

Шлифматериал заточного круга
При обозначении типа используемого щлифматериала для изготовления абразивно-шлифовального инструмента используют следующие данные:
| ГОСТ | 14А | 25А | 91А |
| FERA | 96А | 99ВА | 98А |
| Шлифматериал | электрокорунд нормальный | электрокорунд белый | электрокорунд хромтитанистый розовый |
Качество материала можно определить по используемому в маркировке по ГОСТу числу, чем оно выше, тем материал тверже и выше его режущая способность. Однако, твердые материалы в заточных кругах обычно обладают и большей хрупкостью. Таким образом, если связка одинакова, то круги с маркировкой шлифматериала 14А могут снять в единицу времени меньше металла, чем аналогичные с показателем в 25А. Это значит, что при использовании их в заточке ленточных пил нужно снизить врезание и скорость подачи.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Для работы по дереву
Необходим специальный диск по дереву для болгарки по бетону так как использование обычных может привести к серьезной травме конечностей. Если решили резать, то используйте насадку —циркулярную пилу, где пилы будут с небольшим разводом зубьев в разные стороны, такая форма защитит прибор от заклинивания.

Пильный диск, усовершенствованный цепью сохранит вашу жизнь — в случае непредвиденной ситуации прибор не выскочит из ваших ладоней, а останется стабильно вращаться в балке.

Если применяете углошлифовальный прибор для разреза древесины, тогда придерживайтесь правил безопасности:
- Перед установкой насадки отключите шлифовальный круг для болгарки по дереву от питания электросети.
- Единственным перекрытием между острым лезвиям и вашей нежной кожей является защитный кожух. Не снимайте его с УШМ!
- При резьбе древесины используйте защитные перчатки!
- Для распила не нужно слишком большая мощность инструмента. Если его заклинит, то не факт, что вы его сможете обуздать и травмируется!
- Пильный диск не должен содержать большие зубья, они увеличивают вероятность зацепки за крепкие волокна древа. Вероятность выскальзывания увеличивается.

На приборе есть регулятор оборотов — поставьте количество на минимум. Если такого нет, то помните, что здоровье важнее. Откажитесь от работы или смастерите регулирующее устройство своими руками.

- В процессе удерживаемый прибор должен находиться под прямым углом, незначительное отклонение от траектории может повредить циркулярную пилу.
- Не фиксируйте кнопку включения! Если что-то пойдет не по плану, возможности выключить аппарат не будет.

Для того, чтобы избавиться от слоя застарелой краски или непрезентабельного покрытия нужны другие диски для болгарки по дереву, например, обдирочные насадки. Они разнообразны своей формой, например, шипы и крошка, легко обдирают верхний слой.
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.







Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.








9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Сфера применения
Круги шлифовальные используются для предварительной и финишной обработки изделий из черных и цветных металлов, пластика, дерева и других материалов. Область применения круга определяется его зернистостью, диаметром и формой поверхности. С помощью круга возможна обработка плоских и фасонных поверхностей, торцов, резьб, отверстий и т. д.
Основная сфера применения шлифовальных кругов – это машиностроение и станкостроение. В зависимости от геометрии они могут быть оснасткой заточных станков, ручного электро- или пневмоинструмента. Также они могут быть использованы для ручных операций. Широкий выбор инструмента позволяет осуществлять широкий спектр операций – от обдирки и черновой отделки до финишной шлифовки и полировки.
Виды абразивных материалов
Абразивные материалы отличаются по разным параметрам. Так, они классифицируются по твердости (бывают мягкие, твердые, сверхтвердые), своему химическому составу, размеру зерна (могут быть крупные, средние, тонкие, особо тонкие).
По своему происхождению выделяют абразивы трех типов.
1. Природного (или естественного) происхождения. Это песок, гранат, цирконий и пр.
2. Искусственного (или синтетического, производственного) происхождения. Данные материалы изготавливаются специально для абразивной обработки. Наиболее распространенными являются искусственный алмаз, карбид кремния, бора, электрокорунд, кубический нитрит бора.
3. Абразивы из побочных продуктов производства: с/х остатки, шлаки от выплавки металлов (например, никельшлак), от работы электростанционных котельных. Данные материалы доступны, имеют разнообразные размеры частиц, низкую стоимость.
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Виды абразивных кругов
В зависимости от материала, который используется для создания инструмента, существует несколько видов абразивных кругов. А именно: шлифовальные, алмазные и эльборовые.
Кроме того, круги абразивные делятся на:
- Двухсторонние плоские круги конического профиля (2П). Как правило, используются во время шлифовки шестеренок и простых резьб.
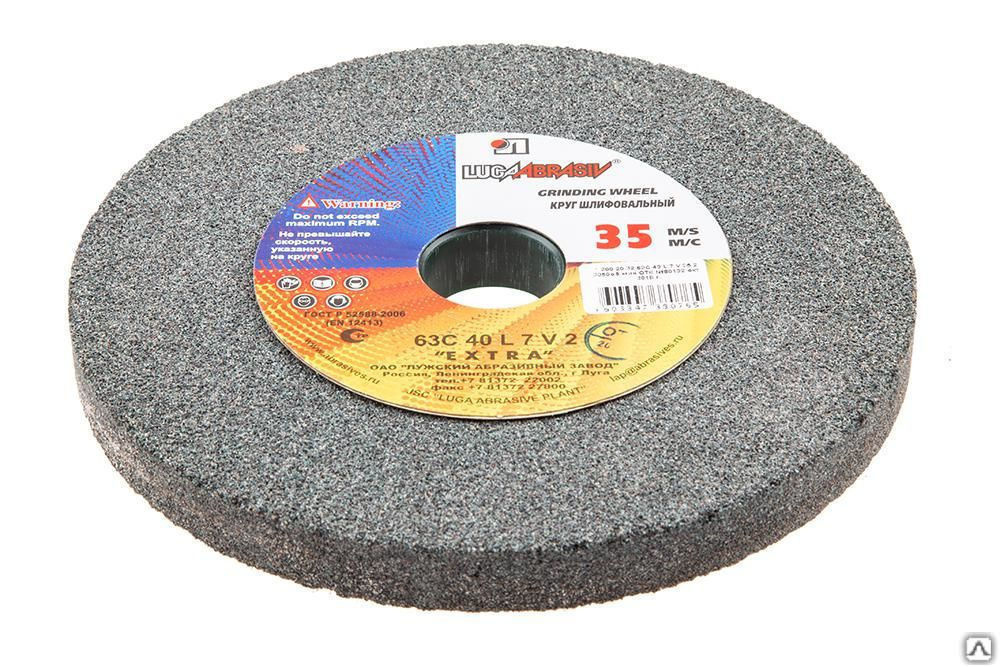
- Плоские круги прямого профиля (ПП). Их используют во время внутреннего или бесцентрового шлифования, а также при шлифовке торцов деталей и заточки некоторых инструментов других станков (например, резца или сверла).
- Плоские круги, имеющие выточку (ПВ и ПВД). Подобный круг используется во время круглого шлифования, а также для подрезания торцов деталей. Кроме того, его часто используют во время бесцентрового шлифования как ведущий.
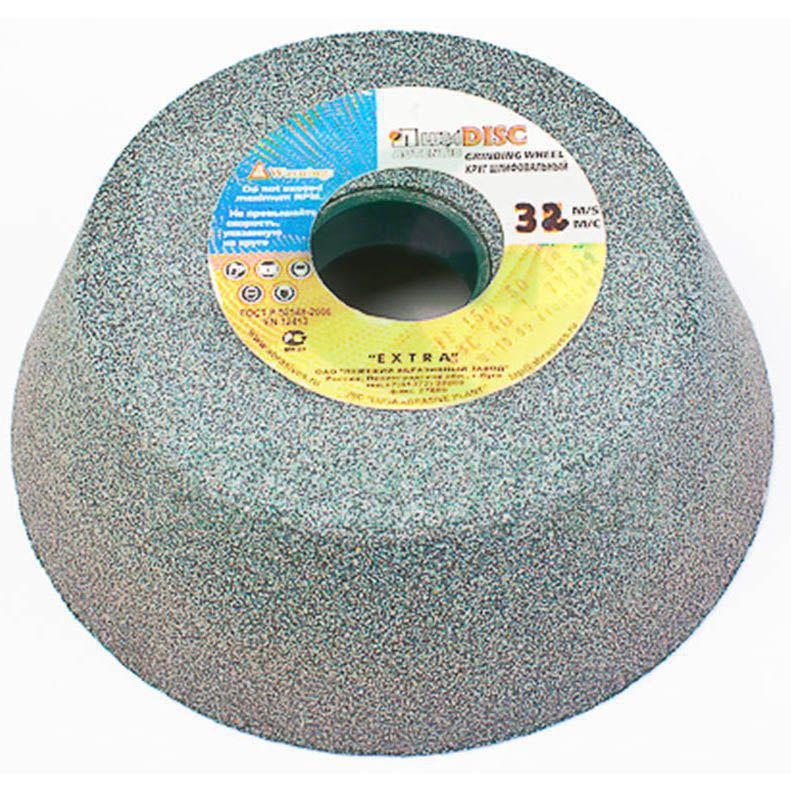
- Цилиндрические и конические круги (ЧЦ и ЧК). Довольно часто применяют для затачивания различных инструментов. Поэтому его еще называют круг заточной абразивный.
- Тарельчатые круги (Т). Используются только для затачивания инструментов, имеющих несколько режущих лезвий. Например, при помощи тарельчатых кругов обрабатываются лезвия фрез, долбяков, метчиков.
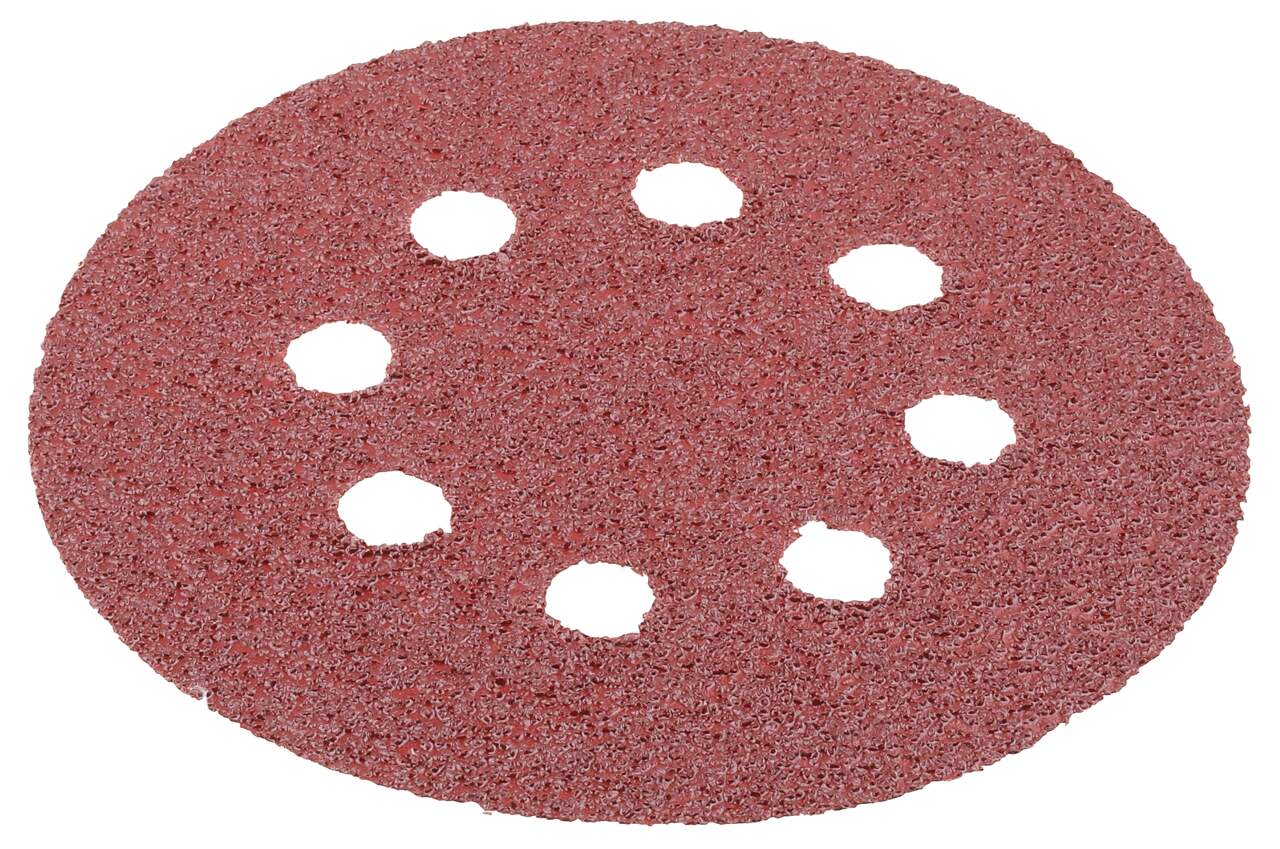
Шкурка шлифовальная тканевая
Тканевая шлифовальная шкурка также активно применяется на промышленных предприятиях. Широкое распространение она получила в таких сферах, как электронная и строительная, деревообрабатывающая и мебельная промышленность, а также авиация и металлургия.
 Шлифовальная шкурка предназначена для выполнения чистовых, получистовых и отделочных операций. Помимо этого она незаменима при внутренней, безцентровой, плоской и наружной шлифовке деталей.
Шлифовальная шкурка предназначена для выполнения чистовых, получистовых и отделочных операций. Помимо этого она незаменима при внутренней, безцентровой, плоской и наружной шлифовке деталей.
Шлифшкурка — это универсальный абразивный материал, который можно использовать для обработки любых материалов. Чаще всего же она применяется для шлифования мрамора, кожи, бронзы, стекла, конструкционных сталей, дерева, титановых сверхпрочных сплавов.
Обладая прекрасной эластичностью, шлифовальные шкурки прекрасно подходят для обработки криволинейных сложных поверхностей, а также для размерного и декоративного шлифования.
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:

- Диски на липучке изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки. Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
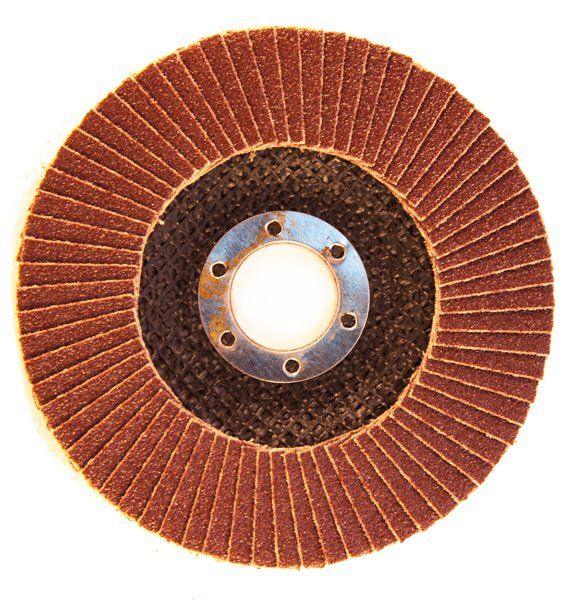
- Лепестковый шлифкруг выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева.
- Фибровый шлифовальный круг – это оснастка болгарки для обработки поверхностей из черных и цветных металлов, стали. Применяется для зачистки сварочных швов и удаления брызг. Фибровая основа для таких дисков изготовлена путем обработки целлюлозы.
- Алмазный шлифкруг используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Критерии выбора шлифовального круга
Выбирая круг для шлифмашинки, рекомендуется тщательно ознакомиться с его характеристиками:
- Материал диска. Маркировка с 12А до 16А электрокорунд нормальный (характеризуется теплостойкостью, отличной прочностью зерен). Подходит для работы с кованым железом, сталью, чугуном и бронзой. Маркировка с 22А до 25А для дисков с большей степенью однородности покрытия, высокой твердостью и способностью к самозатачиванию. Выше маркировка – выше твердость. Круги 52-22С и 62-64С отличаются хрупкостью.
- Величина диска стандартизирована ГОСТами, где D – внешний диаметр, d – внутренний, h – высота.
- Размер зерна: зерно (фракция №200 до №16), порошок (фракции №12 до №4), микрошлифовальный порошок и тонкий микрошлифовальный порошок (самые мелкие зерна).
- Разновидность диска.
- Твердость абразива: ВМ1, ВМ2 – мягкий, ЧТ – чрезвычайно твердый.
- Связующий материал зерна: R (В) вулканитовая связка (каучук); V (К) – керамическая и В (Б4 или БУ) с искусственными смолами.
- Неуравновешенность диска – соотношение массы круга к его форме. Класс А говорит о допустимости использования диска на высокоточном оборудовании. Точность Б – универсальный диск, а круги с маркировками АА – идеальной геометрической формы.
- Структура диска обозначается цифрами: от 1 до 4 – плотная (большое количество абразива), 5-7 говорит о средней плотности покрытия.

Виды шлифовальных кругов
Выделяют 4 разновидности дисков для шлифовки:
- Обдирочный круг подходит для удаления застарелого лако-красочного покрытия. Поверхность диска похожа на щетину из металлической проволоки. Круг отличается износостойкостью и жесткостью.
- Кордщетка (витая шарошка) предназначена для грубого шлифования материалов и поверхностей. Диск прекрасно подойдет для устранения лаковых покрытий и краски с металла и дерева, а также при обработке бетона.
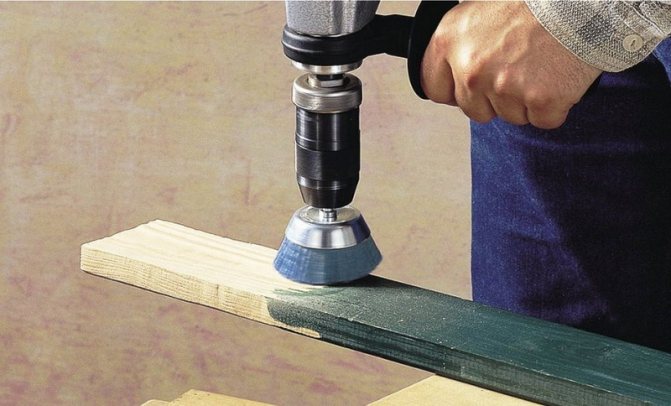
- Торцевой диск предназначен для подравнивания ранее распиленных деталей.
- Круг на липучке позволяет обрабатывать каменные, бетонные поверхности. Диски прикрепляются на основу при помощи липкой базы.
Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:









- Показатель зернистости.
- Вид абразивного материала.
- Связующее вещество.
- Габариты и форма.
- Твёрдость шлифовочного материала.
- Рабочая скорость.
Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
- Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
- Тот же материал с карбидной основой включает хромовые, титановые, циркониевые, кремниевые соединения для работы с закалёнными металлами. Карбид кремния (52С — 65С) нужен для сопротивления перепадам температура при охлаждении обрабатываемой детали. Маркируются такие изделия буквой, А и цифрами от 38 для циркония до 95 для титана.
- Округлые зёрна сферокорунда получаются во время продувания жидкого оксида алюминия, отличаются повышенной твёрдостью и применяются для абразивной обработки твердосплавных изделий. Обозначаются литерами ЭС.
- Монокристаллическая структура монокорунда является причиной долговечности кругов из него. Ввиду сложности технологии получения они очень дороги. Узнать их можно по маркировке 43А, 44А и 45А.
Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно — кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
Другие элементы конструкции
Основание станка
Основание: вырезано из панели мебельного ламинированного ДСП. Торцы панели можно было отделать специальным кантом, но я просто вскрыл их клеем ПВА, в несколько слоёв.
Сверху, основание покрыто листами из нержавейки — это красиво и очень практично: покрытие не выбивается падающими деталями, не изъедается потоками стружки, и на нём даже можно чуток подстучать обрабатываемую деталь, как на верстаке.
Секрет: для фиксации винтов/болтов снизу, под основанием — я использовал крепёжный метиз: «гайку упорную»…
Для снижения вибрации станка, и стола на котором он стоит, при работе — снизу на основание наклеен Вспененный Каучук (толщиной 9мм, самоклейка):
Этот амортизатор — не только снижает шум, но и предотвращает съезжание станка по поверхности (последнее очень критично: я не раз ловил станок, готовый уже вот-вот упасть со стола)!
Недостатками «Вспененного Каучука» являются: ощутимая цена, и мягкость материала (он легко дырявится и рвётся, при неаккуратном обращении). Зато мягкость «Вспененного Каучука» является и главным его достоинством — этот материал является лучшим амортизатором, чем изолон.
Шнур питания
Шнур питания закреплён, для предотвращения его повреждения, при попадании под режущий круг (это работает и на технику безопасности, и для удобства):
Назначение абразивных материалов
Абразивы используются для полирования заготовок, в ходе которого поверхность изделий становится гладкой, без заусениц, выступов и других дефектов. Обработка необходима не только для придания заготовкам привлекательности, но и для улучшения их технических характеристик. Абразивные круги применяются в быту и промышленности, для шлифования движущихся узлов с целью минимизации трения и обеспечения продуктивной, эффективной работы станков. Обработке подвергаются различные материалы: древесина, металл, пластик, камень, стекло и пр. Абразивы применяются при выполнении таких технологических процессов:
- очистка металлических изделий от ржавчины;
- сглаживание поверхности;
- вырезание пазов, выемок;
- зачистка стен перед нанесением штукатурки или укладкой плитки;
- снятие слоя старой краски с поверхности стен, сантехнических приборов, труб и пр.
Широко используют абразивы в ювелирном деле, когда необходимо обработать и отполировать заготовки из благородных материалов, отшлифовать драгоценные и полудрагоценные камни.





