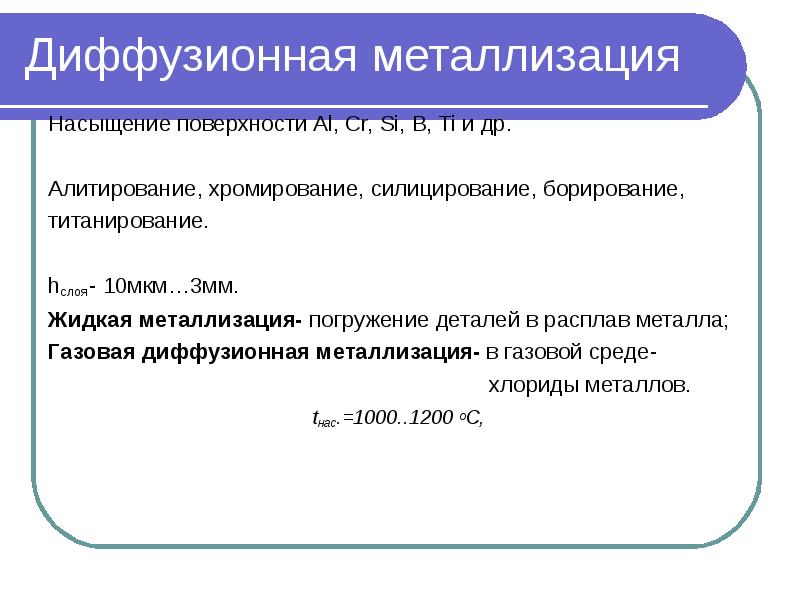
Описание технологии и ее назначение
Метод диффузионной металлизации позволяет получить обработанную толщину слоя стали от 10 микрон до 3 миллиметров. Вне зависимости от того, каким металлом насыщают поверхностный слой носителя, технология получения имеет несколько сходных этапов:
- Физическая очистка детали, которая будет подвержена диффузионной металлизации. На этом этапе с поверхности удаляются любая грязь, пыль, жировые образования и слой окисла.
- Помещение изделия в рабочую среду. Это может быть окунание в жидкий расплав, засыпка металлсодержащими порошками, распыление металла на поверхность детали.
- В некоторых случаях, как при диффузии алюминия, присутствует этап нанесения жаропрочного покрытия поверх распыленного на заготовку расплава.
- Помещение внутрь специальной печи, где создается высокая температура, иногда превышающая 1000 градусов по Цельсию. На этом этапе под термическим воздействием печи атомы проникают в поверхностный слой изделия, что может длиться очень долго.
- После обработки деталь достают из бокса, промывают, проводят удаление остатков порошка.
Технология
 Технологические методы диффузионной сварки могут существенно различаться между собой, так же, как различаются и соединяемые материалы. С принципиальной точки зрения при сварке в вакууме применяют те же приемы, что и в обычной диффузионной (холодной) сварке, например, алюминия — это соединение деталей внахлест, стык-в-стык и шовным методом.
Технологические методы диффузионной сварки могут существенно различаться между собой, так же, как различаются и соединяемые материалы. С принципиальной точки зрения при сварке в вакууме применяют те же приемы, что и в обычной диффузионной (холодной) сварке, например, алюминия — это соединение деталей внахлест, стык-в-стык и шовным методом.
Однако по причине разнородности химических и физических свойств материалов, которым надлежит превратиться в новое композитное вещество, используется множество дополнительных приемов, улучшающих и ускоряющих процесс диффузии — в каждом конкретном соединении свои.
В частности, часто используются прокладки из металлов с высокой склонностью к диффузии — золота, серебра, никеля, меди. В отдельных техпроцессах материал прокладки или подслоя требуется дополнительно подогревать, подвергать окислению или сульфидированию. Также в зависимости от физических свойств свариваемых материалов подбираются уникально температура и давление.
Методы борирования стали
Большое разнообразие методов борирования стали позволяет использовать наиболее технологичные в каждом конкретном производстве. Наиболее распространенные методики таковы:
- В газообразной среде;
- В жидкой среде;
- В твердой среде.
Перечисленные выше методики обработки включают в себя большое количество разновидностей, которые отличаются некоторыми нюансами.
Комбинированное борирование углеродистой стали
Жидкостное безэлектролизное борирование
Для жидкостного борирования применяются расплавы смесей, основной составляющей которых является тетраборат натрия (бура) с добавкой карбида бора, хлорида натрия и силиката марганца. Температура расплавленной массы составляет 900°С. Толщина обработанного слоя может составлять до 0.2 мм. Жидкостное борирование в расплаве имеет то преимущество, что глубина обработки не зависит от формы обрабатываемой поверхности. Из недостатков нужно отметить, что расплав активных веществ быстро истощается, при этом компенсация расхода отдельных компонентов затруднена, как и определение химического состава смеси.




Примеры применения технологии жидкостного борирования
Электролизное борирование
Сократить время процесса при жидкостном борировании помогает использование эффекта электролиза при прохождении электрического тока через обрабатываемую деталь и расплав. Процесс электролизной обработки проходит при небольших значениях плотности тока и тех же температурах расплавленного электролита, что и при простом жидкостном борировании. Хотя при таком способе используется только бура, недостатком является ее большой расход, поскольку часть бора при электролизе выпадает в виде аморфной массы, которая, кроме того, может образовывать дефекты на поверхности заготовки.
Снизить температуру расплава помогает введение фторосодержащих добавок – фторида и фторбората натрия.
Газовое борирование
Равномерное и однородное проникновение бора в поверхностный слой металла достигается при использовании метода газового борирования. Борирование деталей производится при температуре 850°С в среде газов, содержащих оксиды, галогениды и водородные соединения бора. Выделяющийся при термическом разложении газов атомарный бор, оседает на поверхности изделий и диффундирует вглубь металла.
https://youtube.com/watch?v=bnkTUowNHkM
Следует отметить, что некоторые борирующие смеси газов очень взрывоопасны, что накладывает ограничения на применение данной методики.
Недостатки
Возможности диффузного метода создания композитных деталей ограничены размерами сварочной установки, вернее, вакуумной камеры. Сложность элементов оборудования, большая масса снижают мобильность установки. Затраты на эксплуатацию, высокая базовая стоимость, расходы на обслуживание установки несопоставимы с накладными расходами традиционной сварки – низкая рентабельность препятствую массовому распространению прогрессивного метода.
Сложное оборудование, исключающее вакуумную камеру, насосы, гидравлический усилитель, многое другое нельзя сделать своими руками. Технические сложности производства установок вкупе с затратами ограничивают область применения метода диффузионной сварки высокотехнологичными отраслями промышленности. Метод диффузной сварки применяется только там, где ему нет аналогичной замены: в робототехнике, приборостроении, где требуются металлокерамические детали, композитные элементы, катодные узлы, сложные полупроводниковые переходы.





