

Инструкция для работы на заточном станке
Для начала желательно вспомнить правила безопасности:
нельзя работать без перчаток или без подручника;
глаза нужно защищать очками или маской;
при работе до абразивного круга дотрагиваться запрещено;
после выключения нельзя трогать круг, пока он полностью не остановится.
Теперь можно перейти непосредственно к тому, как заточить сверло по металлу
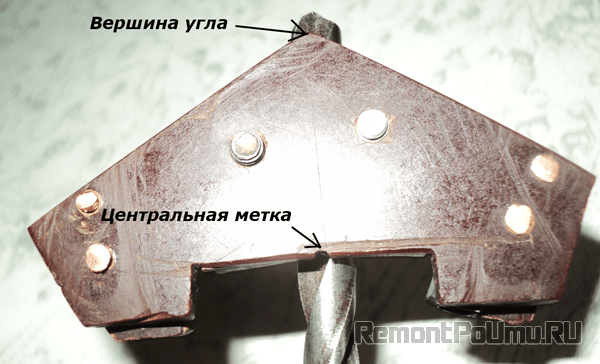
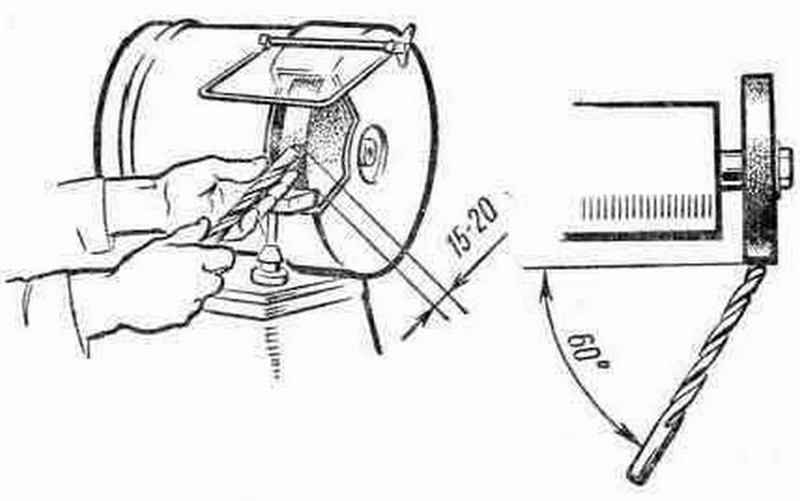
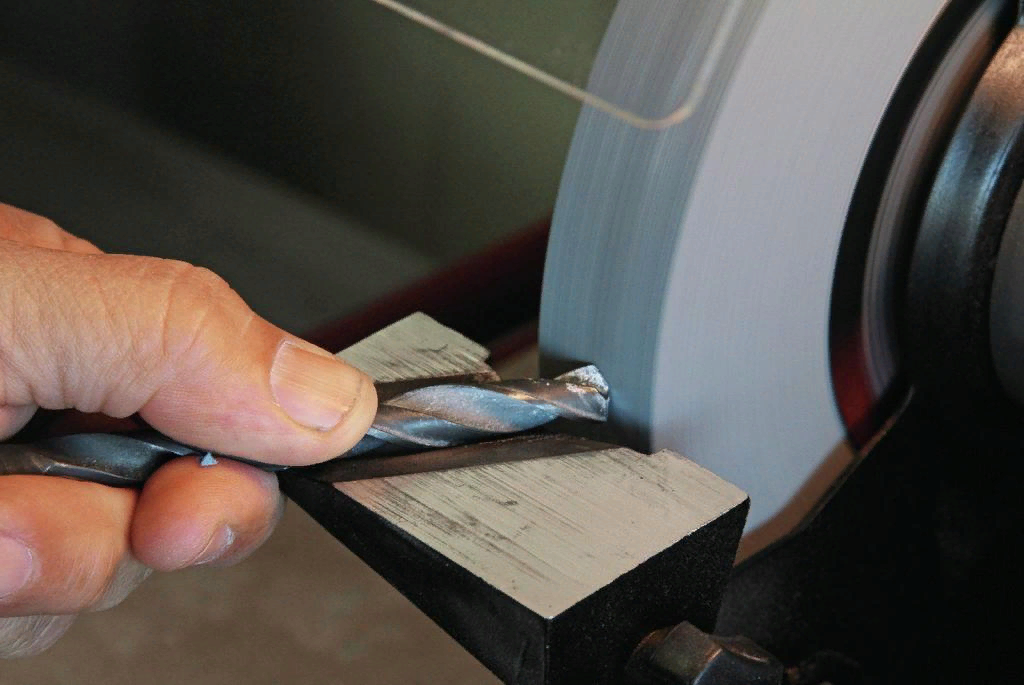
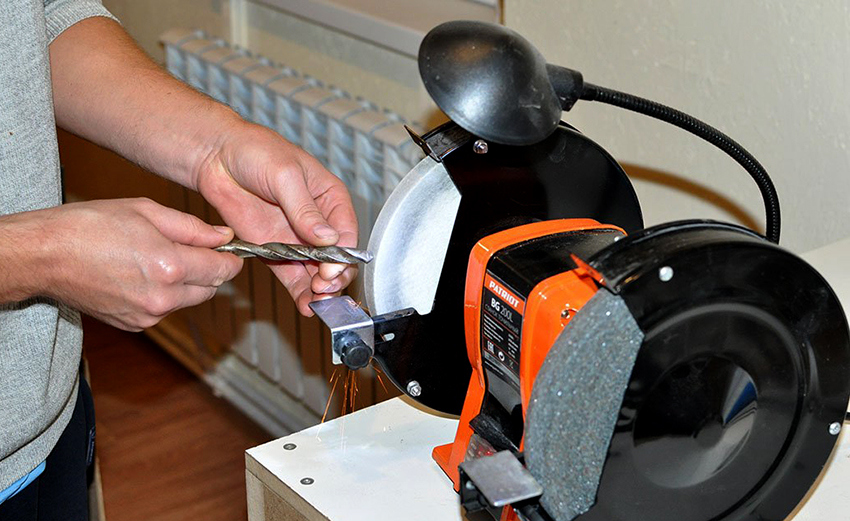
Важное правило при этой процедуре – задние поверхности нужно делать ровными и с идентичным углом. Чтобы при обработке стало легче контролировать требуемый градус, можно прямо на подручнике станка с абразивным кругом нанести фломастером линию, над которым потом следует подгонять угол при удержании сверла
Внимание! Сверло кладут справа от проведённой линии, чтобы инструмент не перекрывал обзор, была видна черта. Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику
Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии
Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику. Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии.
Для правильной обработки сверла достаточно удерживать его горизонтально. Движения в вертикальной плоскости допускаются лишь с опусканием хвостовика ниже рабочей части. Иначе станут стачиваться режущие кромки и перемычка. Если посмотреть в горизонтальной проекции, то становится видно, что абразивный круг самостоятельно задаёт правильную форму.
Важно! Сверло ставят так, чтобы режущая кромка находилась строго горизонтально. Данное расположение должно соблюдаться при всех манипуляциях
При работе нужно использовать мелкозернистый диск из карбида кремния. При заточке надо приставлять сверло к вращающемуся кругу и плавно опускать хвостовик. После этого следует повернуть инструмент на 180о и обтачивать противоположную поверхность. При этом необходимо соблюдать не только положение сверла, но также силу нажима.
Обрабатывать сверло нужно недолгими, короткими движениями, так не будет излишнего перегрева и металл «не отпустит». Иначе режущая кромка снизит твёрдость и слишком скоро износится. Чтобы этого не произошло, следует после каждой короткой обработки охлаждать сверло в солёной воде.
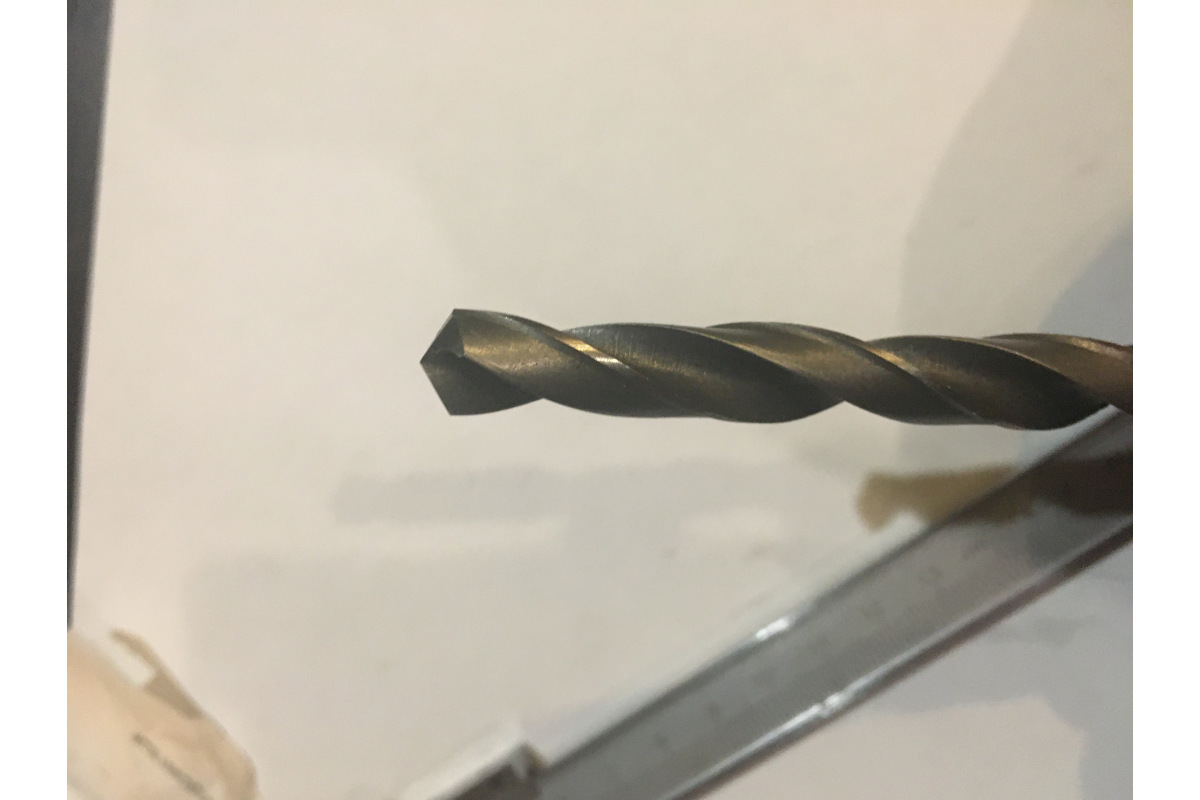
Необходимо обрабатывать сверло до той степени, пока на нём не исчезнет последний дефект. Например, когда на задней поверхности или режущей кромке имеются выщерблины, следует снимать металл до тех пор, когда плоскость станет идеально ровной.
Важные правила
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
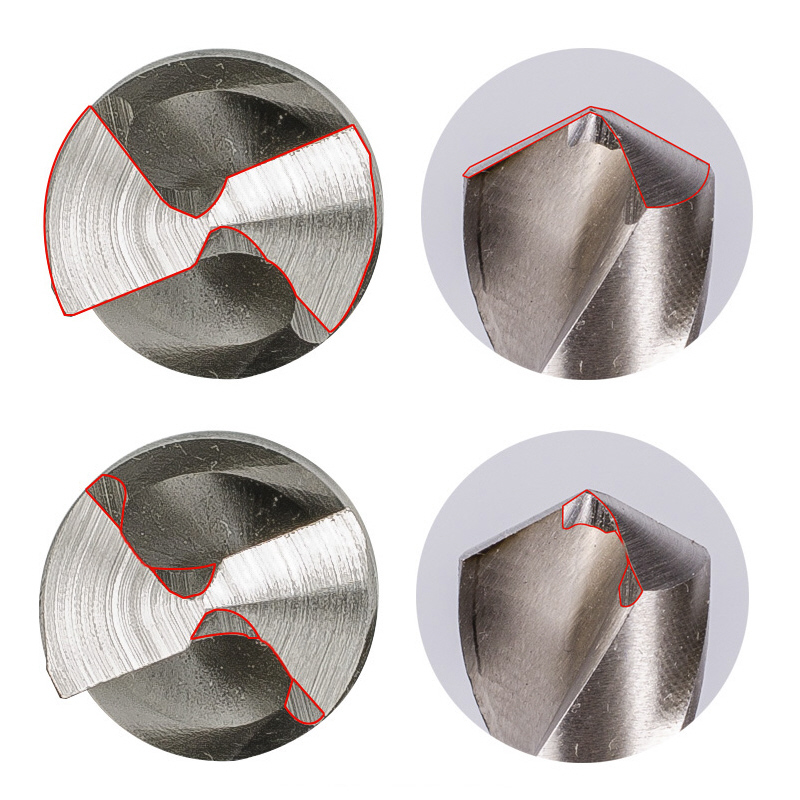
Самый удобный способ обучения точному формированию перемычки
Длина перемычки даже у новых сверл одного диаметра может отличаться по величине. Она влияет на процесс сверления.
Укороченная перемычка создает меньшее трение и сопротивление врезанию сверла в материал, что особенно сказывается на производительности при сверлениях ручной дрелью.
Стандартную заточку перемычки на промышленном оборудовании мы повторить не сможем из-за слишком сложной ее технологии и отсутствия специального оборудования.
Но нам доступен упрощенный метод на обычном наждачном круге. Для этого используем боковые рабочие кромки точильного камня.
Уменьшение длины и кромки перемычки реализуется за счет поочередного врезания в нее ребра шлифовального круга, радиус которого и округление ребра должны быть по возможности минимальными.
Этот способ позволяет уменьшать перемычки не на всех сверлах, а только на тех, диаметр которых превышает три миллиметра.
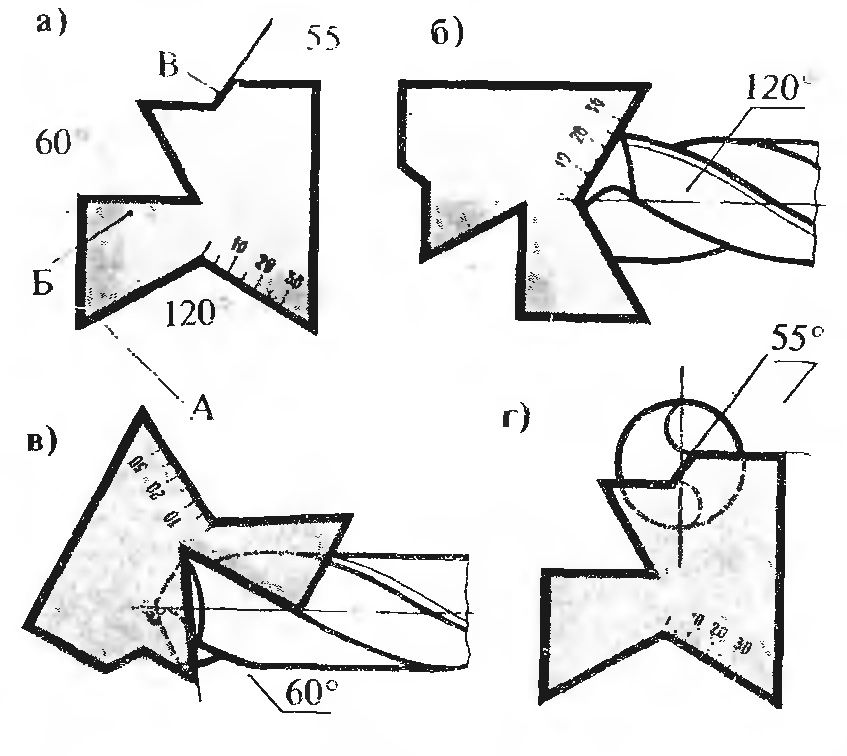
Стартовое положение сверла следующее: подлежащая укорачиванию кромка перемычки касается одной стороной ребра круга. Вторая точка контакта обрабатываемой детали располагается на какой-то точке задней части периферийной поверхности.
Угол отклонения оси сверла от боковой грани круга должен лежать в пределах от 0 до 10 градусов. Чем твердость материала сверления больше, тем этот угол меньше.
Зафиксируйте на подручнике это положение дополнительным упором. Он поможет воспроизвести такое же угловое положение сверла после его поворота на вторую сторону.
Вертикальный угол между плоскостью упора и осью сверла должен составлять примерно 45 градусов. Для его сохранения при повороте можно поставить метки краской на калибровочных ленточках.
При включенном станке левой рукой берут хвостовик и устанавливают сверло в начальную позицию. Пальцем правой руки его прижимают к кругу, направляя силу прижатия параллельно кромке перемычки.
Длина кромки укорачивается примерно на треть с каждой стороны, но с обязательным симметричным расположением врезок.
Не забывайте делать промежуточный контроль состояния обрабатываемых поверхностей. Для этого стачивание прерывают, а после визуальной оценки его качества продолжают операцию за счет использования ранее нанесенных меток.



На сверлах малых диаметров очень легко повреждается вся перемычка даже при незначительном превышении усилия нажатия. В таком случае необходимо весь процесс заточки начинать с самого начала.
Поэтому их лучше обрабатывать на алмазных кругах с малым диаметром.
Качество окончательной заточки проверяется контрольным сверлением по легкости входа режущего инструмента в металл и равномерному выходу тонкой стружки из боковых канавок.
Если заточка сразу не получилась, то ее просто следует повторить. Ведь, любое сверло —это обычный расходный материал, а его длины вполне хватит для обучения. Полученные навыки вам пригодятся и многократно окупят затраты на его приобретение.
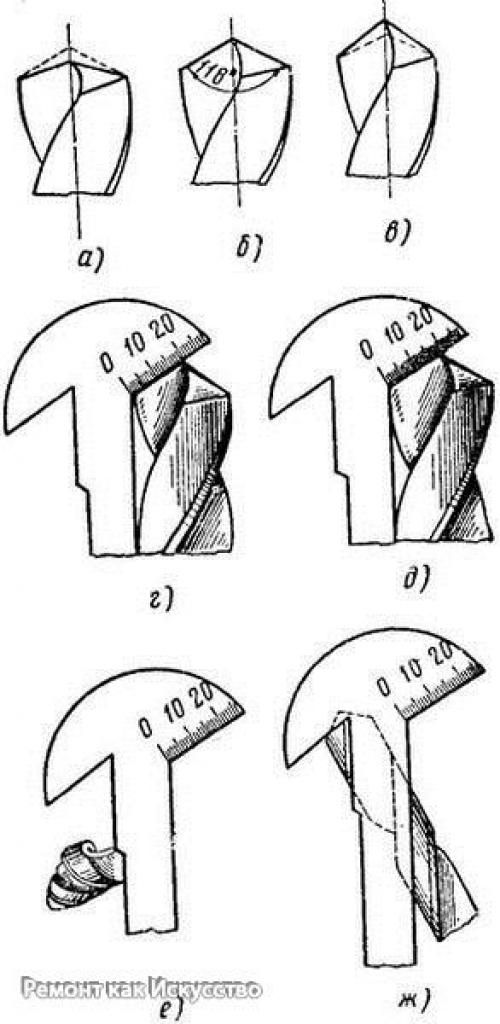
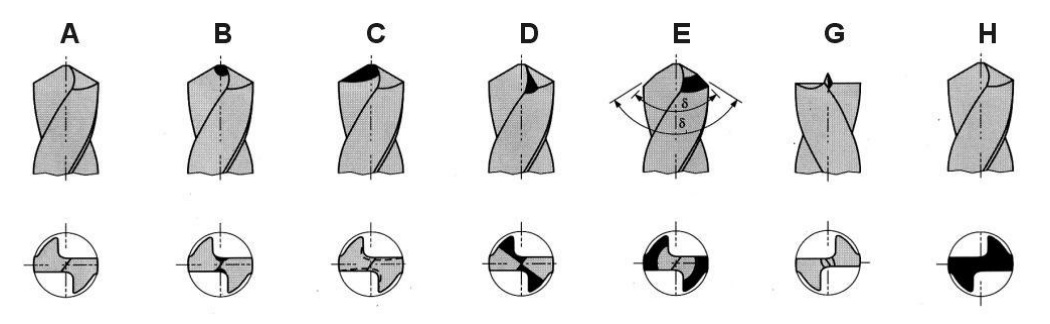
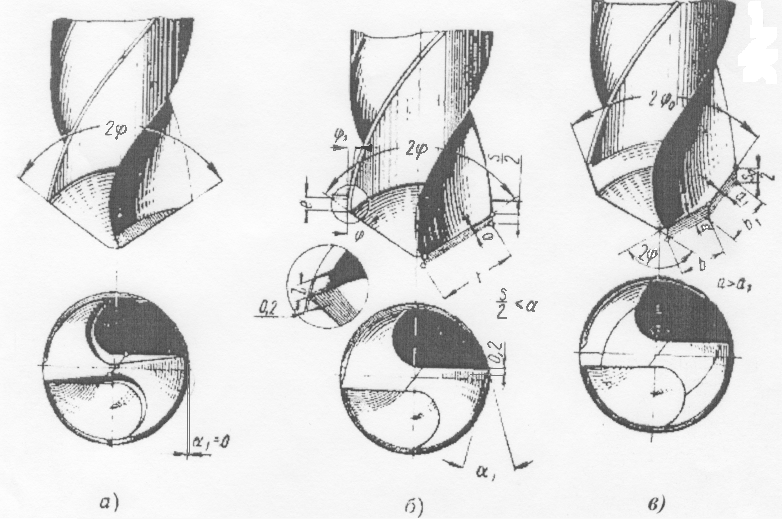
Варианты обработки по числу скосов на кромке
Их два, и при каждом угол не остается постоянным, а меняется, постепенно сужаясь от центральной вершины к боковым. Это позволяет обеспечить равномерный отвод тепла и в принципе снизить нагрев инструмента.
Итак, 2 технологии:
Нормальная – выполняется ровная геометрия кромки, причем по всей ее длине. Очень популярная, в том числе за счет простоты в реализации.
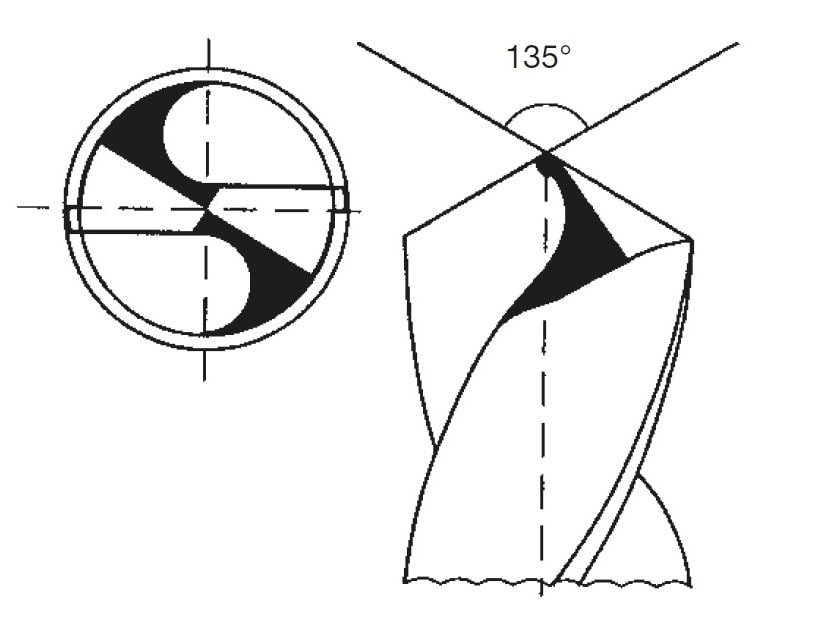
Двухголовая – осуществляется под парой углов возле вершины; внимание, на первом этапе и на 4/5 режущей части необходимо придерживаться показателя в 116-140 0, тогда как на оставшейся, завершающей 1/5 диаметра (если за точку отсчета взять внешний край) – уже 66-100 0. Такой подход позволит создать главную зону с переходной, тем самым удлиняя полезную площадь, что поможет улучшить выброс стружки, а значит и повысить срок службы стержня
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Алмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки
И что еще немаловажно он имеет маленький износ – долговечен
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
9 главных правил работы с Wishbone, без выполнения которых невозможно достичь хорошего результата
Показываю их в виде пошаговой инструкции со строгой последовательностью действий. Однако учтите: существует два приема работы с Вишбон:
- правка затупленных заводских кромок;
- приведение поломанных сверл в рабочее состояние.
Как выправить затупленные кромки
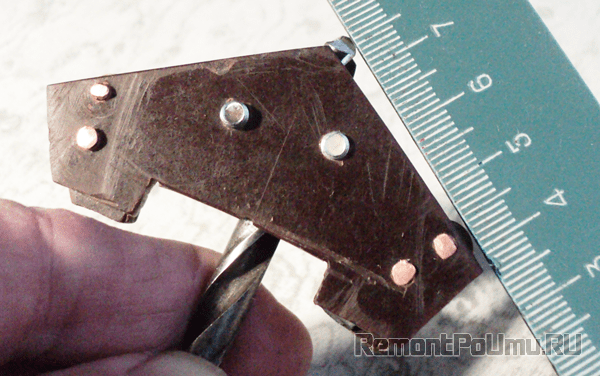
1. Ослабляем зажимные винты и под фиксирующую пластину заводим сверло, поджимаем крепление без фанатизма: потребуется выполнять регулировки.
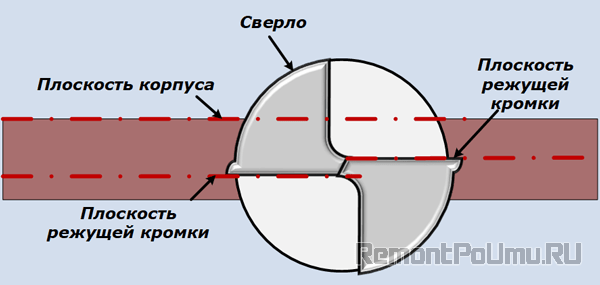
2. С помощью лупы выставляем сверло так, чтобы режущие кромки были параллельны плоскости корпуса или колесиков. Очень удобно провернуть его пассатижами.
3. Регулируем угол заточки при вершине. Для этого на вершину сверла и колесика устанавливаем какую-то ровную направляющую, например, линейку. Плоскости приспособления и эталонной линии должны быть параллельны.
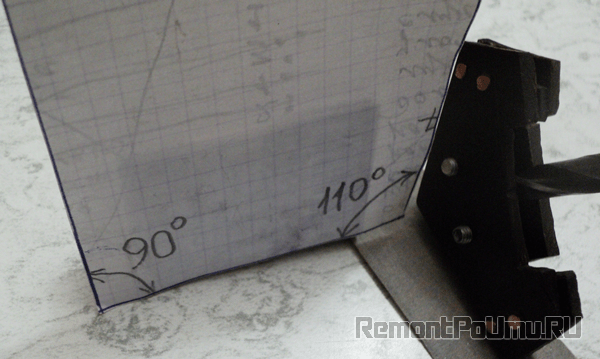
Но если надо сделать угол заточки не 120 градусов, а меньше, то сверло просто чуть выдвигаем выше, как на фото.
Для точного выставления определенного значения градусов необходимый угол вычерчивается на листе бумаги по транспортиру и проводится его биссектриса. Приспособление ориентируют по этому шаблону.
4. Винты крепления зажимаются до упора. Сверло фиксируется. После этого необходимо повторить замеры по пунктам 2 и 3. Проявляйте внимательность и аккуратность, как необходимое условие для точной заточки.
5. Wishbone располагаем вертикально на шлифовальной поверхности абразивного бруска или наждачной шкурки, уложенной на максимально ровную поверхность, например, стекла или пластика.
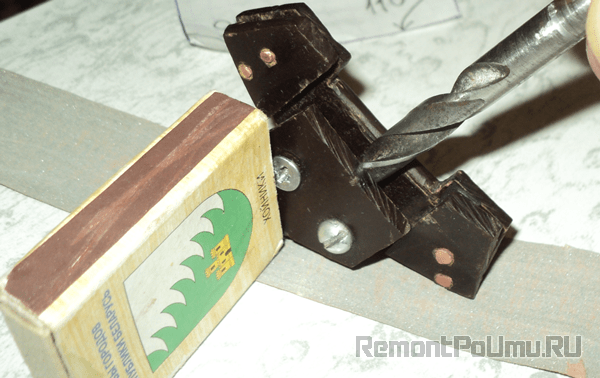
Затем его наклоняем под небольшим углом от вертикали для срезания затылочной области. На первых порах поможет простой шаблон.
После заточки нескольких сверл он потеряет актуальность благодаря сформированным навыкам.
6. Остается собственно заточка: Wishbone несильно прижимают к абразивной поверхности точильного приспособления в установленном положении (большие нагрузки вредны), плавно движениями ведут от себя, всегда располагая колесико впереди.
Не доходя до конца абразивной поверхности и без ее дальнейшего касания приспособление поднимают и по воздуху переносят в начало абразива. Процесс повторяют несколько раз.
7. Вишбон поворачивают вокруг оси сверла на 180 градусов и полностью повторяют пункты №5 №6 для второй кромки.
8. С помощью лупы (глазомер может подвести) производят визуальную оценку состояния режущих кромок, углов при вершине и заднего резания. При необходимости повторяют действия по пунктам №5 ÷8.
9. Заканчивается заточка одним проходом для каждой стороны, что обеспечивает удаление оставшихся заусениц на каждой из режущих кромок. Края станут идеальными. Советую проверить.

Весь этот процесс заточки и сверления я показал на видео ниже. Вам следует делать сразу все правильно, без лишней спешки.



Как точить сломанное сверло на Wishbone
Процесс, описанный выше, для поломанных сверл займет очень много времени. Поэтому поврежденный конец необходимо сточить на наждачном круге.
Можно также воспользоваться дрелью:
- вставить в нее поломанное сверло;
- включить реверс;
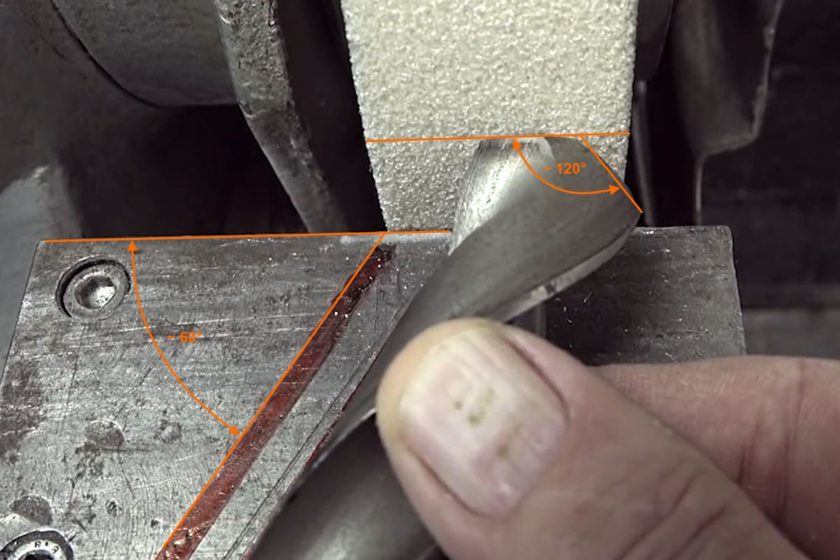
- задать угол 60 градусов к заточному камню. Такой наклон важен;
- запустить двигатель;
- аккуратно сточить обломанный конец на конус. Соблюдайте требования безопасности.
Теперь остается повторить все действия по исправлению кромок, дополнительно восстановить их формы.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом
При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок
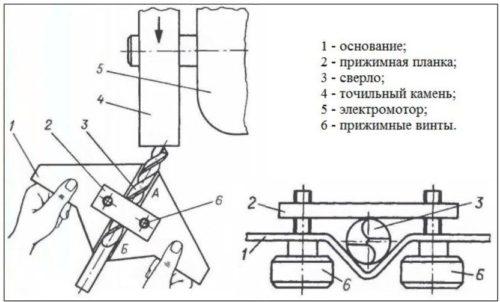
Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
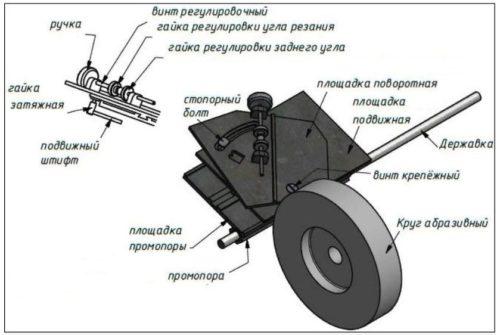
Также режущий инструмент можно легко восстановить на самодельном заточном станке.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Основные виды заводских заточных станков для сверл
Любой используемый в работе инструмент требует технического сопровождения. Это замена исчерпавших ресурс частей, расходников, профилактические действия, восстановление функциональной полноценности элементов. Применяемые для сверления и резки насадки нуждаются в заточке, то есть их режущую часть необходимо обновлять.
Агрегаты для заточки сверл и других инструментов бывают разных видов
Приспособления для заточки сверл можно поделить на два типа:
- с возможностью регулировки параметров (угла, диаметра);
- с установленными и зафиксированными размерными показателями.
Первые характеризуются прочностью материала изготовления корпуса, который выполняется из металла, стационарной установкой (станок закрепляется к поверхности верстака болтами) и широким функционалом: на нем можно восстанавливать режущие кромки сверл различного диаметра. Станки второго типа чаще имеют пластиковый корпус, точильный круг небольших размеров и кондуктор с отверстиями, соответствующими определенному размеру сверл.
Промышленность выпускает огромное разнообразие точильных станков. Следует отметить, что специфика конструкций данных устройств вполне понятна мастеровитым людям. Именно поэтому многие предпочитают применять самодельные приспособления для заточки сверл. Преимуществ у данного подхода несколько:
- экономия средств;
- применение невостребованных элементов;
- возможность реализации личных способностей и приобретение дополнительного опыта;
- создание устройства для конкретных целей и задач.

Наиболее удобными являются приспособления с регулировкой параметров диаметра и угла
Именно об изготовлении приспособлений для заточки своими руками и их применении пойдет речь в данной статье.
Приспособления для заточки
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
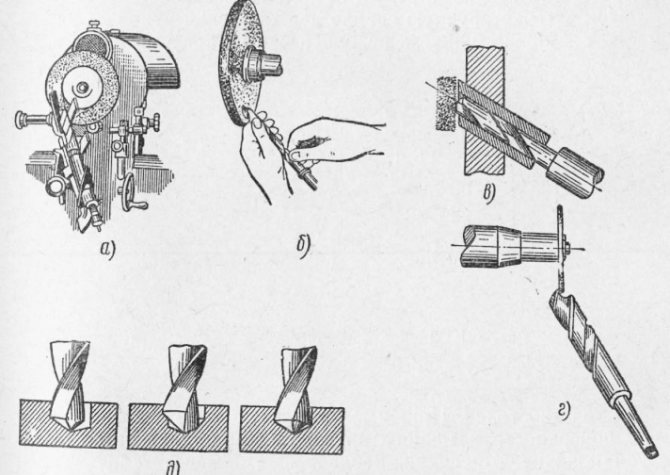
Заточка на точиле
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.



При помощи насадки на дрель
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
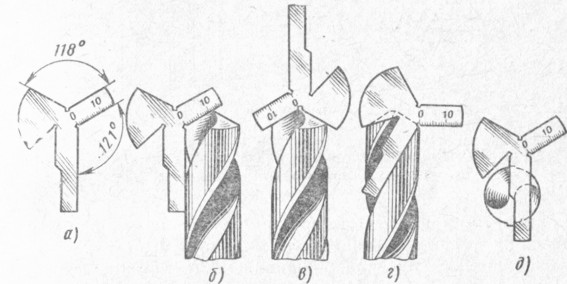
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.

В первую очередь, способ заточки будет зависеть от формы режущей части сверла
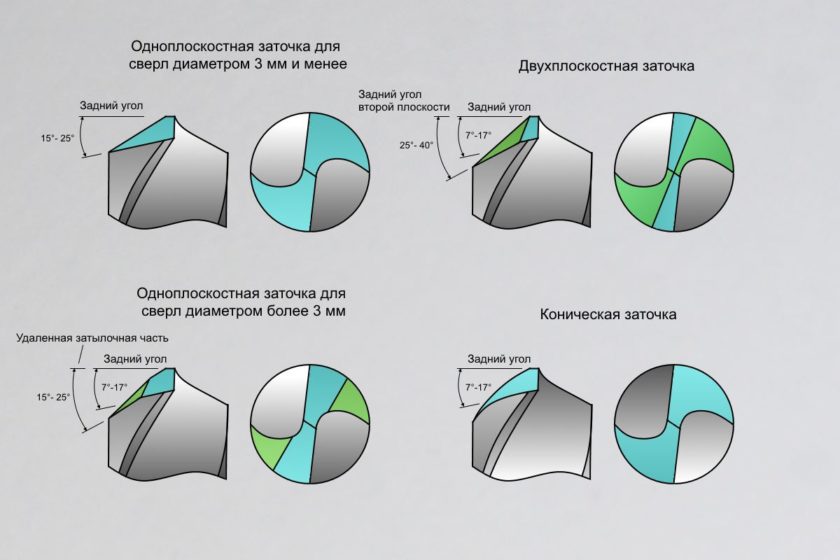
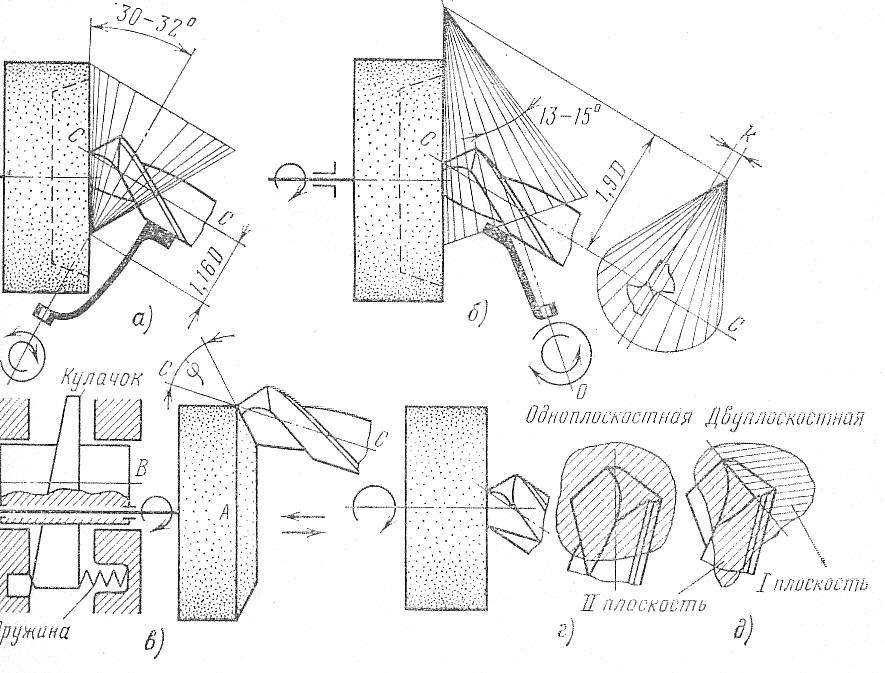
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.

Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.

Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
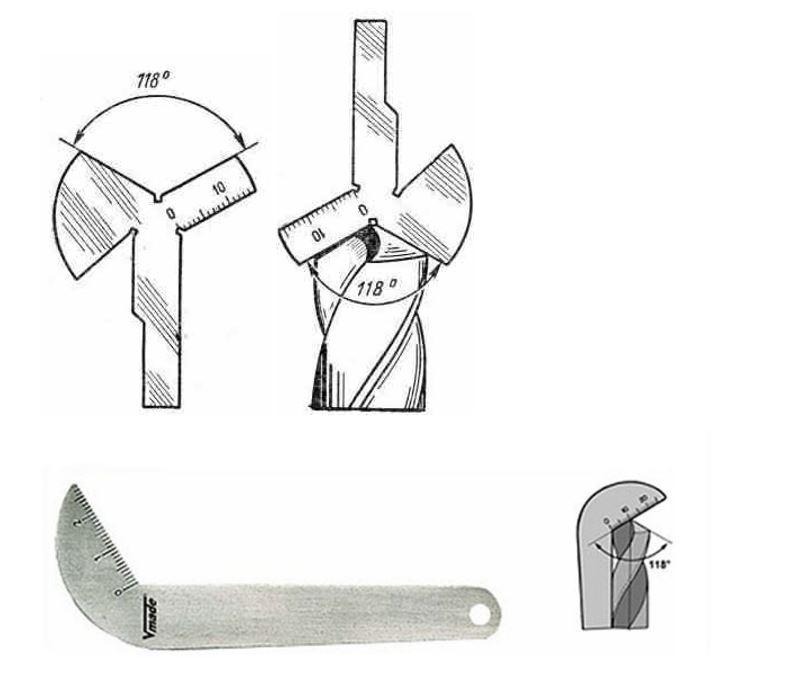
Контролировать правильность заточки сверл удобно при помощи шаблонов.





