

Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
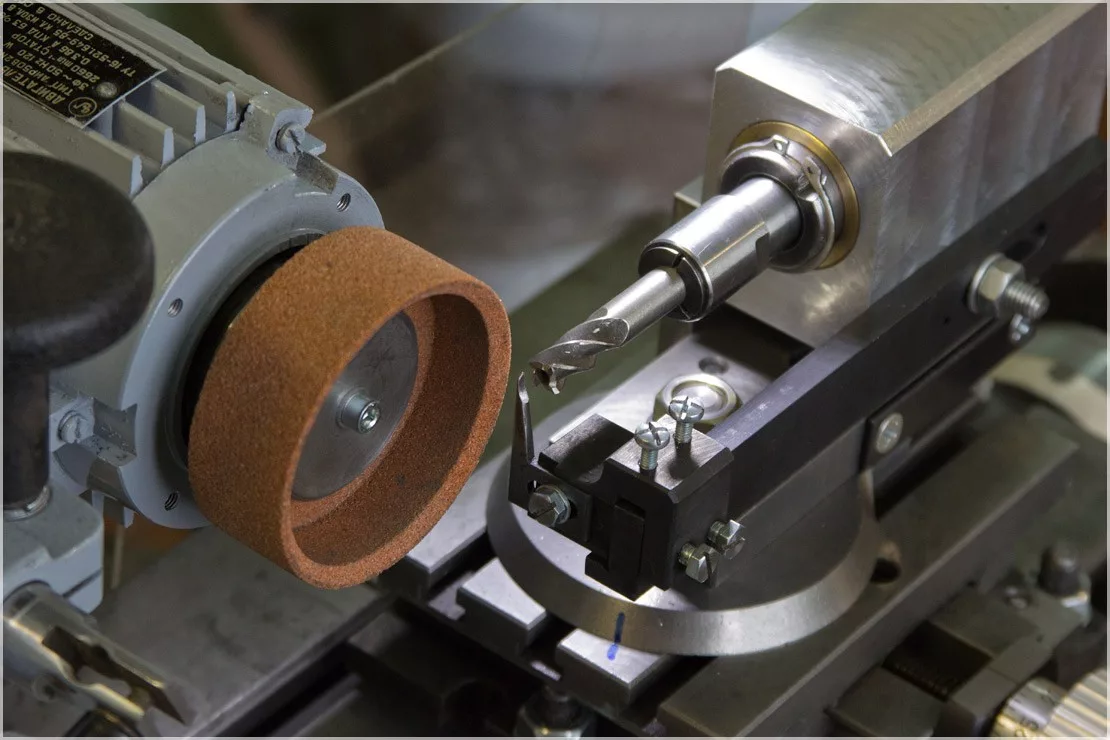
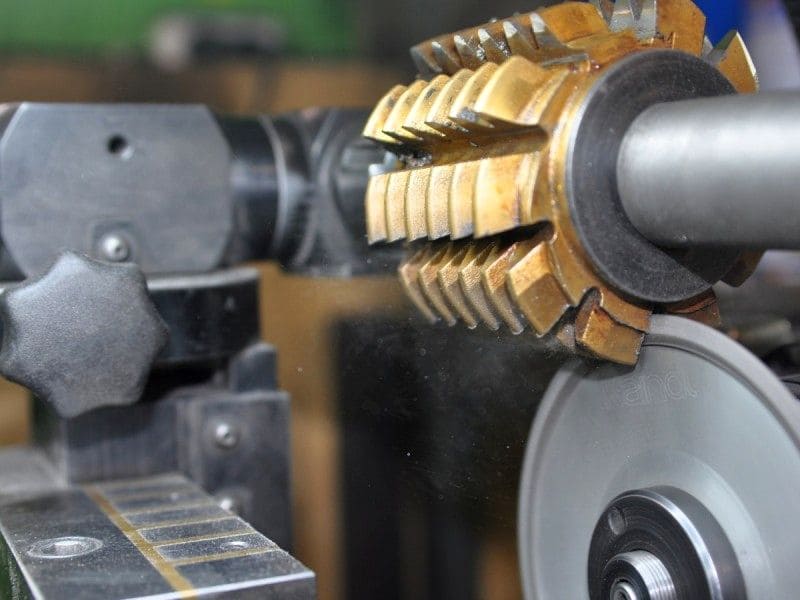
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
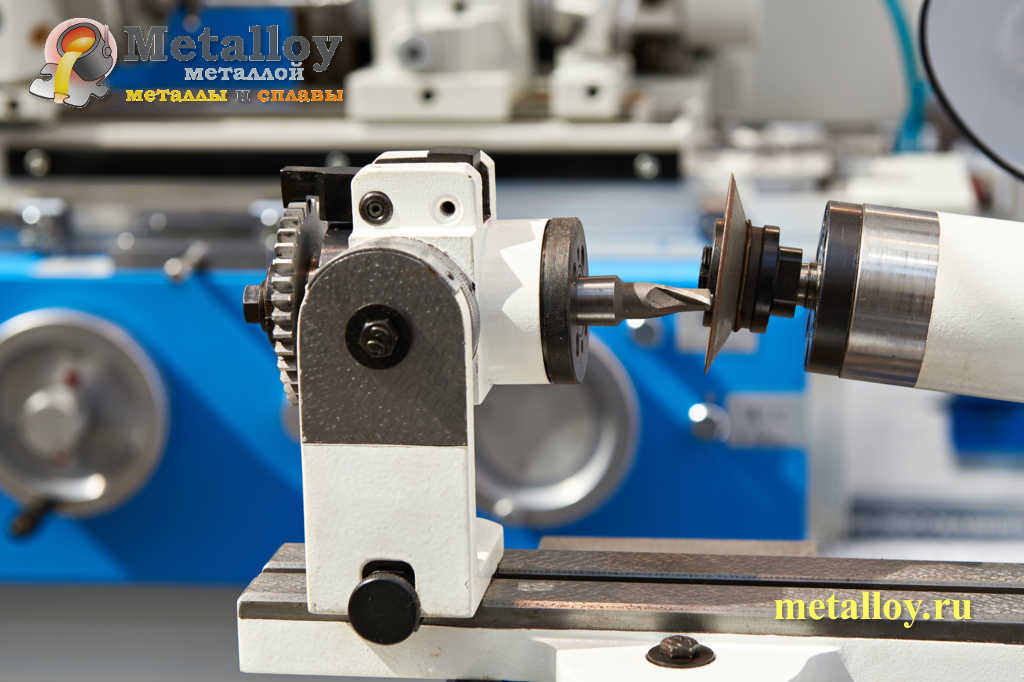
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
Фрезы по металлу
Большое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
- Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
- Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
- Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.
Концевые фрезы для копировально-фрезерных станков Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
Концевые фрезы по металлу
Что касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
Концевые фрезы по металлу
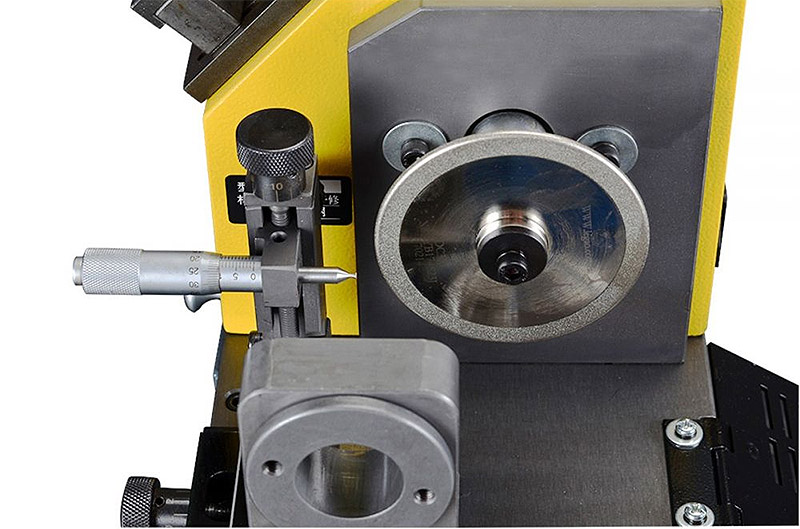
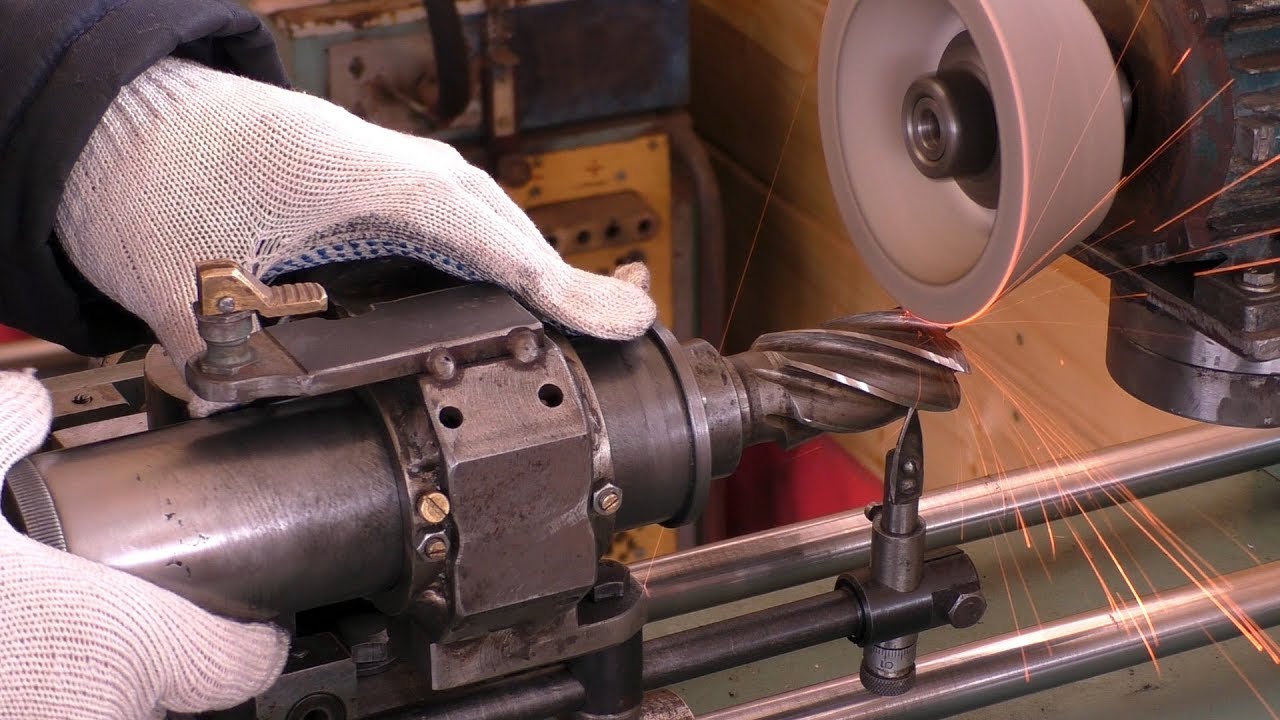
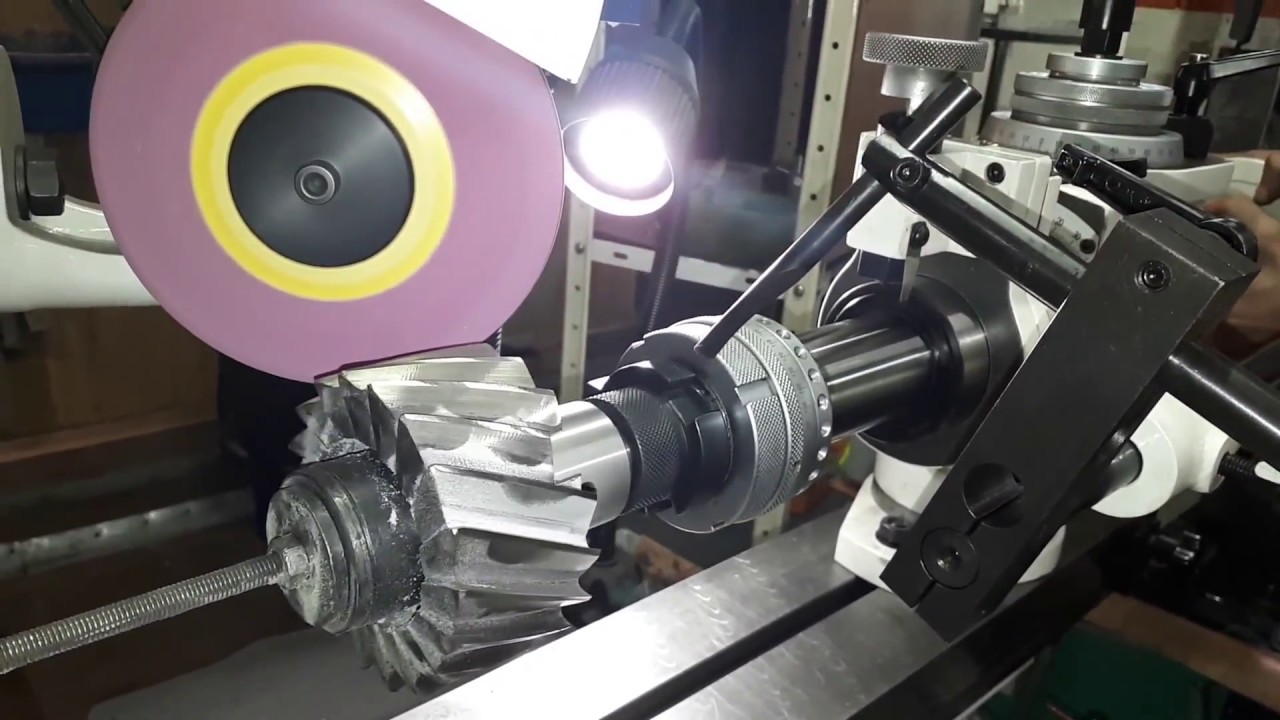
Технология заточки фрезы на станке
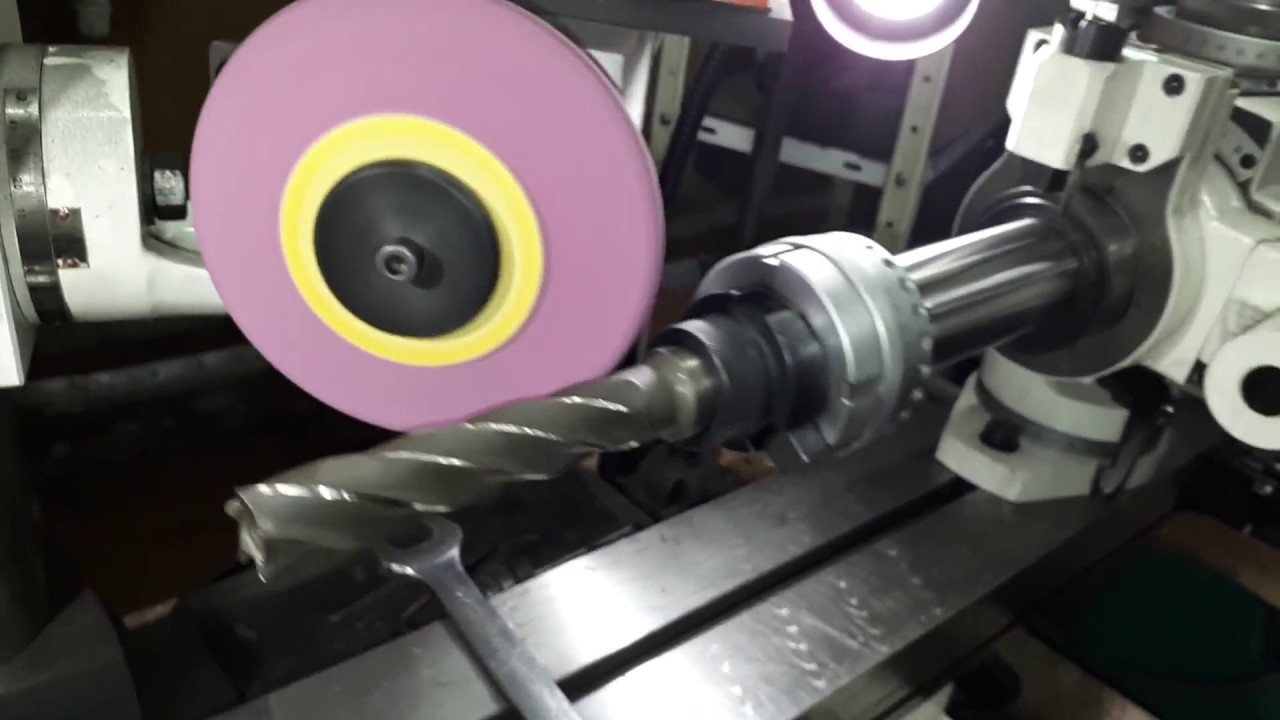
Фрезу закрепляют в исходном положении, затем включают станок и медленно подводят инструмент к точильному кругу (пока не заискрит). Наступает момент установки толщины снимаемого слоя металла, обычно не выше 50 мкм и не менее 25 мкм.
Заточка производится на каждом зубце отдельно. Игла станка должна постоянно соприкасаться с поверхностью фрезы, начинают заточку, расположив иглу в хвостовой борозде зубца. Заем включают станок и, постепенно втягивая шпиндель с фрезой, производят процедуру.
Мастерство профессионала заключается в том, чтобы соблюсти единообразный ход заточки на всех режущих кромках. Одинаковые движения нужно будет повторить несколько раз для каждого зубца.
Для разных видов фрез необходимо совершать различные движения
Заточка фрез по металлу: концевых, червячных
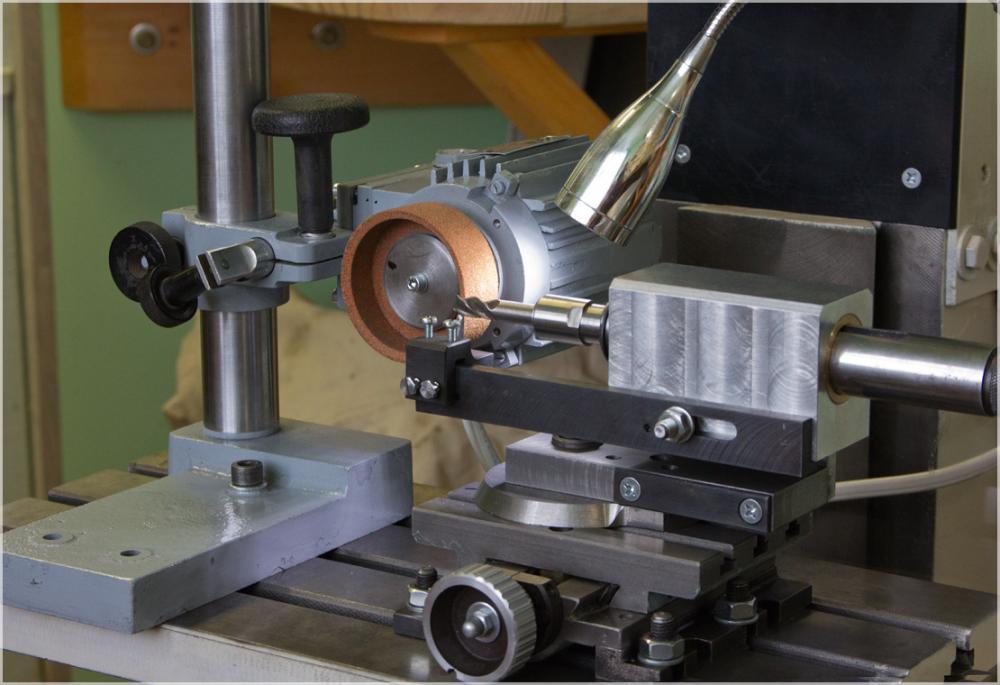
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
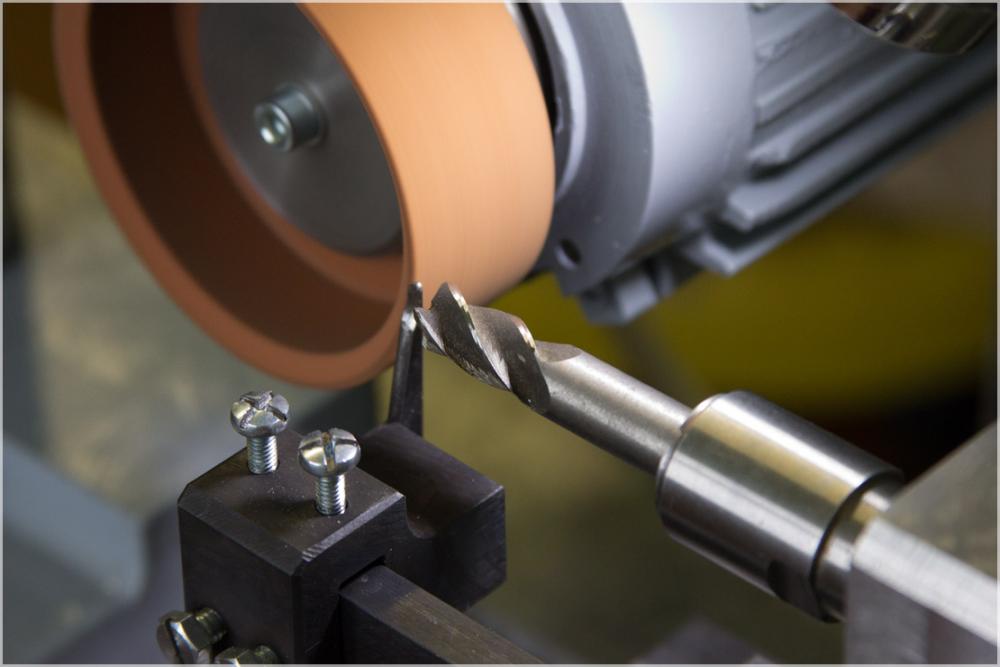
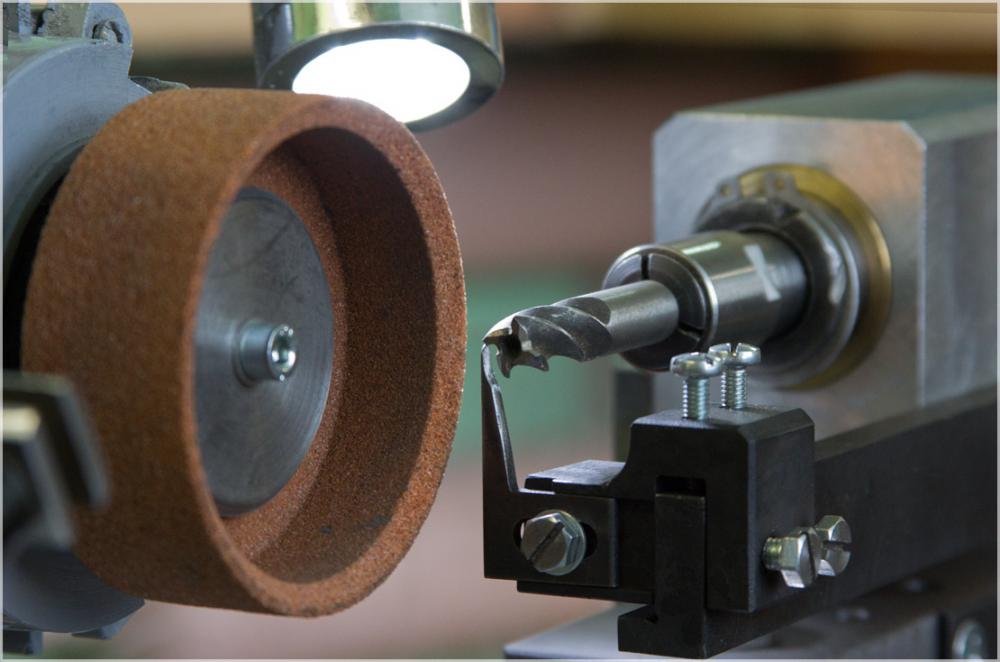
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
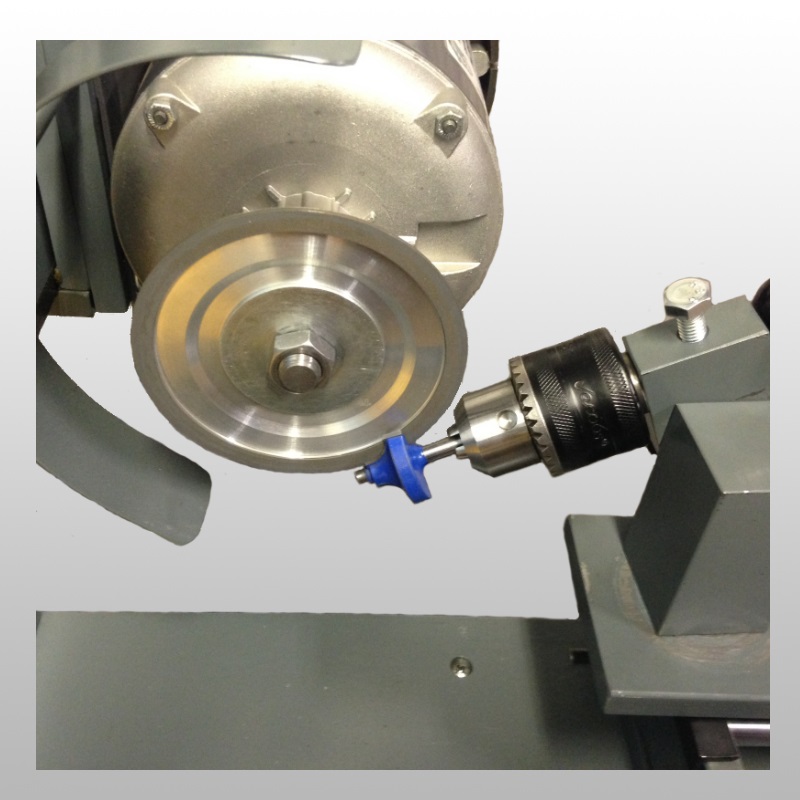
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями. При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных. При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой,
- фасонный,
- шпоночный,
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе,
- дереву,
- металлической,
- стеклу,
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

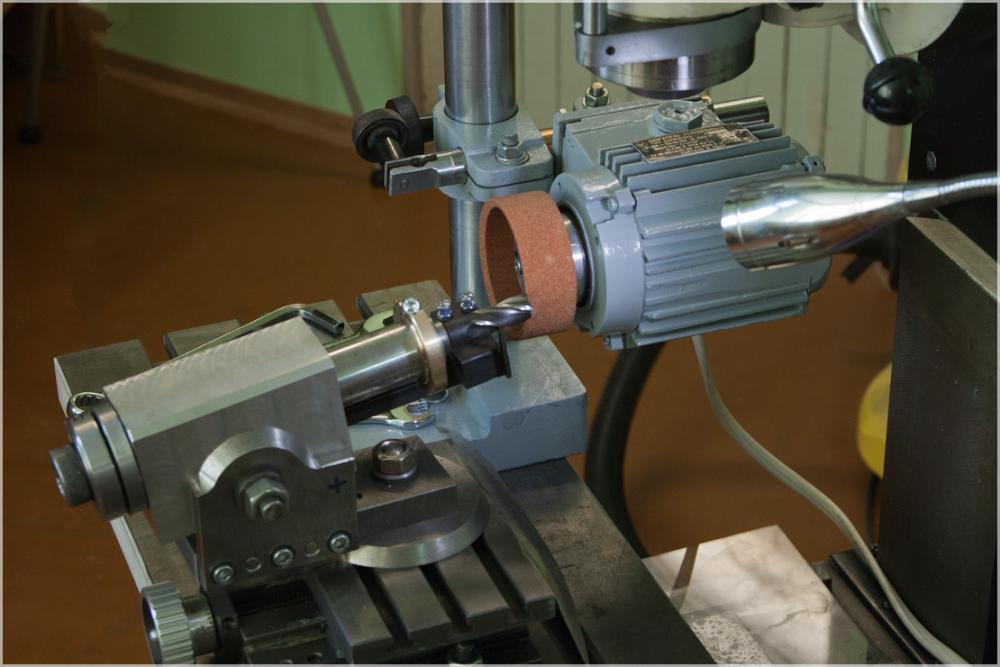
Как заточить фрезу вручную?
Фасонную концевую фрезу для вязких материалов (древесины) можно заточить вручную, не прибегая к помощи дорогостоящего оборудования. Вам понадобится:
- рабочий стол и планка из стали или твердой древесины;
- алмазный брусок;
- абразивный круг;
- растворитель;
- вода с мылом или щелочью;
- наждачная бумага.

Рис. 3 . Заточка фрезы вручную
Алмазный брус закрепляют на краю стола, смачивают мыльным раствором. Фрезу нужно освободить от подшипника (если он есть), очистить от остатков древесной смолы. Размер переднего угла заточки варьируется в диапазоне:
- 10 – 20 ⁰ для фрез по дереву;
- – 5 – 0⁰ для инструмента по металлам (в основном для сталей).
Диапазон угла заточки задней поверхности широк и не ограничивается рамками показателей.
Заточка производится ровными движениями по алмазному бруску.
Нужно стараться совершать одинаковое количество движений фрезы по бруску с одинаковой силой нажима. По мере заострения режущих кромок зернистость абразива уменьшается, финальный этап обработки можно осуществить наждачной бумагой.








Результат заточки оценивают визуально с помощью увеличительного стекла или керосина. Зубцы не должны содержать даже мелких зазубрин и трещин. Чтобы обнаружить микротрещины, поверхность режущей кромки смачивают керосином — в области трещины керосин проступит сильнее. Зазубрины и микросколы определяют на глаз или через лупу.
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.
Заточка специального инструмента
Заточка специального инструмента имеет свои объективные отличия, связанные с дополнительными этапами технологического процесса переточки.
Идентификация и описание инструмента
Первым шагом заточки специального инструментов является правильное измерение и расчёт необходимых параметров геометрии инструмента. Проведение таких измерений возможно только на специализированных измерительных центрах, таких как ZOLLER Genius3 и WALTER Helicheck.

Измерительные центры этого сегмента – мощные универсальные измерительные приборы для всех типов режущего инструмента.
- Пять осей, управляемых ЧПУ, позволяют выполнять комплексные, точные и полностью автоматические измерения без влияния человеческого фактора
- Быстрая и высокоточная проверка геометрии инструмента
- Подробный отчёт о результатах измерений
- Передача данных на шлифовальный станок без участия оператора
Разработка комплекта чертежей и программы заточки
Информация, полученная в результате измерения, обрабатывается и передаётся в систему разработки программы заточки инструмента. Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
Заточка на шлифовальном станке с ЧПУ
Далее программа заточки отправляется в шлифовальный центр где оператор осуществляет наладку и шлифовку.
Для затачивания используются станки известных мировых лидеров таких как Reinecker, SAACKE, Deckel, ANCA. Благодаря своевременному обслуживанию и обновлению, а также благодаря профессионализму наших операторов ЧПУ мы гарантируем заказчикам необходимую точность и качество шлифовки.
Покрытие
Совместно с нашими партнёрами, мы наносим на инструмент износостойкое покрытие методом PVD (ионно-плазменное напыление в вакууме). Результат – увеличение стойкости и качества обработки.
Без сомнений мы поможем Вам в выборе подходящего покрытия для вашего инструмента, наши специалисты подберут оптимальный тип покрытия для вашей конкретной задачи металлообработки и материала.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Оборудование и методы заточки фрез
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
Процесс ручного затачивания по типу резца

Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые

Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:
- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
Заточка концевых (пальчиковых) фрез

Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.





Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг
Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла
Конструктивные элементы и геометрические параметры фрез
Фрезы используют на фрезерных станках для обработки плоских и фасонных поверхностей: открытых, сплошных и прерывистых плоскостей, пазов, уступов, канавок, шлицев, щелей, торцов при разрезке и т. п. Основные типы фрез приведены на рис. 14.31.
Фрезы получают наименование по ряду признаков: по основным конструктивным особенностям— цилиндрические (рис. 14.31, а, б), дисковые двух- и трехсторонние (рис. 14.31, и), угловые (рис. 14.31, м), фасонные (рис. 14.31, н), прорезные и отрезные (рис. 14.31, к, л), торцовые (рис. 14.31, в, д), концевые (рис. 14.31. е, ж) и шпоночные (рис. 14.31, з) фрезы;
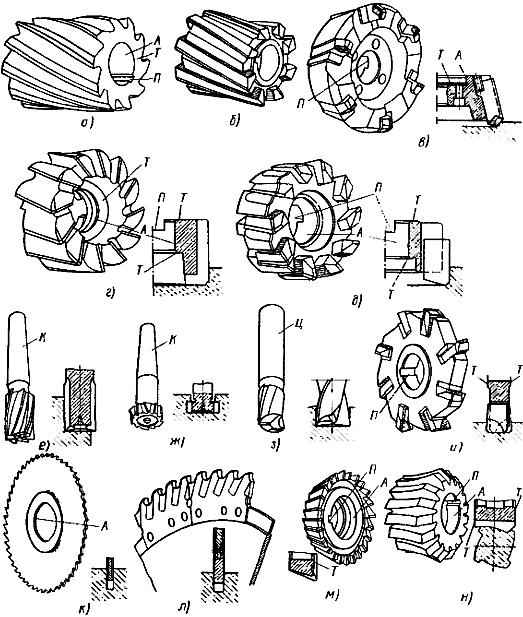
Рис. 14.31. Основные типы фрез
по способу образования задней поверхности зуба — незатылованные, подвергающиеся заточкам по задней поверхности (рис. 14.32, б, в, г), и затылованные фрезы, сохраняющие форму и размеры профиля при заточках по передней поверхности (рис. 14.32, а);
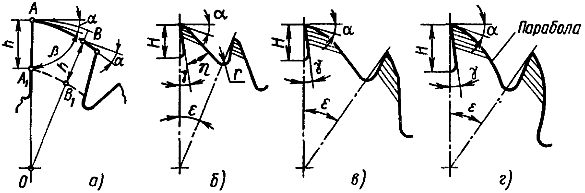
Рис. 14.32. Формы зубьев у затылованных (а) и незатылованных фрез с прямой (б), двуугловой (в) и криволинейной (г) спинками
по методу крепления — концевые с коническим и цилиндрическим хвостовиками (К и Ц на рис. 14.31) и насадные фрезы, имеющие цилиндрические А или конические отверстия и торцовые Т базы крепления с продольными и поперечными шпоночными пазами П (см. рис. 14.31);
по конструкции закрепления зубьев — цельные, изготовляемые из одной заготовки, составные неразъемные (сварные) и фрезы со вставными зубьями и ножами;
по инструментальному материалу режущих элементов — из быстрорежущей стали, твердого сплава и сверхтвердых материалов;
- по инструментальному материалу режущих элементов — из быстрорежущей стали, твердого сплава и сверхтвердых материалов;
- по форме режущей кромки зуба — с прямым, наклонным и винтовым зубом.
Разнообразие конструкций фрез связано с условиями их применения. Для обработки открытых плоскостей на горизонтальнофрезерных станках применяют цилиндрические фрезы цельные или сборные со вставными ножами. Для обработки сплошных и прерывистых поверхностей на вертикально-фрезерных станках используют торцовые фрезерные головки. Фрезерование фасонных поверхностей производят фасонными фрезами, а обработку сопряженных плоскостей — торцовыми насадными фрезами цельными или со вставными ножами. Фрезерование пазов, уступов, полуоткрытых плоскостей осуществляют концевыми и дисковыми фрезами.

Рис. 14.33. Геометрические параметры цилиндрической фрезы (а), торцовой насадной фрезы (6) и торцовой фрезерной головки (в)
Основные поверхности и режущие кромки цилиндрической фрезы показаны на рис. 14.33, а: передняя поверхность l, спинка зуба 2, задняя поверхность 3 шириной f = 0,75—2,0 мм, ленточка 5 шириной 35°, т. е. половине главного угла в плане φ. При фрезеровании чугуна угол в плане φ уменьшают до 45—60°. При съеме припуска менее 3 мм в условиях высокой жесткости технологической системы угол в плане φ уменьшают до 30°.
14.23. Передние углы фрез цилиндрических, торцовых насадных, дисковых и концевых

Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Читать также: Чем отличается технологическая карта от технологического процесса
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Заточка фрезы по торцу
Для заточки фрезы по торцу необходимо воспользоваться вторым гнездом для патрона, расположенного на станке.
При этом нужно проделать описываемые ранее действия по установке диаметра и длины.
- В зависимости от жесткости обрабатываемого металла выставляются настройки на гнезде. Чем тверже металл, тем поворот кольца гнезда больше в сторону знака “+”.
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Обрабатывается каждая канавка фрезы.
- В дополнительном гнезде станка осуществляется заточка фрезы с торца, для чего проделываются вышеописанные действия.
- Последняя операция – обработка задней стенки фрезы, которая производится путем вставления патрона с фрезой в соответствующее гнездо станка.
- Таким образом, осуществлена заточка фрезы с соблюдением всех требующихся геометрических особенностей по отдельности и по отношении друг к другу. Соблюдена равномерность заточки по всем сторонам.
Преимущества и недостатки твердосплавных фрез для маникюра

К достоинствам твердосплавных головок можно отнести их эффективность при работе с твердыми материалами (гель, гель-лак), а также огрубевшей кожи. Такие фрезы не создают много пыли: благодаря специальным надсечкам они, словно мини-ножи, срезают лишний слой, а не просто спиливают его. Кроме того, они очень экономичны: при интенсивном использовании насадка прослужит четыре месяца и более, а приобрести сменную можно всего за 400–800 рублей. К недостаткам твердосплавных фрез можно отнести их ограниченную функциональность. Металлический инструмент не рекомендуется использовать на нежной коже рук, а также при работе с кутикулой. Натуральные ногти ими тоже лучше не шлифовать. Кроме того, такие насадки сильно нагреваются во время применения и могут причинить дискомфорт клиенту. Поэтому подумайте, так ли сильно они вам нужны, прежде чем покупать твердосплавные фрезы для маникюра оптом.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
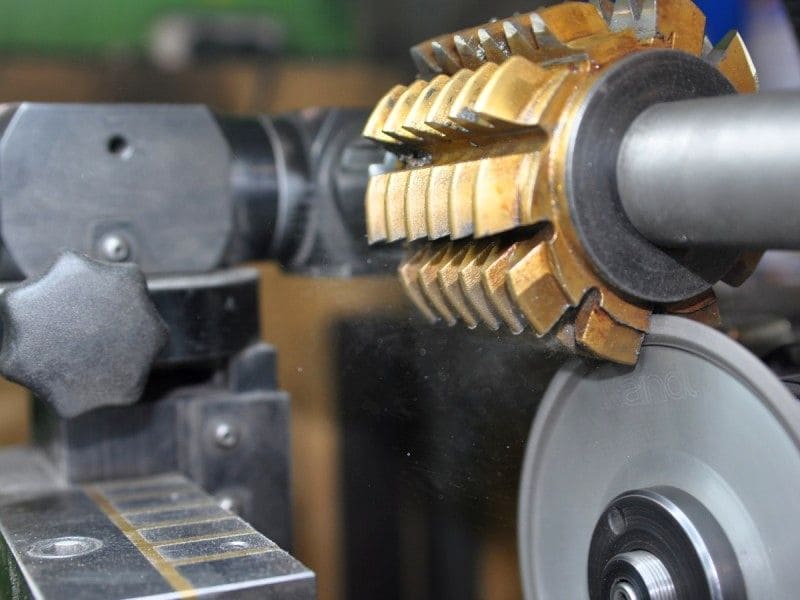
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.
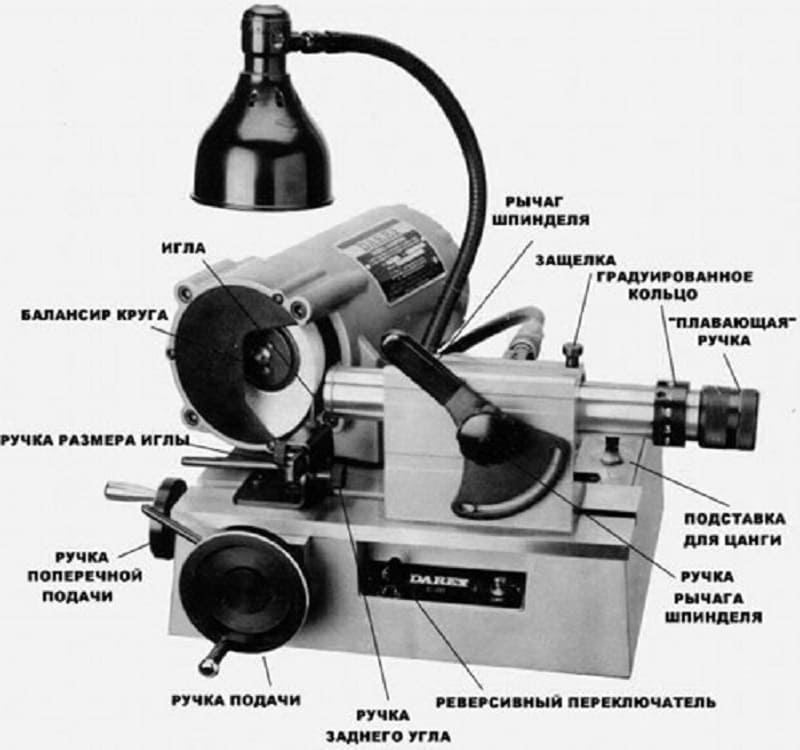
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.




В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором. Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.

Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную
Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание! Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять. В попытке сэкономить время вы можете испортить его и всю фрезу
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ
При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак
Ниже приведена таблица таких величин.





