

Виды травления
Представим распространенные способы. Большинство из них можно реализовать в домашних условиях. Но необходимо придерживаться правил безопасности – дело будем иметь с химикатами.
Электролитическое
Второе название – гальваническая обработка. Проще всего применять эту технологию на мелких деталях, когда необходимо срочно очистить поверхность. Суть процедуры следующая: наводится солевой или кислотный электролитический раствор, в него помещается заготовка. Затем подается разряд. В зависимости от того, как он заряжен, различают травление:
Катодное. В среде с добавлением химических элементов на катоде образуется водород в виде газа – с его выделением проходит реакция. Он насыщает жидкость и вступает в реакцию со сплавами, убирая окалину. Следует учесть, что при этом страдает прочность поверхности, она становится более хрупкой, поэтому тонкие стальные листы так лучше не обрабатывать. Подходящие материалы – сталь с высоким уровнем углерода, образцы после термообработки.
Анодное. Применяется чаще. На аноде происходит отрыв оксидной пленки с выделением кислорода. Все «лишние» частицы расплавляются в растворе. Верхний слой приобретает небольшую шероховатость
Есть вероятность потери чрезмерно большого количества металла, важно не передержать изделие в емкости под напряжением.
Химическое
Если предыдущий вариант отлично подходил для стали, особенно для углеродистой, то эта процедура имеет те же цели, но совсем другую публику. К обработке можно приступить, если в руках находится:
- чермет;
- нержавейка;
- титан;
- алюминий.
Подойдут: H2SO4, HCl, HNO3. Длительность погружения в ванночку зависит от концентрированности состава и степени загрязнения заготовки. Интервал достаточно большой – для косметической чистки тонкостенного изделия может понадобиться всего 1 минута, а для толстой чугунной детали – до 2 часов.
Технология проста. Есть металл. На нем образовалась оксидная пленка, которую нужно убрать. Кислоты через поры проникают под окисление и взаимодействуют со стальной поверхностью. В ходе химической реакции с железом выделяется водород. Он отталкивает загрязнение. Но также может повредиться металлическая поверхность. Избежать этого можно, если предварительно обработать деталь специальными ингибиторами ржавчины.
Плазменное
Процедура также происходит в среде химикатов. Но возбуждает химическую реакцию поток плазмы, сгенерированный на основе инертных газов (с содержанием фтора). Они, вступая во взаимодействие с коррозией (или с кремнием), не трогают само железо. Это очень точный метод, но он требует специального оборудования. Степень точности – до 10 наномикрон.
Посмотрим видео на эту тему:
Гальваническое
Это очень быстрый способ, поэтому он получил популярность, особенно у тех, кто проводит его дома. Скорость – не единственное преимущество. Другие достоинства:
- достаточно четкие границы, контуры;
- не требуются кислоты, поэтому для человека это более экологичный метод.
Сперва определимся с составом жидкости для погружения, она зависит от материала заготовки:
| Вещество | Протрава |
| Сталь, железо | Смесь нашатыря и железный купорос |
| Медь, бронза, латунь | Раствор медного купороса |
| Цинк | Цинковый купорос |
Погружная ванночка обязательно должна быть из диэлектрика. Например, стеклянная банка для мелких деталей.
Кладем элемент в емкость, наливаем средство с хорошими проводящими качествами. Анод прикрепляем к изделию. Обязательно понадобится источник энергии. Процедура занимает не более 2 минут, затем следуем промыть образец под водой.
Художественное
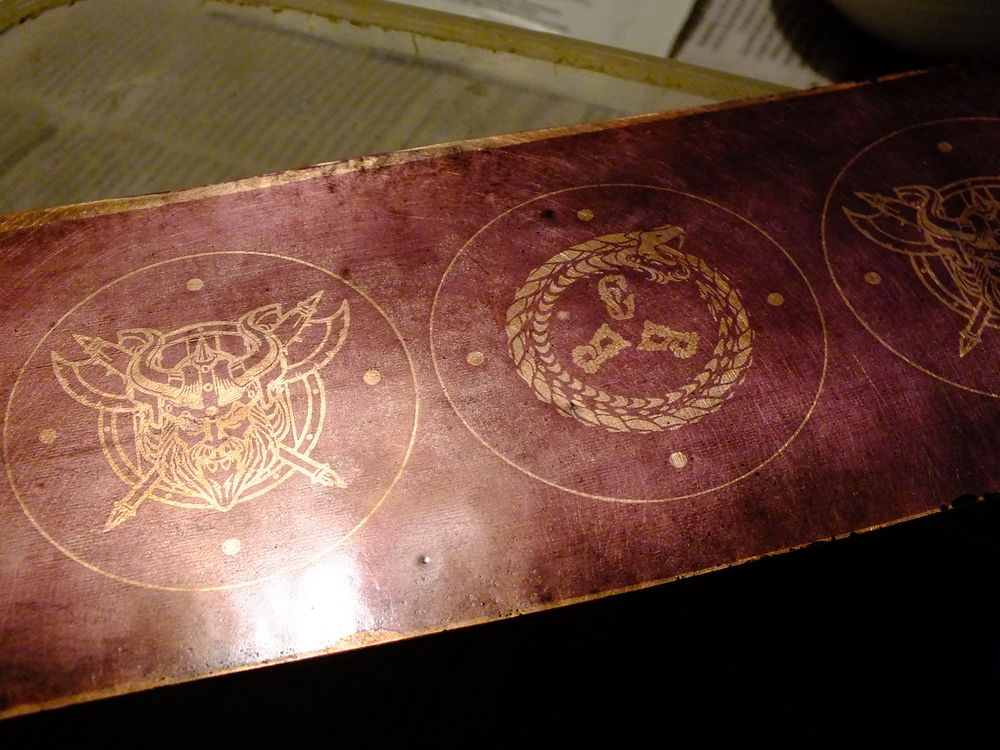
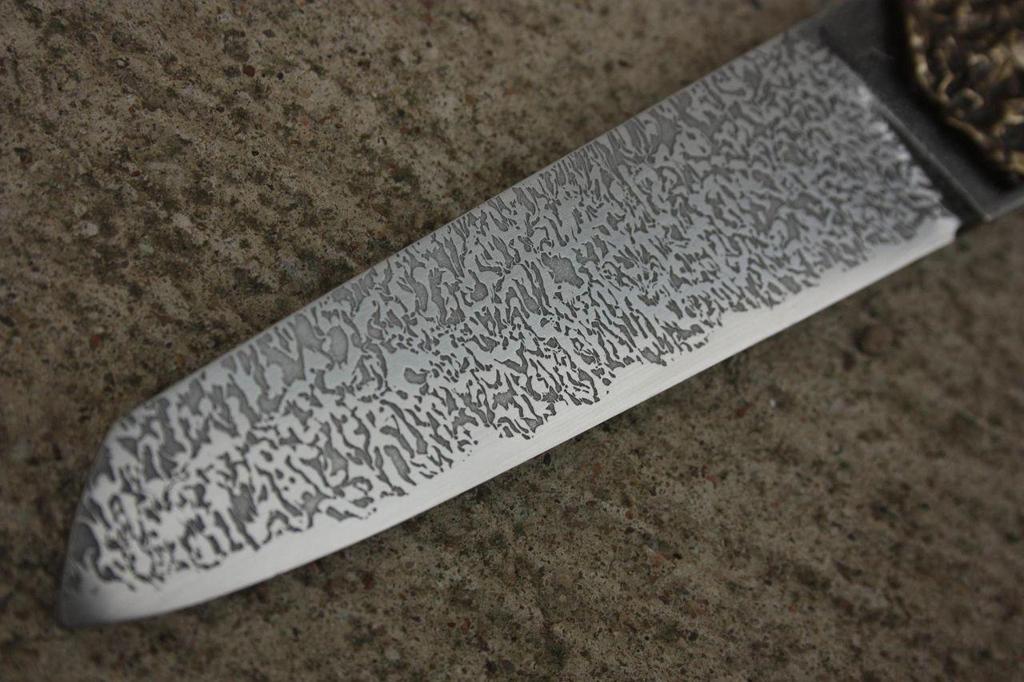
Процедура подходит для травления ножа в домашних условиях. Процесс очень распространен среди реставраторов и ценителей оружия. С его помощью можно сделать гравировку, набить инициалы владельца или добавить живописные узоры.
Операция очень проста. Можно использовать любой из вышеперечисленных методов, но быстрее и безопаснее всего – гальванический. На поверхности металла следует оставить трафарет из скотча. Сделать его просто с помощью хорошего струйного принтера. Когда необходимые участки защищены (следите, чтобы под лентой не оставалось следов воздуха), можно проводить классическое травление.
Посмотрим на фото:
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.
Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования. Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской. Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции
Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов
Ортофосфорная кислота
Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления. Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.
Как говорилось ранее, на поверхности алюминия образуется оксидная пленка. Большая часть химических растворов используется для так называемого осветления поверхности металла. Иначе говоря, чтобы убрать шлам от прошлых манипуляций или подготовить металл к будущей обработке.
Для домашнего травления можно использовать кислоты. Но для художественной гравировки лучше использовать электролитический способ. Так же, при использовании кислот стоит учитывать требования к проветриванию помещения.
Результаты при рассматриваемом способе
Экспериментально зафиксировано, что раствор едкого натра при интенсивном его применении в процессе травления начинает «поглощать» алюминий. И происходит это до тех пор, пока количество едкого натра не уменьшится до одной четвертой части от изначального объема. А уже после этого процесс продолжится свободным едким натром, колеблющимся в своем количестве. А это, в свою очередь, зависит от температуры, частоты использования и интенсивности остановок (пауз).
В этом случае гидрат медленно опустится в осадок или образует кристаллики на дне и/или по бокам емкости. Полученный гидрат будет достаточно плотным, и удалить его будет непросто. Иногда он так и норовит осесть прямо на поверхности нагревательных катушек.

Есть еще один важный момент, который касается содержания алюминия. Во время травления изделий из данного металла в едком натре необходимо четко соблюдать соотношение количества алюминия и натра. Потому что чем больше будет алюминия, тем медленнее будет происходить сам процесс. С точки зрения практики становится понятным, что необходимо постоянно увеличивать количество едкого натра по мере увеличения количества алюминия в емкости.
Таким образом, процесс травления алюминия щелочью можно продолжать постоянно. А потери едкого натра будут происходить только из-за уноса его с паром.
Этот метод реально применим с точки зрения практики. Но есть несколько нюансов, о которых не стоит забывать: время от времени удалять затвердевший осадок гидрата; чистить фильтр; помнить, что емкость, в которой осуществляется процесс, при постоянном ее использовании может служить не более двух лет.







А в остальном каких-либо осложнений касательно применения данного способа не было выявлено.
Итого, после химического травления алюминиевой заготовки необходимо ее поверхность тщательно промыть, нейтрализовать и осветлить с помощью 15-20%-го раствора азотной кислоты. Этот процесс называется декапированием.
Способы травления
- Химический
- Электрохимический
Химическое травление выполняется путем погружения изделий в раствор серной или соляной кислот. При погружении изделия в растворы кислот во взаимодействие с ними вступают не только имеющиеся на поверхности металла окислы, но и металлическое железо.

При быстром растворении окислов травление основного металла должно быть как можно меньше. Относительная скорость процессов растворения металлов и их окислов зависит от состава окислов, концентрации кислот, температуры процесса и т. д. Увеличение концентрации серной и соляной кислот ускоряет растворение как окислов, так и чистого железа.
Для удаления с железа пленки FeO наиболее целесообразно пользоваться 10%-ной НСl. Оптимальной температурой травления для серной кислоты следует считать 60°, для соляной 40°.
- Образующаяся в ванне в результате травления соль FeSO4 снижает скорость травления;
- повышение содержания в растворе соли FеСl2 увеличивает скорость травления.
При химическом травлении стали, в результате взаимодействия железа с кислотами происходит интенсивное выделение водорода, который диффундирует в поверхностный слой металла, делает его хрупким и вызывает образование на поверхности так называемых «травильных пузырьков».
Для устранения этого явления в травильную ванну добавляют специальные добавки (замедлители КС, МН), которые создают при травлении защитную пленку, предохраняющую металл от вредного действия водорода.
Мелкие изделия загружаются в ванну в корзинах или лотках. Если перед паянием требуется очистить не все изделие, а только паяный шов, то лучше всего пользоваться 10-15%-ным раствором соляной кислоты (наносить на шов при помощи кисточки) с последующей промывкой водой.

Для травления изделий из меди и медных сплавов часто применяют растворы соляной, серной или азотной кислот, но более надежные результаты дает травление в 8%-ном растворе серной кислоты с добавкой 10% хромпика. Изделия из алюминия и его сплавов рекомендуется травить в растворе щелочей, но иногда для этой цели пользуются и соляной кислотой.
Травление изделий из никеля и его сплавов производится в 20% -ном растворе серной кислоты с добавкой хромового ангидрида при температуре 60—80°. Изделия из мельхиора травятся в 10%-ном растворе серной кислоты с добавкой 1,5% хромпика. После травления необходима обязательная промывка в горячей воде с небольшим количеством винного камня.
Электролитическое травление выполняется методом погружения изделия в качестве анода (анодное травление) или катода (катодное травление) в электролитическую ванну.
В случае анодного травления:
- электролитом обычно служат растворы кислот или солей щелочных металлов
- очистка происходит путем быстрого электролитического растворения
- Обязательно строгое соблюдение режима во избежание чрезмерного растворения металла
- Катодом служат нерастворимые в электролите материалы, главным образом свинец и иногда железо.

При катодном травлении:
- в качестве анода применяют обычно свинец или его сплав с 6—10% сурьмы
- электролитом служат растворы кислот или их смеси с солями щелочных металлов
Очистка поверхности металла от окислов по этому методу происходит действием образующегося на катоде атомарного водорода, который восстанавливает окислы металла, а газообразный водород механически отрывает их от поверхности металла.
Во избежание коррозии, которая может начаться от наличия остатков кислот и солей на изделии, желательно после травления произвести нейтрализацию остатков травильных растворов.
Для этой цели изделия погружают в 2,5—5,0% раствор кальцинированной соды на 1/2—1 мин. при комнатной температуре и после промывки в холодной и горячей воде тщательно высушивают.

После такой обработки хранение паяемых деталей в сухом помещении не вызовет коррозии их поверхности. Для того, чтобы подготовленное изделие не окислилось снова, рекомендуется возможно скорее производить пайку его.
Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук
Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.

Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.








Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования. Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской. Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции
Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов
Ортофосфорная кислота
Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления. Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.
Как говорилось ранее, на поверхности алюминия образуется оксидная пленка. Большая часть химических растворов используется для так называемого осветления поверхности металла. Иначе говоря, чтобы убрать шлам от прошлых манипуляций или подготовить металл к будущей обработке.
Для домашнего травления можно использовать кислоты. Но для художественной гравировки лучше использовать электролитический способ. Так же, при использовании кислот стоит учитывать требования к проветриванию помещения.
↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.

Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
Химическое травление металла
Травление осуществляют двумя способами — химическим и электрохимическим.
Химическое травление. При химическом травлении с поверхности изделий, изготовленных из черных металлов, действием травильных растворов удаляют окалину и ржавчину. Травление осуществляют в растворах серной или соляной кислот, иногда с добавками азотной, плавиковой и других кислот. Для понимания сущности химического травления рассмотрим воздействие водорода на поверхность с окисью железа, т. е. окалиной.
В серной, соляной, азотной и других кислотах атомы водорода являются составляющей частью. Например, молекула серной кислоты состоит из двух атомов водорода, одного атома серы и четырех атомов кислорода. Атомы водорода обладают свойством выделяться из кислоты, как только в нее будет помещен черный металл. Образующаяся на поверхности изделий из черных металлов окалина имеет поры и, кроме того, она покрывает поверхность металла неравномерно, поэтому серная кислота через поры достигает верхних слоев основного металла и действует на основной металл растворяющим образом, и от действия кислоты на основной металл происходит энергичное выделение водорода. Образовавшийся под коркой окалины водород вследствие все увеличивающегося давления разрыхляет на поверхности изделия окалину и сбивает ее с поверхности, что способствует очистке поверхности металла, т. е. осуществлению травления.
При травлении поверхности изделия с плотной пленкой окалины, препятствующей проникновению кислоты внутрь металла, пользуются обычно растворами соляной кислоты, так как растворы серной кислоты на такую окалину действуют значительно медленнее. Содержание серной и соляной кислот в травильных растворах не превышает 20%, применение более концентрированных растворов может привести к значительному растворению (перетравлению) основной части металла. При перетравлении металл имеет черную и глубоко изъеденную поверхность.
Водород, проникая в верхние слои металла, способствует образованию травильной хрупкости, из-за этого ухудшается качество металла.
В целях устранения травильной хрупкости и уменьшения возможности перетравливания металла в процессе травления в растворы добавляют либо так называемые травильные присадки (КС, ЧМ, УНИКОЛ), полученные путем специальной обработки отходов мясных комбинатов и других пищевых предприятий, либо органические вещества, называемые ингибиторами (замедлителями). В процессе травления пленка присадки или ингибитор закрывает доступ водороду в межкристаллические промежутки металла и прекращает химическое действие кислоты на металл.
Химическое травление поверхности изделий, изготовленных из углеродистых сталей, осуществляют в растворах серной или соляной кислот. Для травления поверхности изделий из низкоуглеродистых сталей применяют травильные растворы следующих двух составов: первый— серная кислота до 20%, присадка КС 0,1—0,2%, вода — остальное; температура нагрева первого раствора наименьшая 16—20° С, наибольшая 50—60° С; второй— соляная кислота до 20%, присадка КС 0,1—0,2%, вода — остальное; температура нагрева этого раствора 30—40° С.
Для травления поверхности изделий из углеродистых сталей часто применяют раствор следующего состава: серная кислота 200 г, хлористый натрий 50 г, присадка КС жидкая 10 г, вода 1 л. Температура нагрева этого раствора 50—60° С.
Для этой цели применяют также травильный раствор, состоящий из соляной кислоты 150 г, присадки КС жидкой 10 г, воды 1 л. Температура нагрева раствора 30— 40° С.
Для травления поверхности изделий, изготовляемых из нержавеющих и жаропрочных сталей, применяют травильный раствор следующего состава в весовых частях: серная кислота 14, соляная кислота 13, азотная кислота 1, вода 75. Температура нагрева раствора 50—70°С.
Травление поверхности изделий, изготовляемых из углеродистых сталей, выполняют в такой последовательности: заправка ванны, загрузка ванны, травление изделия, промывка изделия, контроль качества травления.
Технология гравировки
Готовится электролит
Вода заливается в тару, загружается соль в требуемом количестве (в зависимости от объема) и тщательно перемешивается, до окончательного растворения. От этого во многом зависит качество гравировки.
Готовится деталь (изделие, образец) для нанесения чего-либо
Размеры надписи или рисунка известны, поэтому определиться с площадью покрытия металла лаком несложно. После того, как слой немного «схватится», прорисовывается требуемый контур. Чем – иголкой, тонким шилом, зубочисткой, отточенной спичкой и тому подобное – решать вам, уважаемый читатель. Как удобнее выполнять работу своими руками, так и делать. Задача – по линиям рисунка «оголить» металл основы, чтобы обеспечить его прямой контакт с электролитом.
Можно поступить и по-другому. Подождать, пока лак полностью просохнет, и только потом «процарапывать» линии. Но это уже детали, и как лучше, несложно решить самостоятельно.
Далее электроды помещаются в раствор
Один обозначен – любая металлическая болванка. Она присоединяется проводом к «–» источника тока. Второй – образец, на который наносится гравировка (к его «+»). Технология похожа на хромирование металла.
Подача напряжения
Время технологической операции определяется визуально. Если глубина травления устраивает мастера, то можно зарядное устройство отключить. Обычно для гравировки по такой методике достаточно не более 5 минут.
Остается вынуть из ванночки металлическое изделие, снять лак, хорошо промыть образец под проточной водой и насухо протереть. Все, гравировка сделана!
Рисунок, надпись можно сделать и выпуклыми.
Для этого необходимо наносить лак на предварительно начерченные (фломастером, карандашом) линии (полосы). А весь остальной, «непокрытый» металл подвергнется травлению.
Как развести хлорное железо
Хлорид железа (III) в виде раствора коричневого или красного цвета можно найти в торговой сети, приготовить в лаборатории или в домашних условиях. В последнем случае обязательно потребуется термостойкая неметаллическая посуда (стеклянная, пластиковая, керамическая). Воду для растворения соли можно взять из-под крана. Безопаснее — кипяченая или дистиллированная. Нагретую до 50–70 °C воду помещают в емкость, а затем малыми порциями насыпают вещество. Пропорции хлорного железа и воды — 1:3. Если готовить раствор из кристаллогидрата, то воды потребуется меньше, ведь она содержится в кристаллогидрате (40% от массы). Добавляют вещество в раствор понемногу, каждая порция — около 5–10 г. Сразу насыпать всю навеску не рекомендуется из-за бурного характера реакции гидратации. Нельзя использовать металлическую посуду (ложки, шпатели). Соль должна полностью раствориться в теплой воде, для чего кристаллы нужно хорошо перемешать с жидкостью. Ускоряет процесс добавление соляной кислоты (1/10 от массы кристаллов). После отстаивания в течение нескольких часов на дне может появиться осадок из-за присутствия в навеске и образования в ходе реакции гидроксида железа. Следует профильтровать готовый раствор темно-коричневого цвета и хранить в плотно закрытой пластиковой таре при умеренной температуре и отсутствии прямого солнечного освещения.






Травление хлорным железом — Помощь начинающему — Помощь начинающему — Главная
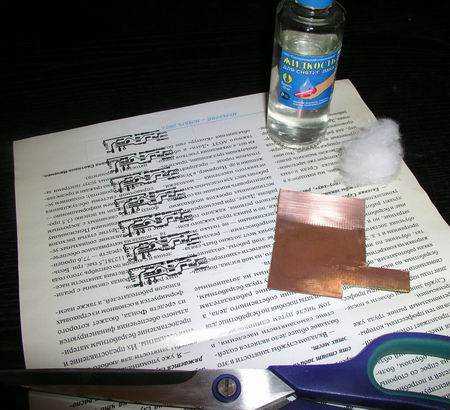
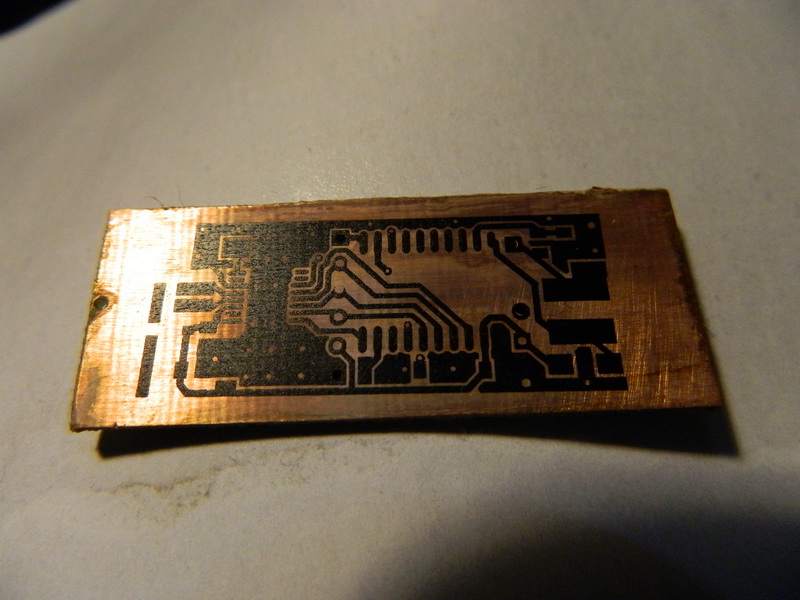
Нам необходимы: напечатанная на лазерном принтере разводка плата, ацетон, вата, зачищенный мелкой наждачкой фольгированный текстолит. Далее вырезаем напечатанное изображение, ватой обильно смоченной ацетоном протираем медь. Ждем пока подсохнет. Прикладываем тонером к меди изображение и той же ватой смачиваем бумагу, пока не увидим «проявившийся» сквозь нё рисунок платы. Смочить нужно равномерно всё изображение. Сильно переливать тоже нельзя, а то поплывет.

Смачиваем бумагу ацетоном. После того как изображение «проявилось», нужно дать испариться ацетону. При этом «изображение пропадет». Далее сухой бутерброд из текстолита и прилипшего к нему изображения под бумагой обильно смачиваем холодной водой. Бумага размокнет и начнет «горбиться», это значит хватит. Далее отрываем бумагу, а тонер остается. На тонере останутся ворсинки от бумаги, их нужно удалить потерев рукой.
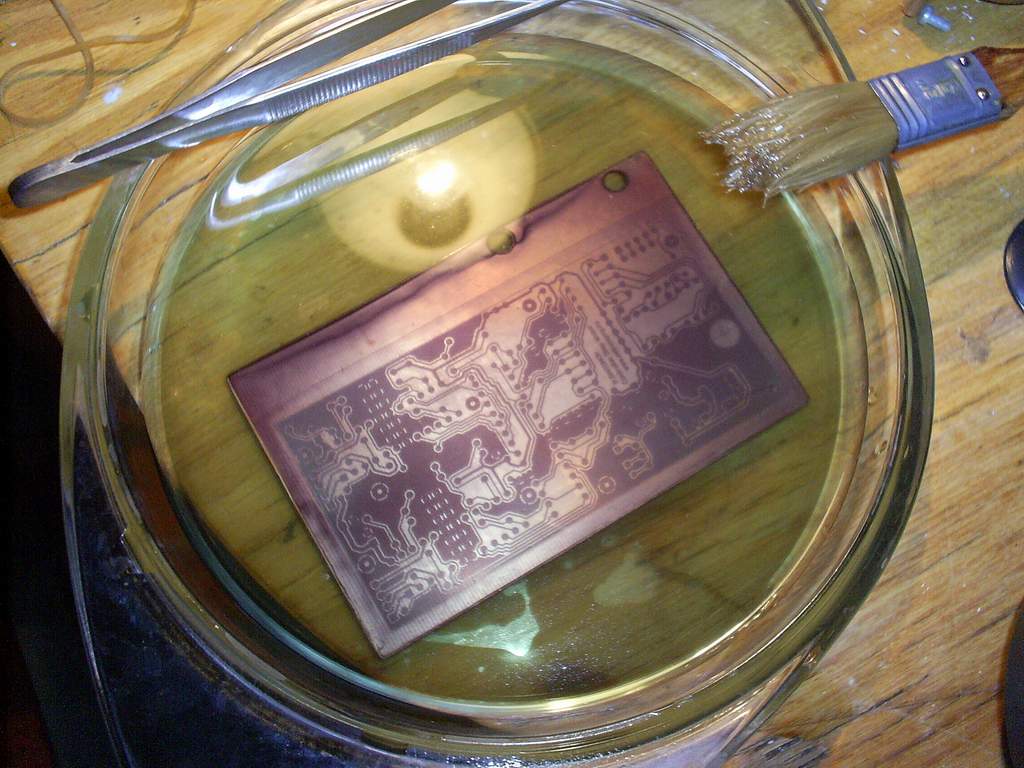
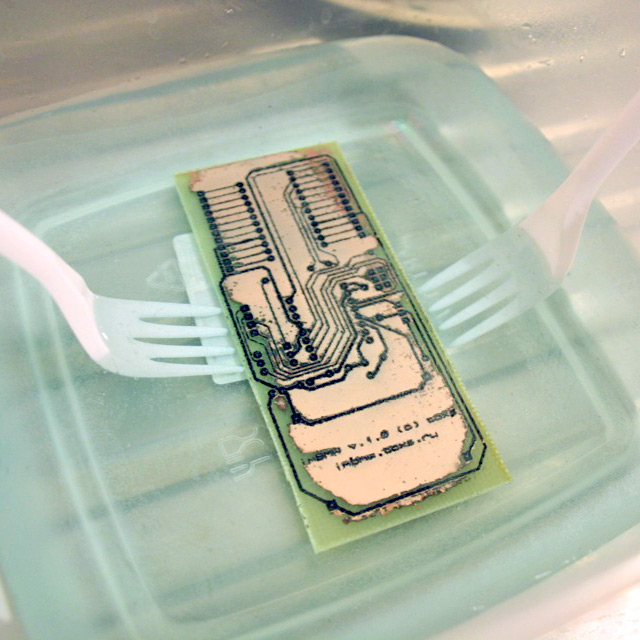
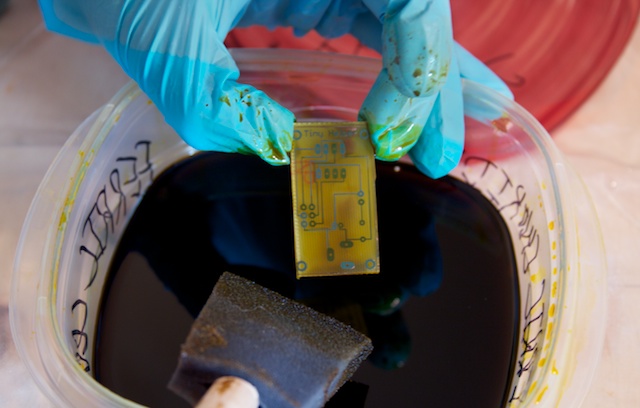
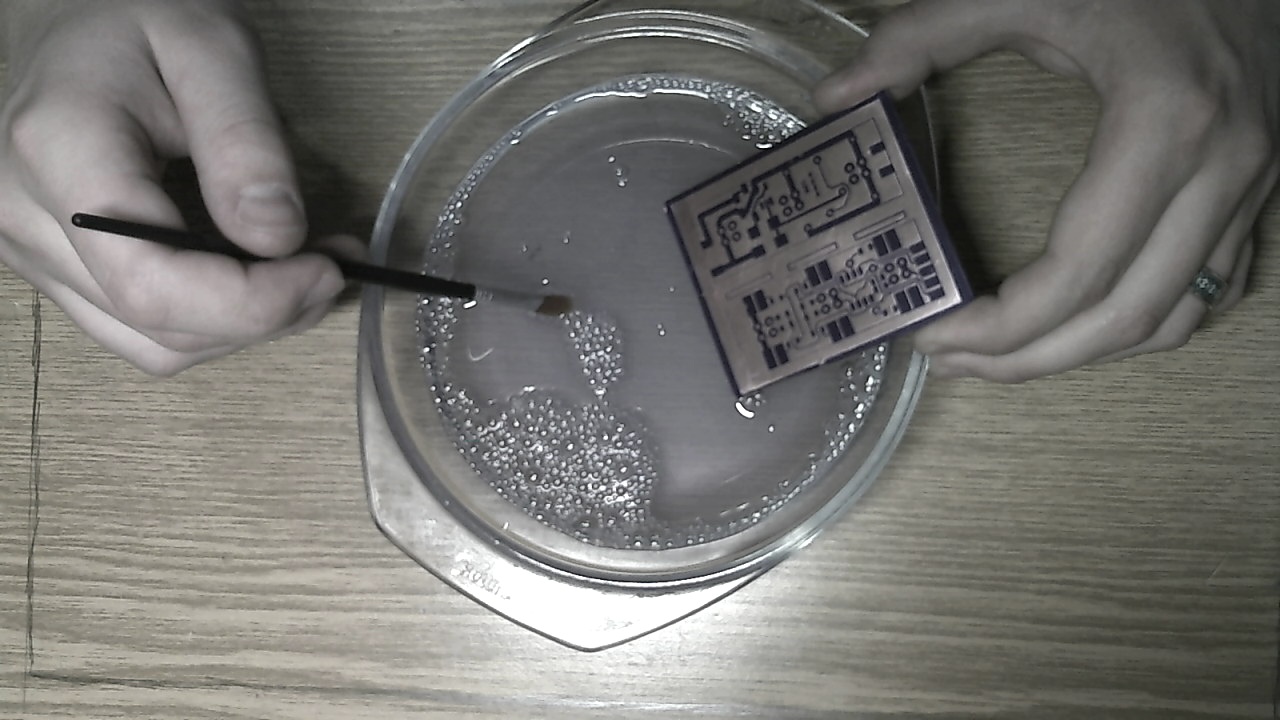
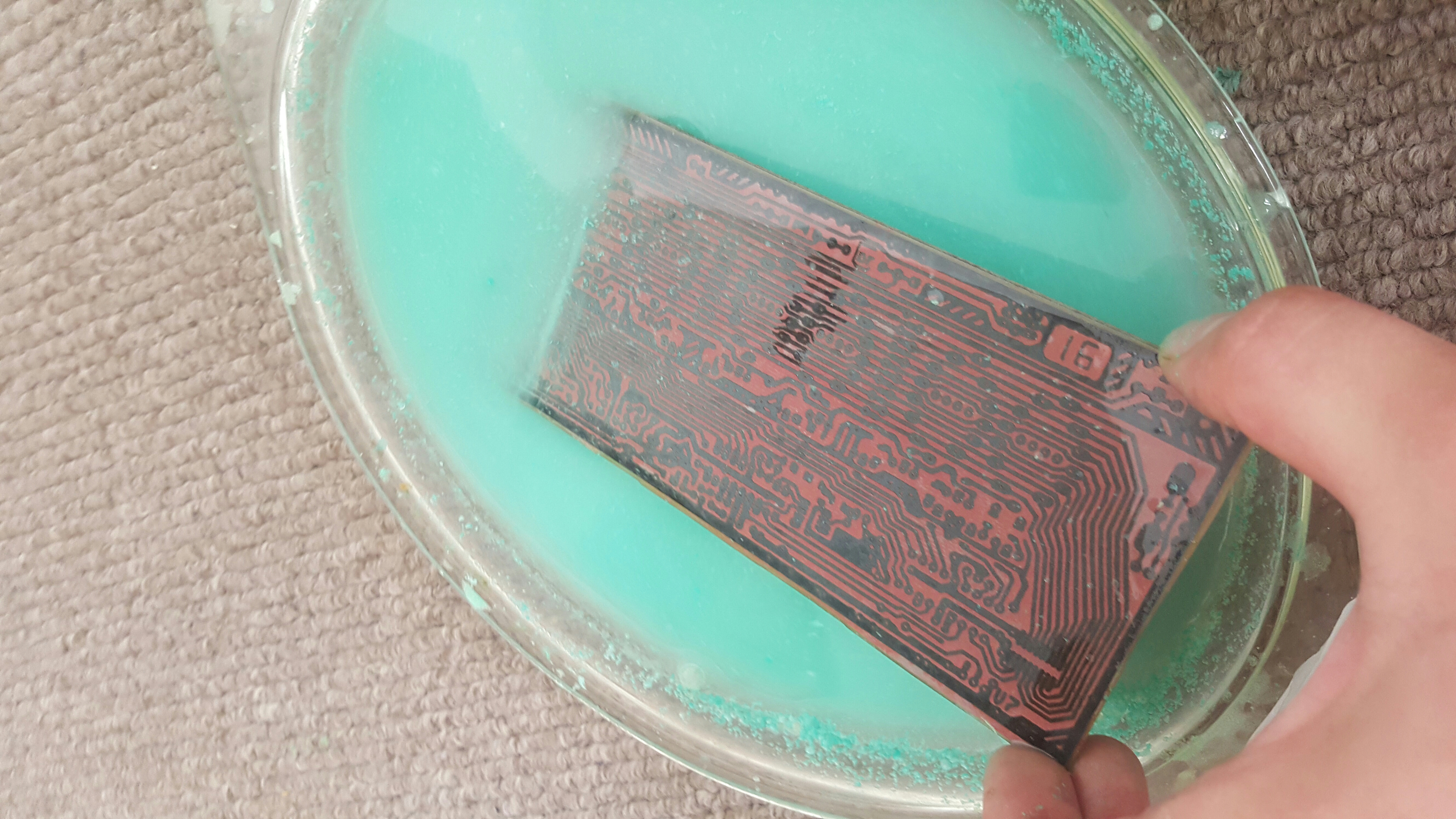
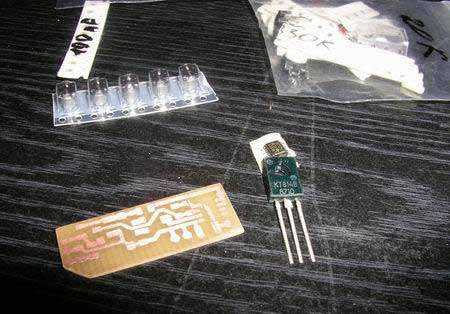
После того, как заготовка высохнет, она побелеет. Это от ацетона. Ничего страшного. Долее нужно вытравить ненужную медь. Для этого можно использовать несколько рецептов. Один из вариантов — раствор медного купороса и поваренной соли в воде в соотношении столовая ложка купороса на две столовые ложки соли в пол-литре воды. Недостатки: в таком растворе процесс идет долго, порядка 2,5 часов, даже при условии поддержания высокой температуры или увеличении концентрации компонентов. Достоинства: доступность, медный купорос можно купить в любом хозяйственном магазине, соль — без слов. Второй вариант — раствор хлорного железа в воде в соотношении 1:2. Температура травления ~ 60-70ºС. Для поддержания высокой температуры я ставлю банку с раствором в ванну и пускаю горячую воду из шланга душа, чтобы она омывала банку. Недостатки: вредные испарения, которые выделяются в процессе травления, а так же тот факт, что при попадании раствора на руки или ванную, остаются желтые пятна, поэтому нужно действовать аккуратнее. Достоинства: в растворе хлорного железа травление происходит быстрее ~ 20 мин, при условии поддержания высокой температуры. Я использовал второй метод.

Перед травлением нужную часть будущей платы отрезаем ножницами по металлу и бросаем в раствор. Во время травления пластиковым пинцетом достаем плату из раствора и наблюдаем на процесс. По завершении травления готовую плату нужно промыть водой и высушить.
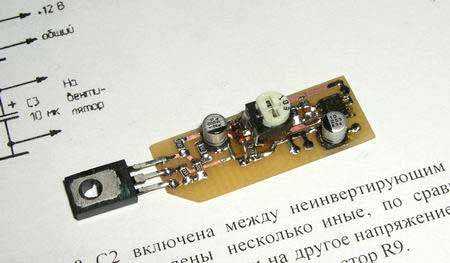
Процесс сборки платы вопросов не вызывает. Паяльник с тонким жалом, плюс паяльная паста и легкоплавкое олово минус дрожащие руки и через 20 минут получаем готовое изделие. После пайки используем тот же самый ацетон для отмывания остатков пасты с платы.
radioshema.ucoz.org
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук
Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.

Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.





