

Как правильно заточить пильную цепь
Прочитав эту статью, Вы поймете, почему и зачем необходимо затачивать пильную цепь и узнаете как это правильно делать. Самое подробное иллюстрированное руководство.
Любой режущий инструмент , в том числе и цепь бензопилы , изнашиваются в течении работы , — режущие элементы затупляются , цепью постепенно становится все сложнее и сложнее пилить , даже если Вы не пилите по предметам , которые её быстро затупляют ( камни , земля , металл и т . п .).
Пильная цепь тупится и от пиления древесины.
Чем сильнее затуплена цепь , тем больше усилия вам понадобиться при работе . Если ваша пильная цепь заточена верно , то она будет врезаться в дерево , как в масло , при даже незначительном нажатии на бензопилу . Если же этого не происходит и вы прикладывать существенные усилия при пилении древесины , то необходимо обратить внимания на режущие зубья и произвести заточку пильной цепи . Одним из важных критериев для определения необходимости заточки пильной цепи является состояние стружки , образующейся при работе бензопилы : если вместо крупной толстой пильной стружки ( древесные чипсы ) образуется тонкая стружка или древесная мука это свидетельствует о необходимости заточки пильной цепи .

Работа затупленной цепью влияет как на оператора бензопилы , так и на сам агрегат . Человеку передаётся вибрация , которая увеличивается при использовании тупой цепи , также страдает и производительность пиления , а следовательно увеличивается расход топлива , изнашивается шина , сама цепь и приводной механизм .
Заточка пильной цепи может производиться различными инструментами: напильником, зажимной державкой с напильником, заточным устройством FG4 и электрическим заточным устройством (станком). Процесс заточки для всех типов пильных цепей одинаковый.

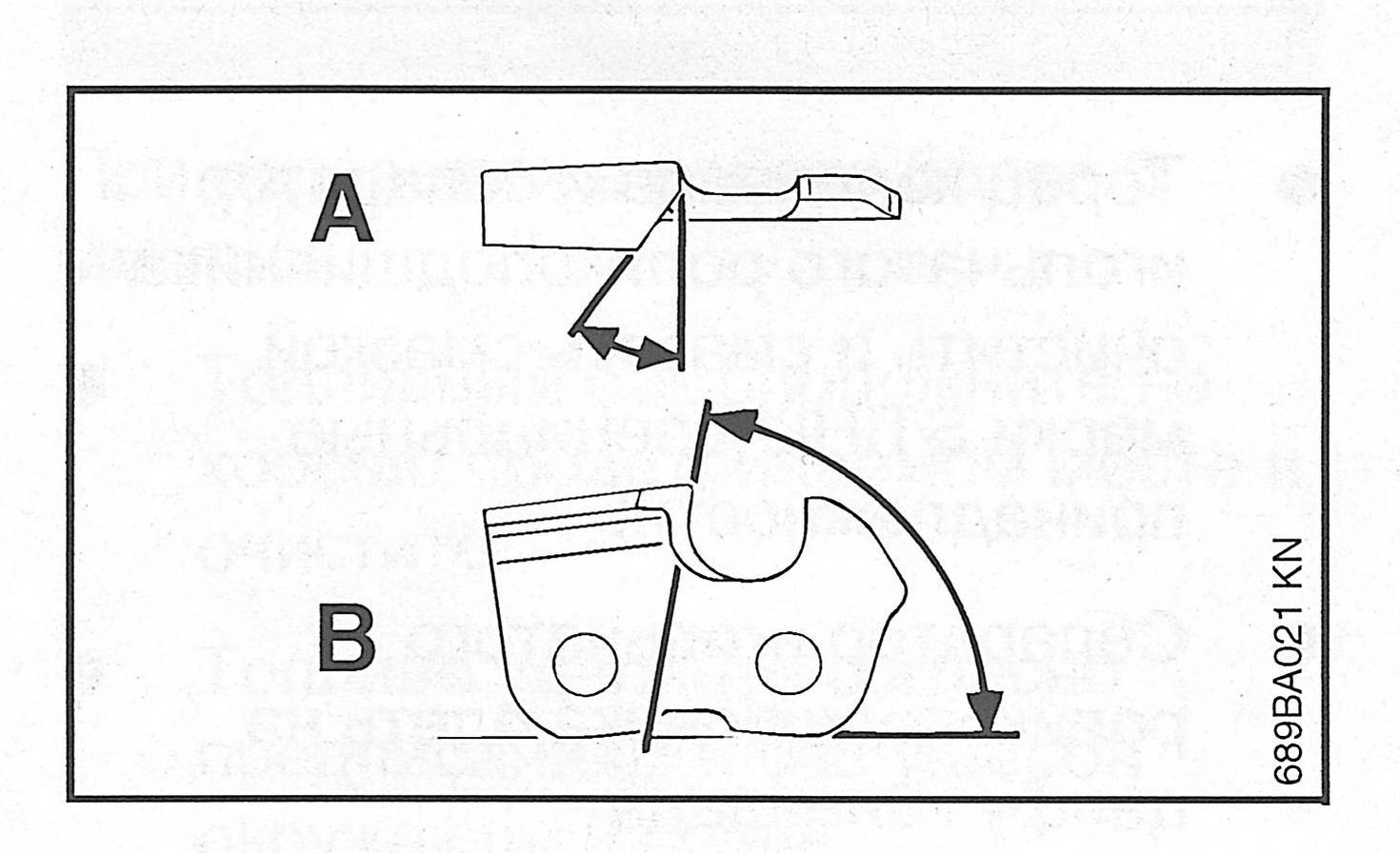
Главный критерий, который должен быть соблюден — это выдержать необходимые углы заточки режущего зуба в соответствии с типом пильной цепи при использовании соответствующего диаметра напильника.
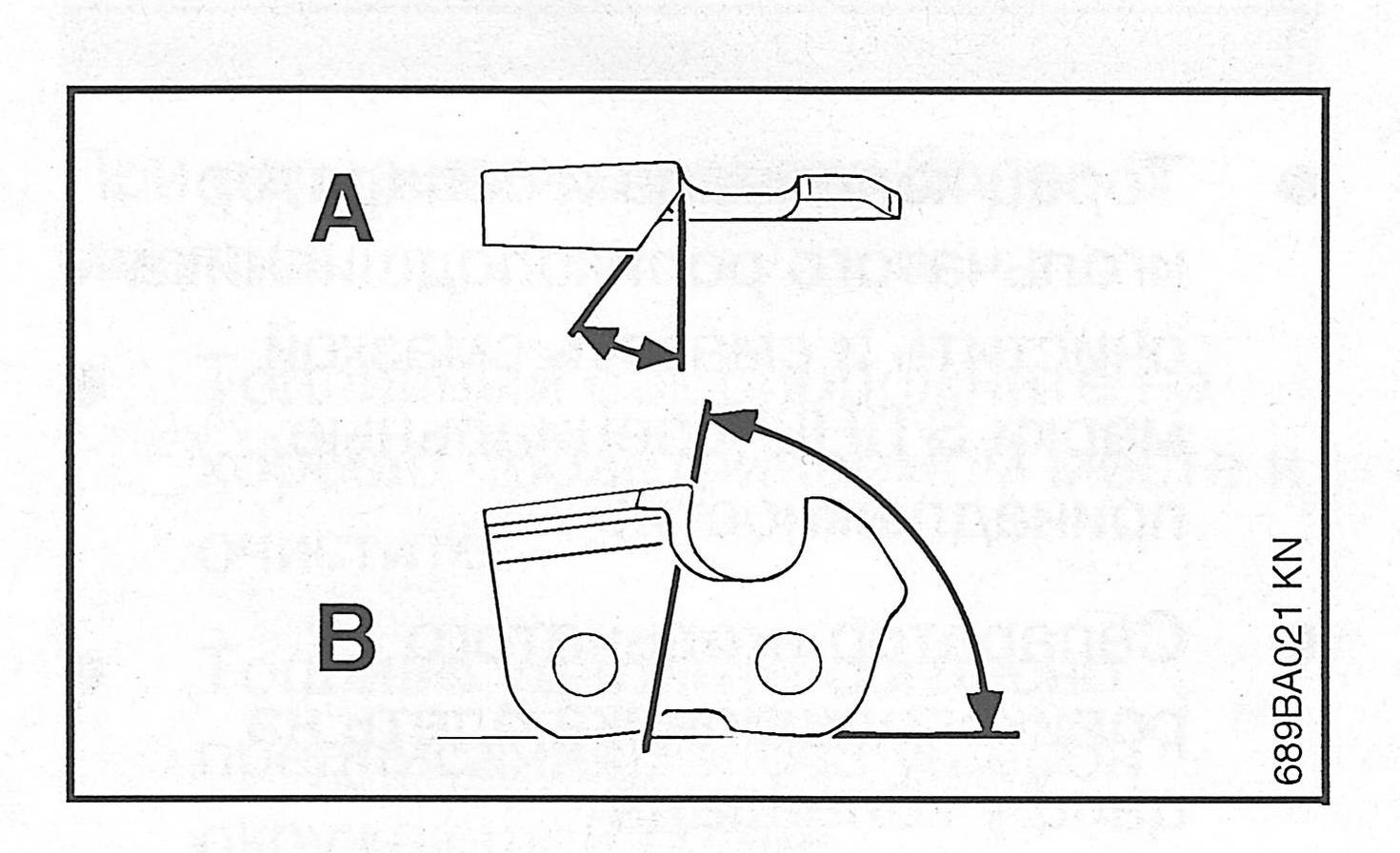
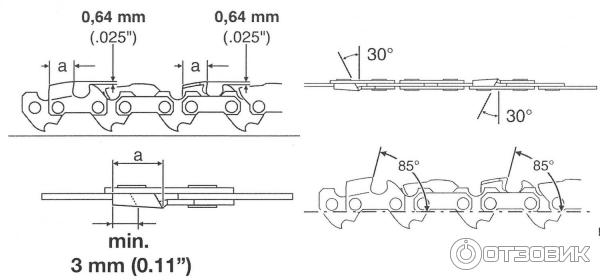
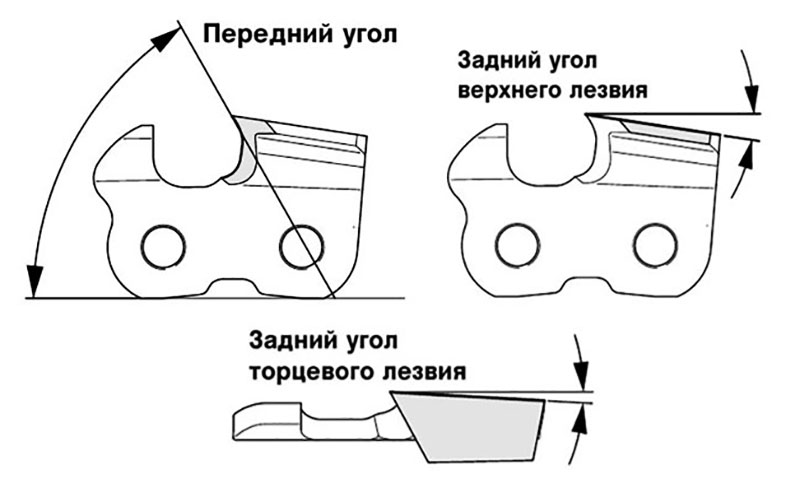
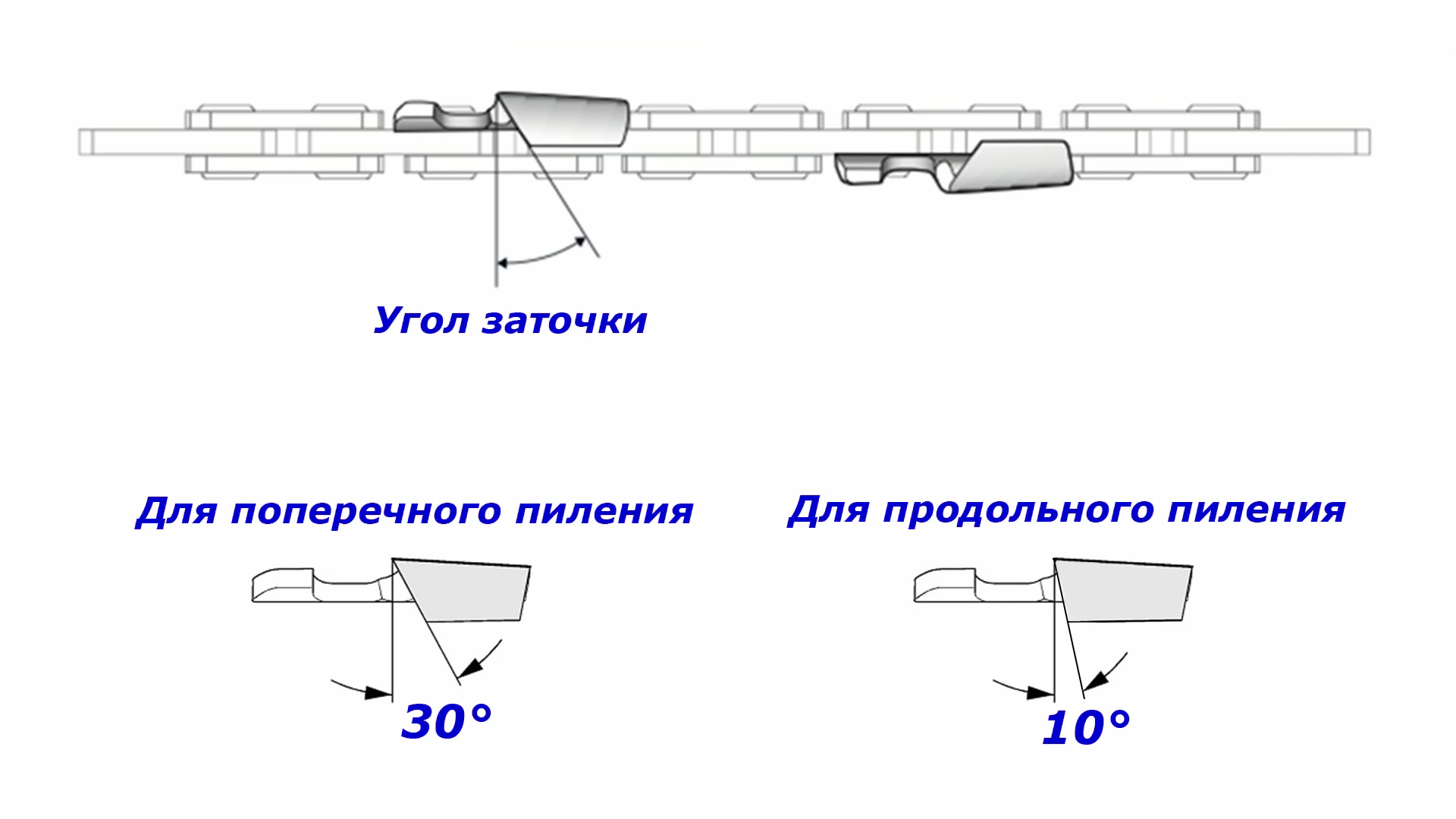
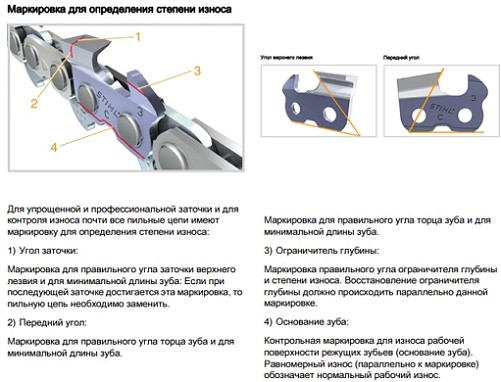
А — Угол заточки
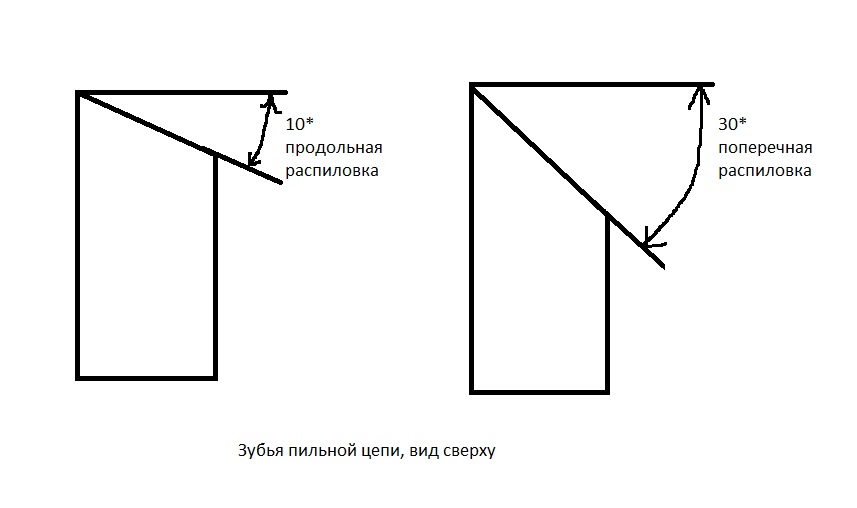
Пильные цепи STIHL затачиваются с углом заточки 30 °. Исключениями являются пильные цепи для продольной распиловки с углом заточки 10 °. Пильные цепи для продольной распиловки в обозночении имеют «X».
В — Передний угол
При использовании предписанной державки напильника и диаметра напильника правильный передний угол получается автоматически.
Какой напильник нужен для заточки цепи
Необходимость выпрямления краев режущих звеньев проявляется заметным снижением производительности распыления, повышенной вибрацией, высвобождением мелких стружек, необходимостью дополнительных усилий для ввода гарнитуры в разрез.
Файлы и направляющие согласуются с шагом цепи. Насадочного крепления обеспечивает оптимальный угол заточки. В фирменном ассортименте многих производителей есть простые держатели и более усовершенствованные заточки роликового типа.
Качество конечного результата во многом зависит от правильного диаметра файла. При эксплуатации бензопилы в комплекте с неправильно заточенной цепью, в лучшем случае, производительность пиления снизится, в худшем случае цепь будет безнадежно сломан. Также высока вероятность повреждения инструмента в целом.
Многие не знают, как затачивать зубы на цепи бензопилы, но это достаточно просто. Круглый напильник 4,8 мм и все в
Основная сложность определите размер круглого файла, ведь работа, выполненная плоским инструментом, гораздо проще. Для зубцов пилы Stihl верхний край напильника должен выступать на 20% его высоты на рабочую угловую поверхность. Однако следует помнить и о шаге пылевого цепи, обычно принимают размером 0,325 дюйма.
Как выбрать файл для заточки цепи для бензопилы JOIN VSP GROUP PARTNER PROGRAM:.
Для достижения хороших параметров резки зубным лопастям предоставляются определенные углы. Задняя часть зуба, которая падает под углом, образует задний угол верхней лопатки. Это инструмент для заточки края режущего зуба цепи. В зависимости от параметров цепи, для бензопилы применяется напильник диаметром от 4,0 до 5,5 мм. Этот угол необходим для вырезания верхней лезвия в древесных пород.
Заднее суживающейся зубное лезвие образует задний угол торцевой лезвия. Этот угол необходим для бокового резания стружки.
Задний угол верхнего лезвия характеризует разворот верхнего лезвия.
Нужно понимать, что затачивать цепь НЕ БУДЕТ обычным круглым, а тем более плоским или треугольным напильником, поскольку файл для цепи должен иметь свои параметры. Хотя здесь стоит сделать замечание. Вы можете измельчить измеритель глубины простым плоским напильником.
Важнейший параметр файла цепи. Его диаметр
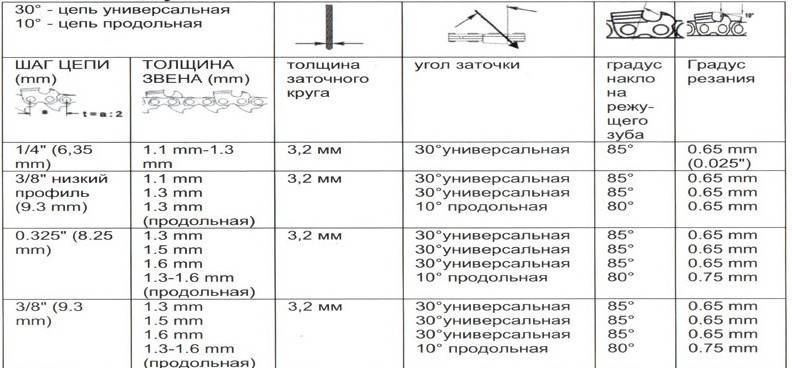
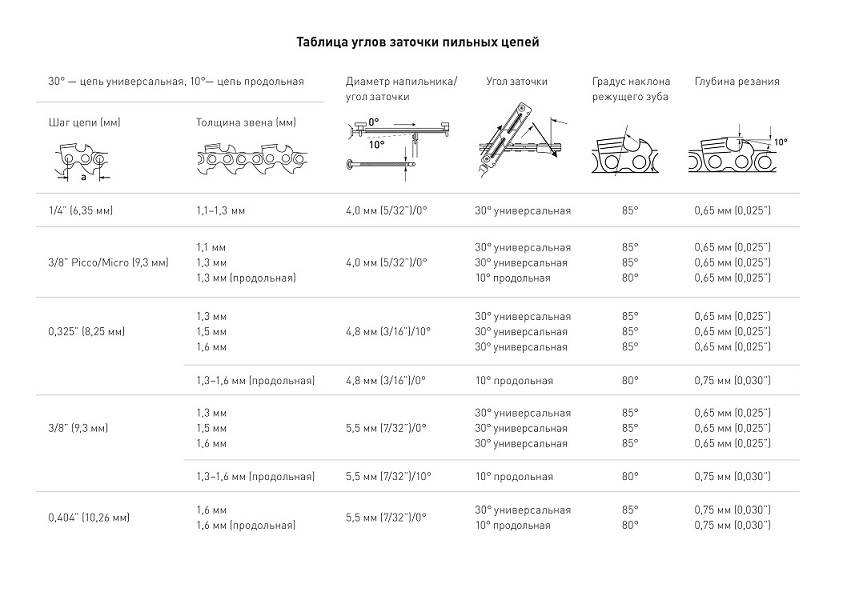
Это важно, поскольку в зависимости от шага цепи используется файл определенного диаметра. Ниже приведена таблица, которая показывает, какой файл подходит для цепи с определенным шагом
Шаг цепи (мм) Толщина звена (мм) Диаметр шпильки (мм) Угол шлифовки (градусы) Степень наклона режущего зуба
| 1/4″(6,35 мм) | 1.1-1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.1 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 | 4 | тридцать | 0,65 мм |
| 3/8″ Picco / Micro (9,3 мм) | 1.3 (для распиловки) | 4 | десять | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.5 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.6 | 4.8 | тридцать | 0,65 мм |
| 0,325″ (8,25 мм) | 1.3-1.6 (для распиловки) | 4.8 | десять | 0,75 мм |
| 3/8″ (9,3 мм) | 1.3 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.5 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.6 | 5.5 | тридцать | 0,65 мм |
| 3/8″ (9,3 мм) | 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 | 5.5 | тридцать | 0,75 мм |
| 0.404″ (10,26 мм) | 1.6 1.3-1.6 (для распиловки) | 5.5 | десять | 0,75 мм |
Кроме того, следует учитывать, что большинство файлов продаются без ручки. Его следует покупать отдельно. Это, конечно, не касается наборов файлов, в которых большинство файлов оснащены ручками.
Без сомнения, опытный пользователь бензопил сможет затачивать цепь без различных аксессуаров и устройств, называется на глаз. Но для этого нужно иметь опыт, который нужно получить первым. И это гораздо удобнее делать с помощью различных устройств, которые позволят правильно затачивать цепь. Давайте рассмотрим самые популярные из них.
- Первый шаг это подбор необходимого диаметра круглой напильники. Приведенная выше таблица показывает диаметры в зависимости от шага цепи.
- Прежде чем заточить, обязательно тщательно очистите цепь от опилок, смолы и прочего ненужные предметов. Это можно сделать с помощью специального инструмента, мягкой металлической щетки или подручных средств.
- Заточки зубцов цепи. Если вы используете круглый файл без аксессуаров, тогда следует крепко зафиксировать файл и поддерживать правильный угол (для сквозных цепочек это 30 градусов, а для продольных-10), направляйте файл вперед и назад. В этом случае целесообразно нажимать на файл только во время движения вперед. Стоит начать с короткого зуба.
- Если у вас есть контрольное устройство, то после того, как вы уверены, что зуб заостренный, вам нужно проверить его.
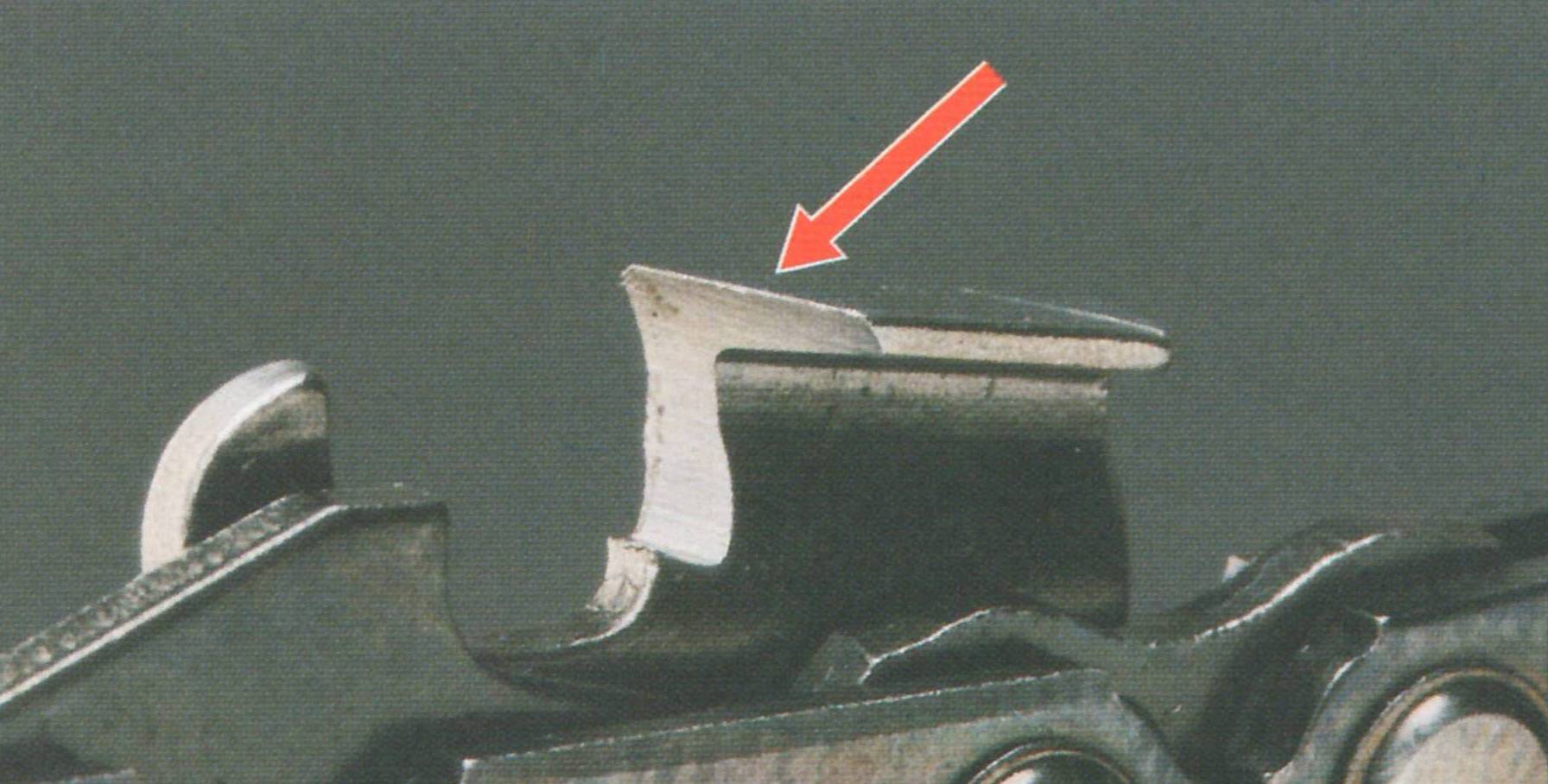
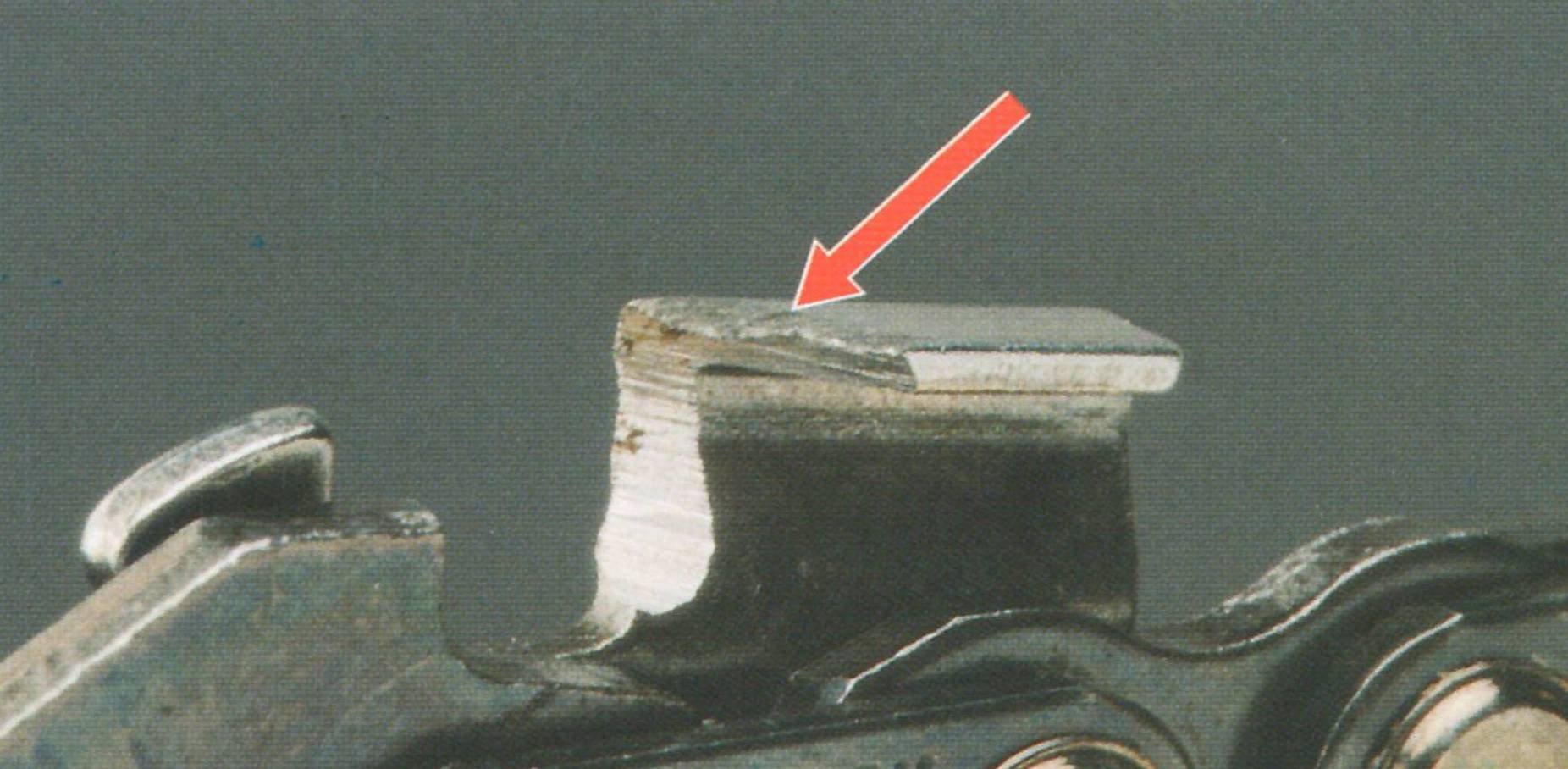
- Если нечего проверить правильность заточки, тогда поможет совет от Stihl: ни свет не должен отражаться от режущей кромки.
Свет не отражается
Обзор набора для заточки цепи Stihl.
Инструменты для ручной заточки и их предназначение
Перед началом проведения работ, следует подготовить соответствующий перечень инструментов. Для ручной заточки используются напильники, которые идут в комплектации вместе с бензопилой. Как правило, инструмент поставляется с двумя напильниками, отличающиеся по форме:
круглый напильник предназначен для обработки основной кромки с последующим ее закруглением. Для таких работ выбираются инструменты, диаметр которых от 3,2 до 5,5 мм
Важно использовать такие напильники, которые имеют одинаковый диаметр по всей длине, а их насечки снимают стружку только в одном направлении (выбирать такие напильники лучше в специализированных магазинах);
плоские напильники служат для того, чтобы сточить ограничители глубины. Именно от этих ограничителей зависит, насколько сильно оснастка будет входить в структуру древесины.
Относительно выбора напильника соответствующего диаметра для цепи: важно уделить этому фактору особое внимание. Диаметр прибора подбирается в зависимости от размера зуба, и выбирать наугад — это не правильно. Покупая фирменные изделия, вы найдете на упаковке для них соответствующие значения диаметров напильников
Покупая фирменные изделия, вы найдете на упаковке для них соответствующие значения диаметров напильников.
Таблица выбора диаметра напильников для заточки
Обзаведитесь этими двумя видами напильников, если хотите научиться правильно затачивать бензопильные цепи
Важно отметить, что ручным способом заточка выполняется намного чаще, чем машинным. Связано это хотя с тем, что при таком подходе снимается меньший слой металла, что в итоге отражается на ресурсе оснастки
Это интересно! Ошибочно мастера используют напильники, которые идут в комплекте для постоянной заточки цепей. Однако они также имеют свой срок службы, и рекомендуется регулярно в зависимости от частоты их эксплуатации менять.
Как правильно точить цепь бензопилы на станке
Точить цепь на станке значительно быстрее и точнее, чем руками. В продаже имеется много разнообразных электрических точилок. Бытовые агрегаты компактны, работают от сети 220 В. На них легко заменяются абразивные круги, их без труда можно перестраивать на разные параметры цепи: шаг зубьев, толщину верхней кромки, угол заточки. Все обработанные режущие кромки получаются одинаковыми. Процесс идёт быстро.
Электрическая точилка для цепей бензопил
Основной частью станка является электродвигатель, на валу которого устанавливается заточной диск. На его рукоятке расположены органы управления. Имеется струбцина для закрепления станка на цепь. Пружинным прижимом обеспечивается регулировка силы нажатия на затачиваемый элемент. Дифференцированный зажим предусматривает самоцентрирование изделия в станке. Для безопасности проведения работ имеется откидной предохранительный щиток.
 Электрический станок для заточки пильных цепей ФОТО: youtube.com
Электрический станок для заточки пильных цепей ФОТО: youtube.com
В специальную направляющую, смонтированную на поворотной платформе, устанавливается пильная цепь. Фиксатор удерживает затачиваемый зуб, к которому под заданным углом установлен электрический наждак. Оператор включает двигатель и контролирует погружение диска
Станки с ручным приводом
Есть устройства, предназначенные для заточки, но без электропривода. Это ручные станки для правки пильных цепей. В качестве заточного инструмента используется обычный напильник. Станок крепится непосредственно на шину. Специальный упор, удерживает затачиваемый зуб. Угол заточки можно регулировать.
На фото представлен стационарный станок, у которого точильный диск вращается рукояткой через редуктор. Сама пильная цепь зажимается в станочных тисках. Станок имеет станину, которую можно привинтить к столу.
 Станок с ручным приводом для заточки цепных пил ФОТО: vseinstrumenti.ru
Станок с ручным приводом для заточки цепных пил ФОТО: vseinstrumenti.ru
Статья по теме:
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).

Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
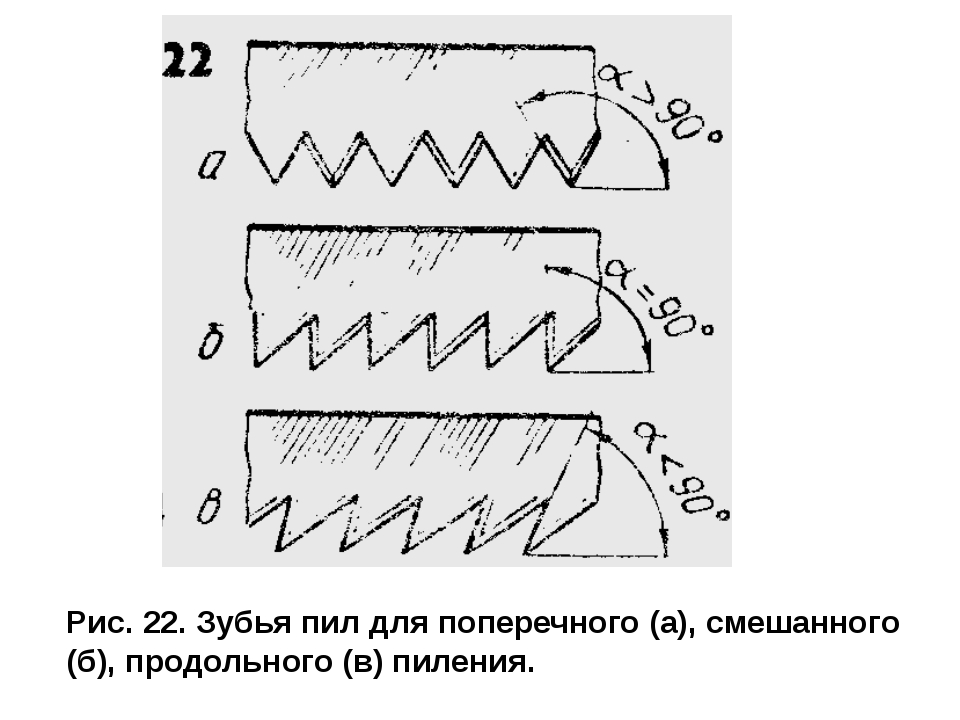
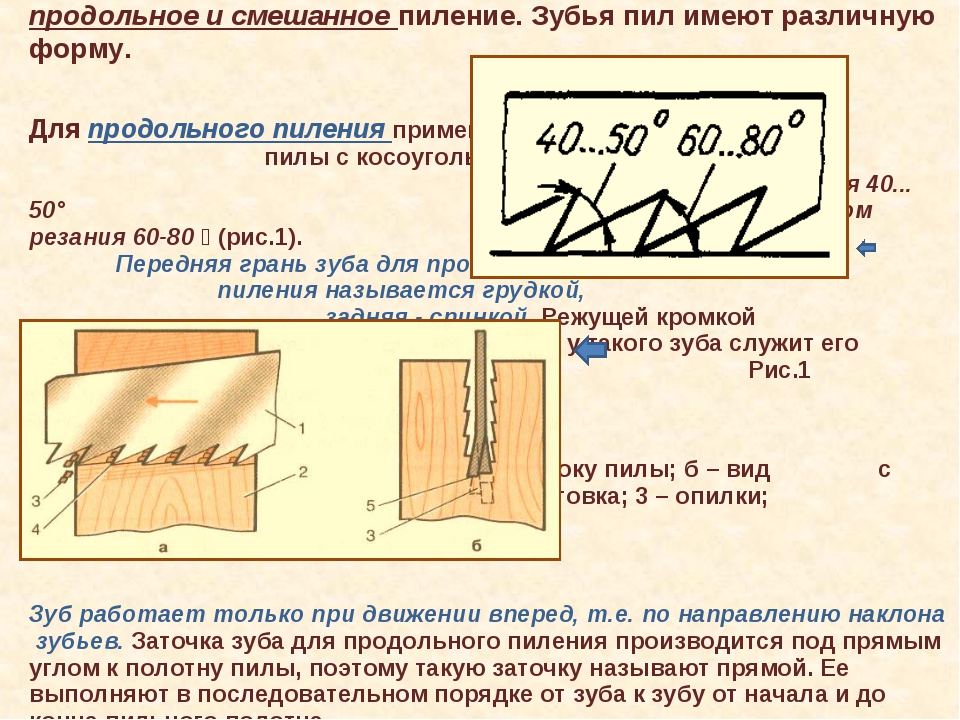
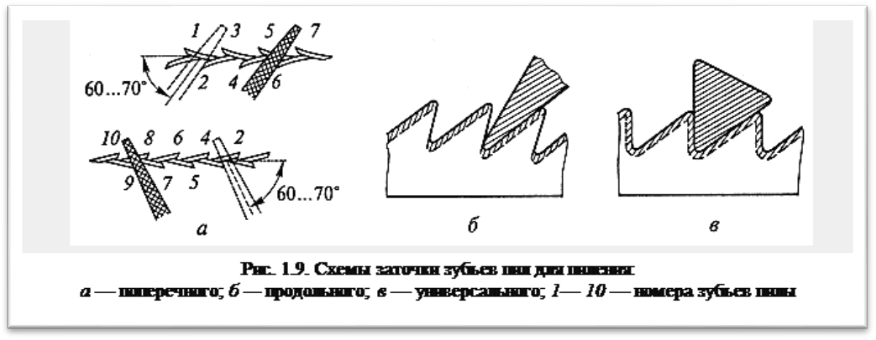
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы
Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА
Признаки затупившейся цепи и последствия дальнейшей эксплуатации
Не следует путать сложность работы затупившейся бензопилой с трудностью распила древесины твердых пород или сильно пересушенного бревна. Во всех этих случаях снижается скорость проведения операции, но тупой инструмент имеет определенный характер поведения – признаки, по которым можно судить о необходимости заточки:
- бензопила не сразу вгрызается в ствол дерева, как бы шлифует, смещаясь от места контакта;
- во время распила мягких пород инструмент вяло входит в толщу древесины, приходится давить на шину;
- стружка из крупной с характерными продолговатыми частицами превращается в мелкую тирсу, которая очень редко осыпается;
- цепь быстро нагревается, слышен неприятный запах подгорающего масла для смазки направляющей шины.
Кроме этих тревожных сигналов, всегда после попадания цепью по металлическим гвоздям, проволоке или зарывании бензопилой в грунт можно быть на сто процентов уверенным в необходимости последующей заточки режущих кромок.
Что же может произойти с инструментом в дальнейшем, если проигнорировать проблему? Самое безобидное – бензопилой будет невозможно работать, в конце концов это надоест и вынудит все же обслужить агрегат. Но приверженцы поговорки «Сила есть ума не надо» могут прийти к следующему итогу:
- лишняя нагрузка на организм, ведь приходится, говоря откровенно, давить на инструмент, чтобы он пилил;
- перерасход топлива до 30%, который объясняется необходимостью прохождения большего цикла оборотов для достижения одного и того же результата;
- ускоренный износ шины и других частей бензопилы.
Кроме всех этих отрицательных последствий затупления пилы, велика вероятность заклинивания цепи в стволе и получения травмы оператором, выполняющим работу.

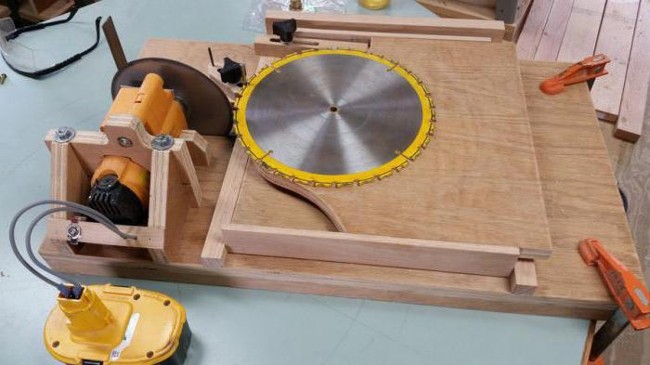
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
Выбор по типу звеньев
Поперечный разрез звена чизельного типа по форме напоминает цифру 7. Опыт эксплуатации таких цепей показывает, что они обеспечивают высокую производительность и качественный распил древесины. При таком профиле, рабочий участок звена имеет прямую поверхность, что позволяет равномерно внедряться в распиливаемый материал.
Приспособление на бензопилу для продольного пиления на приспособление для. К недостаткам чизельных вариантов следует отнести сложность заточки. Даже небольшие отклонения от заданных углов профиля существенно снижают режущую способность. Кроме того, при эксплуатации возникают закрытые зоны, которые становятся накопителем пыли и грязи.
Сравнительная таблица характеристик цепных электропил.
Поперечный разрез звена чиппельного типа по форме напоминает серп. Рабочая зона звена не имеет выраженных углов — они округлены. Техническая характеристика бензопилы partner 350. Наиболее распространённой пилой из ряда «партнёр» считают партнер 350 s. Эту модель используют для продольного и поперечного пиления древесины.
За счет этого увеличивается общая площадь рабочей зоны, что приводит к повышению нагрузок при пилении и несколько снижает функциональные способности режущего элемента
В то же время чиппельный тип получает преимущества при проведении заточки зубьев, так как не требует строгого соблюдения размеров и углов, а также не имеет недостатка, связанного с накоплением грязи и пыли, что важно при работе с древесиной
С целью удешевления цепей они могут быть выполнены с пропуском или полупропуском режущих звеньев. При полупропуске дополнительные соединительные звенья устанавливаются в каждой второй паре режущих зубьев. При пропуске дополнительные звенья устанавливаются после каждого режущего зуба. В стандартной цепи количество режущих зубов составляет 50% от всех хвостиков, в полупропуске — 40% и при пропуске — 37,5%. Естественно, что нагрузка на режущие зубья возрастает, и они намного быстрее выходят из строя.
Правильная заточка цепи бензопилы
Как понять, что оснастка затупилась
В процессе интенсивного пиления режущие сегменты цепи затупляются. И это происходит не только при взаимодействии с древесиной. Например, если случайно шина соскальзывает с бревна и задевает землю, сильное абразивное воздействие наносит вред режущим кромкам. Свидетельством того, что необходима заточка цепей, является ухудшение производительности работ: шина перестает углубляться в древесину, вместо крупной стружки летят мелкие опилки. Пользователю приходится прилагать больше усилий для заглубления пилы в древесину. Вернуть остроту режущим сегментам можно самостоятельно, заточив их ручным способом. В этом нет ничего сложного, если знать особенности геометрии пильного полотна и нюансы заточки.
Важно знать! Не рекомендуется пилить затупленной цепью. Это не только снизит производительность работ и потребует от вас больших усилий, но и повысит расход топлива, нагрузку на двигатель и ускорит износ рабочих узлов инструмента
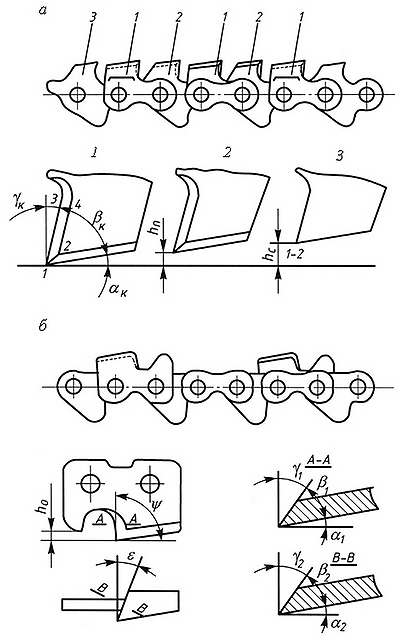
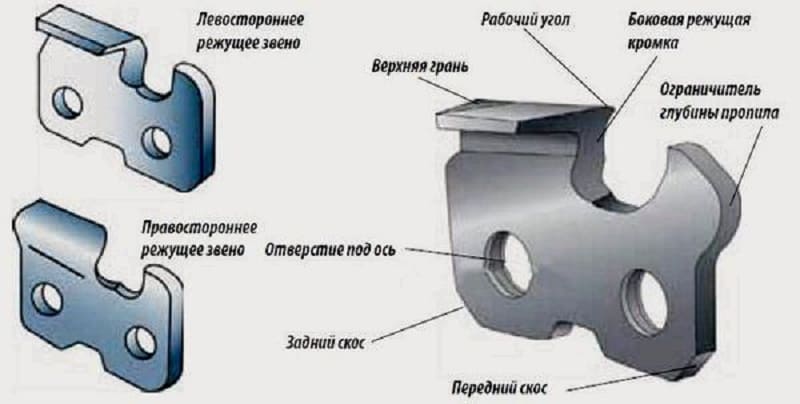
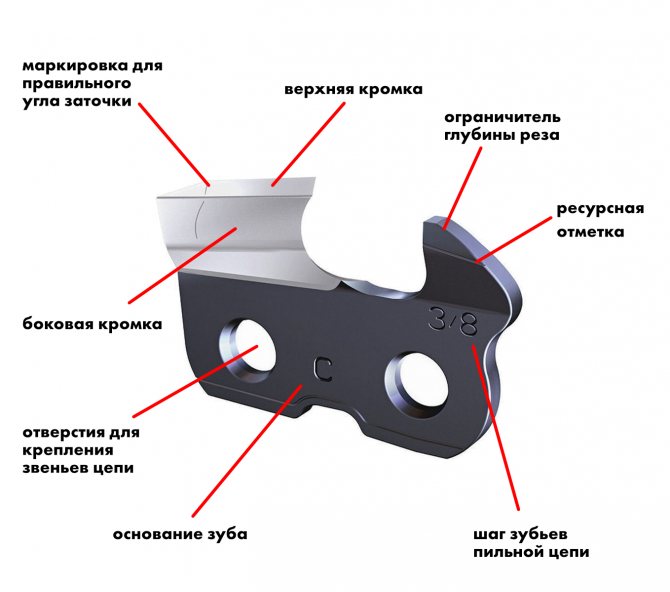
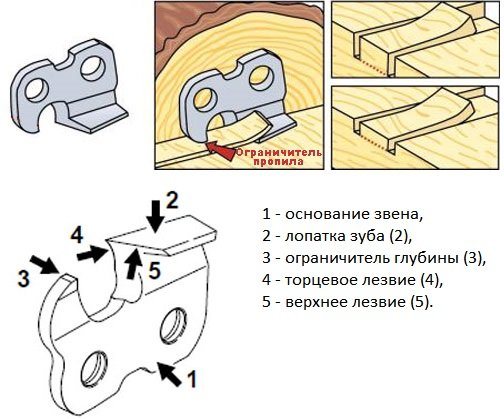
Первой частью звена является режущий зуб. У него две кромки – верхняя и нижняя (торцевое лезвие). При вхождении в древесину он снимает ее слой так же, как это делает лезвие рубанка. Вторая часть – это ограничитель глубины пропила. Он регулирует толщину древесной стружки. Верхняя кромка режущего зуба скошена под определенным углом относительно линии движения пильного полотна. Такие особенности строения диктуют свои правила обработки каждого сегмента. К ним нужен свой подход.
Подготовка пильной оснастки
Напомним, что заточка цепи бензопилы своими руками осуществляется без снятия ее с инструмента. Достаточно удобно расположить пилу, закрепив пильную гарнитуру струбциной на твердой поверхности. Это избавит вас от необходимости удерживать инструмент, а также поможет более уверенно осуществлять заточку. Не забудьте: вам понадобятся защитные перчатки, чтобы уберечь руки от порезов о пильную гарнитуру. Для выполнения работ нужен набор, состоящий из шаблона, круглого и плоского напильника. Работая по шаблону, удастся точно позиционировать напильник относительно зуба и повторять действие на каждом из режущих звеньев. Итак, расскажем о заточке по порядку.
Для обработки режущих кромок нужен круглый напильник. Он подбирается по диаметру исходя из параметров шага цепи. Чтобы должным образом позиционировать заточный инструмент, нужно соблюдать следующие предписания:
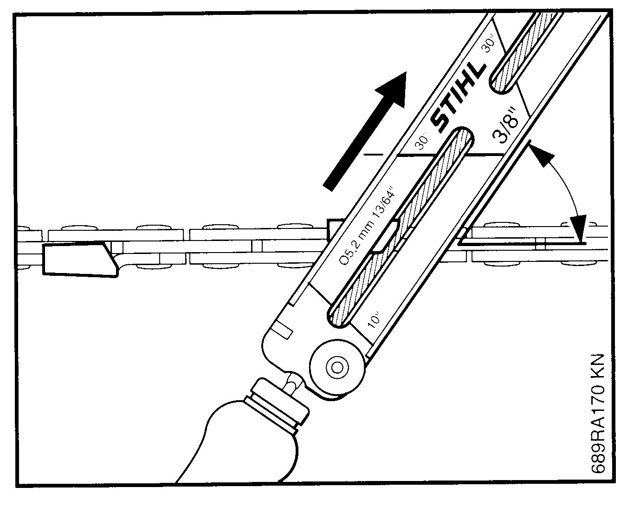
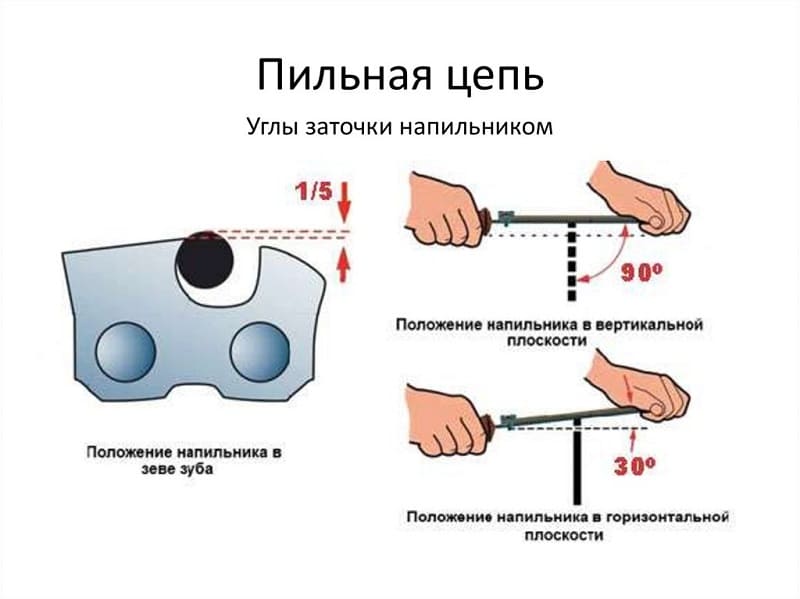
- в вертикальной плоскости его рабочая часть должна находиться под углом в 90° относительно оснастки;
- в горизонтальной плоскости – под углом в 30° или 10° в зависимости от особенностей и характеристик цепи.
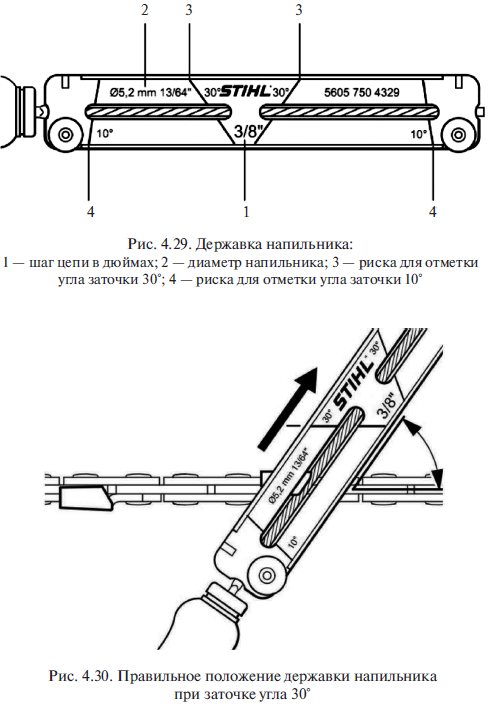
В точности соблюсти эти требования и повторить одинаковое положение на каждом звене поможет специальный шаблон, который устанавливается на шину и дает возможность быстро и аккуратно произвести заточку. К каждой модели пилы предлагаются шаблоны особой формы, поэтому лучше подбирать фирменные изделия, рекомендуемые производителем. Примеры таких приспособлений представлены на рисунках ниже.
Поместив напильник с круглой рабочей частью внутри звена цепи и придав ему нужное положение с помощью шаблона, начинайте совершать им движения параллельно кромке. Соблюдайте горизонтальное положение инструмента и не прилагайте чрезмерных усилий. Также следите, чтобы верхняя часть напильника не выступала за верхнюю точку зуба более чем на 1/5 от своего диаметра.
Важно! Совершайте движения напильником только от себя. Следите за тем, чтобы число движений было одинаковым на каждом из зубьев
Тогда после заточки все они будут иметь одну высоту. Для удобства сначала заточите сегменты одного направления, а после смените положение пильной гарнитуры и обработайте зубья другого направления.
Обработка ограничителя пропила
Процесс выполняется с помощью все того же шаблона, только другим инструментом. Вам понадобится напильник с плоской рабочей частью. В шаблоне для заточки имеется небольшое окошечко для ограничителя пропила. Установите шаблон на пильную оснастку так, чтобы ограничитель выходил из этой прорези. Затем возьмите напильник и выполните несколько движений в направлении от себя – нужно сточить выступающий из окошечка кончик сегмента.
Видеоинструкция
Чтобы понять, как выглядит заточка цепи бензопилы своими руками, посмотрите процесс в этом видео. Следуя всем правилам, вы вернете оснастке режущие свойства и сможете продолжить работу.
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
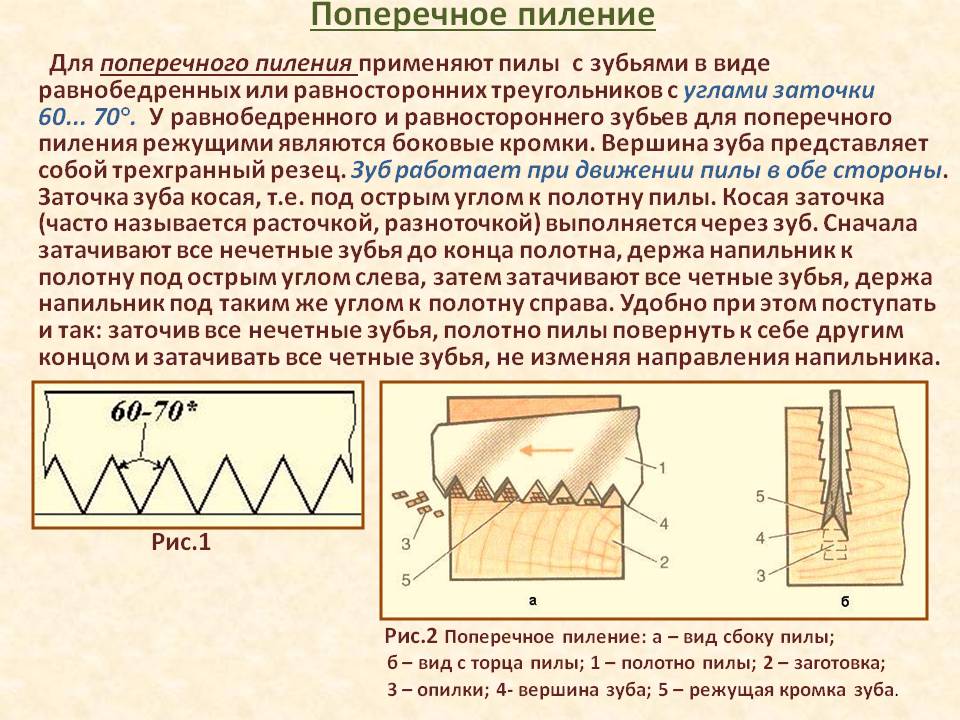
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Цепи для бензопилы. Как выбрать? Как устроена? Видео.
Лесорубов-профессионалов и новичков в этом деле отличает между собой то, что первые точно понимают, как определить качество бензопилы. Брать в расчет одну только мощность устройства смысла мало, так как определяющее значение имеет конфигурация режущего элемента. В случае с бензопилой, этим элементом является цепь, которая состоит из режущих, ведущих и соединительных звеньев. Режущее звено включает в себя ограничитель глубины и саму режущую часть, работа которого чем-то похожа на рубанок, то есть, толщина стружки зависит от того, насколько сильно будет выдвинута верхняя кромка. Ведущее звено берет на себя функцию вращения цепи по пазу и распределение смазывающего вещества, а соединительные звенья предназначены для того, чтобы соединить остальные элементы цепи между собой. Их конструирование происходит всегда под строгим углом, то же самое относится и к последующей заточке, так как малейшее изменение угла в ту или иную сторону приведет к тому, что бензопила не будет работать.

Первый раз подобные инструменты стали использоваться еще в 1920 году, но тогда зубья были плоскими и прямыми, что не могло не сказаться на конечном результате резки, да и работать с такой пилой было достаточно трудно. Определенный прорыв в данной области случился в 1947 году, когда был введен принципиально новый тип зубьев цепи — Г-образная форма позволила выполнять распил материала значительно быстрее, кроме того, процесс заточки зубьев упростился, поэтому неудивительно, что изобретение Джозефа Кокса, который и предложил такую идею, за короткий срок стало лидером продаж. Если рассматривать именно наши дни, то до нас дошел практически такой же вариант бензопилы, в основе которой лежит цепная система с серпообразным режущим профилем, для которого тип древесины не играет существенной роли.
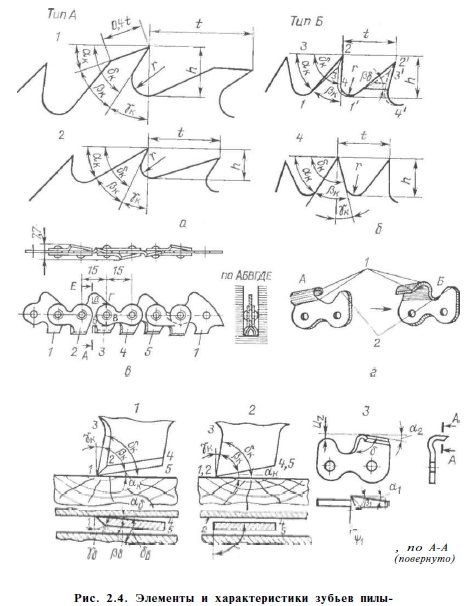
Характеристики зубьев цепи
Зубья цепи имеют несколько важных параметров. К таким параметрам относят:
- устройство режущего звена (состоит из основания, крепящегося к цепи, лопатки зубца с двумя режущими кромками, ограничителя глубины, который контролирует, насколько глубоко лезвие врезается в дерево, торцевое и верхнее лезвие), режущее действие выполняет не сама цепь, а звенья, то есть, зубцы. Они передвигаются на цепи, как на основании, по дереву, и звено разрезает дерево;
- угол торцевого лезвия, который позволяет цепи разрезать дерево (именно из-за этого угла при распиле формируется древесная стружка).
Для проведения правильной заточки цепи владельцу нужно знать:
- тип металла цепи (мягкий, твердый, средний);
- шаг цепи;
- расстояние ограничителя глубины.
От этих двух параметров зависит, как правильно поточить цепь. Чем мягче металл цепи на бензопиле, тем аккуратнее нужно обращаться с напильником при ручной заточке. Верхний край напильника в процессе затачивания должен располагаться под углом 90° в вертикальной плоскости и 30° или 10° — в горизонтальной.
Видео про угол заточки цепи бензопилы
В данном видео показано, как правильно заточить цепь бензопилы, указаны основные параметры пильных цепей.

Следующее видео от владельца бензопилы о том, как заточить цепь бензопилы своими руками
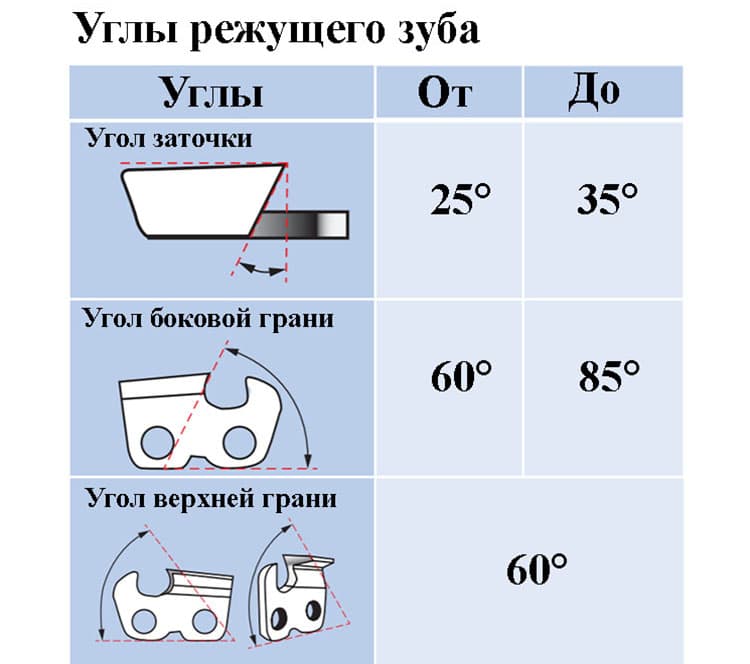
Передние углы у разных типов цепей могут иметь величину от 60 до 85°. Чем больше градус заднего угла верхнего лезвия цепи, тем больше оно будет наклонено назад, в среднем величина такого угла составляет от 50° до 60°
Для осуществления процесса распила наиболее важен показатель (градус) заднего угла верхнего лезвия, и само верхнее лезвие очень важно для качественного пиления
Избегайте угла заточки в диапазоне больше 35° и меньше 25°. В цепях для продольного пиления допускается исключение для угла заточки, в этих цепях угол заточки может составлять 10°.
Как проявляется необходимость заточки цепи
Если рабочие зубцы потеряли остроту либо неравномерно износились по высоте — работа такой бензопилой из удовольствия превращается в мучение.
Характерными признаками необходимости заточки цепи являются:
- снижение производительности;
- возрастание шума и вибрации при распиле;
- частые обратные толчки при заведении пилы в существующий пропил;
- образование мелкой по сравнению с обычной стружки;
- запах тлеющего дерева.
При проявлении этих признаков следует остановить работу и наточить цепь. Это можно сделать двумя методами.
Ручной способ заточки не требует полного снятия цепи с шины- достаточно ее ослабить. На затачиваемое звено устанавливают специальную оправку, задающую углы заточки рабочих поверхностей зубцов. С помощью круглого и плоского напильника, движущегося по направляющим, проводят заточку зубца. Далее оправку ослабляют и переставляют на следующее звено, повторяя операцию.
Точность заточки таким способом сильно зависит от квалификации и накопленного опыта работника. Преимущество его состоит в невысокой стоимости заточного комплекта и возможности правки зубьев прямо на рабочем месте.
Второй способ требует наличия дорогого оборудования, сравнимого по стоимости с самой бензопилой. Такой станок окупится, если требуется затачивать большое количество цепей каждый день. Несомненными достоинствами способа служат
- высокая производительность механизированных или автоматизированных установок;
- стабильность углов заточки от звена к звену;
- возможность установить высоту заточки по наиболее сточенному зубу.
Последняя возможность позволяет автоматически выравнивать высоту зубцов. Это существенно повышает срок службы цепи, поскольку нагрузка равномерно распределяется между всеми звеньями.
Еще один способ, позволяющий сэкономить и время, и средства- отдать цепь на заточку в сервисный центр. Он удобен, если есть запасная цепь.





