

Конструктивные особенности и сферы применения алмазных шлифовальных кругов
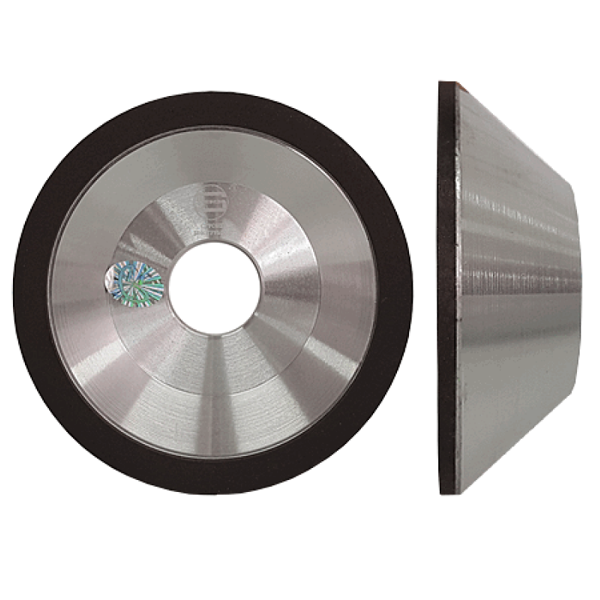
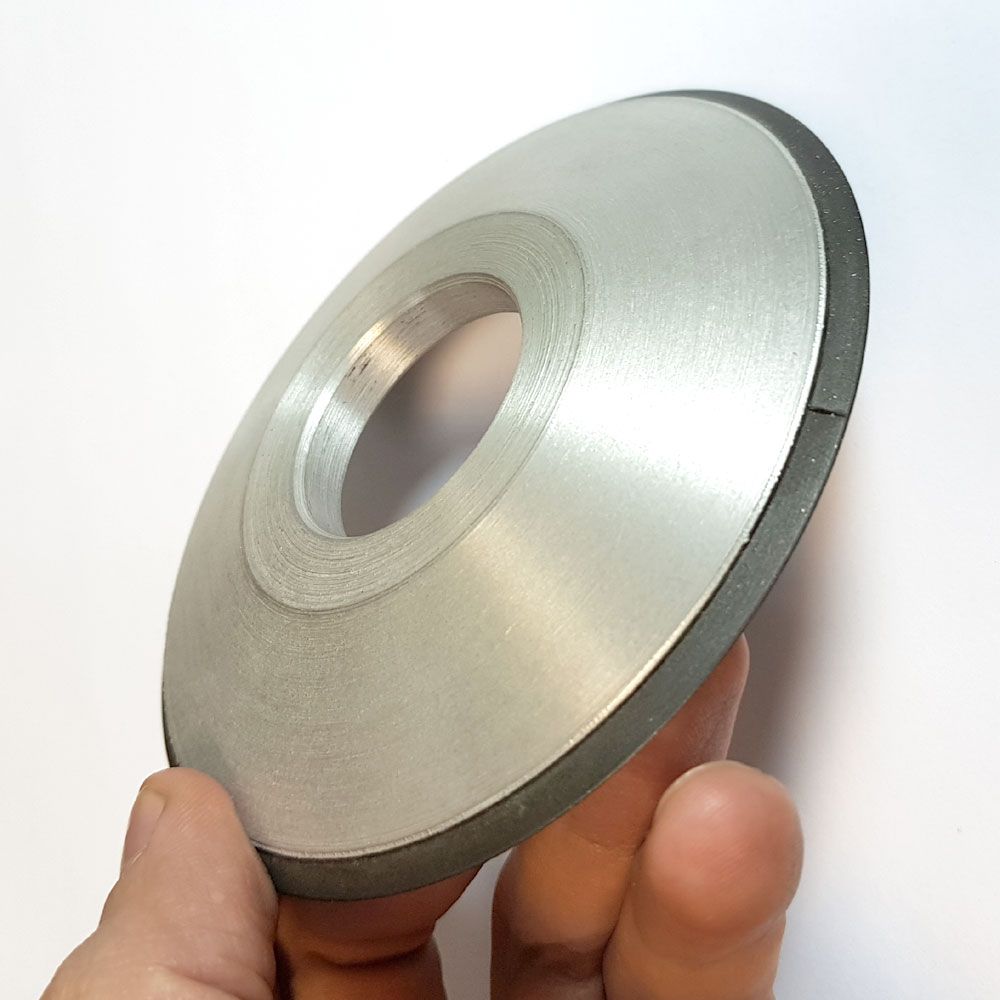
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.

Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.
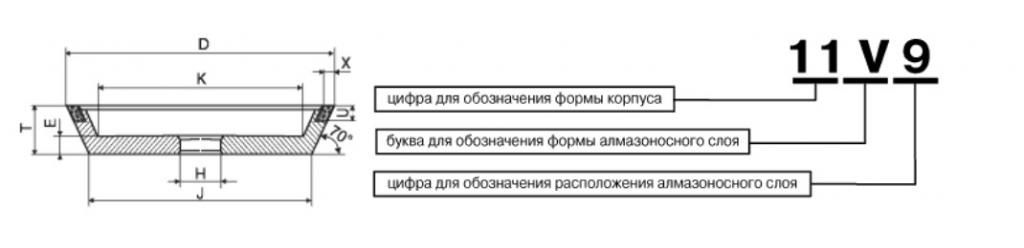
Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.
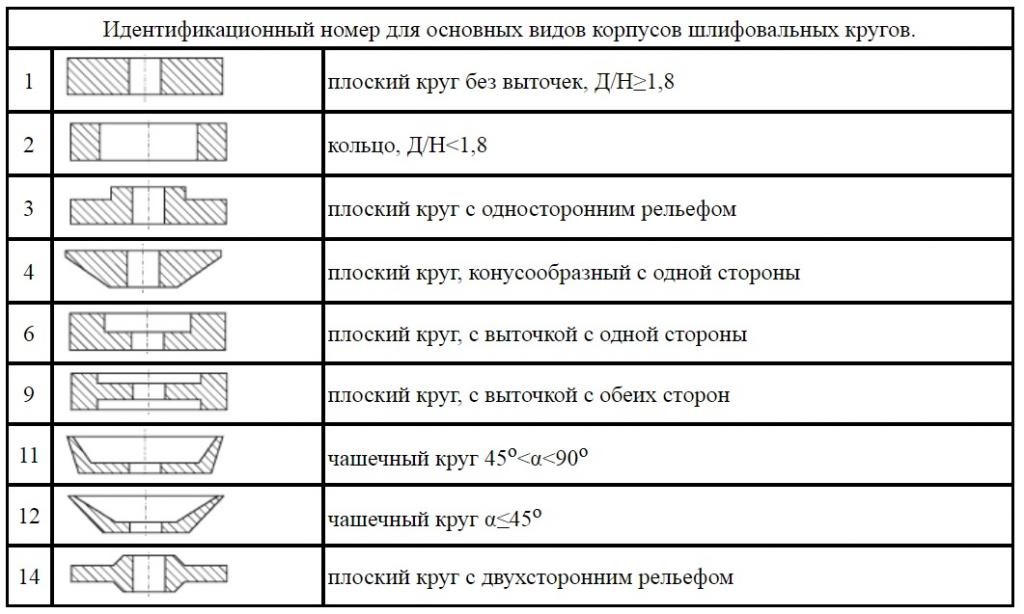
Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.
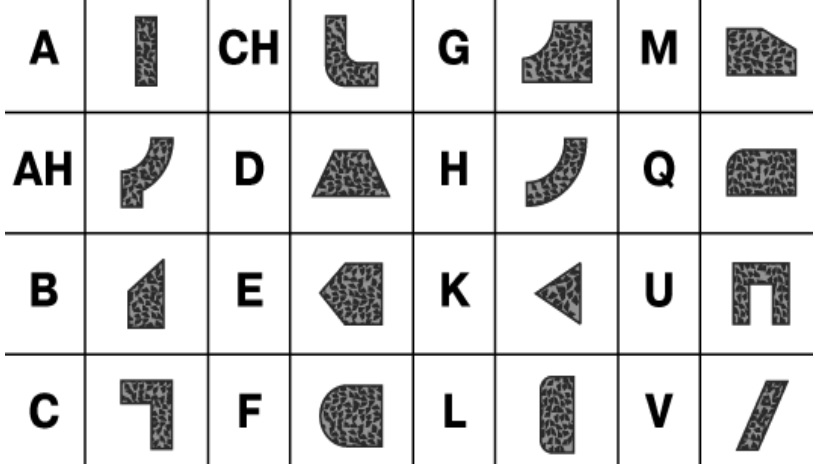
Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.
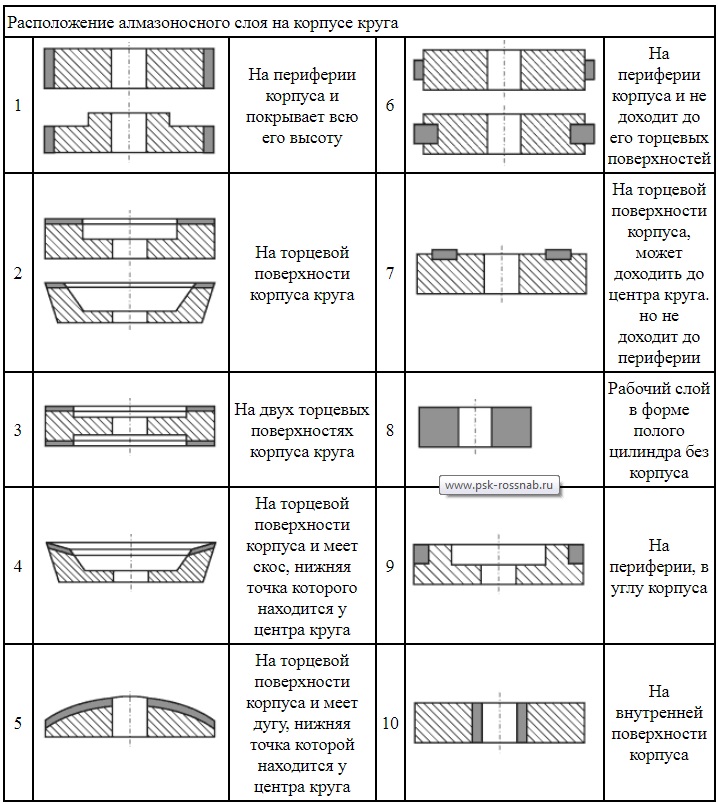
Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.
Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.
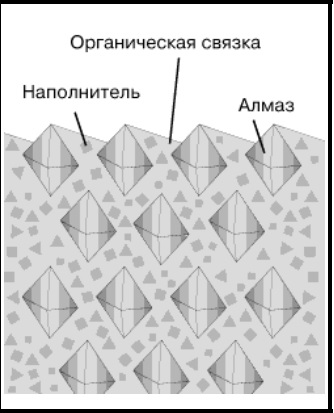
Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
Шлифование, заточка и доводка деталей и изделий из твердых сплавов и сверхтвердых материалов.
Обработка высокоточных измерительных и медицинских инструментов.
Изготовление изделий из огнеупорных материалов.
Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.
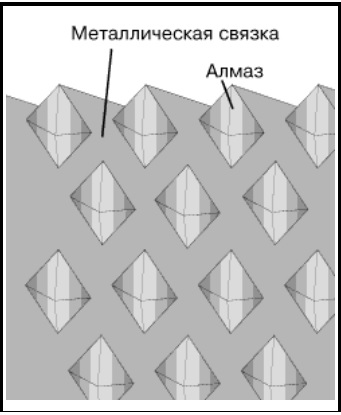
Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
выполнения черновых операций, требующих снятия больших припусков;
заточки твердосплавных деталей и изделий;
обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.
Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.
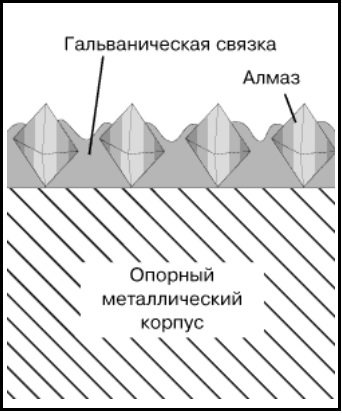
Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов.
Шлифование и резка заготовок из ситала и различных видов технического стекла.
Фактурная обработка природного и искусственного камня.
Изготовление притиров и алмазных головок различных форм.
Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.
Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить.
Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки.
Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм 3 абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции.










Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
Разновидности дисков и насадок для болгарки по характеру работ
В зависимости от вида выполняемых работ круги для болгарки бывают отрезными, пильными, обдирочными, зачистными, лепестковыми, полировальными, а также есть диски для нарезки швов.
Диски для болгарки бывают пильными, отрезными, обдирочными, лепестковыми, зачистными, полировальными
Отрезные круги осуществляют разрезы и черновые распилы различных материалов, что выполняется благодаря наличию режущих краев. Сам диск имеет сплошную окружность либо разделен на сегменты.
Пильный диск для болгарки является разновидностью отрезного круга. Он предназначен для распила изделий из древесины. Благодаря наличию зубьев на режущей кромке изделия удается осуществить чистый и ровный рез массивной доски, паркета, фанеры и гипсокартона. Пильный диск по дереву для болгарки 125 мм можно использовать для ДВП, ДСП и ламината. При помощи пильного круга можно осуществить выборку пазов в газосиликате.
Обдирочные насадки для болгарки предназначены для удаления с поверхности старой краски, грунтовки, лака. При помощи такой насадки производится шлифование заготовки. Диски выпускаются стандартного диаметра и толщиной 3-20 мм.
Угловую шлифовальную машинку можно использовать для нарезания швов в асфальте, бетоне и камне, что становится возможным благодаря особой насадке для болгарки. Для осуществления полирования поверхности применяется специальный наждачный диск или насадка с фетровым или войлочным кругом.
С помощью диска по бетону можно выполнять нарезания швов в асфальте, бетоне и камне
Зачистные насадки: лепестковые диски на болгарку и коралловые круги
Разновидностью обдирочного круга является зачистной диск на болгарку, который представлен в виде дисковой металлической щетки. Такая насадка предназначена для удаления ржавчины и прочих стойких загрязнений.
Для деликатной обработки металлических заготовок используется коралловый диск. Он изготовлен из синтетического фибрового материала в виде стекловолокна. Такая эластичная структура насадки мягко зачищает металлическую поверхность, глубоко проникая в ее структуру, не разрушая при этом ее целостность. Это приспособление наиболее востребовано в авторемонтных работах, где применяется для снятия краски и лака с кузова автомобиля без повреждения металлического слоя. Счищаемый материал не забивает пористую основу диска.
Лепестковые круги для болгарки также относят к зачистным насадкам. Их используют для обработки изделий из дерева, пластмассы, металла, для снятия ржавчины, зачистки сварных швов и заусениц. Лепестковый круг представляет собой пластину, закрепленную по окружности внахлест – по принципу лепесткового цветка.
Существует несколько разновидностей лепестковой насадки, которая представлена торцевым, пакетным изделием и кругом с оправкой. Торцевой диск предназначен для обычной плоской обработки или под углом. Он может быть прямой или конусный. Первый вариант используется для шлифования больших поверхностей, а второй необходим для отделки швов и стыков.
Зачистной диск на болгарку представляет из себя дисковую металлическую щетку
Пакетный лепестковый диск предназначен для шлифования больших площадей. При работе с полостями применяется зачистной круг с оправкой, благодаря которому достигается максимальная точность обработки заготовки.
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
| Вид шлифовального материала | Размеры зерен | Маркировка по стандарту ISO 8486 | Маркировка по ГОСТу 3647-80 |
| Шлифзерно | 2000–2500 мкм | 10 | 200 |
| 1600–2000 мкм | 12 | 160 | |
| 1250–1600 мкм | 16 | 125 | |
| 1000–1250 мкм | 20 | 100 | |
| 800–1000 мкм | 22 | 80 | |
| 630–800 мкм | 30 | 63 | |
| 500–630 мкм | 36 | 50 | |
| 400–500 мкм | 40 | 40 | |
| 315–400 мкм | 54 | 32 | |
| 250–315 мкм | 60 | 25 | |
| 200–250 мкм | 70 | 20 | |
| 160–200 мкм | 80 | 16 | |
| Тонкие микрошлифпорошки | 7–10 мкм | 600 | М10 |
| 5–7 мкм | 800 | М7 | |
| 3–5 мкм | 1000 | М5 | |
| 2–3 мкм | 1200 | М3 | |
| Микрошлифпорошки | 50–63 мкм | 230 | М63 |
| 40–50 мкм | 240 | М50 | |
| 28–40 мкм | 280 | М40 | |
| 20–28 мкм | 360 | М28 | |
| 14–20 мкм | 400 | М20 | |
| 10–14 мкм | 500 | М14 | |
| Шлифпорошки | 125–160 мкм | 100 | 12 |
| 100–125 мкм | 120 | 10 | |
| 80–100 мкм | 180 | 8 | |
| 63–80 мкм | 220 | 6 | |
| 50–63 мкм | – | 5 | |
| 40–50 мкм | – | 4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот
Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
- Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
- Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
Средняя — 100–125.
Крупная — 125–160.
Очень крупная — более 160.
Алмазные круги по металлу с малой зернистостью лучше всего подходят для финишной обработки и заточки резцов, ножей, а также иных изделий и деталей. Инструменты со средними по размеру зернами используют при получистовой обработке. Получается необходимая острота. Крупнозернистые алмазные круги по металлу применяют для черновых и обдирочных работ.
Выбор зернистости также зависит от материала обрабатываемой заготовки. Чем выше вязкость или твердость сплава, тем больше может быть зернистость.
Зернистость алмазных кругов по металлу также оказывает влияние на выбор глубины шлифования. Чем крупнее зерна, тем большей может быть величина поперечной подачи. Глубину также можно увеличить при использовании смазочно-охлаждающей жидкости.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
| Операция | Зернистость алмазного круга по металлу | Ra |
| Черновая заточка режущих инструментов | 40;25 | |
| Чистовая заточка режущих инструментов | 6–12 | |
| Черновое плоское шлифование периферией круга | 50;40 | 3,0–2,5 мкм |
| Чистовое плоское шлифование периферией круга | 16;12 | 0,63–0,40 мкм |
| Резьбошлифование с шагом менее 2 мм | 6–М20 | |
| Резьбошлифование с шагом более 2 мм | 10–6 | |
| Финишное шлифование | 6–М20 | 0,16–0,10 мкм |
| Черновое круглое наружное шлифование с продольной подачей | 40;50 | 2,5–1,25 мкм |
| Черновое круглое наружное шлифование с врезанием | 32;25 | 2,5–1,25 мкм |
| Чистовое круглое наружное шлифование с продольной подачей | 25;20;16 | 0,63–0,40 мкм |
| Чистовое круглое наружное шлифование с врезанием | 16;12 | 0,63–0,40 мкм |
| Отрезка | 80–50 | |
| Обдирочное шлифование | 200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
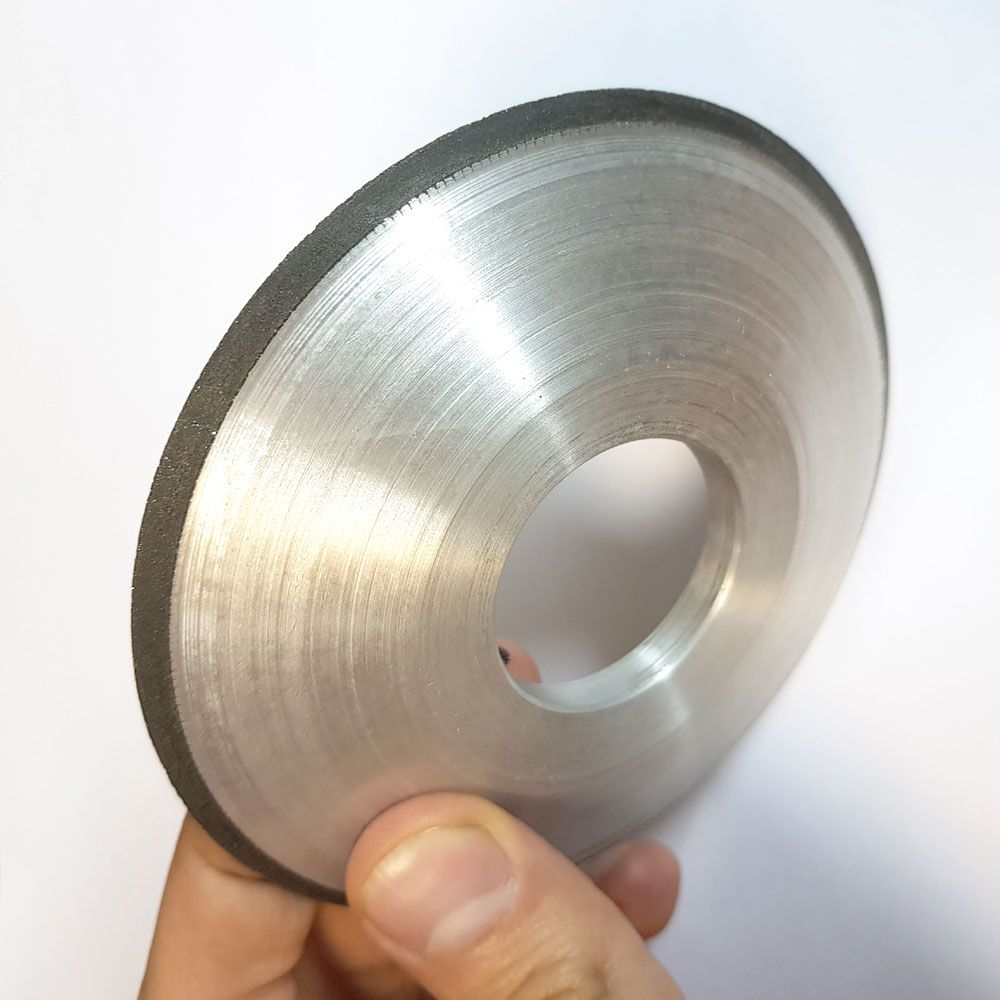
Неглубокая тарелка. Маркировка 12А220

По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Еще на заметку: Многообразие насадок для болгарки. А вы пробовали их все?
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.
Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
Типы станков:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
Последовательность затачивания:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
Доводку проводят:
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
Осуществлять доводку можно только режущих инструментов (ширина кромки до 3мм).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
Изготовление алмазных кругов
 Для получения расходного материала, обладающего необходимыми характеристиками, необходимо в точности соблюсти технологию изготовления этого инструмента. В соответствии с ней в качестве основного сырья для этого инструмента используют частицы искусственных материалов, которые закладываются в специальные формы вместе со связующим веществом для последующего их прессования на специальном оборудовании.
Для получения расходного материала, обладающего необходимыми характеристиками, необходимо в точности соблюсти технологию изготовления этого инструмента. В соответствии с ней в качестве основного сырья для этого инструмента используют частицы искусственных материалов, которые закладываются в специальные формы вместе со связующим веществом для последующего их прессования на специальном оборудовании.







Для резки материалов высокой степени плотности могут применяться алмазные круги разных марок. Для выбора наиболее подходящего расходного материала необходимо учитывать размер алмазных частиц, с использованием которых они были изготовлены, а также тип связующего вещества, качество и уровень содержания искусственных алмазов.
В процессе производства алмазных дисков для обработки твердых материалов готовые сегменты насаживают на металлический корпус. Это можно сделать несколькими способами:
- лазерная сварка;
- серебряная пайка.
 Первый способ получил распространение при изготовлении инструментов для сухой резки, а второй — для мокрой. Поскольку температура плавления серебра составляет приблизительно 700 градусов, этот способ монтажа готовых сегментов используют преимущественно при изготовлении высококачественных кругов для заточки. На этом этапе получают алмазный диск достаточно хорошего качества, который пока еще не готов к использованию из-за отсутствия у него режущих способностей.
Первый способ получил распространение при изготовлении инструментов для сухой резки, а второй — для мокрой. Поскольку температура плавления серебра составляет приблизительно 700 градусов, этот способ монтажа готовых сегментов используют преимущественно при изготовлении высококачественных кругов для заточки. На этом этапе получают алмазный диск достаточно хорошего качества, который пока еще не готов к использованию из-за отсутствия у него режущих способностей.
Алмазный круг для заточки токарных резцов считается готовым для выполнения своей основной задачи, то есть заточки, лишь тогда, когда у него будут сточены его сегменты. Эта операция выполняется при помощи керамического точила, а о готовности круга к эксплуатации можно говорить, лишь когда в процессе заточки начнут просматриваться фрагменты алмазов. По этому признаку и определяют, что отрезной круг приобрёл режущие свойства.
При выборе этого точильного материала в магазине необходимо внимательным образом рассмотреть его поверхность — круг должен иметь специальную стрелку, наносимую производителем, которая помогает определить правильное направление вращения. Эта информация понадобится, когда настанет время устанавливать диск на валу резочного станка.
Литература
- Кремень З. И., Юрьев В. Г., Бабошкин А. Ф. Технология шлифования в машиностроении.
- Эльбор в машиностроении / Под ред. В. С. Лисанов. — Л.: Машиностроение, 1978.
- Бластинг: Гид по высокоэффективной абразивоструйной очистке / Козлов Д.Ю.. — Екатеринбург: ООО «ИД «Оригами», 2007. — 216 с. — 1000 экз. — ISBN 978-5-9901098-1-0.
- Техническая энциклопедия / Гл. ред. Мартенс Л. К.. — Москва: Электронные и традиционные Словари, 2005. — ISBN 5-86460-132-2.
- Руководство для подготовки инспекторов по визуальному и измерительному контролю качества окрасочных работ / Гл. ред. Пирогов В. Д.. — Екатеринбург: ООО ИД «Оригами», 2009. — 202 с. — ISBN 978-5-9901098-1-5.
Виды карандашей для правки кругов
На практике обычно применяют инструменты нескольких основных видов, различающиеся по расположению алмазов в рабочей части.
- Тип Ц — расположение кристаллов цепочкой.
- Тип С — камни идут слоями (с перекрытиями и без).
- Тип Н — кристаллы не имеют определенной ориентации.
Также изделия относят к разным маркам по количеству алмазов и их массе, размеру оправы и другим параметрам.
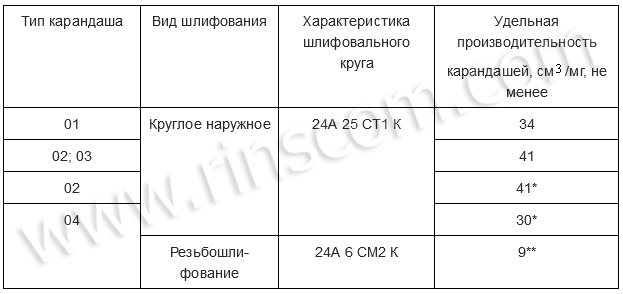
Изображение № 3: Таблица соответствия типов карандашей и вариантов обработки поверхностей
К примеру, карандаш типа Ц выполняется из кристаллов массой 0,03–0,5 каратов. Изделия используют для восстановления кругов, предназначенных для бесцентрового фасонного, внутреннего и круглого шлифования.
Инструменты подвида С бывают двух марок:
- мелкозернистые с 10 и более алмазами в одном слое;
- малозернистые с 2–5 камнями на слой.
Изделия обоих типов подходят для чистового шлифования поверхностей.
Карандаш С-класса изготавливается из колотых и дробленых алмазов и используется для восстановления формы абразивных кругов мелкозернистой структуры.
Диски для заточки инструмента и обдирочные насадки для болгарки
Среди этого типа приспособлений в целях расширения функциональных возможностей болгарки значительно выделяются три вида – витые шарошки, абразивные заточные диски и алмазные обдирочные.
Витые шарошки используют для обдирки металлических и каменных поверхностей – если речь идет о снятии старой краски или капитально засохшего цементного раствора, то лучшего сменного инструмента вряд ли можно найти. Его изготавливают в виде стальных чашечек, по периметру которых устанавливают проволочные щетки. Размер проволоки может быть разным – в зависимости от грубости обработки шарошка может быть снабжена как толстой, так и тонкой проволокой.
Обдирочные насадки для болгарки фото
Абразивные заточные диски. Такие насадки предназначены для грубой обработки металла – с их помощью зачищают сварные швы и затачивают всевозможный режущий инструмент. Как правило, наибольшее распространение такие насадки получили на маленьких болгарках – это связано с удобством в пользовании. От отрезных кругов такую насадку можно отличить по толщине и форме – их внутренняя часть имеет углубление, что позволяет выполнять процесс затачивания плоской частью круга, а толщина не может быть меньше 5мм.
Заточные диски для болгарки фото
Алмазные обдирочные диски. В принципе, они в чем-то схожи с абразивными заточными. Только в отличие от них, обработка алмазным инструментом этого типа может выполняться только периферией диска, на которой размещены режущие грани. В противовес своему заточному собрату обдирочный алмаз не предназначен для работы с металлами, его конек – это обдирка бетонных, каменных и тому подобных материалов. Если речь идет о снятии небольшого участка цементной стяжки, то придумать что-либо лучше, чем этот алмаз, не получится.
Диски для болгарки фото
В общем, так или иначе, а диски для болгарки позволяют значительно увеличить функционал угловой шлифовальной машины. В современном строительстве и других сферах жизни найти какую-либо отрасль, где не используется болгарка, очень трудно – совместно с огромным количеством всевозможных насадок она является поистине универсальным инструментом.

Для высококачественной шлифовки металла мало приобрести углошлифовальную машинку (УШМ), следует еще правильно выбрать диск. Посредством разнообразных насадок для углошлифамашины можно разрезать, очищать и шлифовать металл и иные материалы. Среди многообразия кругов по металлу для УШМ сделать верный выбор бывает сложно даже специалисту. Сориентироваться в видах расходных материалов и принципах работы с ними позволит эта публикация.
Методы правки
Алмазные круги являются одним из самых оптимальных способов обработки изделий из высокопрочных материалов, так как обеспечивают высокую эффективность выполнения этой операции. Но не нужно забывать, что это расходный материал, который со временем будет изнашиваться, а это обязательно отрицательным образом повлияет на режущие свойства алмазных зерен. Существует несколько способов, с помощью которых можно вернуть этим точильным камням прежние режущие свойства. Каждый из них имеет свои особенности, которые необходимо учитывать перед выбором наиболее подходящего.
Электролитический метод
Если вы заметили, что у вашего диска ухудшились режущие характеристики, то советуем начать восстанавливать их именно с электролитической правки. Суть этого метода сводится к тому, что зазор, созданный кругом и электродом, заполняют электролитом. Окисление связки является обязательным требованием для правильного выполнения правки круга для заточки. Это позволит получить изолирующий слой, который уменьшит электрическую проводимость круга и позволит влиять на расход количества зерен.
Благодаря изолирующему слою вы сможете производить полировку обрабатываемой поверхности. Но этот слой также недолговечен и со временем будет изнашиваться. Как только вы заметите это, необходимо вышеописанный цикл правки провести заново.
Электрохимическая правка
Этот способ правки круга для заточки мало чем отличается от электролитического. Для этого не придется создавать изолирующий слой. Рабочую поверхность диска очищают от оксидов при помощи электролита. Благодаря этому способу правки создаются условия для непрерывного удаления абразивных зерен. Примечательно, что у покидающих круг зерен размер может составлять около 110% от среднего диаметра.
Восстановление режущих характеристик круга с помощью этого метода осуществляется при помощи обычного шлифовального станка. Суть процедуры заключается в помещении медного электрода к шлифовальному кругу. Создаваемый кругом и электродом зазор в дальнейшем используется для подачи электролита.
Чтобы подобрать подходящий тип алмазного диска, нужно обращать внимание на такую характеристику, как размер его внутреннего отверстия, который не должен отличаться от диаметра резочного станка. Выполнить качественную обработку твёрдых материалов с помощью алмазного круга можно только в том случае, если между внутренним отверстием и валом диска будут отсутствовать зазоры
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40
Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.
- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.
- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую









Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.
Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Связка и структура абразивного инструмента
Как отмечалось, связка представляет собой вещество, объединяющее отдельные частицы шлифовальных материалов в связанную структуру. Часто связка представляет собой смесь различных веществ, придающих ей определенные физико-механические, технологические и эксплуатационные свойства. Зарубежные фирмы обычно не раскрывают характера и свойств связки своих изделий. Известно, что ими применяются керамическая, синтетическая и органическая связки. Точной аналогии с отечественными материалами нет. В России применяются: керамическая (К2, К3, К2, К1, К5, К8), бакелитовая (Б, Б1, Б2, Б3, Б4, БУ, Б156, БП2) и вулканитовая (В, В1, В2, В3, В5, Гф, Пф, Э5,э6) связки.
За рубежом алмазные инструменты рассматриваются, как спеченный или гальванически осажденный алмаз. В России подход унифицирован: для алмаза используется органическая с металлическим (Б156, БП2, ТО2) или минеральным (Б1, О1) наполнителем, органическая (Б3,Б1,БР,Р9,Р14Е), металлическая (МВ1,ПМ1, М1, МК, М15), гальваническая никелевая, керамическая (К1) и др. связки.
Назначение и эксплуатационные характеристики абразивного инструмента определяются структурой инструмента, которая определяется соотношением объемов шлифовального материала, связки и пор.
За рубежом все значительно сложнее. Установившейся структуры обозначения инструмента нет. Каждая фирма-производитель вводит свои обозначения, не раскрывающие природы вещей, кроме того, ряд фирм-поставщиков, таких, как HASCO, DME, EOC Normalien и другие вводят свои обозначения, причем изготовитель ставит их на своей продукции, окончательно затемняя дело. В такой ситуации, приобретая два изделия под разными названиями, но внешне похожих, нельзя быть уверенным, что это не одно и то же. При выборе и эксплуатации инструмента следует ориентироваться на рекомендации поставщика или учитывать свой опыт.
Особенности Заточных кругов для ленточных пил
Абразивно-шлифовальный инструмент для заточки ленточных пил представлен на рынке в избытке
Поэтому для того чтобы подобрать нужный заточной круг необходимо обращать внимание на основные технические параметры. К ним относятся: профиль круга, его размер, использованный шлифматериал, зернистость, твердость, структура, связка, рабочая скорость, классы точности и неуравновешенности
Все эти данные учитываются при маркировке заточных кругов.
На отечественном рынке можно встретить инструмент со следующими обозначениями:
| 1 | DTH2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| ГОСТ | 1 | 125x6x32 | 14A | 16 | CT1 | 6 | Б | 30 | A | 1 |
| Импорт | 125x6x32 | 96A | 80 | L | 6 | V | 50 | AA | 1 | |
| Сэндвич | 125×6/2×32 | 96A/98A | 80/100 | L/M | 8 | V |
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве





