

Угловая струбцина своими руками
Стоимость фиксатора на рынке велика, поэтому есть смысл сделать угловую струбцину для сварки своими руками. Для многих эта задача будет посильной, ведь такой фиксатор можно сделать даже из мусора, который годами лежит в сарае и который по-хозяйски просто жалко выбрасывать.
Первым делом следует выполнить набросок или чертеж фиксатора, нанести на него основные размеры, это поможет при дальнейшей работе
При выборе материала следует обращать внимание на железо. Железо — самый оптимальный вариант
Для того, чтобы сформировать основание, необходим листовой металл от 8 до 10 миллиметров. Для фиксации можно использовать уголок нужного размера. Соединение намного лучше производить электросваркой.
Делаем винтовой зажим. Можно взять две гайки и сварить их между собой
Кронштейн с центральным резьбовым отверстием делается в пределах 30 — 40 миллиметров
Крепление лучше делать на болтах, чтобы была возможность его поменять в случае срыва резьбы.
Важно уделить большое внимание расположению зажимных губ. Угол должен быть соблюден идеально, иначе желаемый угол 90 градусов при работе выходить не будет
Сначала следует приварить один уголок к зажиму, к которому накладывается второй уголок
После все это прижимается и приваривается к скобе.
По боковым поверхностям струбцины нужно установить направляющие, чтобы внутреннее основание могло перемещаться. По биссектрисе изготавливаемого фиксатора вырезается паз в пределах 8 — 10 миллиметров
Далее необходимо в верхнее основание изготавливаемого прижимного устройства закрутить болт. Лучше, чтобы резьба на болте не доходила до его головки, это позволит свободно перемещаться основаниям по отношению друг к другу.
Струбцина углового типа
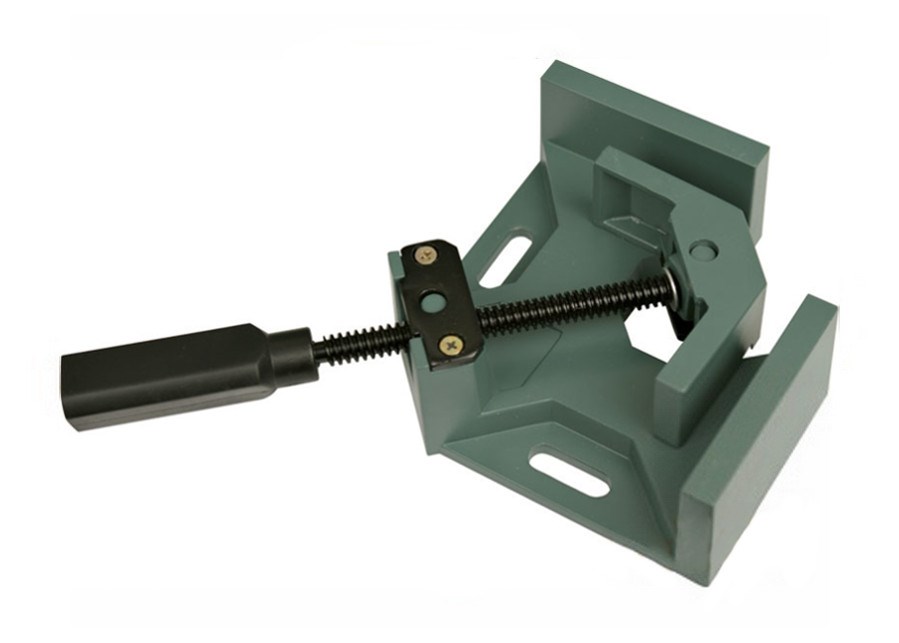
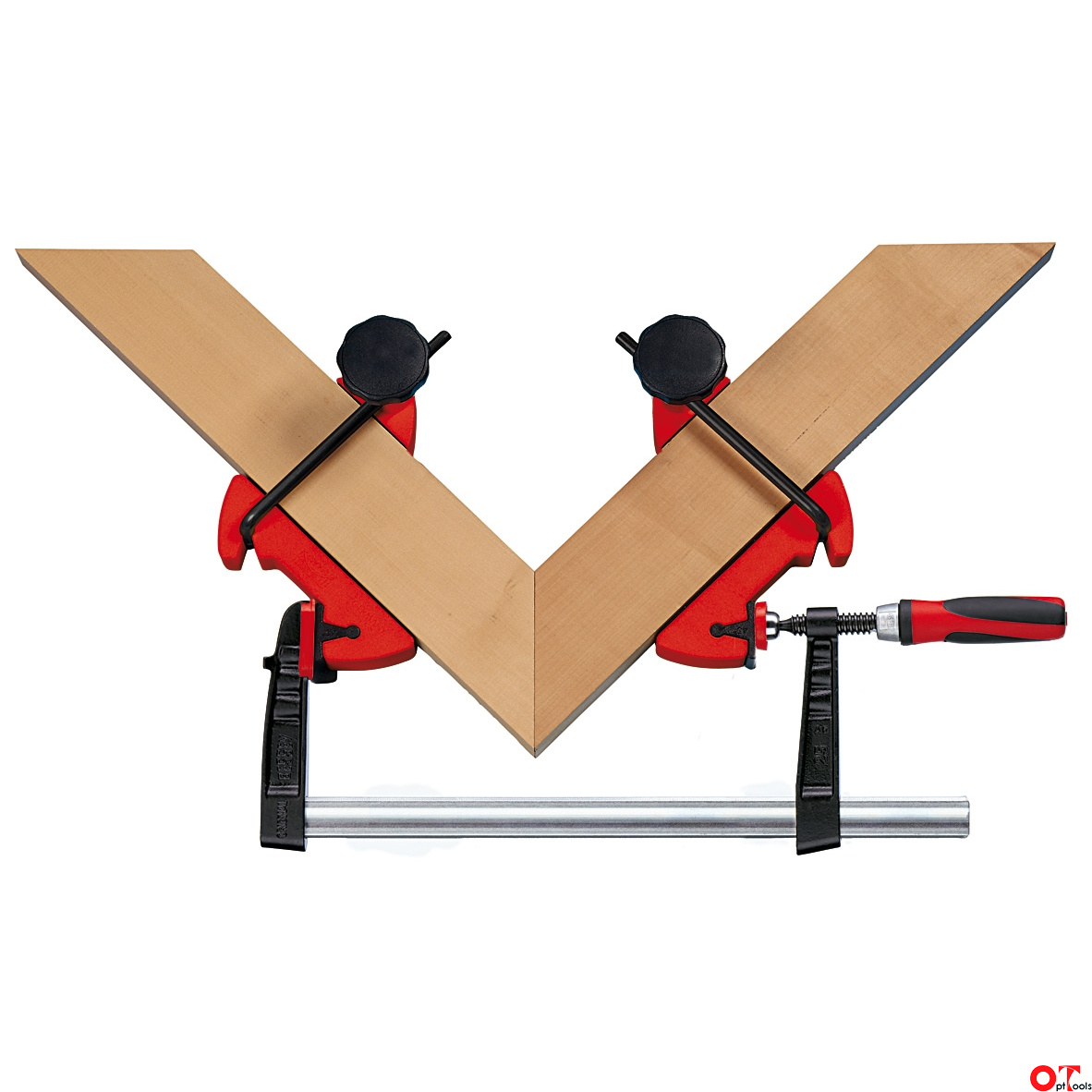
Угловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика.
Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов.
Конструкция угловой струбцины
Такие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º.
Особенностями устройств углового типа:
- прижимные губки изготавливаются большей толщины, благодаря чему увеличивается степень жесткости соединений деталей, сварочный шов при осуществлении сварки не выгибается;
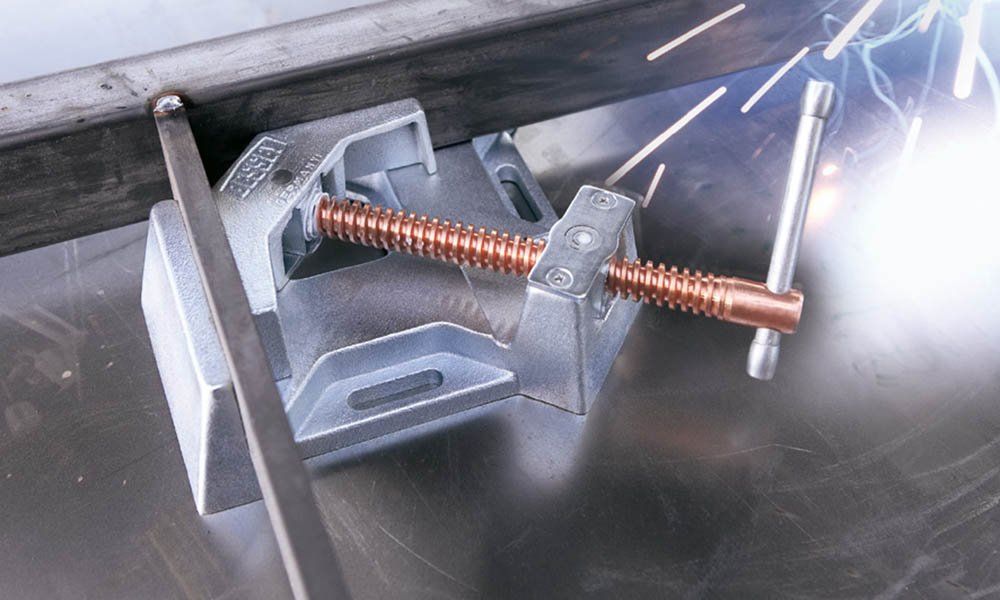
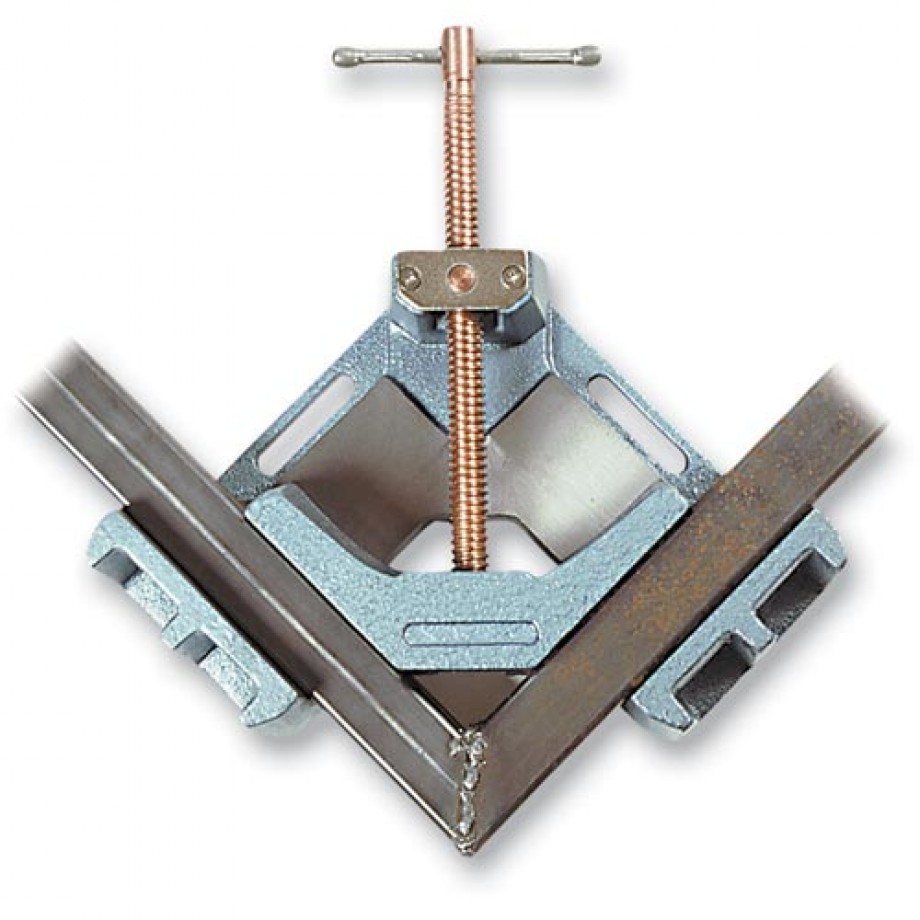
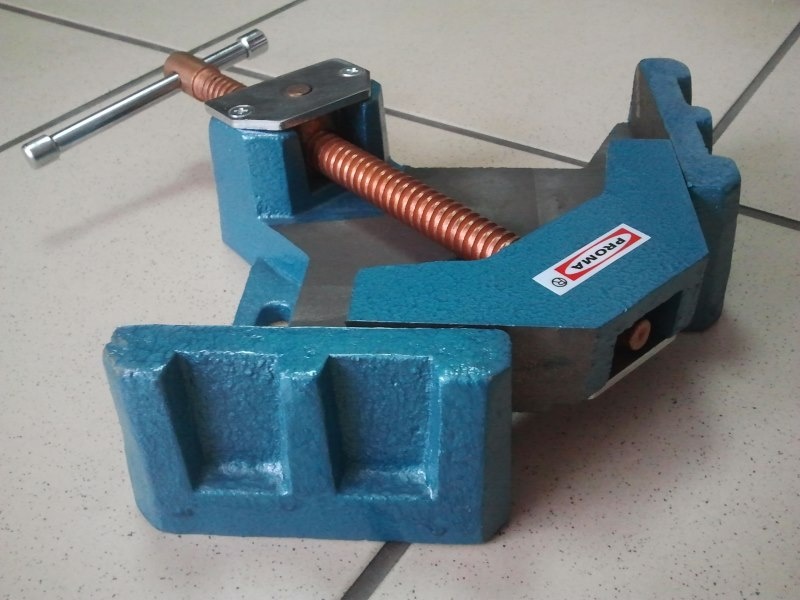
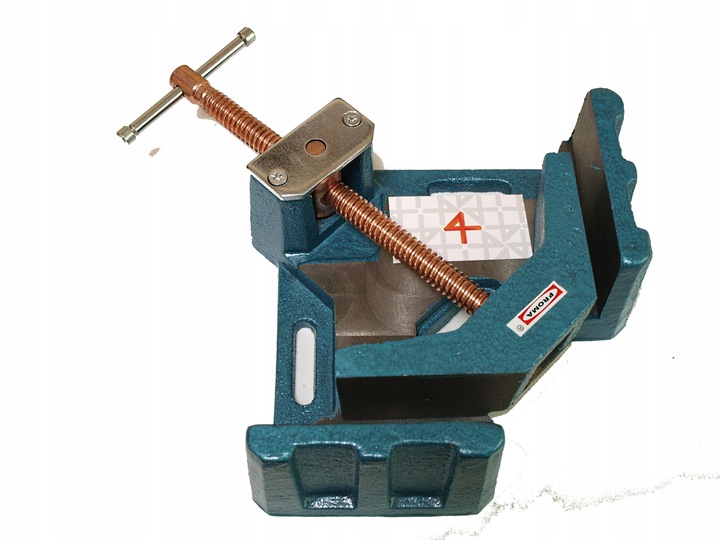
- дополнительно используются медные прижимные винты, которые не допускают спайку резьбовых участков струбцины при попадании на них брызг расплавленного металла, соответственно увеличивают эксплуатационный период оборудования;
- для выполнения сварки электродами под установленными углами на участках стыковки изделий струбцина делает больше рабочую зону.
Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий.
Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см.
На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры.
При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
- G-струбцины чаще всего используются для надежного закрепления металлических образцов, имеющих небольшую толщину.
- F-струбцины с регулируемым зажимным механизмом применяются при обработке металлических образцов большой толщины.
Быстрозажимные устройства могут монтироваться в гараже, мастерской, прочих помещениях на рабочих столах, имеющих ровную поверхность.
Чертежи
Чертёж самодельной прямоугольной струбцины для сварочных работ обладает следующими её габаритами.
- Ходовая шпилька – болт М14.
- Вороток – арматура (без фигурных рёбер, простой гладкий прут) диаметром 12 мм.
- Внутренняя и наружная прижимные детали – профтруба от 20*40 до 30*60 мм.
- Ходовая полоса 5-миллиметровой стали – до 15 см, с шириной отрезка до 4 см приваривается к основной пластине.
- Длина каждой из сторон угла наружных губок – 20 см, внутренних – 15 см.
- Квадратный лист (или его половина в виде треугольника) – со стороной 20 см, под длину наружных губок струбцины. Если используется треугольник – его катеты по 20 см, прямой угол обязателен. Листовой отрезок не даёт раме нарушить свой прямой угол, это её усиление.
- Коробчатая сборка на конце полосы листовой стали направляет ход струбцины. Состоит из квадратных отрезков стали 4*4 см, к которой приварены стопорные гайки.
- Треугольные полосы, усиливающие подвижную часть, ввариваются с обеих сторон. Подбираются по размеру внутреннего свободного места, образованного прижимной губкой, со стороны ходового винта. К ней приваривается и ходовая гайка.
Итак, для изготовления прямоугольной струбцины нужны:
- лист стали толщиной 3-5 мм;
- отрезок профтрубы 20*40 или 30*60 см;
- шпилька М14, шайбы и гайки под неё;
- болты М12, шайбы и гайки под них (опционально).
В качестве инструментов используются такие.
- Сварочный аппарат, электроды. Защитная каска, задерживающая до 98% света электродуги, обязательна.
- Болгарка с отрезными дисками по металлу. Обязательно используйте защитный стальной чехол, закрывающий диск от разлёта искр.
- Перфоратор с переходной головкой под обычные свёрла по металлу или более малогабаритная электродрель. Нужны также свёрла диаметром меньше 12 мм.
- Шуруповёрт с насадкой-гайковёртом (опционально, зависит от предпочтений мастера). Можно применять и разводной ключ под болты с головкой до 30-40 мм – такими ключами пользуются, например, водопроводчики и газовики.
- Линейка-угольник (с прямым углом), строительный маркер. Выпускаются незасыхающие маркеры – на масляной основе.
- Резак для нарезания внутренней резьбы (М12). Используется, когда имеются цельные куски квадратной арматуры, а дополнительные гайки раздобыть не удалось.
Установочно-закрепляющие механизмы
 Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.





Материал изготовления зажимов
Струбцины заводского производства изготавливаются из металла. В качестве сырья используется дюралюминий и различные сплавы на его основе. Такие приспособления изготовлены по стандарту, поэтому технические характеристики и общие размеры у них одинаковы.
Использование этого инструмента не требует больших усилий от пользователя. Работать с ним легко и быстро.
Изделия заводского производства стоят немало. Если требуется провести сварочные работы или осуществить сборку мебели, одним зажимом не обойтись. Покупка нескольких струбцин существенно ударит по бюджету, поэтому многие мастера предпочитают их изготавливать самостоятельно.
В классическом виде конструкция выглядит как простой и компактный мебельный зажим, который позволяет фиксировать составные конструкции под прямым углом.
Материал самодельных зажимов подбирается с учетом работ, которые предстоит выполнить. Струбцины, используемые для сборки мебели, обычно делаются из древесины. Для сварочных работ пригодны только металлические зажимы. Если же требуется разово провести какую-нибудь операцию, можно ограничиться изделиями из листовой фанеры.
Угловые мебельные струбцины применяются для сборки мебели. Это их главное, обобщающее назначение.
Для создания деревянных зажимов используется древесина:
- лиственницы;
- граба;
- бука;
- березы.
Она имеет высокие прочностные характеристики, обладает упругими свойствами и способностью восстанавливать первоначальную форму. Древесина этих пород гораздо тверже, чем материл, из которого выполнено большинство мебельных конструкций. Чтобы не повредить заготовки, желательно использовать защитные набойки. Они бывают деревянными, кожаными, войлочными. Допускается применение резины светлых тонов, чтобы на поверхности не оставалось цветного следа.
С помощью струбцины можно фиксировать практически любые детали, которые подходят под допустимые размеры инструмента.
Зажимы в виде рамок изготавливаются из металла. Для этого обычно используются профильные трубы или стальные уголки. Металлические детали предварительно нужно зачистить, чтобы на заготовках в процессе сборки не появлялись царапины. После этого изделие покрывается краской. Это необходимо для того, чтобы металл не повреждался коррозией и не оставлял следов ржавчины на поверхностях, с которыми соприкасается. После этого на раме закрепляются деревянные планки.
Инструмент, изготовленный в домашних условиях, может быть железным или деревянным.
Места ограниченного доступа
При прокладке любых трубных коммуникаций нередко приходится сталкиваться со сложностями, касающимися сварки в труднодоступных местах, решить которые удаётся лишь, приняв специальные меры. Проблема касается, в частности, и проводки труб из полипропилена, широко распространённых в хозяйственной практике.
При монтаже новых полипропиленовых труб особо часты ситуации, когда условия прокладки далеки от нормативных требований.
В этом случае также приходится затрачивать дополнительные усилия, состоящие в использовании при монтаже элементов трубопровода специального инструмента. Потребуется:
- сварочный паяльник особой конструкции;
- комплект дополнительных насадок (желательно – тефлоновых);
- приспособление для назрезки трубных изделий (резак, поставляемый совместно со сварочным инструментом);
- обезжиривающий раствор;
- набор соединительных элементов.
Посредством расплавления труб паяльником удаётся соединить на сварку элементы трубопровода на любом участке его прокладки. Специальные насадки позволяют сочленять трубные заготовки, отличающиеся по своему диаметру, и выполнить угловые соединения.
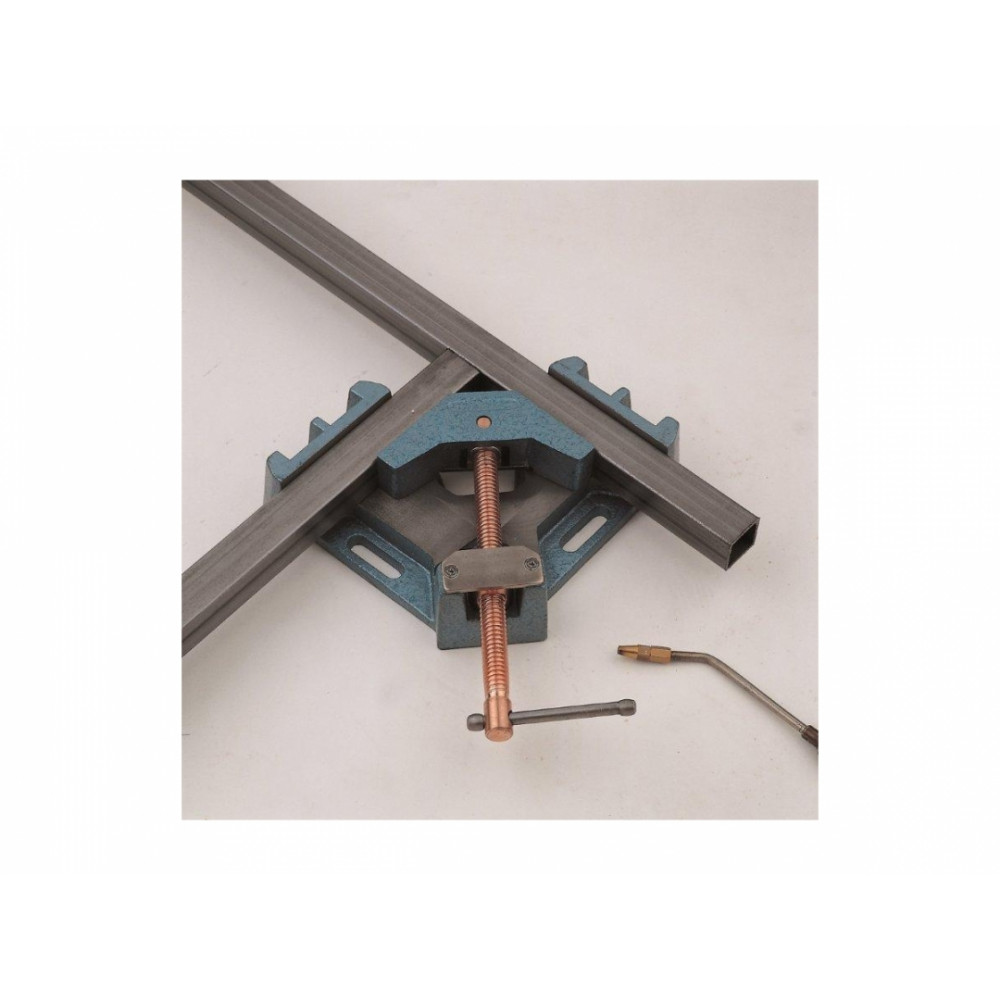
Угловые струбцины
Это серия узкоспециализированных струбцин. С их помощью можно точно стыковать фасонный прокат под прямым углом. Такие струбцины являются незаменимыми при изготовлении рам и каркасов. Угловая струбцина позволяет приваривать торцы труб, уголков, швеллеров и пр.
Различают мобильные и стационарные струбцины. Зажимы мобильного типа можно использовать по месту, то есть непосредственно на самой металлоконструкции. Стационарные же струбцины жестко крепятся к столешнице слесарного верстака или сборочного/сварочного стола. Стационарные зажимы позволяют стыковать прокат на одном месте, что позитивно отражается на точности изготавливаемых конструкций. Приспособления стационарного типа хорошо себя зарекомендовали при серийном и массовом производстве металлоконструкций.
Классические струбцины углового типа фиксируют заготовки при помощи зажимных губок. В более современных моделях фиксация проката реализована за счет магнитных сил. Достаточно просто разместить заготовки на направляющих, прокат сам «прилипнет» к струбцине. Магнитные зажимы отличаются простотой и надежностью конструкции.
Слабым местом магнитных угловых струбцин является возможность работать только с металлическими заготовками, которые проявляют магнитные свойства. Струбцины же с зажимными губками могут стыковать алюминий, легированную сталь, медь и всевозможные сплавы, которые не реагируют на магнит.
Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Как сделать своими руками
Готовые инструменты иногда не подходят для выполнения некоторых работ, поэтому умельцы изготавливают их своими руками. Для начала нужно приготовить отрезки ДСП или фанеры с гладкой поверхностью.
Можно выполнить устройство в формах треугольника или прямоугольника, чтобы был один прямой угол:
- с обеих сторон от угла, отступив на три или пять сантиметров от верхушки, необходимо при помощи саморезов прикрепить бруски;
- приготовленные отрезки укладываю на ровную поверхность и плотно прижимают при помощи обычных струбцин;
- для освобождения доступа к стыку, выступающую верхушку угла лучше срезать.
Следующий шаг посвящен изготовлению зажима струбцины. Нужно приготовить следующие детали: три гайки, длинную шпильку или болт, ручку, скобу:
- для основания оптимальной станет треугольная форма;
- шпилька выступает за края основания в состоянии полного сжатия, без детали;
- из угла проводят биссектрису;
- гайку с болтом закрепляют скобой на расстоянии десяти, двадцати миллиметров от пересечения биссектрисы с гипотенузой;
- изготавливают металлическую скобу, выгибая ее по форме гайки;
- отверстия сверлят на краях гипотенузы;
- болт направляется головкой в верхушке прямого угла;
- с противоположной стороны от болта крепится ручка.
Во время работы с листами для мебели нужно приготовить:
- фанеру толщиной от 8 до 12 мм, можно ДСП;
- дрель;
- лобзик и ножовку;
- прямоугольный или квадратный деревянный брусок.
Вырезаем несколько треугольников с прямыми углами, катеты которых, равны по длине, и должны составлять 25-40 см. В зависимости от размера устройства простых струбцин, отверстия делают в углах треугольника. Расстояние должно быть 10-15 см от катетов до отверстий. На гипотенузе сделать два отверстия и прикрутить листы. Устройство готово.
Инструментов лучше сделать не одну, чтобы провести сборку всей конструкции. Изготовление их не составляет сложностей, в финансовом отношении это выгоднее, чем купить готовые, поскольку это не универсальный инструмент. Он не подойдет для всех работ по сборке мебели. Выполненное своими руками устройство можно изготовить под любую работу.
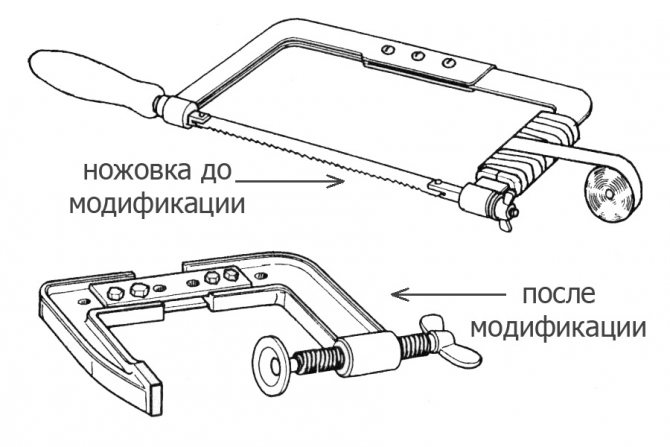
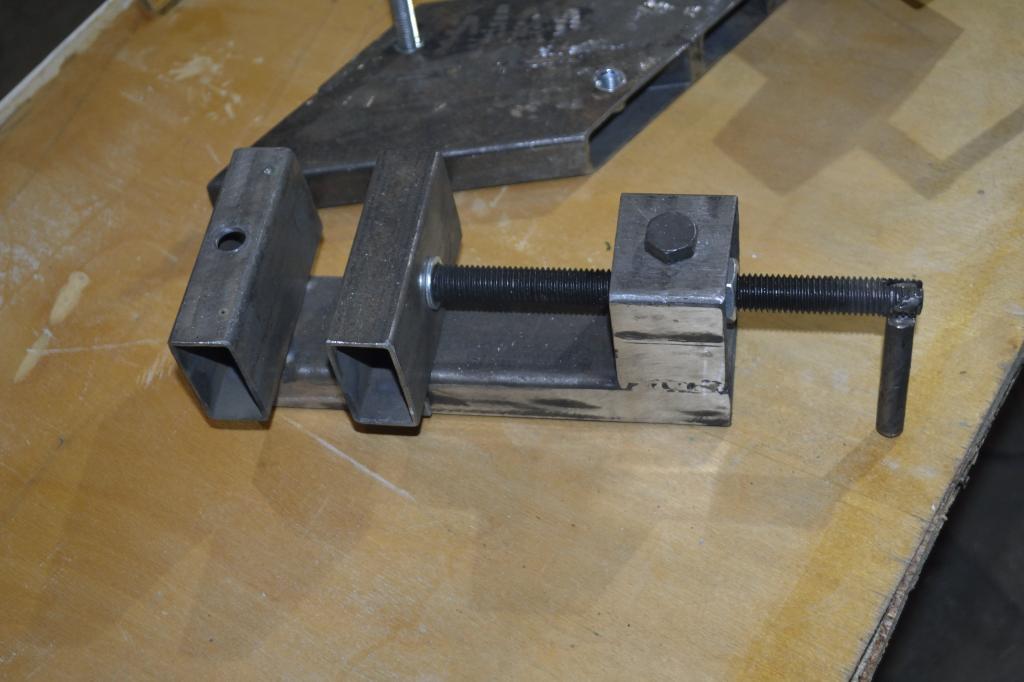
Ножовка по металлу до модификации и полученные из нее струбцины после модификации
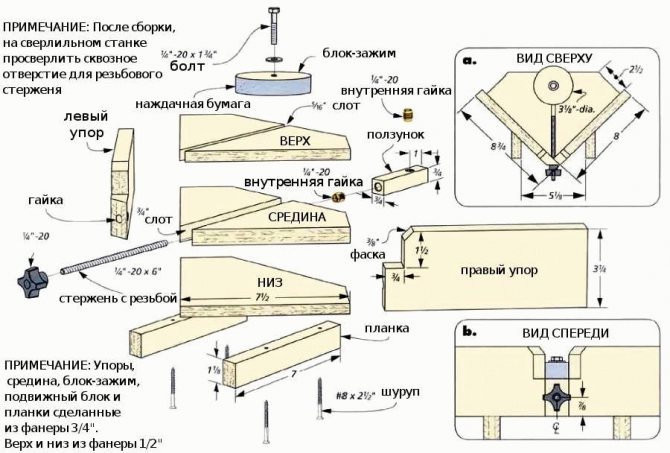
Схема сборки
Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.






Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины
Для работы с деталями большой толщины следует применять F — струбцины.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
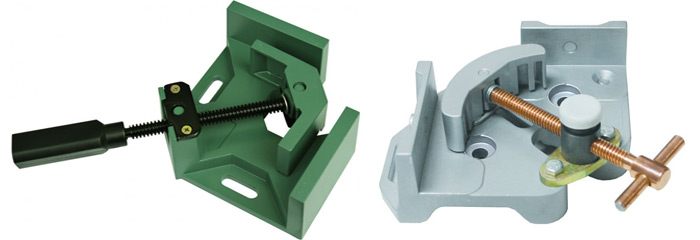
Выбор и применение
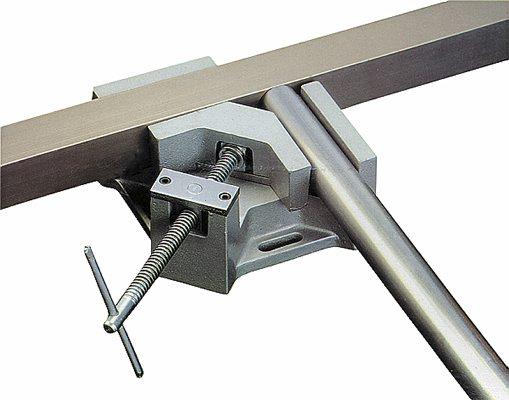
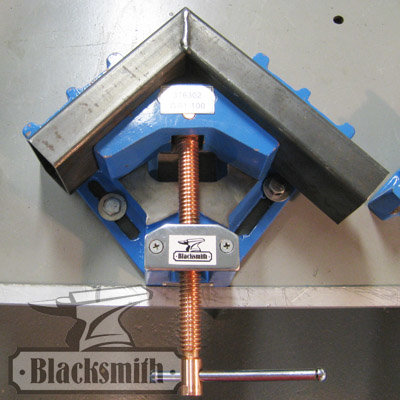
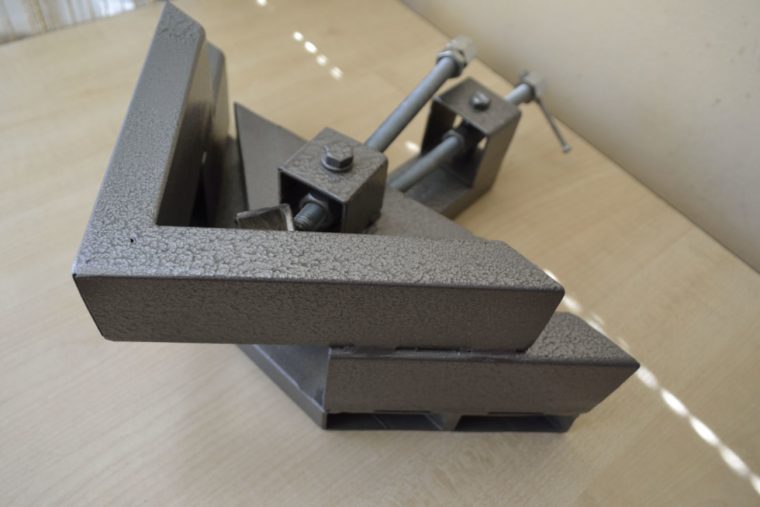 Вот так выглядит это приспособление
Вот так выглядит это приспособление
Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.
Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.






При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.
Конструкционные особенности углового зажима
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов
Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок
Это позволит избежать больших деформаций при сварке конструкции;
следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой
Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
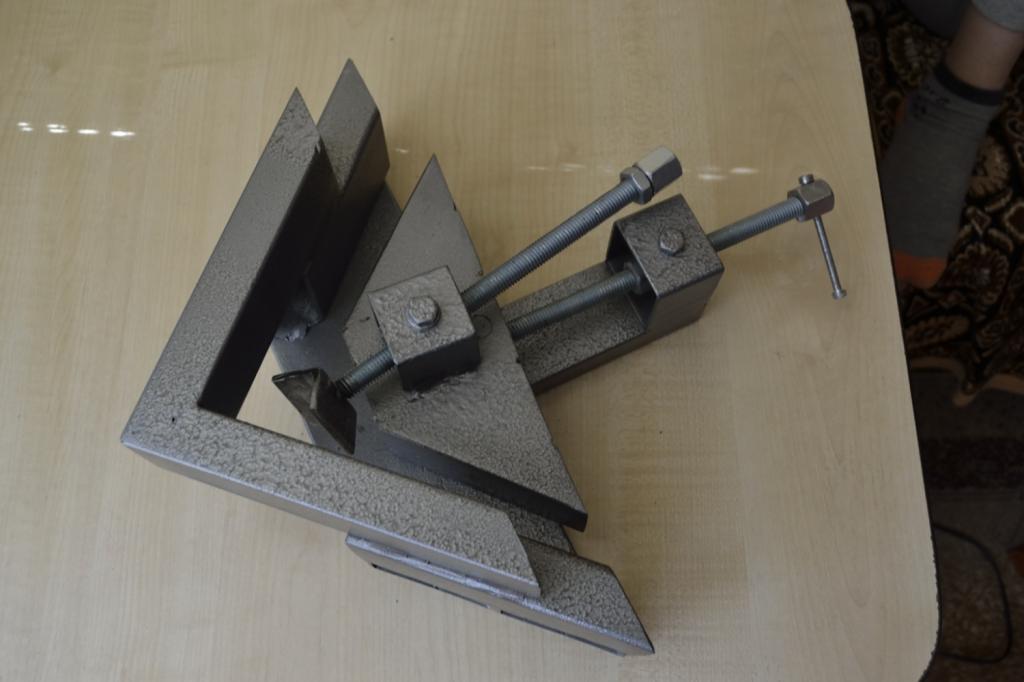
Шаг 6: Угловая струбцина в работе
Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.





