

Шлифовка бетона алмазным диском: пошаговое руководство для вашего инструмента
Шлифовка бетона с помощью электрического инструмента подразумевает процесс удаления заусениц, загрязнений и сыпучих материалов с бетонной поверхности с помощью шлифовальной машины. При шлифовании бетона скрепление алмазных чашечных колец обычно должно быть противоположным бетону, то есть использовать мягкое соединение на твердом бетоне и твердое соединение на мягком бетоне. Используйте более крупную алмазную крошку для более быстрого удаления бетона и для более твердого бетона.
При шлифовании твердого бетона не образуется много пыли, обычно он мягкий и неабразивный. Алмазы режутся, притупляются и ломаются, как обычно.
Если использовать алмазные диски с высокой зернистостью, тогда увеличивается количество пыли. Также можно уменьшить площадь поверхности с меньшим количеством сегментов. При шлифовании мягкого бетона обычно образуется достаточное количество абразивной пыли, которая изнашивает связку и притупляет алмазный диск. Это часто приводит к быстрому износу шлифовального круга, поэтому приходится избавляться от пыли.
При работе с алмазными кругами для болгарки важно контролировать состояние диска. Он не должен перегреваться, поскольку это может привести к замедлению работы инструмента
Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой. Это может обернуться не только износом диска, но и опасностью для вашего здоровья.
Для шлифовки бетонной поверхности нужно выполнить несколько шагов:
- Изучаем особенности поверхности. Алмазный диск подходит для тонких слоев неагрессивного покрытия.
- Выполняем зачистку поверхности перед шлифовкой. Для получения максимально гладкой поверхности нужно будет несколько раз шлифовать бетон.
- Под конкретный пол выбираем подходящий алмазный круг.
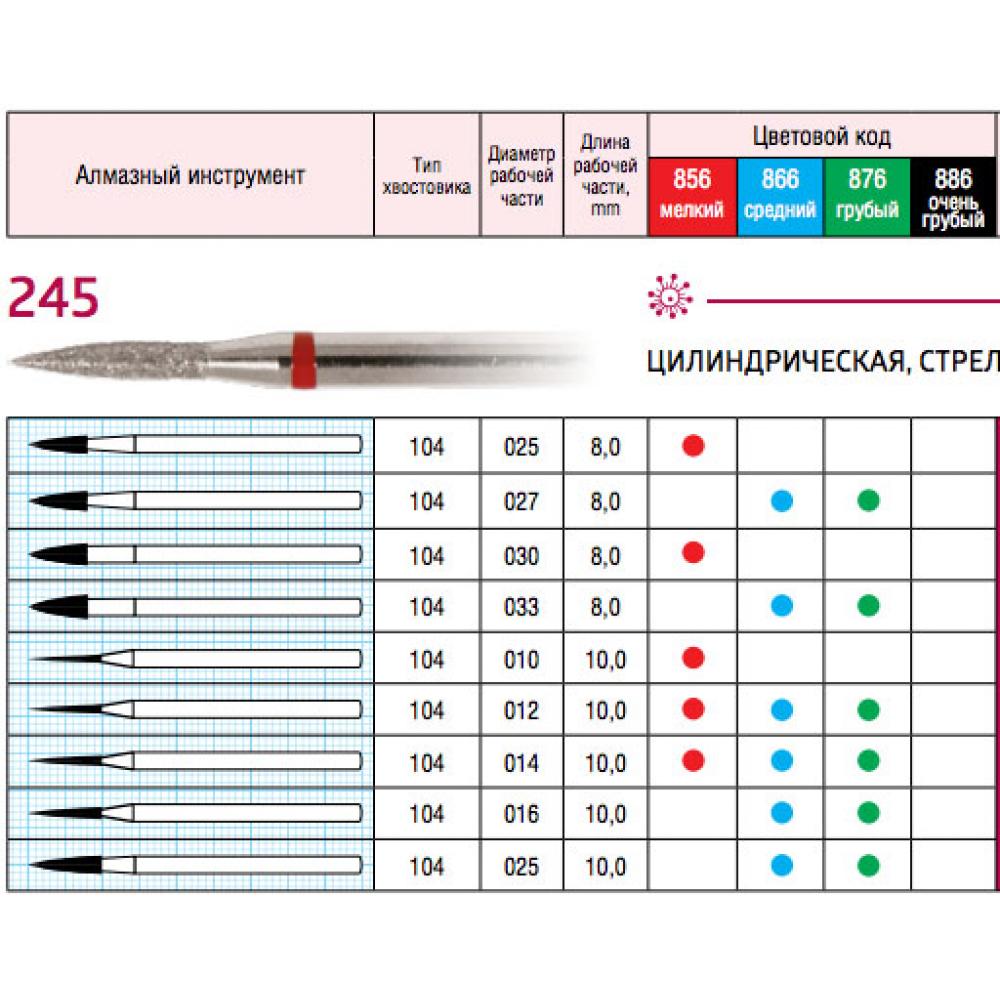
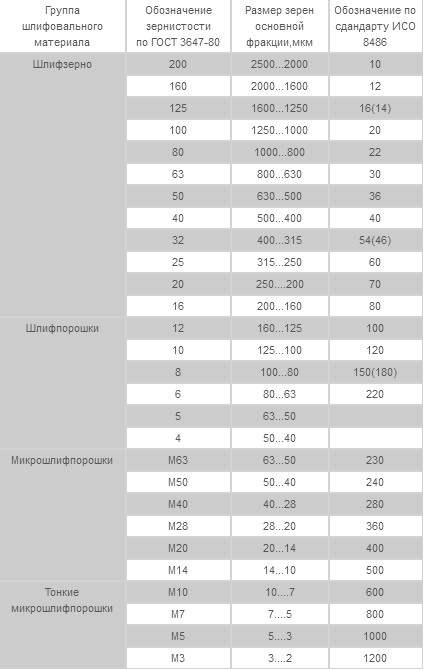
Чтобы правильно выбрать алмазных диск, учитываем зернистость, вид связки, форму сегментов. Что касается показателя зернистости, который, по сути, означает размер алмаза в связке, он бывает крупным (16-40 зерен), средним (70-80 зерен), мелким (140-150 зерен). Лучше всего начать с крупной крошки, с помощью которой удастся выровнять неровности на бетонной поверхности.

Тип связки определяет материал, который удерживает алмазы на месте. Твердое соединение лучше всего при работе с абразивными материалами, такими как мягкий бетон или дорожное покрытие, поврежденное дождем. Средняя связь может плохо работать с твердыми материалами, но быстрее истирается на абразивных материалах. Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Форма сегментов определяется типом поверхности, на котором вы планируете работать. Например, квадратные сегменты имеют длинную переднюю кромку, поэтому идеально подходят для неровного бетона. Алмазы с круглой головкой имеют тонкий передний край, поэтому идеально подходят для дальнейшего разглаживания. Не забывайте и о правильном выборе шлифовальной машины.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
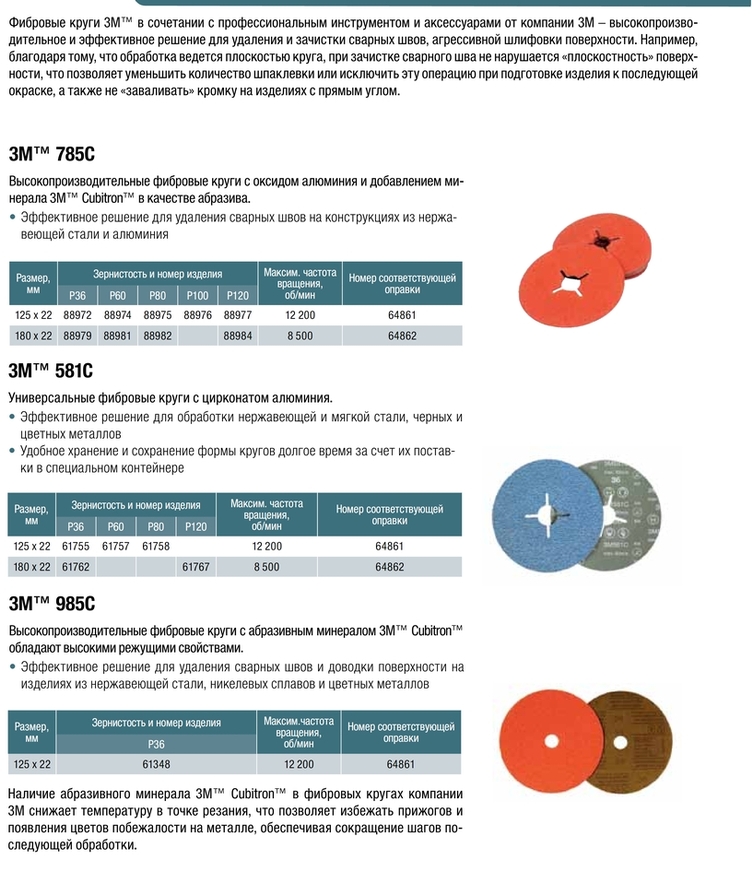
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
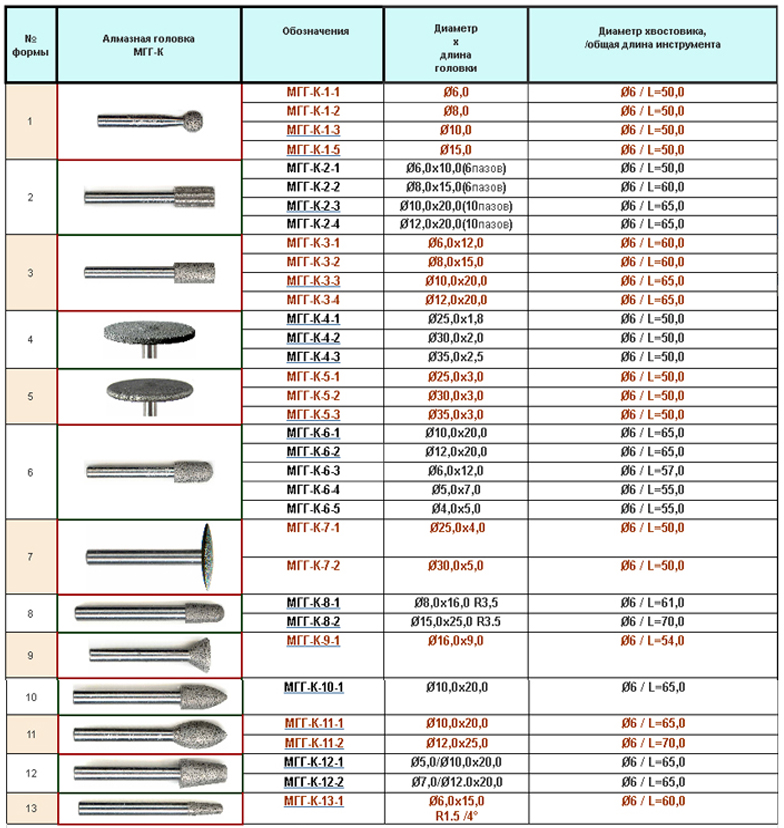
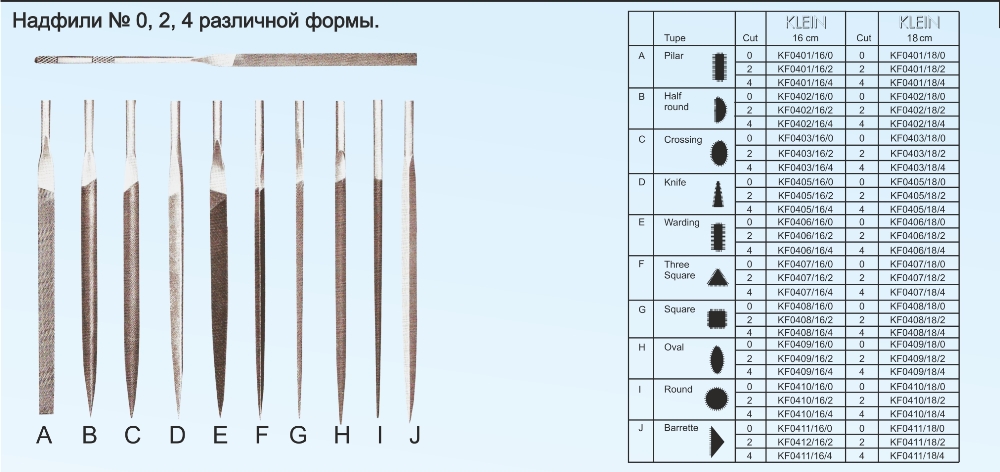
Какие формы имеют надфили?
Алмазный надфиль представлен 12 видами.
- Инструменты с тремя гранями. Они обладают острым или же тупым концом. Этот показатель и определяет область использования прибора.
- Приборы, выполненные в форме ромба. Они дают возможность играть с насечками под определенным углом.
- Устройства в форме клина применяются при работе с кастами и клапанами (ювелирные элементы), а также с углами с малыми показателями. Клиновидные устройства обладают как острым, так и округлым ребром, но при этом нос у прибора острый.
- Надфиль алмазный плоский обладает универсальностью применения. Область использования зависит от размера приспособления.
- Пазовые приборы похожи на плоские, но грани по бокам округлены. Это дает возможность обрабатывания труднодоступных областей.
- Квадратные устройства предназначены для работ с пазами аналогичной формы.
- С полукруглой формой. При помощи них возможна работа с рельефами.
- Надфили с разными выпуклостями подвергают обработке внутреннюю часть кольца.
- Овальные приспособления предназначены для отверстий.
- Надфиль алмазный круглый в состоянии работать с округлыми изделиями. Помимо этого, при помощи них создается требуемый рельеф.
- Игольчатая форма в корне отличается от всех других типов. Во-первых, следует отметить, что эти приспособления обладают миниатюрностью. Длина рабочей поверхности составляет 35-55 мм. Во-вторых, хвост у них имеет квадратную форму.
- Еще один особый вид — это надфиль-рифель. О нем следует говорить отдельно.
Приспособления с тупым носом по всей длине обладают одинаковым размером сечения. У остроносых моделей сечение стержня уменьшается к краю прибора.
Сама насечка также выполняется в соответствии со стандартами. На основные рабочие части инструмента нанесена двойная насечка: главного и вспомогательного характера. Инструменты с круглой или овальной формой могут обладать одинарной или же спиральной одинарной насечкой.
На какие параметры обратить внимание при выборе инструмента?
Если вы решили купить алмазный надфиль, внимательно осмотрите насечку на инструменте. На ней не должно быть дефектов, сколов, трещин. Цвет полотна — однородный, без следов ржавчины. Проверьте также, не отслаивается ли от базиса алмазный порошок. Перечислим еще несколько критериев выбора инструмента.
Рукоятка напильника
Выпускают напильники с деревянными, пластиковыми и резиновыми рукоятками. Все виды удобны в работе, так что особого значения этот параметр не имеет. Есть также наборы инструмента без рукояток. В этом случае вы можете доработать пилку сами, выточив ручку из дерева или используя пластиковую заготовку (например, старую зубную щетку).
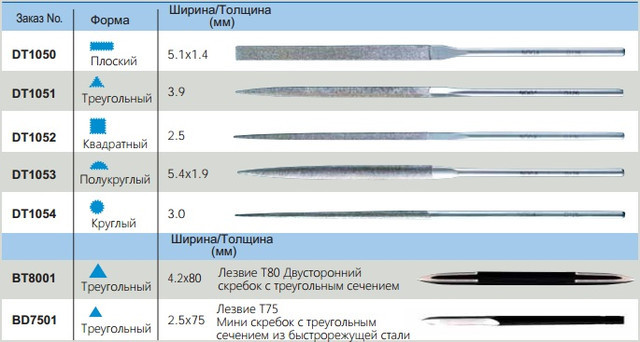
Фотография № 3: Набор надфилей со съемной пластиковой рукояткой
Комплектность набора
Если покупать надфили в наборах, для бытового применения подходят комплекты из 6–10 изделий наиболее распространенных форм. Длины и число насечек на инструменте указаны на коробке.
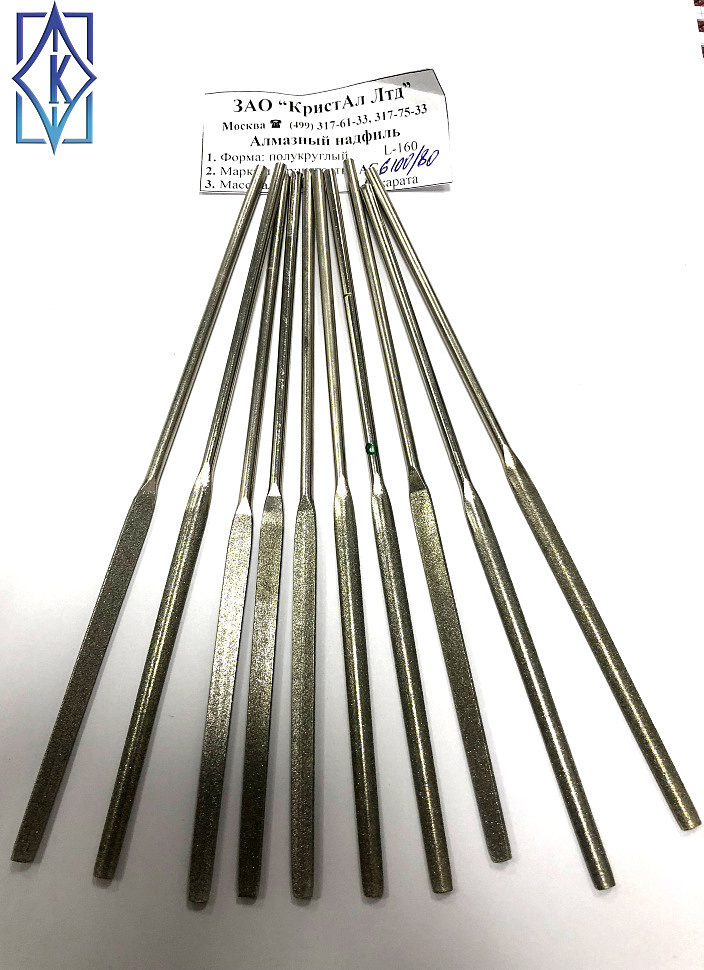
Фотография № 4: Набор из 11 инструментов
Оценка качества инструмента
Проверить качество инструмента достаточно просто. Для этого возьмите два напильника и проведите рабочими полотнами друг по другу. Качественная насечка не повредится и не сотрется. Цвет полотна и его текстура останутся прежними.
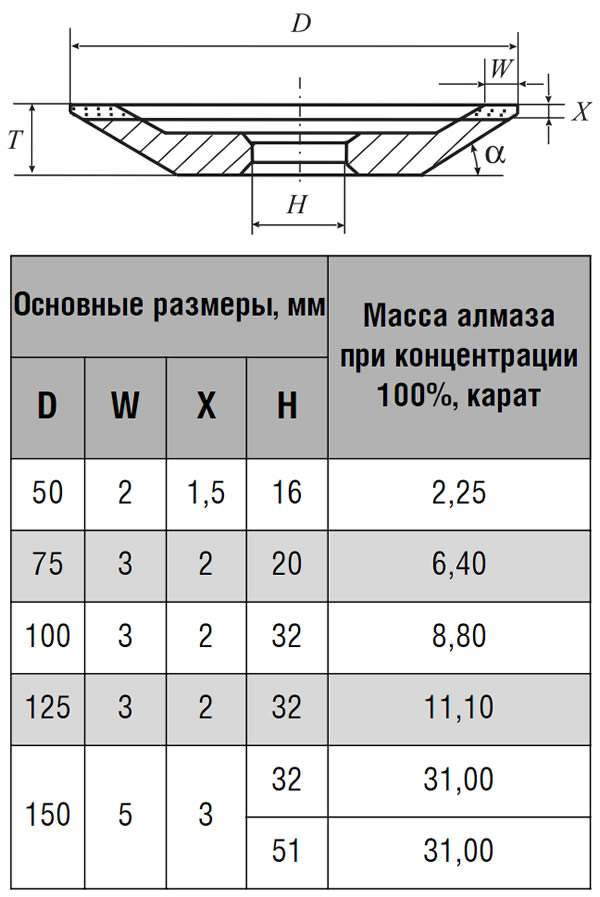
ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. 1.1, 2.11 — 2.14 должны подвергаться 15 % кругов от партии, но не менее 5 шт.; пп. 2.7 — 2.10 — 100 % кругов; п. 2.15 — 5 % кругов от партии, но не менее 3 шт.; п. 2.16 — 10 % кругов от партии, но не менее 5 кругов с корпусами из проката, 20 % от партии, но не менее 10 кругов с литыми или прессованными корпусами.
Партия должна состоять из кругов одного типоразмера, изготовленных из алмазных порошков одной марки, зернистости, относительной концентрации алмазов, связки и одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов по всем показателям. При наличии дефектов в повторной выборке партию не принимают.
3.1 — 3.3. (Измененная редакция, Изм. № 2).





3.4. Периодическим испытаниям на соответствие требованиям приложения 1а должны подвергаться круги, выдержавшие приемочный контроль, в количестве 5 шт. одной характеристики.
(Измененная редакция, Изм. № 5).
3.5. Периодические испытания проводят 1 раз в шесть месяцев.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. № 4).
Назначение и применение надфилей
Используют надфили для обработки разных деталей, доведения их до определённых размеров и форм. Область применения не ограничивается слесарно-столярными работами. Инструмент пользуется популярностью у гравёров и ювелиров.
Основная задача мини-напильника – тонкая опиловка, зачистка, проточка с проходом в труднодоступные места. Благодаря небольшим размерам возможна обработка сложных и мелких деталей.
Различают свыше 11 видов надфилей. Отличаются они формой сечения, длиной и количеством главных надсечек.
| Название вида | Где применяется |
| Плоский/плоский остроносый | Обработка наружных и внутренних плоских поверхностей. |
| Трёхгранный | Предназначен для пазов, канавок, отверстий, острых углов, внешней поверхности детали. Закругленная часть используется для овальных деталей, рельефов. |
| Круглый | Проход по мелким отверстиям, вогнутым участкам, чистовая обработка. |
| Полукруглый | Имеется плоская и овальная рабочая поверхность. На них присутствуют насечки. Применяются в подходящих деталях и отдельных зонах. |
| Ромбический | Для прохода по зубчатым деталям. |
| Игольчатый | Отличается от других видов миниатюрными параметрами. Длина рабочей части не превышает 25-35 мм. Характерной чертой является квадратный хвостовик. |
| Квадратный | Доступны для обработки многоугольные отверстия, квадратные и прямоугольные участки. |
| Клиновидный | Имеет острый нос и форму клина. Используется для обработки касты, кропанов, пропилки всечки небольшого угла. |
| Разновыпуклый | Подходит для прохода по внутренней стороне колец, деталей, имеющих форму кольца. |
| Пазовый | Применяют для зачистки и заточки труднодоступных участков заготовки. |
| Ножовочный | Осуществляет выборку канавки, узкого паза. |
| Рифель | Распознаётся по сильному изгибу рабочей части. Область применения – ювелирные мастерские. Изготавливается только из магнитно-твёрдого сплава, что помогает удалять после заточки крошки драгметаллов. |
Согласно единому стандарту для плоских надфилей 1513–77 определяются основные виды с учётом насечек:
- 1 и 2 – на каждый см длины рабочей части инструмента приходится от 28 до 56 насечек;
- 3; 4 и 5 – от 40 до 112 насечек.
Тип насечки указывается на рукоятке в виде маркировки. Чем крупнее насечки, тем выше порядковый номер.
Крупными насечками выполняется грубая обработка деталей. Мелкими надфилями (№1 и 2) вытачиваются рельефы, третий номер используется для финишной обтачки.
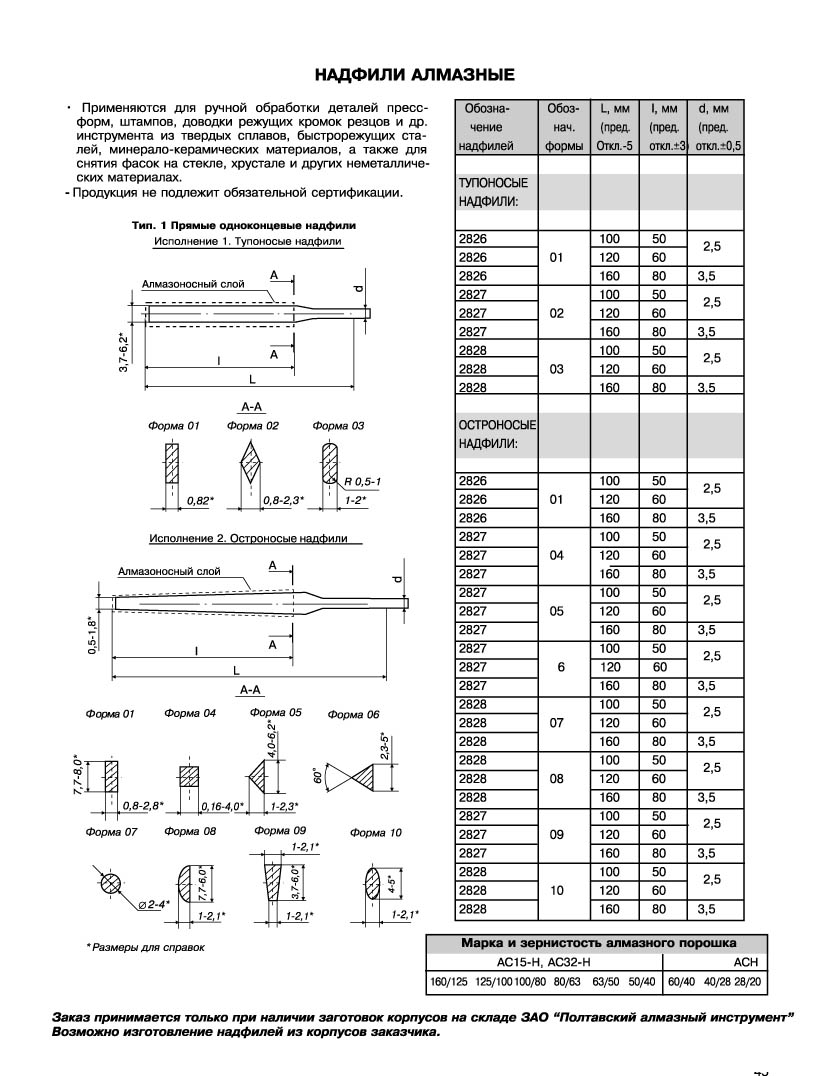
Надфили
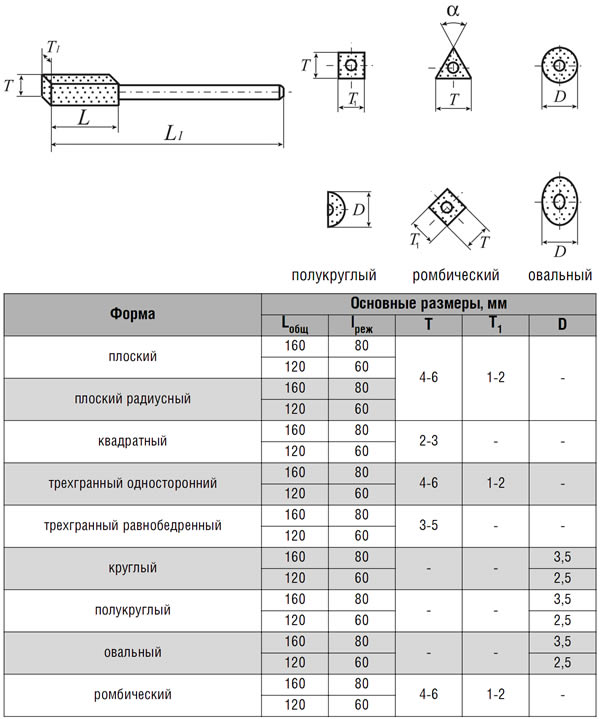
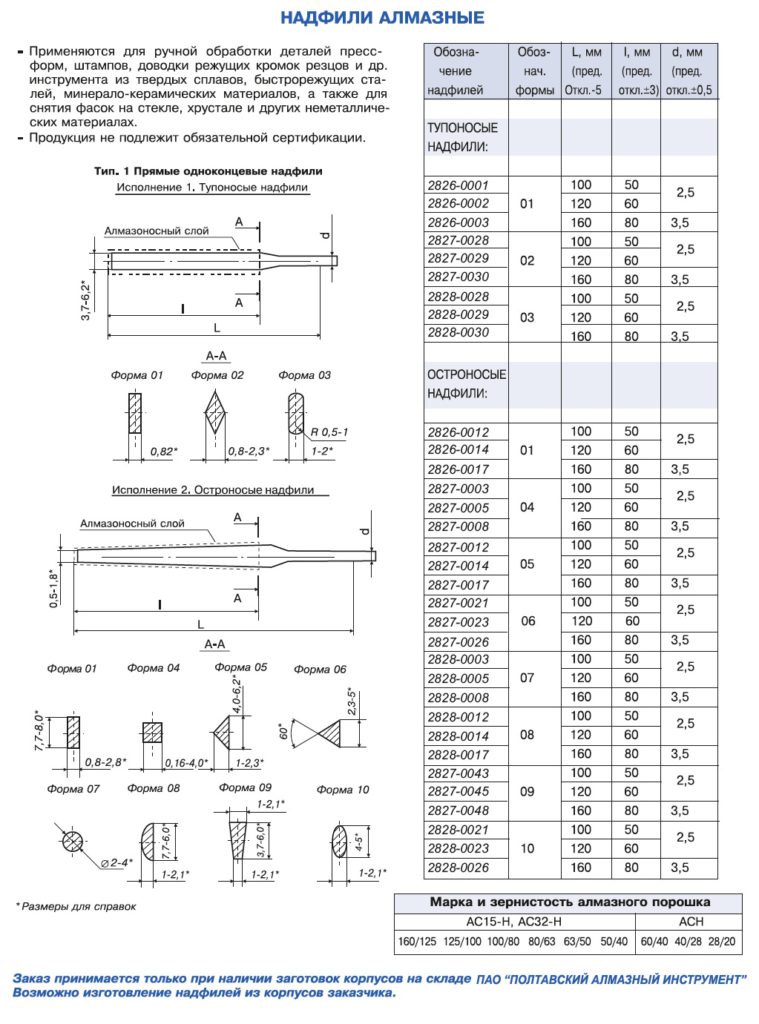
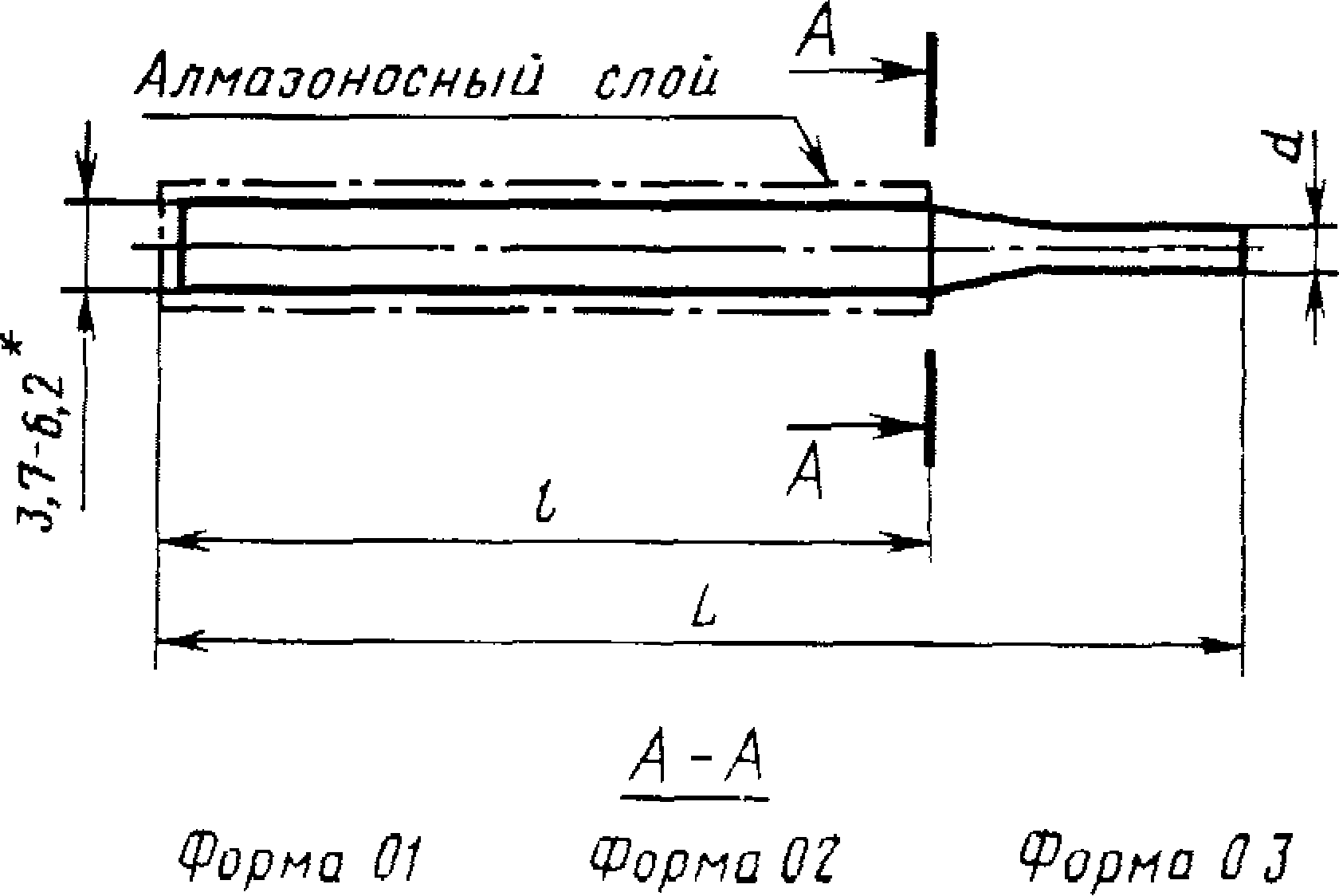
Инструмент, имеющий алмазное напыление, выпускается с разной зернистостью рабочей поверхности. ГОСТ 23461–84 определяет их длину – 100-200 мм. Встречаются также экземпляры длиной 80 и 160 мм с рабочей поверхностью 50 и 80 мм. Для изготовления надфилей с алмазным напылением должны использоваться материалы, твёрдость которых выше, чем у стали.
Тип абразива
На сегодняшний день при производстве наждаков применятся большое количество разнообразных материалов. Это позволяет добиться оптимальных характеристик диска, добиться его высокой прочности, долговечности или точности обработки.
Наиболее часто можно встретить следующие материалы:
- Электрокорунд – используется при работе с металлическими изделиями, обычно кованого железа. Он отличается высокой теплоустойчивостью, хорошим свойством сцепляемости со связкой. Абразив очень прочный и отличается высокой долговечностью. Наиболее распространенный электрокорунд нормальный.Также распространен электрокорунд белый. Абразив более однородный, имеет острые кромки, которые самозатачиваются. Из-за своих свойств он используется для финальной обработки, деталей из высококачественных сталей.Реже можно встретить хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше прочность круга.
- Карбид кремния – отличается повышенной прочностью и одновременно значительной хрупкостью. Он маркируется как 52-55С, используется при работе с фарфором, гранитом, керамикой, стеклом и множеством других прочных материалов.
- Эльбор – очень твердый материал, практически не уступающий алмазу, но более хрупкий. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – очень прочный природный материала, отличается низкой хрупкостью. Такие диски используется при механической обработки сплавов на основе железа, стекла, керамики и кремния.
Алмазные круги делятся на несколько типов:
- обычной прочности (АС2);
- повышенной (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Что такое тарированный напильник
Замена салонного фильтра Лада Веста. Практические рекомендации по выбору
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.
Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
1. Черный HRC65 2. Голубой HRC 60 3. Темно-зеленый HRC 55 4. Светло-зеленый HRC 50 5. Желтый HRC 45 6. Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Как очистить надфиль?
Насечка любых напильников со временем может забиваться остатками отработанного металла и другими мелкими частицами. Проще всего выбросить старый инструмент и купить новый, но его можно очистить. Несложная технология поможет в очистке надфилей по дереву и металлу. Загрязненный напильник необходимо очистить от загрязнений с помощью мыльной жидкости или средства для мытья посуды, промыть инструмент под струей проточной воды. После этого можно восстанавливать поверхность одним из перечисленных способов:
- Поместить напильник в ацетон так, чтобы жидкость покрывала инструмент полностью.
- Прокипятить в растворе с содой в течение 15-20 мин., затем остудить и промыть.
- Приготовить 20% раствор серной кислоты и погрузить в него напильник до восстановления, действовать очень аккуратно, ведь кислота опасна.
- После восстановления инструмент обязательно следует подержать в нагретом до 100°С машинном масле в течение 20-30 мин., остудить и вытереть насухо мягкой ветошью.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено.
Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.


Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Работа абразивного круга
Работу шлифовального круга можно сравнить с работой фрезы. Абразивные зерна шлифовального круга так же, как и зубья фрезы, периодически вступают в соприкосновение с обрабатываемой поверхностью детали и снимают стружку (рис.52).
Каждое абразивное зерно представляет собой резец. Количество таких резцов зависит от величины зерен, находящихся в круге, диаметра и ширины круга. Количество абразивных зерен в круге исчисляется десятками тысяч для кругов малых диаметров и сотнями тысяч для кругов большого диаметра и высоты. Так, круг диаметром 400 мм, высотой 40 мм и зернистостью 50 имеет не менее 200 тысяч режущих зерен, расположенных на периферии круга.
Элементы стружки, снимаемые абразивными зернами, имеют неодинаковую форму, так как сами зерна отличаются по форме и расположению относительно обрабатываемой поверхности.
Стружка имеет очень малые размеры. Под микроскопом видно ее сходство со стружкой, получаемой при токарных, фрезерных и строгальных работах. Это свидетельствует о том, что резание абразивными инструментами подчиняется тем же законам, что и резание стальными и твердосплавными лезвийными инструментами. В процессе шлифования абразивные зерна своими острыми кромками врезаются в обрабатываемую поверхность и, преодолев силы сцепления между частицами материала, отделяют стружку.
Шлифование в отличие от фрезерования имеет свои особенности. Так, зерна круга в отличие от зуба фрезы имеют неправильную округленную в вершинах геометрическую форму и произвольно расположены в круге. Это вызывает непостоянное значение переднего угла, который, как правило, является отрицательным (тупым). Процесс шлифования состоит из суммарного массового очень тонкого резания отдельными зернами-резцами материала детали. Процесс снятия стружки отдельным зерном происходит за очень короткий промежуток времени (0,0001.. 0,00005 сек.), т. е. практически мгновенно, но благодаря большому количеству зерен процесс стружкообразования протекает для всего круга непрерывно.
В процессе шлифования затупившиеся зерна могут выкрашиваться за счет увеличивающейся нагрузки на затупившееся абразивное зерно. При этом обнажаются новые острые зерна. Таким образом, в отличие от фрезы круги могут самозатачиваться.
Это напильник?
Алмазный надфиль представляет собой маленькую пилку. Рабочая поверхность прибора покрыта алмазным напылением. Это обеспечивает не просто резку материала во время работы, но и выскабливание его поверхности, снятие тонкого слоя, расположенного наверху. Обыкновенная пилочка для ногтей также является одним из типов надфиля.
Алмаз относится к одним из самых дорогостоящих натуральных материалов. Но с какой целью его используют в инструменте? В реальности для создания прибора берется камень искусственного происхождения. Благодаря высоким показателям прочности надфиль с алмазным напылением может работать со стеклом, керамикой, прочной сталью и сплавами.
Набор алмазных инструментов дает возможность слесарю-инструментальщику провести обработку поверхности профиля со сложной конструкцией. По сути, приборы выполняют те же функции, что и аналоги из стали, но справляются с материалами более твердой фактуры.
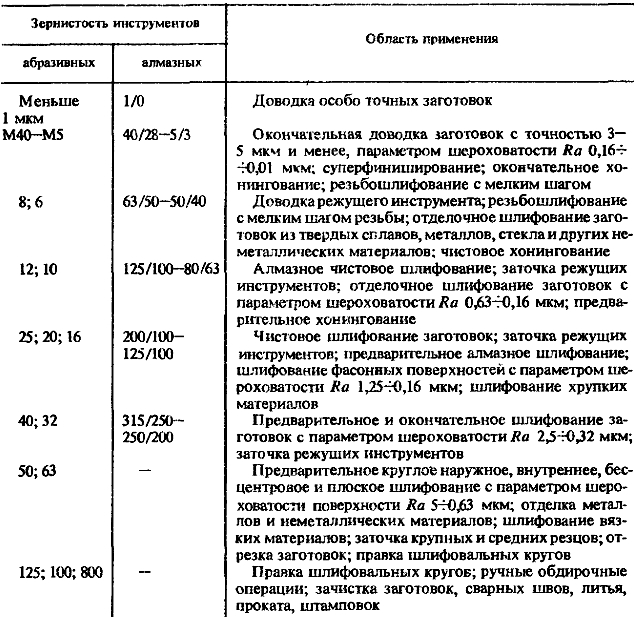
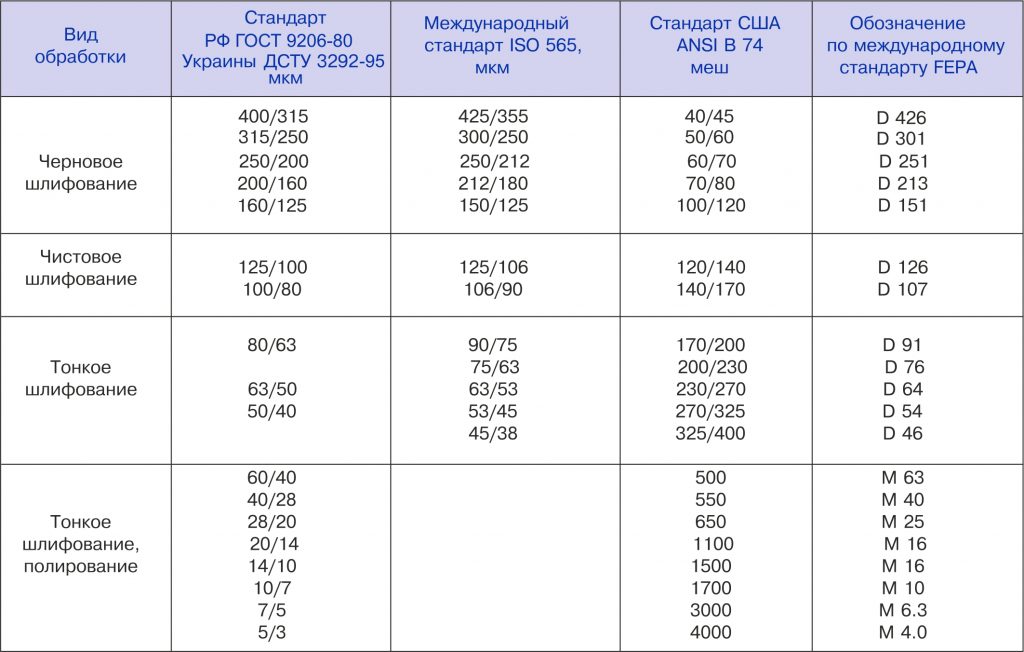
Особенности подбора кругов по зернистости
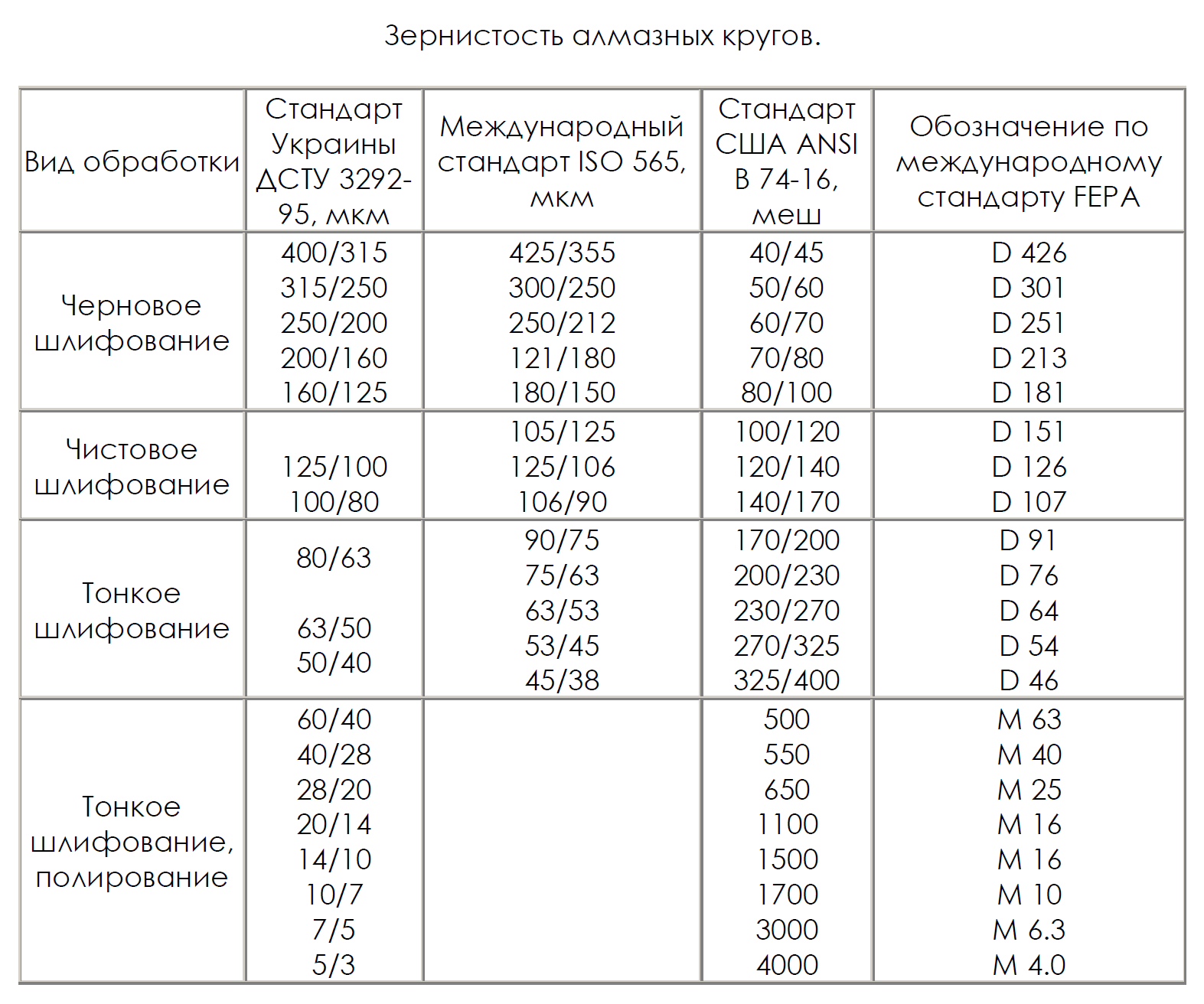
Чем меньше размер зерна, тем выше качество обрабатываемой поверхности, ниже значение шероховатости. Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
При подборе зернистости круга необходимо учесть и свойства материала обрабатываемой детали. Размер абразива должен увеличиваться при повышении вязкости или твердости обрабатываемого материала. От зернистости зависит и выбор глубины шлифования. Чем крупнее абразивное зерно, тем больше может быть величина поперечной подачи инструмента. Также возможно и увеличение глубины съёма слоя металла при применении СОЖ.
Связки для алмазных кругов
Алмазные круги на металлической связке (М) (В качестве металлической связки применяется бронза и ее модификации). Металлическая связка используется для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердосплавного инструмента, шлифования изделий из твердого сплава, стекла, керамики, полупроводниковых и труднообрабатываемых материалов с применением охлаждающей жидкости.
М2-01 М1-01 М2-02
Алмазные круги на органической связке (В) (В качестве органической связки применяется обычно бакелит). Органическая связка применяется для чистовых и доводочных работ: чистовой заточки и доводки режущего инструмента из твердых сплавов и сверхтвердых материалов, чистового шлифования и доводки измерительного инструмента, для обработки материалов высокой твердости.
В2-01 В1-02 В1-01
Кубический нитрит бора (CBN): Шлифование и доводка инструмента из вольфрамовых (Р18, Р12, Р9), вольфрамо-молибденовых (Р6М5) и других быстрорежущих сталей. Деталей из жаропрочных, нержавеющих и высоколегированных конструкционных сталей высокой твердости (НРС 55 и выше).
- Шлифовка и доводка однолезвийного инструмента: медицинских, маникюрных, ножниц, ножей, топоров, пил, коньков, стамесок, рубанков, цепи бензопил…
- Шлифовка и доводка многолезвийного инструмента: пилы для деревообработки, разверток, зенкеров, сверл, фрез.
- Шлифование корпусных изделий, резьбы, профиля зубьев шестерен… Деталей, получение высокой точности которых ограничивается большими тепловыми деформациями.
Ручка для надфиля – залог приятной работы
Продаваемые в наборах инструменты имеют собственные ручки. Рукояти бывают деревянные, пластиковые и пластиковые с прорезиненным покрытием. Если же рукояти нет, то делаем её сами. Оптимальным вариантом будет выточенная из дерева и отшлифованная деревянная ручка. Заменить пластмассовую может рукоятка от зубной щетки, с высверленным и отцентрированным внутри отверстием. Возможен вариант использования баллончиков для сжатого воздуха от сифонов или пневматических пистолетов.
В любом случае, главный критерий: это экономично и удобство, именно они позволят работать с набором надфилей долгое время. Как правило, надфили поставляются в удобной пластиковой упаковке или мягком кожухе, в котором их и следует хранить. Когда такой упаковки нет, следует её приобрести, или сохранять в любой подходящей, единственное, что следует запомнить – никогда не храните надфили кучей, иначе в процессе хранения они будут тереться друг об друга и быстро затупятся.
Во время работы, к примеру, быстрой заточки сверла или подточке гвоздя, чтобы он лучше зашел в деревянную вагонку, поверхность инструмента неизбежно будет засоряться опилками обрабатываемых материалов. Особенно заметно это при работе с мягкими металлами: бронзой, алюминием, латунью. Засорение приводит к уменьшению профиля зубьев насечки и дальнейшей плохой обработке. Поэтому инструмент надо очищать от опилок.
Первоначально чистка осуществляется обычной щеткой по металлу, с не очень жесткой щетиной. После нескольких проходов такой щеткой, частички металла достаются из углублений в надфиле, далее их надо смести с полотна, используя щетку с мягкой щетиной, это может быть щетка для обуви или зубная. Когда необходимо избавиться от масляных пятен, нет ничего проще и лучше, чем прокипятить инструмент в растворе соды
Выбирая надфили алмазные или стальные, основное внимание уделите рабочей части инструмента. Уточните у продавца производителя и номер насечки, а также обязательно храните каждый надфиль отдельно от другого
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.



Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com





