

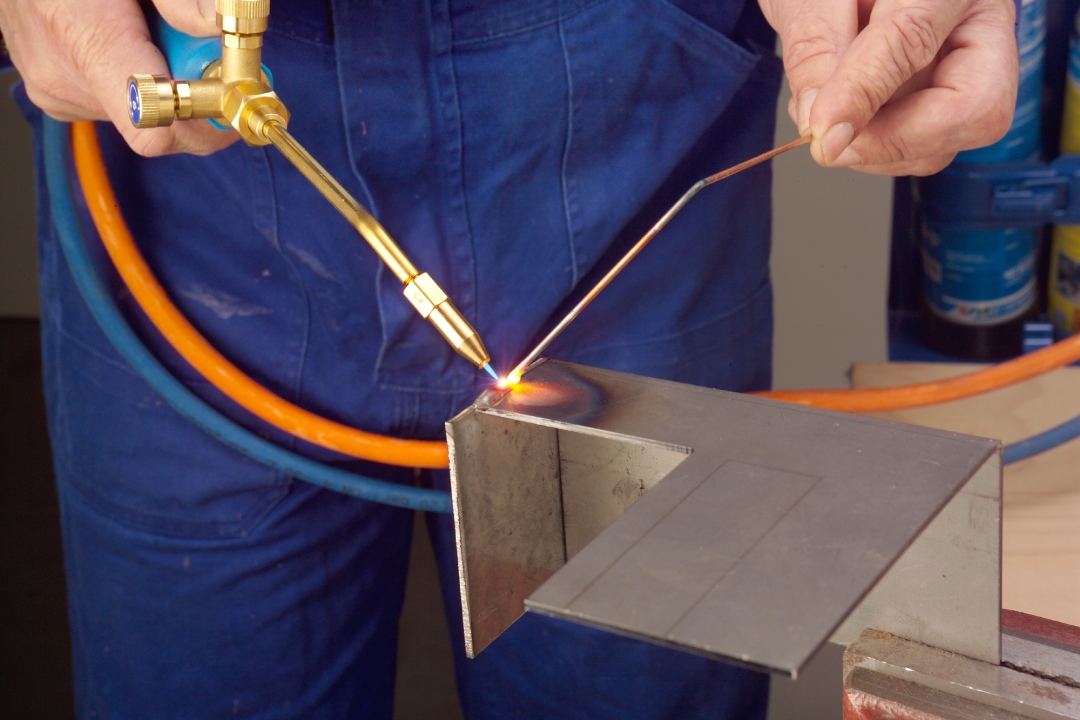
Мини-резак
Мини-резак представляет собой разновидность портативного автогена для работы по металлу, но с еще меньшим размером.
По сути, мини-резак является зажигалкой, имеющей дюзу газового резака, которая располагается сверху аппарата.
При этом характеристики у аппарата довольно хорошие: мини-автоген имеет хороший напор пламени и достаточный размер резервуара для газа, что позволяет выполнять работу с ним даже при ветреной погоде.
Но здесь существует один нюанс: длительное горение может сильно нагреть верхнюю часть мини резака, и детали, сделанные из пластмассы, могут расплавиться, а провести их ремонт или замену в большинстве случаев не представляется возможным.
Мини-горелка имеет тот же принцип работы, что и агрегат стандартных размеров.
Но из-за того что, объем баллона с газом небольшой, его надо периодически заправлять (можно воспользоваться обычным цанговым баллоном).
Видео:
Из минусов мини-горелки можно также отметить незначительную длину выходящего пламени, поэтому работы с некоторыми видами металла на них крайне неудобны.
В основном такие мини-аппараты используют ювелиры или мастера, производящие ремонт кондиционеров и холодильников, так как они очень удобны для работы своими руками с мелкими предметами.
В обиходе мини-горелку используют для розжига камина в частном доме или на даче.
Автоген для резки/сварки металла: классификация
Весь имеющийся в специализированных магазинах ассортимент автогенов по различным критериям подразделяется:
по предназначению: на специальные (для особого рода специфических работ) и универсальные, подходящие для большинства газорежущих и сварочных работ. Снабжённые инжектором универсальные горелки просты и удобны в эксплуатации, отличаются незначительным весом, при этом способны разрезать заготовку толщиной 3…300 мм по всем направлениям.
Тип горючей смеси формирует свою классификацию:
- в весьма бюджетных кислородных автогенах формирование горящей струи происходит кислородом;
- керосиновые работают на керосиновых парах и обыкновенно применяются для резки заготовок из углеродистой стали толщиной до 200 мм. Достаточно сложная конструкция такого автогена делает его практически неприменимым для мелких бытовых работ – керосиновые автоген, как правило, используется в угольной и горнодобывающей промышленности (в силу высокой взрывоопасности пропановые/ацетиленовые автогены в этих отраслях обычно не применяются);

- считающиеся наиболее надёжными и безопасными, эффективные и производительные пропановые автогены используются для резки чёрных и цветных металлов – чаще всего для чугунных батарей, труб и т.д.;
- ацетиленовые автогены станут самым удачным выбором при обработке заготовок или элементов значительной толщины – свойства ацетиленовой горючей смеси позволяют создать пламя максимальной температуры: даже компактный по своей конструкции инструмент будет удобен и эффективен при работе с массивными деталями и заготовками;
- по конструкции и способу смешивания кислородной и горючей составляющей автогены делятся на инжекторные и безинжекторные;
- по способу резки металла: на автогены разделительной, копьевой, поверхностной или кислородно-флюсовой обработки (для высокохромистых, высоколегированных сталей).
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Автоген в работе: принцип действия аппарата, способ применения
Сварка автогеном сегодня имеет широкое распространение. Сварочный аппарат может применяться для пайки, резки, нагревания, а также сварки металлов. Часто автогеном пользуются для сварки и разрезки труб. Стоит отметить, что изначально применение автогена было направлено на использование в мастерских.
Применение
Сварка представляет собой отлаженный порядок действий, который следует знать для дальнейшего применения.
Процедура включает в себя следующие пункты:
Сначала открывается кислородный кран, после чего необходимо открыть ацетиленовый кран и поджечь пламя на газовой горелке
Обратите внимание: если газовые шланги полностью отсоединялись от баллонов и газовой горелки, пламя, скорее всего, зажжется не с первой попытки, поскольку газу надо пройти до горелки по шлангам, на что уйдет некоторое время;
Далее нужно отрегулировать пламя горелки до требуемой температуры (3150 гр. С);
Следующим этапом следует поднести пламя горелки к соединяемому металлу, прогреванием его до образования белого цвета на поверхности;
Сварка производится путем применения специальных сварочных электродов (расплавляются, заполняют собой зазор между соединяемыми элементами);
После того как вы закончите варить, соединяемая деталь опускается в подготовленный резервуар с водой для охлаждения;
Следом за этим отстукиваем образовавшийся шлак при помощи молотка, после чего необходимо проверить, насколько качественно проведена сварка деталей.
Правила сварки
Варить металлы, либо разрезать их нужно предельно осторожно, придерживаясь определенных правил обращения с аппаратом. Если нужна сварка труб, обязательно ознакомьтесь с мерами безопасности
Правила безопасной работы:
- Кислородный баллон не должен контактировать с горюче-смазочными материалами, особенно с маслом. Если произойдет утечка газа в месте контакта баллона с ГСМ, то произойдет взрыв. Стоит отметить, что Кислородный баллон имеет синий окрас, а баллон с ацетиленом – белого;
- Транспортировка баллонов для сварки должна перевозиться в специализированном транспорте, предназначенном и оборудованном для перевозки взрывоопасных материалов;
- Во время сварки баллоны с газом должны находиться на расстоянии десяти метров от жилых зданий, общественных сооружений;
- Хранение баллонов по окончании сварки труб, либо других металлических деталей должны храниться в стальном вентилируемом шкафу на открытом воздухе (шкаф должен закрываться на замок);
- Хранение газовых баллонов в общественных и жилых зданиях противоречит технике безопасности;
- В процессе сварки труб необходимо периодически проверять баллон на утечку газа, прислушиваться к редукторам;
- Рядом с местом сварки должен стоять огнетушитель;
- Варить металл следует вдали от воспламеняемых предметов.
Материалы для сварки
Для сварки понадобится:
- Баллон с ацетиленом и новой прокладкой для манометров (выдается на заправочной станции);
- Заправленный баллон с кислородом;
- Редуктор с манометрами для кислорода;
- Редуктор с манометрами для ацетиленового баллона со струбциной;
- Соединяющие шланги для кислорода и ацетилена;
- Газокислородная горелка;
- Электроды;
- Резервуар с холодной воды для охлаждения деталей;
- Средства индивидуальной защиты (защитные очки, перчатки, штаны, куртка, шапка).
Что нужно знать?
«Обратка» – так называется процесс, в течение которого ацетилен перетекает внутрь кислородного шланга. Таким образом, ацетилен «поднимается» по кислородному шлангу до момента подхода к баллону. Стоит отметить, что в случае, если «обратка» дойдет до баллона с кислородом, то произойдет сильный взрыв. В связи с этим, если вы не владеет опытом проведения подобных работ, соединение труб самостоятельно лучше не производить.
Все тонкости процедуры, которые представляет сварка, оказаны лучшим образом на видео. Правильное использование аппарата, начало работы и многое другое показывает практическое руководство на видео
goodsvarka.ru
Как выбрать резак получше?

Принцип действия газового резака.
Предлагаем блок полезной информации, которая поможет вам лучше ориентироваться в спецификациях и технических характеристиках резаков заранее:
Ниппели бывают латунными алюминиевыми. Латунные варианты долговечнее.
Если есть возможность, выбирайте модели с алюминиевыми, а не пластиковыми ручками, Какой бы не был пластик теплоустойчивым, он «поплывет» в любом случае быстрее, чем алюминий.
Рукоятка должна быть достаточно массивной: диаметр не меньше 40 мм.
Вентили должны хорошо работать. Это значит – проворачиваться без особых усилий.
Аппараты с рычажным управлением более удобны и экономны в использовании, они экономят газ.
Вентильные шпиндели должны быть обязательно из нержавеющей стали, а не из латуни, которые слишком недолговечные. Бывают «комбинированные» варианты, они по своей долговечности занимают серединную позицию.
Лучшим материалом для корпуса резака являются металлы: латунь, медь, нержавеющая сталь.
Мы помним, что ацетиленовые резаки стоят дороже. Следим за материалом, из которого выполнены детали имеющие прямой контакт с горючим газом перед смешением в камере









Внимание! Они не должны быть сделаны из меди или ее сплавов, где содержание меди не меньше 65%.
Если конструкция устройства разборная, это лучше: его легче чистить и ремонтировать.
Только медь! Только медный наружный мундштук!
Правильный внутренний мундштук на газовый резак ацетиленового типа тоже должен быть из меди. А вот в кислородном резаке по металлу – из латуни
Вот такие нюансики.
Обязательно проверяйте у продавца состояние дел с запасными частями и расходным материалом.
автогенный — это… Что такое автогенный?
- автогенный — автогенный … Орфографический словарь-справочник
- АВТОГЕННЫЙ — АВТОГЕННЫЙ, автогенная, автогенное (греч. autogenes самородный) (тех.). Происходящий под влиянием очень высокой температуры сам по себе, без обработки орудиями (о резке и сварке металлов). Автогенная сварка. Автогенная резка металлов. Толковый… … Толковый словарь Ушакова
- АВТОГЕННЫЙ — АВТОГЕННЫЙ, ая, ое: автогенная сварка, резка то же, что газовая сварка, резка. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
- автогенный — прил., кол во синонимов: 1 • газовый (6) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
- автогенный (св.) — газовый (св.) — [https:///anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы газовый (св.) EN autogenous … Справочник технического переводчика
- автогенный — (авто… + гр. genos род) самостоятельно развившийся; а ная сварка (резка) (устар.), или газовая сварка (резка), кислородная сварка (резка) сварка (резка), при которой местное расплавление металла свариваемых (разрезаемых) изделий производится… … Словарь иностранных слов русского языка
- Автогенный — прил. 1. соотн. с сущ. автоген, связанный с ним 2. Свойственный автогену, характерный для него. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
- автогенный — автогенный, автогенная, автогенное, автогенные, автогенного, автогенной, автогенного, автогенных, автогенному, автогенной, автогенному, автогенным, автогенный, автогенную, автогенное, автогенные, автогенного, автогенную, автогенное, автогенных,… … Формы слов
- автогенный — автог енный (тех.) … Русский орфографический словарь
- автогенный — … Орфографический словарь русского языка
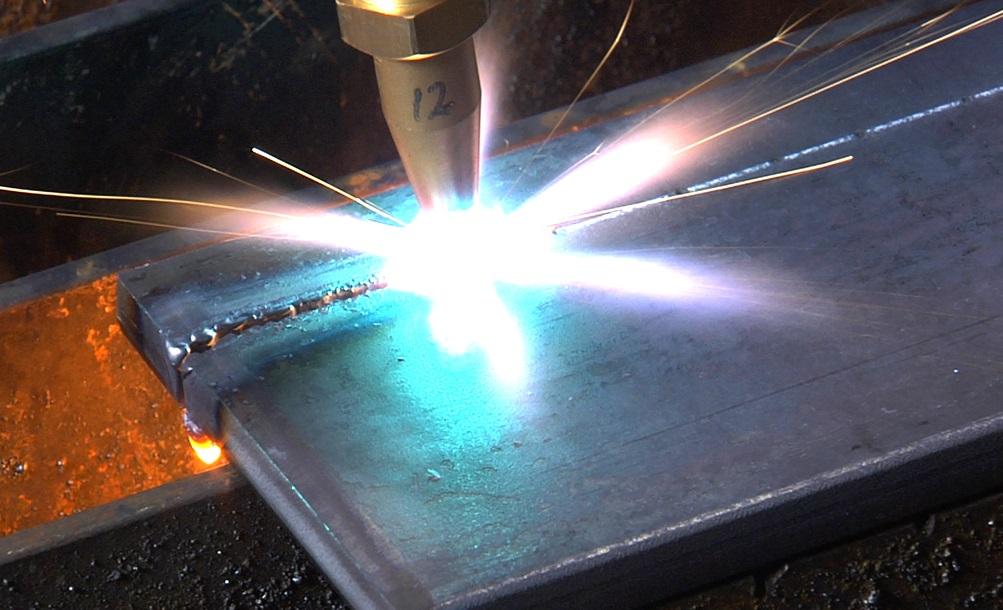
Нюансы резки по металлу
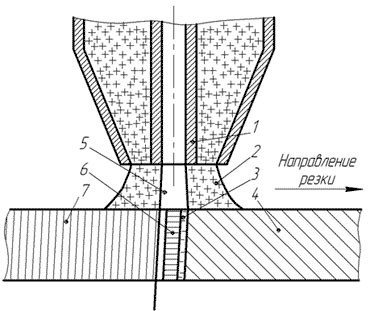
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
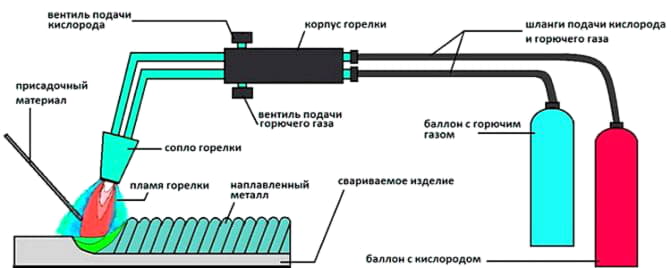 Принцип работы газовой горелки. Вид газа влияет на температуру пламени для разогрева металла.
Принцип работы газовой горелки. Вид газа влияет на температуру пламени для разогрева металла.
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
На что обратить внимание при выборе газового резака
При выборе устройства необходимо проверить следующие несколько моментов:
- ниппели лучше выбрать латунные, они прослужат дольше алюминиевых;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- вентили должны вращаться без заедания, но с постоянным небольшим усилием;
- выбирайте модель с шайбой кислородного вентиля от 4 см в диаметре — регулировка подачи будет точнее и удобнее;
- материал корпуса и трубок;
- у пропановых резаков — медный сплав или нержавеющая сталь ;
- для ацетиленовых горелок для меди в сплаве должна быть не более 60%.
Стоит также убедиться в наличии запасных частей и расходных деталей.
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
осуществляют резку в любом направлении при толщине материала, мм: 3…300;
достаточно просты в эксплуатации;
весьма устойчивы;
хорошо выдерживают обратные удары;
имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.
Безинжекторная модель газового резака, портативный газовый резак по металлу
Труборез
Это специальное устройство для резки труб из разных материалов. Различают ручные (механические) и электрические инструменты. Оба вида подходят для диаметров 15-360 мм.





![Газовый резак по металлу [как резать и как выбрать]](https://domdetaley.ru/wp-content/uploads/a/6/7/a67310024db730ee39e16bfff919853a.jpeg)


Сначала на аппарат насаживается твердосплавный диск. У съемного элемента есть ряд преимуществ перед классическими абразивными. Например, увеличенная в 4 раза скорость реза, отсутствие искрения и необходимости добавления каких-либо веществ в зону резки. Поверх режущей кромки наносится алмазное напыление, продлевающее срок службы изделий. Примеры труборезов для чугунных труб — переносные изделия Exact Pipecut для диаметров менее 360 мм.
Увы, редко домашний трубопровод легко поддастся резке при помощи трубореза. К нему может быть осложнен доступ инструмента или место резки загнуто так, что устройством не захватить. Поэтому стоит рассмотреть другие варианты.
Разновидности агрегатов
Если вы задумали сделать ремонт и выбираете прибор, то следующая информация вас обязательно заинтересует.
Разновидностей резаков довольно много. Все они имеют разное устройство и характеристики.
Изучим наиболее популярные из них:
Кислородный аппарат представляет собой эжекторную установку, в которой горящую струю формирует поступающий под давлением кислород. Кислородный автоген считается одним из самых бюджетных аппаратов и вполне подходит для резки своими руками; Керосиновый резак, как понятно из названия, работает при помощи паров керосина. Как правило, им пользуются при разрезании углеродистой стали толщиной не более 20 см. Для резки своими руками он почти не применяется, так как отличается сложным устройством и применяется в основном в промышленных работах (характеристики горелки позволяют использовать ее в угольной или горнодобывающей промышленности, под землей, в то время как пропановый или ацетиленовый резак там использовать нежелательно); Пропановый аппарат применяется при резке изделий, в состав которых входят цветные и черные металлы разного состава (наиболее часто пропановый автоген используют при резке чугуна – батарей или труб)
Профессионалы обращают внимание на безопасность и надежность, которые обеспечивает пропановый аппарат по сравнению с использованием других агрегатов. Поэтому, именно пропановый автоген наиболее часто используют при выполнении работ своими руками. Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены; Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину
На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом
Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены; Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину. На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом.
Но все же, наибольшей популярностью пользуются универсальные эжекторные аппараты. Универсальные автогены могут разрезать металл в любую сторону и под любым наклоном.
При этом они чрезвычайно удобны в эксплуатации и отличаются небольшим весом. Одной из последних разработок производителей считается газовый резак с пьезоподжигом.
Он чрезвычайно удобен для использования своими руками, так как такое устройство включается одним нажатием на кнопку.
Но и стоит такой автоген довольно дорого, поэтому если вам нужен аппарат на недолгий срок и для небольшого объема резки металла, то покупка такой горелки будет неуместной и расточительной. Гораздо лучше купить мини-резак.
Отрезка трубы под углом 45 и 90 градусов
Если нужно отрезать трубу под углом 45 градусов, что чаще требуется при прокладке водопроводных, отопительных труб. Зачастую используются стальные, чугунные трубы, которые имеют цилиндрическую форму. В монтажных работах применяются прямоугольные или профильные трубы. Однако следует правильно разрезать трубу болгаркой, чтобы потом с легкостью соединить. Поэтому следует тщательно разметить трубу.
Некоторые мастера пытаются разметить место реза с помощью рулетки, но предупреждаем, что результат скорей всего получиться негативный. А для положительного результата, учтите следующую рекомендацию профессионалов.
Возьмите лист бумаги или картона, лучше А4, сложите по диагонали и оберните вокруг трубы, где планируется ровный срез. Края бумаги должны абсолютно совпадать друг с другом. А сторона бумаги, что ближе к торцу трубы была перпендикулярна оси. После чего по кругу разметьте леску среза.
Если требуется ровно отрезать под углом 90 градусов, то решите задачу быстро с помощью опять-таки бумаги или малярного скотча. Оберните вокруг трубы, чтобы концы совпадали. Сделайте ровную разметку и отпилите.
Мастера советуют использовать при разрезе профильной трубы угольник. Для этого угольник по очереди прикладывайте к сторонам, и плавными движениями поворачивайте и наносите метки. После действий, зафиксируйте трубу и режьте. Подготовьте себе шаблон, который пригодится в будущем и сэкономит время. Лучше действие производить болгаркой, так разрез будет ровнее.
В работе с чугунной трубой, учитывайте, что это хрупкий материал. Поэтому наведем способ, с помощью которого получится разрезать такой металл без повреждений.
Перед началом работы сделайте пометки для разреза, как и в работе со стальными трубами. Подложите деревянный брус для опоры. Пройдитесь болгаркой по окружности трубы, делая небольшие разрезы. Потом возьмите зубила, вставьте в канавку и нанесите сильный удар молотком. Имейте в виду, что для разреза чугунных труб используются отрезные диски на бакелитовой основе.
Если под рукой нет болгарки, чтобы разрезать чугунную трубу канализации или других предназначений, воспользуйтесь ножовкой по металлу, зубилами или специальными труборезами.
Обрезание газовой трубы опасное действие, поэтому лучше всего доверить профессионалам. Но если уверены в силах, тогда для разрезания металла берите болгарку, сварку, ножовку, газосварку.
- Перед работой перекройте стояк с подачей газа. После чего выпустите остальной газ из трубы. Для этого подожгите газ в конфорках и ждите, когда потухнет.
- После проведенных действий, режьте. Используя способ сварки, металлическая основа сгорает при воздействии высокой температуры. Результат быстрый и эффективный. Но помните, что для обрезки или укоренение газовых труб опять-таки нужен опыт.
Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет. Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет
Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Мини-резак
Ручной автоген обычно и так невелик по размерам — его ещё более миниатюрная по габаритам разновидность называется мини-резак. К основным характеристикам такого инструмента следует отнести уверенный напор пламени и достаточный по объёму газовый резервуар, позволяющие использовать устройство даже в ветреную погоду. При эксплуатации следует учесть, что мини—автоген не рассчитан на длительное непрерывное использование: высокие температуры способны расплавить корпус инструмента без возможности ремонта или замены повреждённых деталей. Впрочем, время использования ограничено объёмом газового резервуара: зажигалка-автоген должна периодически заправляться, и для этого пригодится обычный цанговый баллон.
В отличие от удобных и эффективных современных ручных моделей (в том числе и достаточно дорогого автогена с пьезоподжигом, включаемого нажатием лишь одной кнопки) мини-резаки характеризуются невысокой стоимостью, а потому доступны буквально всем не только профессиональным, но и домашним мастерам.
Основными сферами использования такого автогена являются бытовые работы, требующие резки или сварки металлических элементов: ремонт кондиционеров, автомобилей, велосипедов, холодильников и т. д. К минусам инструмента можно отнести небольшую длину режущего пламени, что несколько ограничивает работу такого прибора с некоторыми типами металлов.

Принцип функционирования и разновидности резаков
Независимо от размеров автогена и разновидностей разогревающей смеси газа резка может происходить при помощи процесса сгорания металла в струе кислорода чистой смеси, нагнетаемого через специальное сопло в головке рабочей зоны.
Главная и принципиальная особенность газовой резки —это показатель температуры горения, который должен быть не меньше показателя температуры плавления. В противном случае металл, не успев разгораться, будет всё время плавиться и стекать. Таким условиям должны соответствовать низкоуглеродистые сали, а цветные металлы и чугун — нет.
Большое количество легированных сталей так же не будут поддаваться процессу газовой резки — существуют значительные ограничения по максимальному показателю и допустимым дозировкам легирующих компонентов, углерода, примесей, процесс превышения горения которых внутри кислорода станет наиболее нестабильным либо вообще перестанет протекать.
Саму резку следует разделить на две стадии:
- Разогрев одной части детали до температуры, во время которой металл начнёт гореть. Для того чтобы получить факел пламени разогрева, часть технического кислорода в определённом соотношении смешивают совместно с газом.
- Процесс сгорания (окисление) разогретого металла в струе кислорода и общее выведение продукта горения из зоны реза.
Если начать рассматривать классификацию только ручных резаков, то такое значение будет обладать следующими особенностями:
Разновидность горючего, мощность и способ получения смеси газов для пламени разогревающего типа.
- Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
- Особенность мощности: небольшая (резка металла толщиной от 3 до 100 мм) — маркировка P1, средняя (до 2−0 миллиметров) — маркировка P2, более высокая (около 300 миллиметров), маркировка — P3. Существуют особые образцы с толщиной резки около 500 миллиметров.
- И если первая особенность будет влиять лишь на общую температуру разогревающего пламени, а также мощности — на предельную толщина металла, то ещё одним признаком будет определяться особенность конструкции резака.










На себя или от себя
Как сделать углы на потолочном плинтусе с использованием стусла
Такой метод наиболее прост и надежен. Стусло позволяет вырезать максимально точно.
Перед выполнением работы следует правильно разметить элемент. Делают это двумя способами.
- На плинтусе карандашом отмечают угол в 90 или 45 градусов. Затем изделие вкладывают в стусло и отрезают по отмеченной косильной лески.
- Прикладывают на место элемент и обозначают наружный край. С противоположной стороны тоже устанавливают галтель и тоже обозначают край. Место, где метки пересеклись, является наружным краем, а конец стены – внутренним. На изделии обозначают наружный и внутренний край, а затем режут багет.
Важно! Чем тверже материал, тем более острый и надежный инструмент для резки следует использовать. Для пенопластовых изделий годится и обычный нож. Чтобы резать потолочный плинтус в углах из дерева, нужна электропила или электролобзик
Чтобы резать потолочный плинтус в углах из дерева, нужна электропила или электролобзик.
Как сделать угол потолочного плинтуса без стусла
При подрезке иногда можно обойтись и без стусла. В некоторых случаях такой способ даже эффективней, поскольку стусло рассчитано на высокую ровность стен и потолка. На деле это не всегда соответствует истине.
- Элемент размещают так, чтобы его край упирался в стык двух стен. Отмечают положение карандашом. То же самое проделывают и с плинтусом с противоположной стороны.
- На стыке стены и потолка соединяют точки пересечения и прокладывают диагональ. Затем ее отмечают на самом изделии. Это и есть отметка для разреза.
- Лезвием отрезают по отмеченной косильной лески. При стыковке идеально совмещают. По такой же технологии можно обрезать материал и для наружных углов.
Как сделать мини автоген своими руками
Вместо громоздких стандартных моделей производители стали выпускать компактный мини автоген для использования в труднодоступных местах или в быту. Этот небольшой ручной инструмент помещается в компактный чемоданчик. Для хранения газа такие устройства комплектуются небольшими баллончиками с кислородом, бутаном, пропаном.
Внешне такой автоген выглядит как простое приспособление. По сути, это зажигалка, имеющая дюзу резака газом, которая находится сверху изделия. При этом характеристики у него достаточный напор пламени, что позволяет работать даже при сильном ветре. Но чаще такими аппаратами пользуются ювелиры, мастера по ремонту бытовой техники, потому что они удобны для работы с мелкими предметами.
Компактный мини резак можно смастерить, используя кислород и водород, полученные в результате электролиза водно-щелочного раствора. Конструкция такого самодельного автогена состоит из комплекта:
- двух специальных плат, соединенных 4 шпильками,
- батареи электродов из стальных панелей, разделенных резиновыми кольцами,
- силиконовых трубок для движения газов,
- иглы от шприца, выполняющей функции горелки.
Чтобы избежать неприятностей, нужно заимствовать только схемы с водяным затвором у патрубков на выходе, потому что пайка автогеном гидролизным водородом также взрывоопасна как аппаратом, работающем ацетиленом.





