

Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Это интересно: Характеристики и состав нержавеющей стали
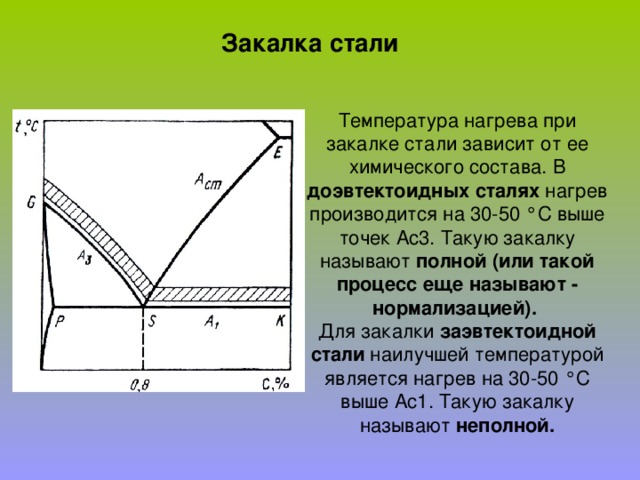
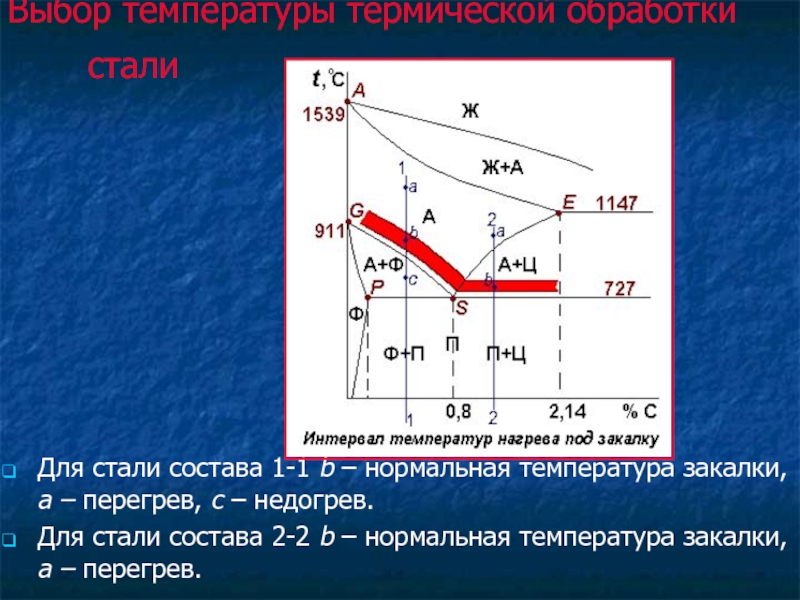
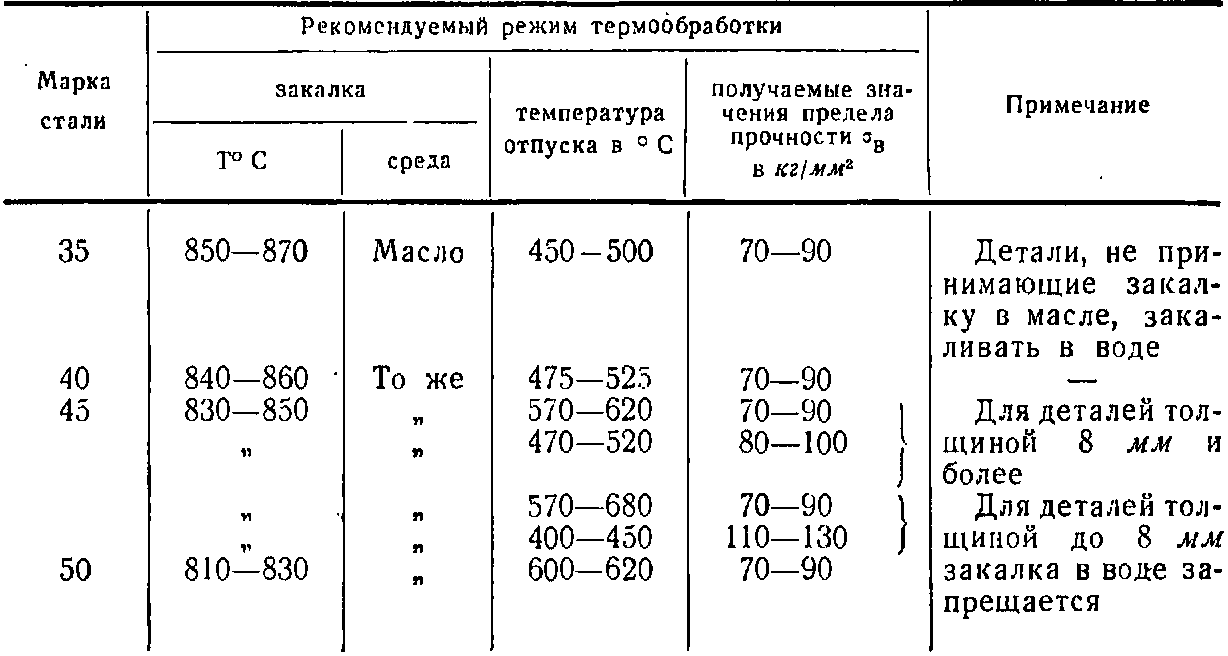
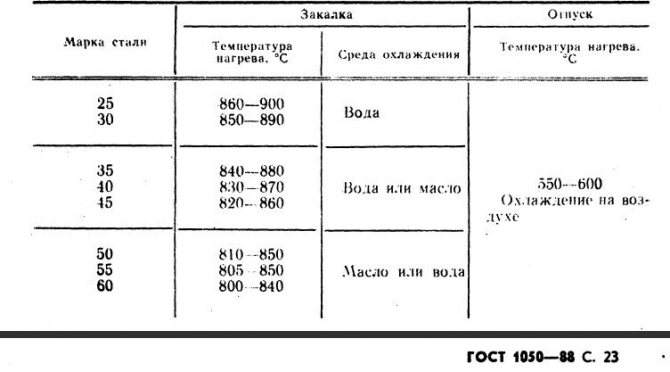
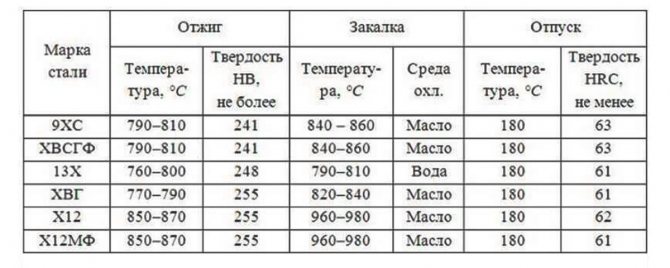
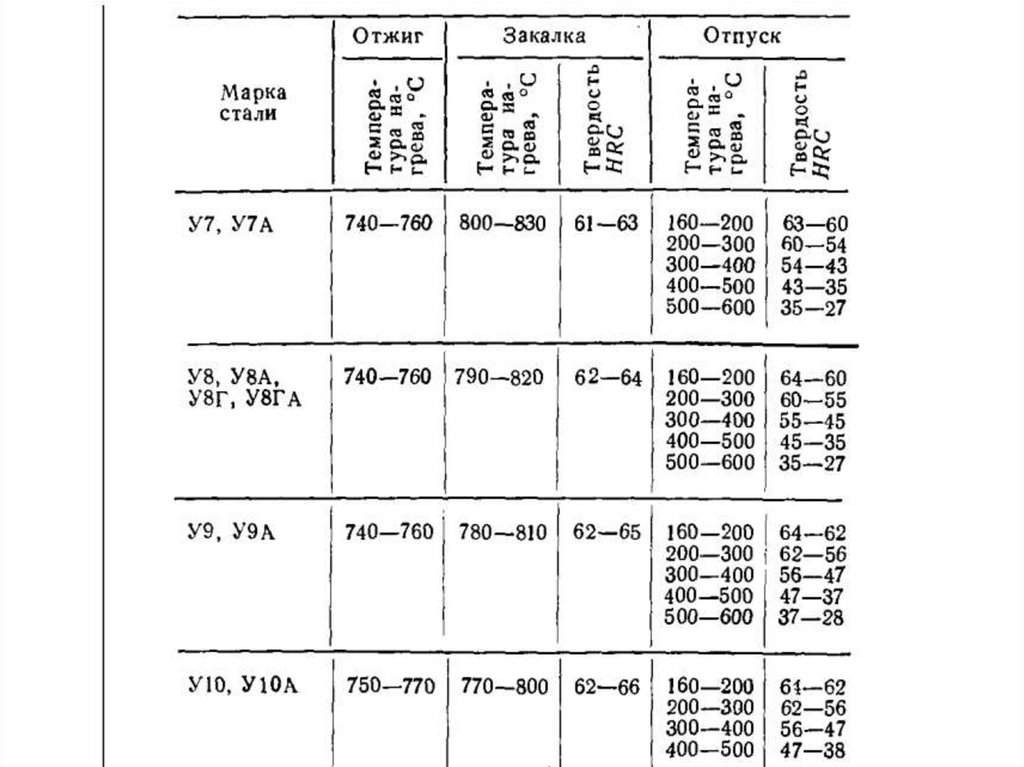
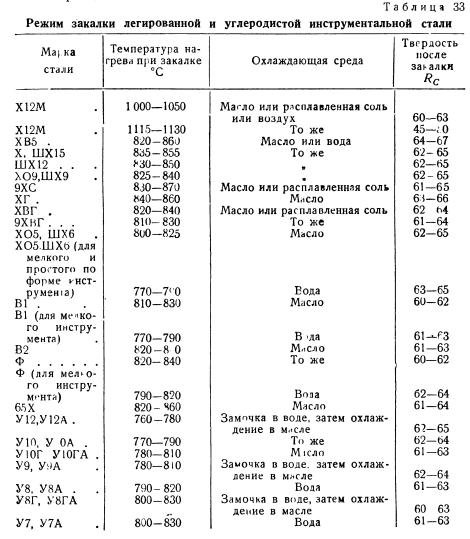
Оптимальный режим термической обработки
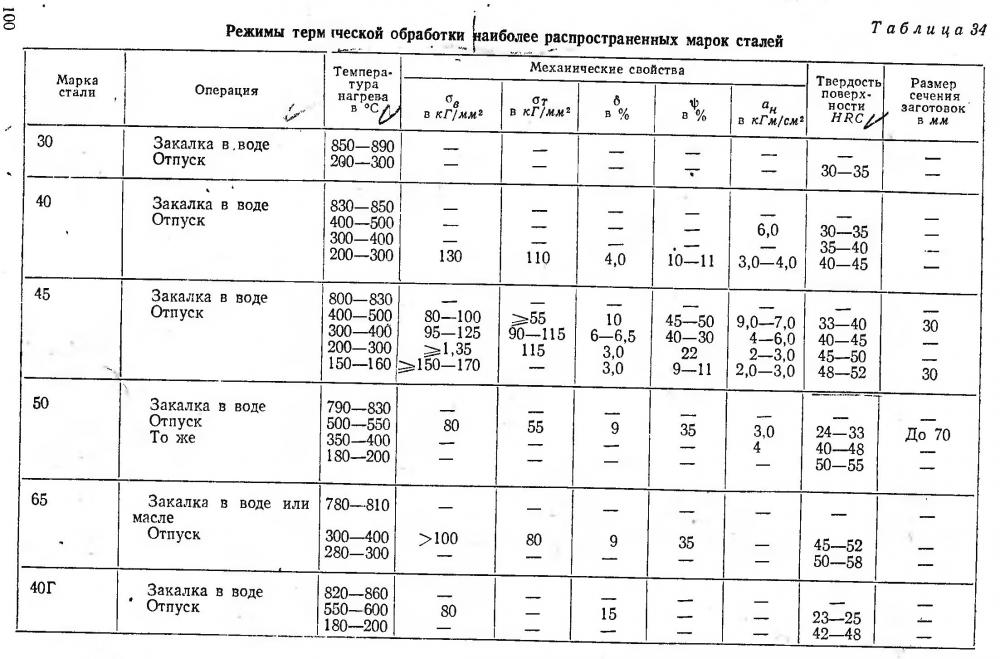
Существуют специальные таблицы, где указаны рекомендуемые температуры термической обработки стали 40х для достижения тех или иных свойств металла относительно его твердости и пластичности, ударной вязкости и других показателей. Если проводить операцию закалки не в производственных, а в домашних условиях, то здесь оптимальными режимами процесса будут следующие:
- Электропечь прогревают до температуры, близкой к 860 градусам по Цельсию. При стандартной мощности печи по времени это занимает около 40 минут.
- Время выдержки заготовки в камере принимают равным 10–15 минутам. Визуально цвет стали 40х должен приобрести однородный желтый оттенок.
- Для охлаждения чаще используют масляную среду, реже — воду.
Более точно рассчитать время нагрева изделия из металла можно, используя правило: на каждый кубический миллиметр нужно давать от 1.5 до 2 минут пребывания детали внутри камеры электропечи.
Отпуск и нормализация
Отпуск проводится непосредственно сразу после завершения закалки, так как есть большая вероятность возникновения трещин в структуре. Разогревается изделие в этом случае до точки ниже критической, проводится выдерживание на протяжении определенного промежутка времени и выполняется охлаждение. Отпуск обеспечивает улучшение структуры, устраняет напряжение и повышает пластичность, устраняет хрупкость стали 40Х.
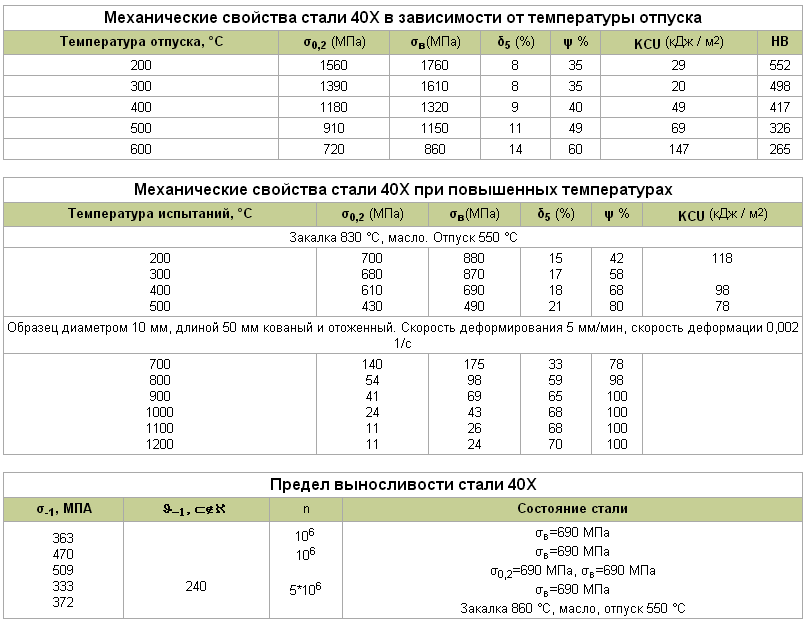
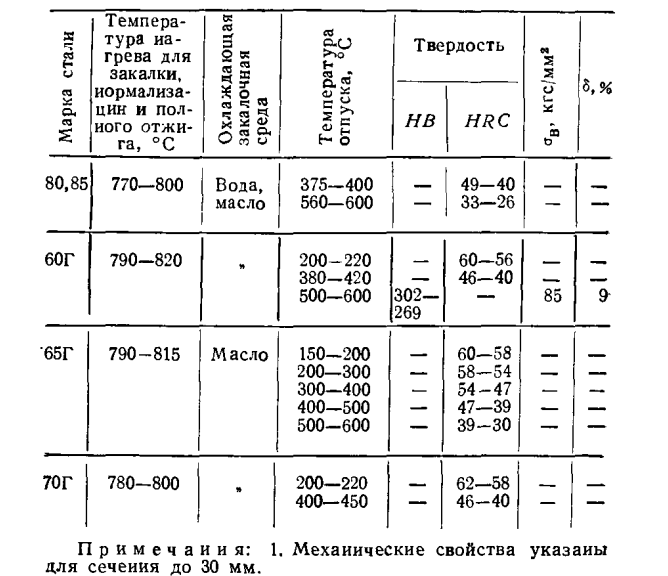
Механические свойства стали 40Х в зависимости от температуры отпуска
Различают три вида рассматриваемой термообработки:
- Низкий отпуск определяет разогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе. Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
- Средний отпуск позволяет нагревать изделие до 500 °С. В этом случае вязкость значительно повышается, а твердость снижается. Используют этот метод термообработки при получении пружин, рессор и некоторого инструмента.
- Высокий позволяет раскаливать деталь до 600 °С. В этом случае происходит распад мартенсита с образованием сорбита. Подобная структура представлена лучшим сочетанием прочности и пластичности. Также повышается показатель ударной вязкости. Используют этот метод термообработки для получения деталей, применяемых при ударных нагрузках.
Еще одним видом распространенной термообработки является нормализация. Зачастую нормализация проводится путем разогрева металла до верхней критической точки с последующей выдержкой и охлаждением в обычной среде, к примеру, на открытом воздухе. Проводят нормализацию для придания мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Источник
Так же ознакомитесь что такое закалка стали, виды закалки стали.
Данная статья предполагает глубокое самостоятельное изучение всех процессов связанных с закалкой, термообработкой различных марок стали. Мы постарались собрать в виде ПДФ документов интересные статьи различных авторов, курсы лекций по металлообработке, закалке, термообработке различных марок стали, а так же стали 45 и 40Х которые Вы можете приобрести в компании Метпромснаб. Предлагаем, ознакомится с обучающими видео материалами по закалке стали, термообработке стали. Надеемся, что данный материал будет интересен и полезный как людям давно занимающимися металлопрокатом, так и людям работающими с термообработкой металлопроката или заинтересованным в изучении данного материала. Данная статья так же будет интересна студентам обучающихся по дисциплине металловедение.
Физические характеристики
Почти все физические свойства металлов прямо или обратно пропорционально зависят от температуры. Такие показатели, как удельное сопротивление, коэффициент линейного расширения и удельная теплоемкость возрастают с ростом температуры, а плотность стали, ее модуль упругости и коэффициент теплопроводности, наоборот, падают при увеличении температуры.
Еще одна физическая характеристика, называемая массой, не зависит практически ни от чего. Образец можно подвергать термической обработке, охлаждать, обрабатывать, придавать ему различную форму, а масса при этом будет оставаться величиной неизменной.
Физические показатели всех известных марок отечественных сталей и сплавов, в том числе и описываемой марки, сведены в таблицы и размещены в справочниках по металловедению.
Физические и механические свойства
Рассматривая механические свойства стали 40Х следует учитывать, что она обладает высокой твердостью и прочностью, структура может выдерживать существенную нагрузку и во время эксплуатации не подвергаться разрушению. Сталь 40Х характеризуется следующими положительными качествами:
Достаточно высокая коррозионная стойкость, которая достигается при включении в состав хрома.
Высокие прочностные показатели. Твердость измеряется в различных показателях, часто применяется HRC и HB
Показатель твердости соответствует значению 217 МПа.
При выборе более подходящего материала уделяется внимание и удельному весу. Плотность стали 40Х составляет 7820 кг/м3.

Свойства Ст 40х
Модуль упругости и предел текучести могут варьироваться в достаточно большом диапазоне, что зависит от температуры. К примеру, при существенном повышении температуры модуль упругости падает. Предел текучести определяет то, насколько применим сплав при получении заготовок методом литья.
Есть и несколько существенных недостатков у сплава:
- Отпускная хрупкость. После закалки структура становится весьма восприимчивой к ударной нагрузке. Снизить вероятность повышения хрупкости можно при соблюдении технологии термической обработки.
- Высокая степень склонности к образованию флокенов. Она свойственна довольно большому количеству различных сплавов.
- Плохая свариваемость усложняет процесс изготовления различных изделий. При желании могут применяться самые различные технологии сварки. Процесс существенно упрощается за счет предварительного нагрева структуры. Кроме этого, структура сложна в резке при применении сварочного оборудования.
- Флокеночувствительность – свойство, которое определяет высокую вероятность появления внутренних трещин после отливки различных изделий. Подобные дефекты часто возникают при горячей деформации легированной стали. Подобные дефекты становятся причиной высокой концентрации водорода во время термической обработки. Снизить вероятность появления дефектов можно за счет строгого соблюдения температурного режима.

Сварка стали
В последнее время достаточно часто применяется метод вакуумизации сплава, за счет чего снижается концентрация водорода. Именно поэтому качество полученной структуры существенно увеличивается.



Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
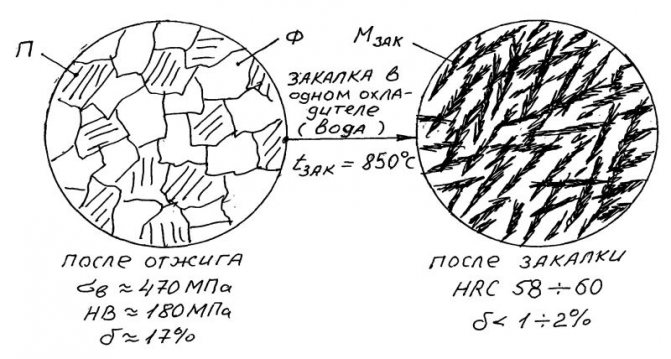
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Способы охлаждения при закаливании
Широко используемые в промышленности способы охлаждения металла при закалке на воду и в масле. Самый древний состав для закалки мечей и других тонкостенных предметов — соляной раствор. Закалку производили кузнецы, используя нагрев под ковку и тепло, выделяемое деформацией.
Красные сабли, мечи, ножи опускали в мочу рыжих парней. В Европе их просто вонзали в тела живых рабов. Коллоидный состав, содержащий соли и кислоты, позволял с оптимальной скоростью охладить сталь и не создавать лишних напряжений и поводки.
В настоящее время используют различные солевые натриевые растворы, селитру и даже пластиковую стружку.
Использование
Начнем наш экскурс с самого простого, а именно с ответа на довольно важный вопрос. Где же применяется эта сталь или, если немного перефразировать, для какой отрасли характеристики стали 40ХН будут наиболее востребованы?
Если обращаться к документации, а именно к ГОСТу 4543-71, то нам станет ясно, что сталь 40ХН – конструкционная, легированная, хромоникелевая. Такое название четко дает понять, что данный сорт стали применяется преимущественно для изготовления чего-либо. В большинстве случаев применение стали 40ХН тесно связано с изготовлением деталей для различных механизмов.
К примеру, из 40ХН часто изготавливают оси и валы двигателей, шестерни, валики, шатуны, рычаги и многое другое. Все вышеперечисленные детали в течение всей своей эксплуатации подвержены высоким нагрузкам, из чего мы можем сделать вывод, что характеристики и механические свойства стали 40ХН не столь уж и плохи.
Однако не стоит думать, что сталь этой марки выпускают уже в виде готовых деталей. Как и любую другую сталь, 40ХН поставляют на рынок в виде привычных всем полос, прутков, шестигранников, квадратов.
Химический состав
 Цифра 40 в маркировке свидетельствует о том, что процентное содержание углерода в сплаве колеблется в пределах от 0.36 до 0.44, а буквенное обозначение х указывает на наличие легирующего элемента хрома в количестве не менее 0.8 и не более 1.1 процента. Легирование стали хромом придает ей свойство устойчивости к коррозии в окислительной среде и атмосфере. Говоря другими словами, сталь приобретает нержавеющие свойства. Кроме того, хром определяет структуру сплава, его технологические и механические характеристики.
Цифра 40 в маркировке свидетельствует о том, что процентное содержание углерода в сплаве колеблется в пределах от 0.36 до 0.44, а буквенное обозначение х указывает на наличие легирующего элемента хрома в количестве не менее 0.8 и не более 1.1 процента. Легирование стали хромом придает ей свойство устойчивости к коррозии в окислительной среде и атмосфере. Говоря другими словами, сталь приобретает нержавеющие свойства. Кроме того, хром определяет структуру сплава, его технологические и механические характеристики.
Остальные химические элементы входят в состав стали х 40 в следующем количестве:
- не более 97% железа;
- 0,5 – 0,8% марганца;
- 0,17 – 0,37% кремния;
- не более 0,3% меди;
- не более 0,3% никеля;
- не более 0,035% фосфора;
- не более 0,035% серы.
Охлаждение в воде
Для стали 45 используют два основных типа охлаждения. Один из них – погружение нагретого металла ванну с водой. Главный минус этого метода – высокая скорость охлаждения, из-за которой возникает избыточное напряжение внутри заготовки. На поверхности детали появляются трещины или происходит ее колебание.
В масляной ванне
В ванне, заполненной минеральным маслом, сталь марки 45 охлаждается равномерно. При этом масло не нужно нагревать, в отличие от воды. Но необходимо строгое соблюдение мер безопасности при работе с маслом.
Важно! При попадании воды в состав масла могут возникать трещины.
С отпуском и без
При отпуске сталь доводят до точки ниже критической температуры, выдерживают определенное время и охлаждают с заданной скоростью. Происходит процесс распада мартенсита, углерод выделяется в виде мелких кристаллов карбида железа (цементит) из перенасыщенного твердого раствора.
В зависимости от температуры отпуск проводится:

- в вентилируемых печах;
- в селитровом растворе;
- в минеральном масле;
- в растворенных щелочах.
Процесс отпуска позволяет изменить структуру и плавно снизить напряжения внутри металла. Показатель твердости при этом уменьшается на небольшое значение.
Общие данные
Заменитель: Сталь 40ХФ, Сталь 40ХР, Сталь 45Х, Сталь 38ХА, Сталь 40ХН, Сталь 40ХС
Вид поставки:
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-81, ГОСТ 19903-74.
- Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81.
- Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68.
Назначение:
Оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Нормативная документация
ГОСТ 82-70.Прокат стальной горячекатанный широкополосный универсальный.Сталь 40Х.


ГОСТ 103-76.Полоса стальная горячекатанная.Сортамент.Сталь 40Х.
ГОСТ 1051-73.Прокат калиброванный.Общие технические условия.Сталь 40Х.
ГОСТ 1133-71.Сталь кованая круглая и квадратная.Сортамент.Сталь 40Х.
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали.Технические условия. Сталь 40Х.
ГОСТ 2590-88.Прокат стальной горячекатанный круглый.Сортамент.Сталь 40Х.
ГОСТ 2591-88.Прокат стальной горячекатанный квадратный.Сортамент.Сталь 40Х.
ГОСТ 2879-88.Прокат стальной горячекатанный шестигранный.Сортамент.Сталь 40Х.
ГОСТ 7417-75.Сталь калиброванная круглая.Сортамент.Сталь 40Х.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.Сталь 40Х.
ГОСТ 8559-57.Сталь калиброванная квадратная.Сортамент.Сталь 40Х.
ГОСТ 8560-78.Прокат калиброванный шестигранный.Сортамент.Сталь 40Х.
ГОСТ 10702-78. Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия. Сталь 40Х.
ГОСТ 13663-86 .Трубы стальные профильные.Технические требования.Сталь 40Х.
ГОСТ 19903-74. Прокат листовой горячекатаный. Сортамент. Сталь 40Х.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Процесс сварки
Сварочная деятельность с легированными сталями довольно трудна, в связи с особенностями, вызывающими образования хрупких элементов в околошовной зоне из-за закалки (то есть сварка должна исполняться по определенной технологии). В лучшем случае проводить сварочные работы лучше перед отпуском изделия при прогреве или перед отжигом, но исключительно после сварки. Температурное воздействие на сплав 40ХН заключается в закаливание сплава, сопровождающееся дальнейшим отпуском изделия. После таких манипуляций свойства стали приобретают удвоенную выносливость к образованию трещин по сравнению с состоянием до сварочных работ. Предел выносливости стали же возрастает в 6 раз.
Для сварки элементов, изготовленных из этой стали, требуется первоначально добиться твердости Н=2860-3020 МПа. В этом помогает термообработка стали 40ХН, с последующим отпуском в температурах от 550 до 860 градусов Цельсия. Далее изделие подвергается повторному нагреву в электропечи при температурах от 350 до 400 градусов Цельсия.
Лист стали 40ХН
Затем производится сам процесс сварки в два слоя с обязательной зачисткой от шлака швов в режиме силы сварочного тока от 160 до 200 А
Не мало важно чтобы ток был постоянным с обратной полярностью. Для сварки обычно применяются высококачественные электроды с маркировкой УОНИ 13/55 типа Э50А с диаметром в 4 миллиметра и катетом шва в 8 миллиметров
Дополнительные характеристики стали 40х
К дополнительным характеристикам отнесены требования материала к сварке и ковке, предрасположенность к появлению трещин, участков ослабления структуры и изломам.
Флокеночувствительность
Во время отливки деталей и при деформации в условии высоких температур могут образовываться внутренние трещины. Проблема решается строгим соблюдением температурного режима.
Склонность к отпускной хрупкости
Предрасположена к образованию межкристальных изломов по границам бывших зерен аустенита. Вероятность проявления возрастает при отклонении от технологий термообработки.
Сварка
Варится и режется сложно. Выдерживает сварку электрической дугой и электрошлаковую, а также точечную контактную. Обязательное условие — термоулучшение после окончания работ для увеличения прочности соединения.

Сварка стали вольфрамовым электродом.
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| горячекатаное | 163–168 | 620 | 1,2 | 0,95 |





