

Устройство
Любой токарный станок по металлу Универсал должен соответствовать нескольким требованиям, и именно ими определяется конструкция. Во-первых, нужно обеспечить надежный зажим заготовки с минимальными биениями. Для рассматриваемой номенклатуры изделий вполне достаточно стандартного патрона или центров без дополнительных приспособлений. Во-вторых, требуется снизить количество вибраций самого оборудования, возникающего в процессе работы
В-третьих, важно чтобы подача была равномерной, точной и варьировалась от сравнительно большой (для черновой обточки) до минимальной (для чистовой с высокой точностью размеров)
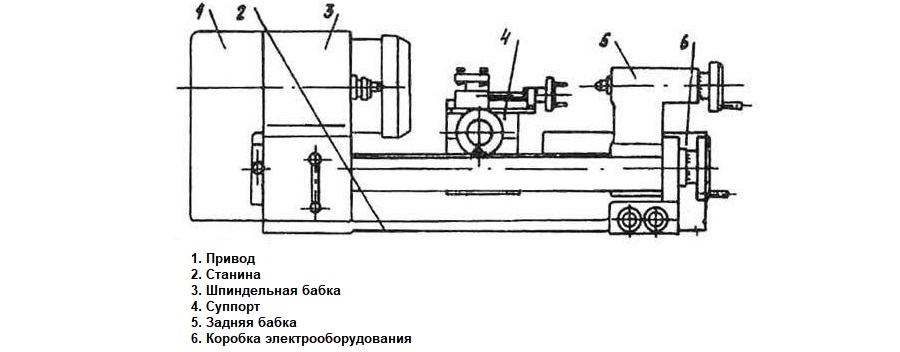
Основные части настольного станка Универсал (в комплектации для точения):
- Прочная станина. Это наиболее массивная составляющая, гарантирующая прочность всей конструкции и её устойчивость.
- Привод, задающий вращение. Используется достаточно мощный двигатель, способный обеспечить большую подачу при врезании.
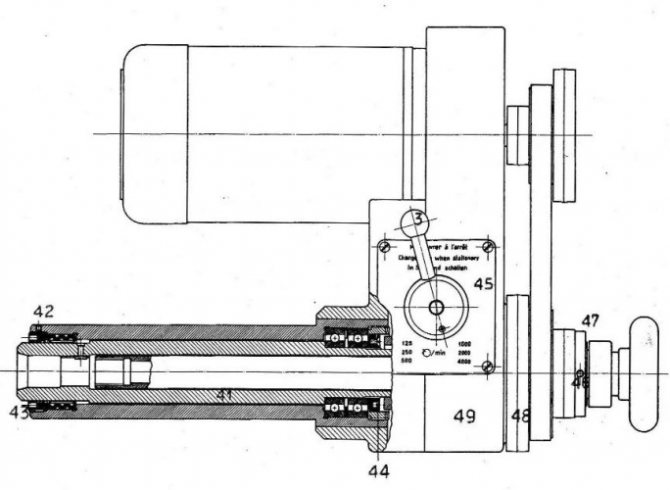
- Передняя бабка шпиндельная. Крутящий момент на шпиндель передается с помощью ременной передачи и шкивов и регулируется ступенчато. Для нарезания резьбы вращение передается на продольный ходовой винт через зубчатые колеса. От изменения параметров подач меняется шаг.
- Бабка задняя.
- Система электрообрудования.
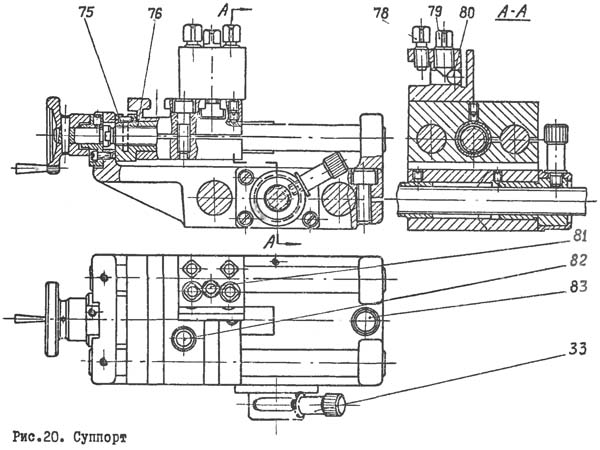
- Суппорт с кареткой. Он смещается, как посредством зацепления зубчатых колес, так и вручную.
Для устройства поворотного длина вала не имеет особого значения, и всегда можно поменять режимы перемещения.
5 1 голос
Рейтинг статьи
Наладка станка Универсал и правила работы на станке
При механической обработке различных материалов (сталь, чугун, дерево, пластмасса и т.д.) и выполнении различных видов обработки (обточка, распиловка, сверление, шлифование и т.д.) в зависимости от материала режущего инструмента (инструментальная, быстрорежущая сталь или твердый сплав) необходима определенная скорость резания для обеспечения хорошего качества поверхности и сохранения режущих свойств инструмента. Так, при очень большой скорости резания режущий инструмент быстро затупится, а при очень низкой — обрабатывавшая поверхность получится рваной или шероховатой. Для получения целесообразной скорости резания необходимо, чтобы шпиндель вращался с соответствующим числом оборотов n в минуту, которое можно определить по следующей простейшей формуле:
n = 320 · V/ D об/мин
где V — cкорость резания в м/мин;
D — диаметр обрабатываемой детали или режущего инструмента (когда вращается режущий инструмент). Рекомендуются следующие скорости резания:
- При точении по стали и чугуну — 50-80 м/мин твердосплавными резцами и 20-40 м/мин резцами из быстрорежущей стали.
- При точении по дереву — 80-150 м/мин.
- При сверлении — 15-30 м/мин.
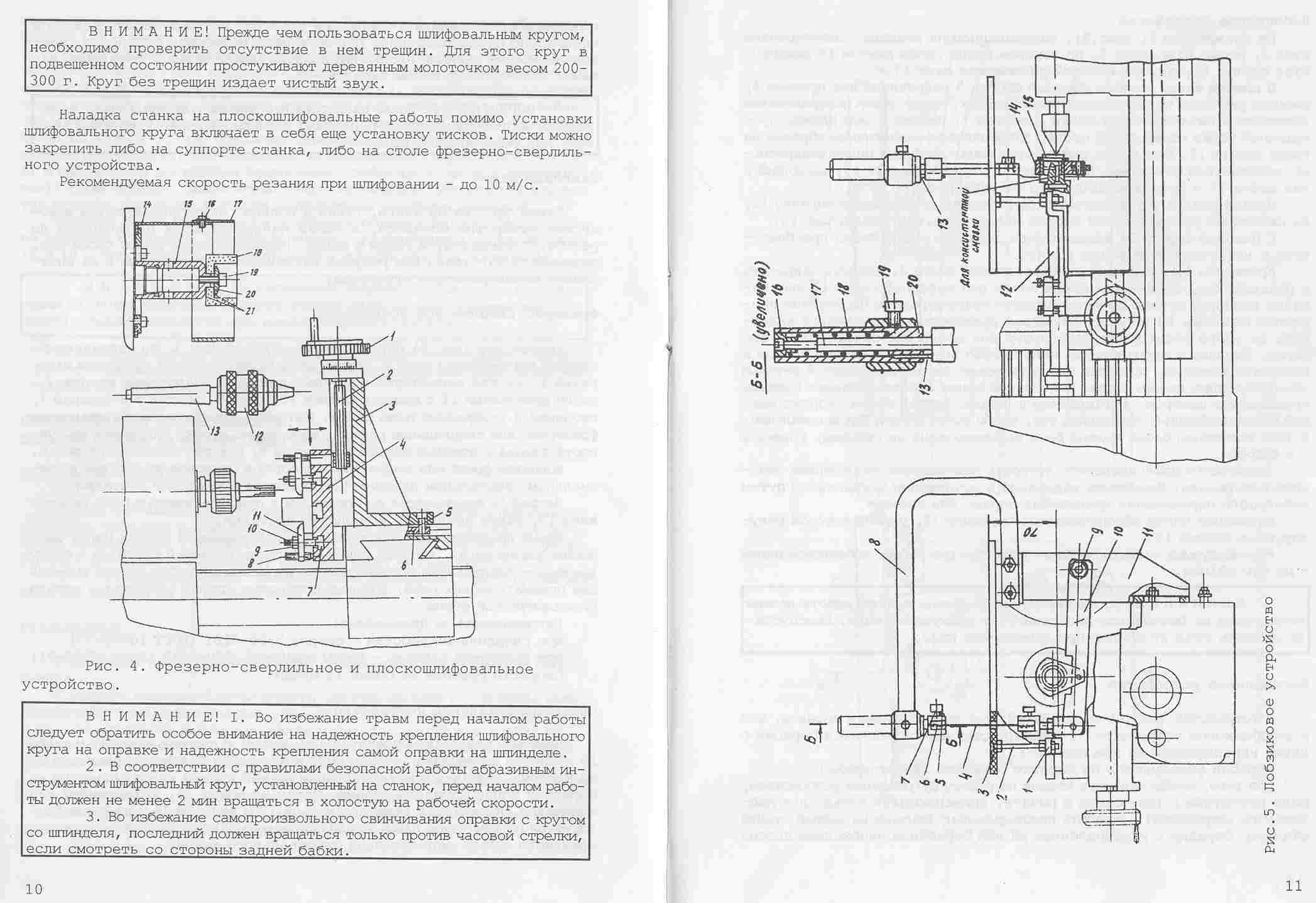
- При шлифовании — до 20 м/сек.
- При фрезеровании — 15-30 м/мин.
- При заточке — до 20 м/сек.
- При распиловке по дереву — 300-500 м/мин.
- При работе лобзиковой пилой n = 280-710 об/мин.
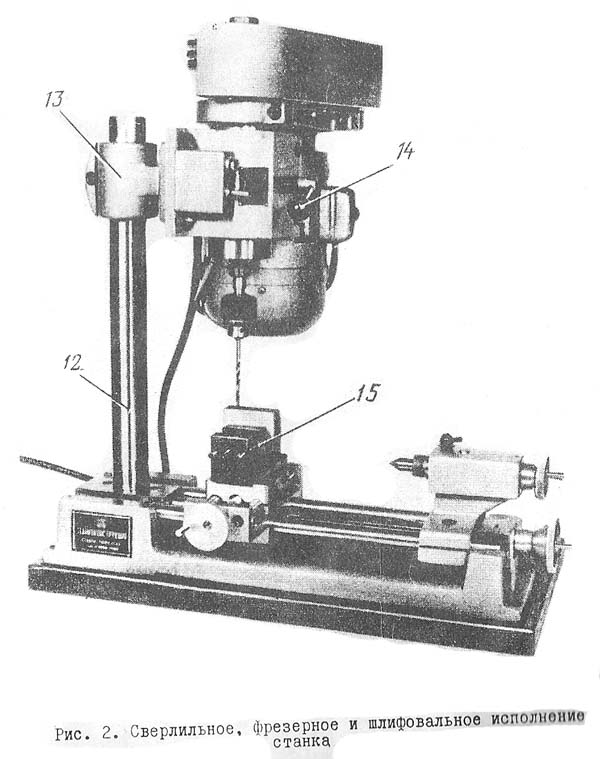
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
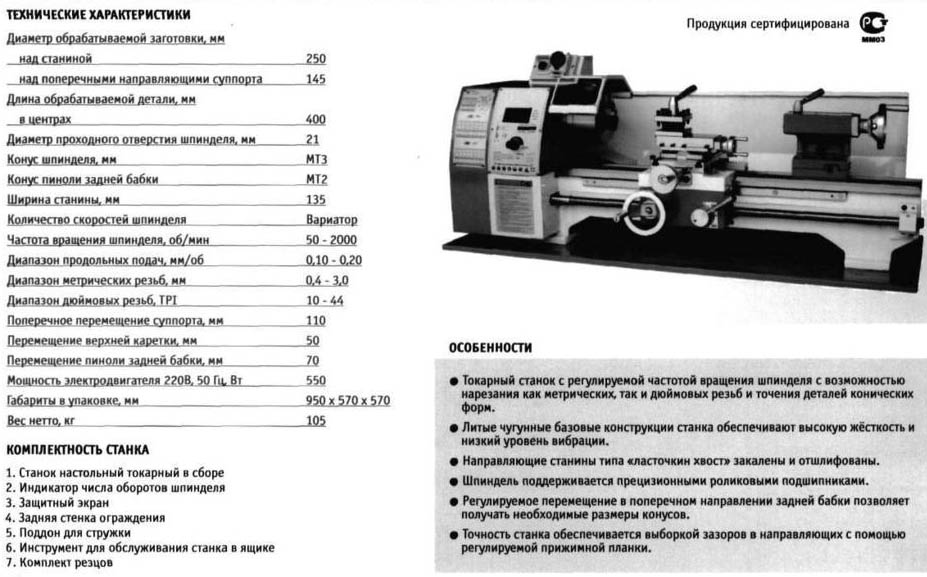
Настольный станок «Универсал-3М» предназначен для различных видов механической обработки изделий из металла, древесины, пластмасс. Всевозможные принадлежности и приспособления, входящие в комплект станка, делают его широкоуниверсальным. Токарные, фрезерные, плоскошлифовальные, сверлильные, заточные операции, а также фугование, распиловку и вырезку по контуру — все эти операции можно выполнять на станке. С помощью несложных приспособлений, изготовленных на станке самим любителем, можно производить и другие работы. Станок имеет полый шпиндель, поэтому в качестве заготовки можно использовать прутковый материал. Станок «Универсал-3М» — товар народного потребления, он может быть применен в бытовых условиях для изготовления различных изделий домашнего обихода, а также в школьных мастерских. Школьники, работая на станке, приобретут трудовые навыки и ознакомятся с основными видами механической обработки материалов.
Универсал ТШ 3
Еще один востребованный токарно фрезерный станок, составляющий неплохую конкуренцию своему «собрату» в лице Универсал 2 — это Универсал ТШ 3. Выпущенный той же компанией, агрегат получил широкое распространение среди домашних мастеров. Он не предназначен для серийного производства. Его основной специализацией является работа своими руками в домашних условиях.
Особенности
Универсал ТШ 3 имеет несколько конструктивных нюансов, о которых следует знать перед его покупкой.
- Это настольный токарно фрезерный агрегат, предназначенный для обработки металлических заготовок методом вращения.
- У него нет оригинальной компоновки, что существенно упрощает ремонт и позволяет легко заменить детали на аналоги.
- Станина — это основной узел, выполненный литьем. На станине располагаются все главные компоненты станка.
- На станке возможно изменение направления суппорта. Чтобы сделать это, не требуется останавливать шпиндельную головку или менять направление ее вращения.
- Механизм оснащается дополнительными комплектующими, с помощью которых Универсал ТШ 3 расширяет свои функциональные возможности. Это два резцедержателя — неподвижный и подвижный. Подвижный преобразует конусные поверхности, а второй формирует отверстия и фиксируется на суппорте.
Технические характеристики
Представленный универсальный широко востребованный токарный станок имеет следующие технические характеристики:
- Вес — 62 кг;
- Габариты — 690 на 410 на 230 мм;
- Диаметр заготовок — до 150 и 90 мм над станиной и суппортом соответственно;
- Длина деталей — до 250 мм;
- Диаметр сверления отверстий — до 8 мм;
- Отверстие шпинделя — 15 мм;
- Число ступеней в условиях прямого направления вращения — 9 единиц;
- Частота вращения — 200-3200 оборотов в минуту;
- Передняя бабка имеет ход 30 мм;
- Продольное смещение суппорта станка — 215 мм;
- Поперечное смещение суппорта на Универсал ТШ 3 — 90 мм;
- Продольные подачи — 0,05-0,175 мм/об;
- Приводом выступает электрический двигатель мощностью 370 Вт;
- Станок питается от стандартной однофазной сети с напряжением 220В;
- Оснащение и технические аспекты позволяют с помощью станка Универсал ТШ 3 выполнять нарезку метрического типа резьбы.
Технические характеристики станка Универсал-3
| Наименование параметра | Универсал | Универсал-2 | Универсал-3 | Универсал-3м |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 150 | 150 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 90 | 90 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 150 | 180 | 250 | 250 |
| Рекомендуемая глубина точения за один проход, мм | ||||
| Максимальная глубина точения за один проход, мм | ||||
| Максимальный размер державки резца, мм | 8 х 8 | 8 х 8 | 8 х 8 | 8 х 8 |
| Наибольший диаметр сверления по стали, мм | 6 | 6 | 6 | 6 |
| Передняя бабка. Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 10 | 15 | 15 |
| Присоединение патрона к шпинделю | М20 | М20 | М27х2 | М27х2 |
| Размер конуса шпинделя | Морзе №1 | Морзе №2 | Морзе №2 | Морзе №2 |
| Число ступеней частот прямого вращения шпинделя | 10 | 11 | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 160..2890 | 140..3000 | 200..3200 | 200..3200 |
| Диаметр токарного патрона, мм | 80 | 80 | 80 | 80 |
| Ход гильзы передней бабки, мм | 25 | 30 | – | – |
| Суппорт (поперечный ползун). Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 160 | 160 | 215 | 215 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее поперечное перемещение суппорта, мм | 55 | 60 | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | – | – | ||
| Цена деления шкалы поворота резцовых салазок, град | – | – | 1 | 1 |
| Пределы продольных рабочих подач суппорта, мм/об | – | 0,05..0,175 | 0,05..0,175 | 0,05..0,175 |
| Пределы шагов нарезаемых резьб метрических, мм | – | 0,2..2 | 0,2..2,5 | 0,2..2,5 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 20 | 20 | 30 | 30 |
| Конус задней бабки | Морзе 1 | Морзе 1 | Морзе 1 | Морзе 2 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц |
| Электродвигатель главного привода, Вт | 120 | 250 | 370 | 550 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 480 х 318 х 216 | 665 х 352 х 227 | 675 х 410 х 280 | 690 х 410 х 230 |
| Масса станка, кг | 26,5 | 38 | 60 | 62 |
Список литературы:
Настольный станок Универсал-3. Руководство по эксплуатации, 1986
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
голоса
Рейтинг статьи
Обзор токарного станка Универсал-2: виды основных функций и характеристики
Московский завод «Станкоконструкция» занимается выпуском специального оборудования для работы в домашних условиях. Особой популярностью пользуются модели станков Универсал-2. Благодаря своей конструкции они могут выполнять большой спектр работы по обработке металлических, деревянных и полимерных заготовок.
Виды функций станка и его конструкция
Главной особенностью конструкции станка является функция изменения положений шпиндельной части относительно станины. Это дает возможность помимо стандартных токарных операций выполнять и ряд других на этом оборудовании.
Это осуществляется с помощью простых переналадок. Для этого необходимо детально изучить конструкцию и технические характеристики оборудования. Подобная универсальность влияет на параметры обработки материалов.
На первый взгляд, компоновка станка стандартная. На станине размещаются салазки, передняя и задняя бабки, а также привод с коробкой передач. Но для повышения функциональности предусмотрена возможность изменения положения блока со шпинделем и силовой установкой. После его поворота на 90° на станке можно выполнять сверлений и фрезерования.
Перечень операций, выполняемых на настольном токарном станке после его модификации:
- токарные работы;
- сверлильные и шлифовальные;
- обработка лобзиком и круглой пилой;
- фугование деревянных заготовок;
- заточные операции.
Преобразование конструкции для выполнения этих функций не предоставит большой сложности. Так, для сверления достаточно раскрутить монтажные винты, расположенные на защитной крышке шпинделя и главного привода. Затем на станину устанавливается вертикальная опора. На нее монтируется блок с электродвигателем и остальными компонентами.
В стандартную комплектацию оборудования входят необходимый перечень дополнительных элементов для выполнения вышеописанных операций. Их наличие следует проверять перед покупкой станка. В особенности это касается приобретения моделей б/у.
Технические характеристики оборудования
Согласно паспортным данным токарный настольный станок имеет хорошие эксплуатационные характеристики. Они обусловлены профессиональным подходом к созданию конструкции. Но несмотря на это производственное объединение отказалось от выпуска подобных моделей, поставив приоритетом изготовление узкоспециализированных станков.
Общая масса оборудования составляет 17 кг. При этом габариты станка не превышают размеров 66,5*35,2*22,7 см. Эта конструкция предназначена для монтажа на рабочий стол. В ней не предусмотрены механизмы регулировки уровня
Поэтому при монтаже следует уделить внимание ровной плоскости стола
Станок Универсал-2 имеет следующие технические параметры:
- максимальный диаметр заготовки. Над станиной – 12,5 см, над суппортом – 6 см;
- длина заготовки не должна превышать 18 см;
- диаметр сверления при обработке стальных поверхностей – до 6 мм;
- высота изделия при монтаже под сверлом – до 10 см;
- высота резца не может быть более 8 мм;
- габаритные размеры стола. При работе с круглой пилой – 18*18 см. Во время фрезерования – 9*16 см;
- максимальная толщина материала при распиловке – 15 мм;
- допустимая ширина строгания – 3 см;
- смещение суппорта. В продольном направлении – 16 см, в поперечном – 6 см.
Для обеспечения главного привода в станке есть электродвигатель мощностью 0,25 кВт. Частота вращения составляет 2600 об/мин. В конструкции предусмотрена возможность формирования метрической резьбы. Пределы ее шагов составляют от 0,2 до 2 мм.
С примеров запуска и обслуживания станка можно ознакомиться в этом видеоматериале:
Техобслуживание и ремонт
Периодическое обслуживание, такое, как чистка и замена смазки — лучший способ добиться надежной и стабильной работы оборудования. При любых неисправностях или в случае возникновения нештатного режима работы — станок ТШ3 немедленно выключается, силовой кабель вынимается из розетки. После этого следует приступить к поиску неисправности. Некоторые признаки могут непосредственно указать на возможные неполадки.
- Гул двигателя, недостаточная мощность, невозможность показать номинальную скорость на валу — говорят о неполадках электросистемы. Причиной может быть малое напряжение сети (устраняется стабилизатором), частичное перегорание обмоток (необходим ремонт двигателя), повреждение силового кабеля (устраняется только полной заменой), нарушение фазировки (необходимо вмешательство электрика).
- Избыточный нагрев двигателя говорит о частичном перегорании обмоток и необходимости профессионального ремонта.
- Внезапный останов показывает либо срабатывание реле защиты при превышении нагрузки на валу, либо о выходе из строя пускового механизма привода.
Стук в подшипниках — явно декларирует необходимость их немедленной замены. До окончания данной операции — эксплуатация неисправного станка не допускается.
Если нет уверенности в том, что квалификации персонала хватит для устранения возникших проблем — производить разборку станка не рекомендуется. Не стоит этого делать и без крайней надобности.
В список профилактических мер, способных продлить срок службы ТШ 3М, входят регулярная очистка, замена смазки, предпусковые проверки силового кабеля и состояния питающей сети оборудования.
Для покупки надёжного металлообрабатывающего оборудования обращайтесь в компанию Metal Master!
Длительная и результативная работа позволила нам стать настоящими профессионалами в продажах металлообрабатывающего оборудования. Клиенты ценят нас, потому что мы непросто помогаем подобрать станок, а находим оптимальное производственное решение, которое на 100% соответствует реалиям производства.
С нами выгодно. Ведь не нужно переплачивать, поскольку напрямую сотрудничаем с известными фирмами-производителями.
Хотите перед покупкой станка убедиться, что оборудование способно на отлично справиться с поставленными задачами? Тогда просто посетите наш демо-зал. Посмотрите, насколько хорошо техника справляется с необходимыми задачами и сделайте правильный выбор.
Быстрая доставка в любой город РФ. Отгрузка техники в ТК выполняется в тот же день, когда средства поступят на счёт нашей компании.
Остались вопросы? Позвоните нашему менеджеру по номеру, который указан на сайте, и специалист предоставит вам подробную информацию позволяющую принять верное решение.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.

Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
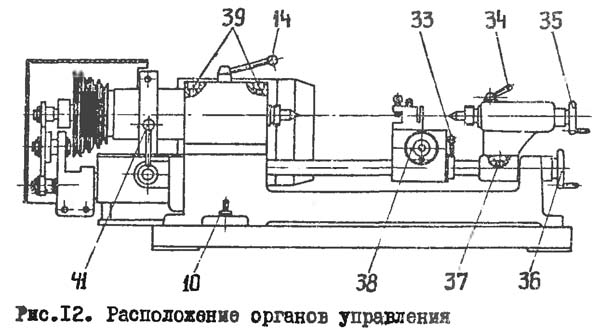
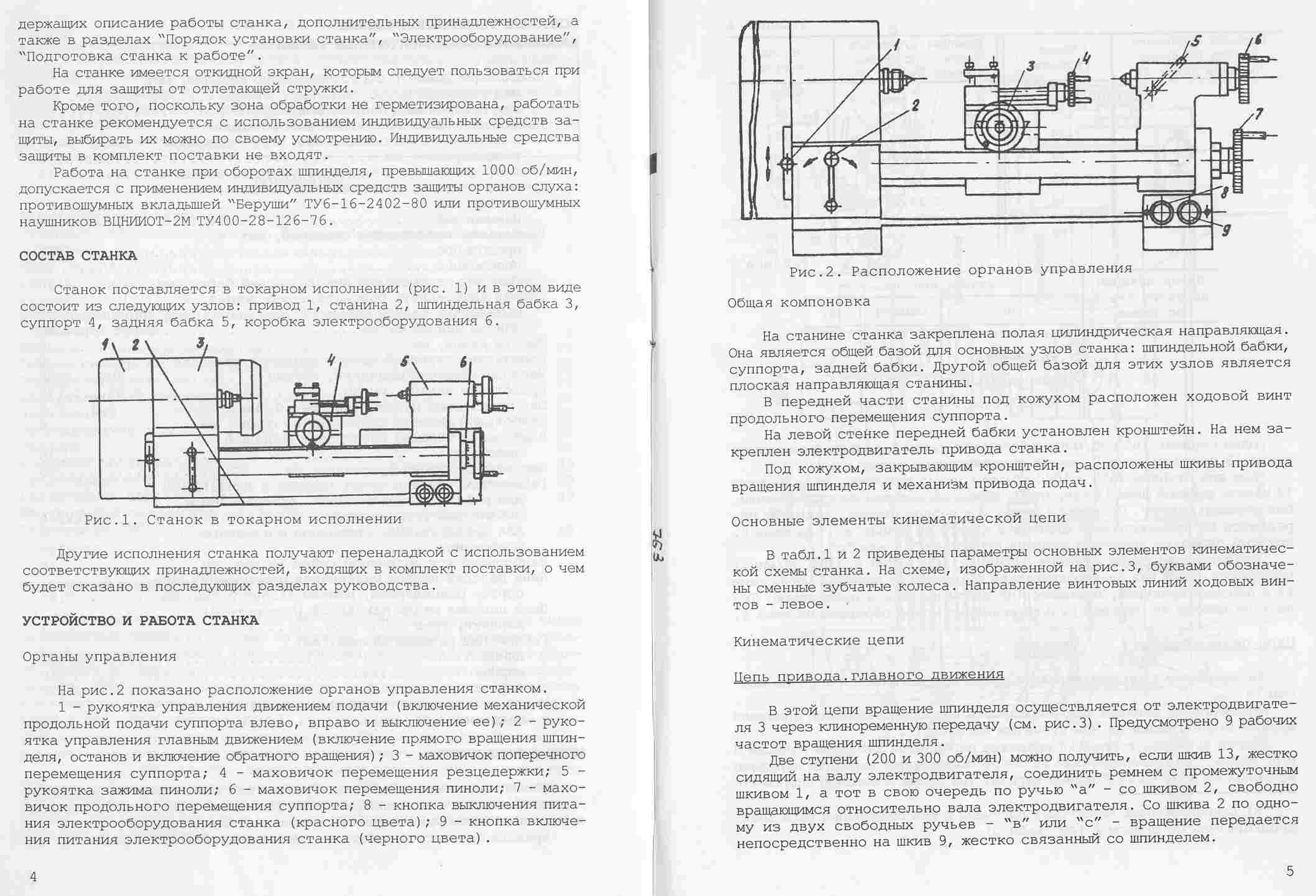
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
 Резцедержатель
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Технические характеристики станка Универсал-2
| Наименование параметра | Универсал | Универсал-2 | Универсал-3 | Универсал-3м |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 150 | 150 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 90 | 90 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 150 | 180 | 250 | 250 |
| Рекомендуемая глубина точения за один проход, мм | ||||
| Максимальная глубина точения за один проход, мм | ||||
| Максимальный размер державки резца, мм | 8 х 8 | 8 х 8 | 8 х 8 | 8 х 8 |
| Наибольший диаметр сверления по стали, мм | 6 | 6 | 6 | 6 |
| Передняя бабка. Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 10 | 15 | 15 |
| Присоединение патрона к шпинделю | М20 | М20 | М27х2 | М27х2 |
| Размер конуса шпинделя | Морзе №1 | Морзе №2 | Морзе №2 | Морзе №2 |
| Число ступеней частот прямого вращения шпинделя | 10 | 11 | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 160..2890 | 140..3000 | 200..3200 | 200..3200 |
| Диаметр токарного патрона, мм | 80 | 80 | 80 | 80 |
| Ход гильзы передней бабки, мм | 25 | 30 | — | — |
| Суппорт (поперечный ползун). Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 160 | 160 | 215 | 215 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее поперечное перемещение суппорта, мм | 55 | 60 | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | — | — | ||
| Цена деления шкалы поворота резцовых салазок, град | — | — | 1 | 1 |
| Пределы продольных рабочих подач суппорта, мм/об | — | 0,05..0,175 | 0,05..0,175 | 0,05..0,175 |
| Пределы шагов нарезаемых резьб метрических, мм | — | 0,2..2 | 0,2..2,5 | 0,2..2,5 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 20 | 20 | 30 | 30 |
| Конус задней бабки | Морзе 1 | Морзе 1 | Морзе 1 | Морзе 2 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц |
| Электродвигатель главного привода, Вт | 120 | 250 | 370 | 550 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 480 х 318 х 216 | 665 х 352 х 227 | 675 х 410 х 280 | 690 х 410 х 230 |
| Масса станка, кг | 26,5 | 38 | 60 | 62 |
Список литературы:
Настольный станок Универсал-2. Краткое описание, инструкция по эксплуатации, ЭНИМС, 1975
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Школьные токарные станки
- Заводы производители токарных станков
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Концы шпинделей токарных станков
- Токарные патроны. Разновидности, особенности выбора и эксплуатации
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
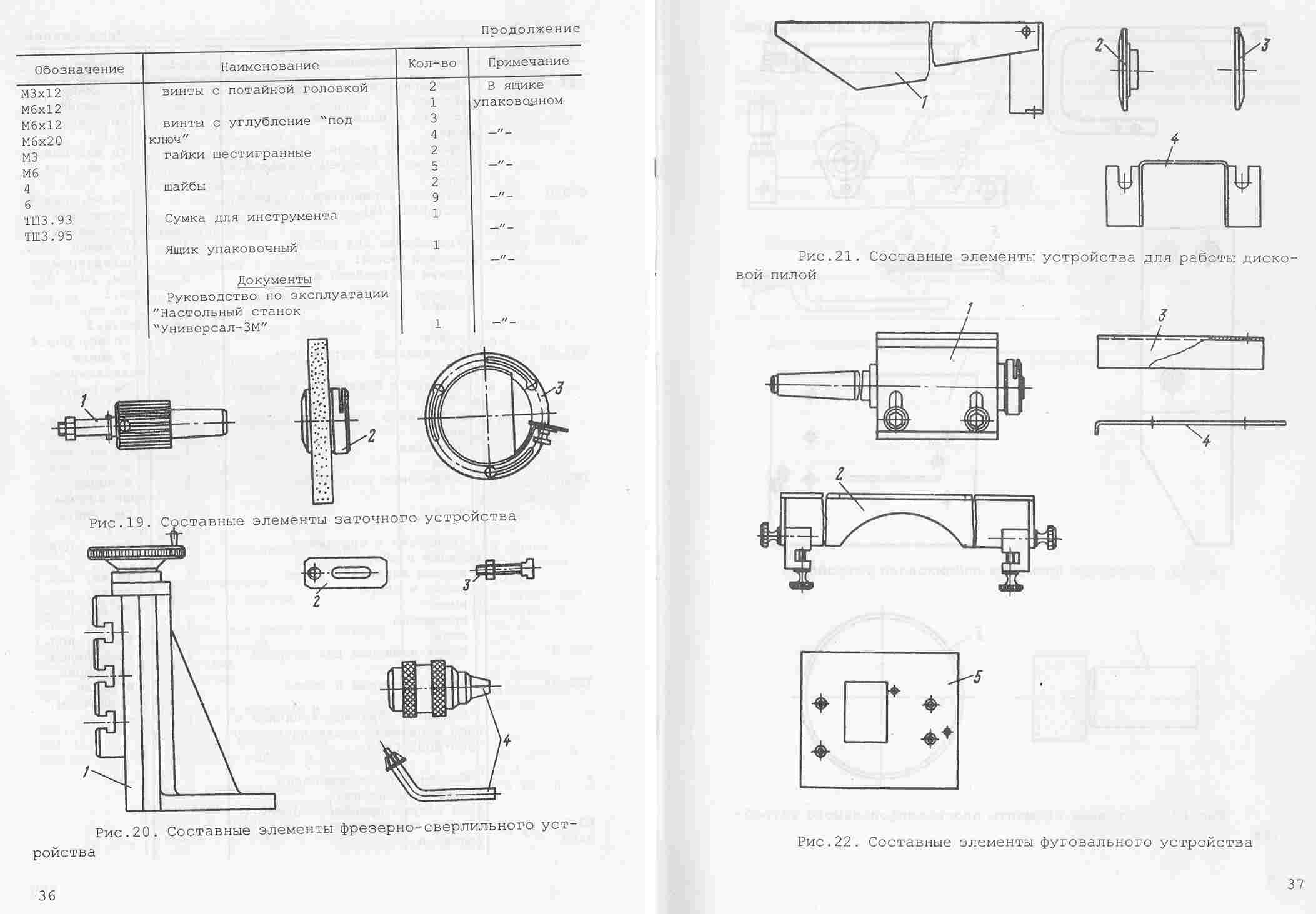
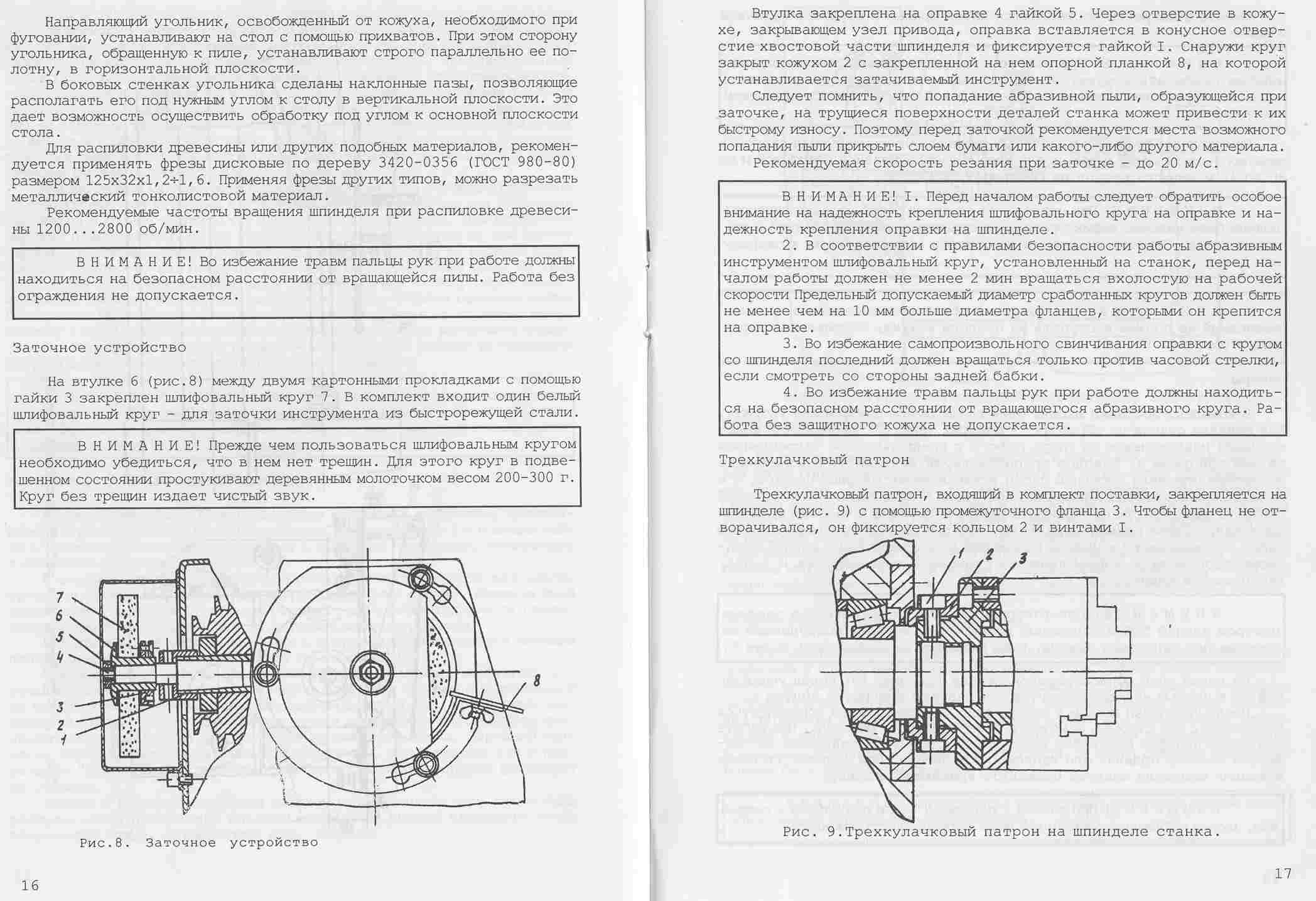
Стандартный комплект поставки
При покупке в стандартный комплект входят определенные принадлежности и инструменты. В некоторых случаях могут быть и дополнительные компоненты.
Принадлежности
В базовый набор входят следующие принадлежности для станка серии Универсал:
- трехкулачковый патрон в комплекте с фланцем и кольцом;
- несколько обратных кулачков и ключ к патрону;
- хвостовик к разновидности сверлильного патрона;
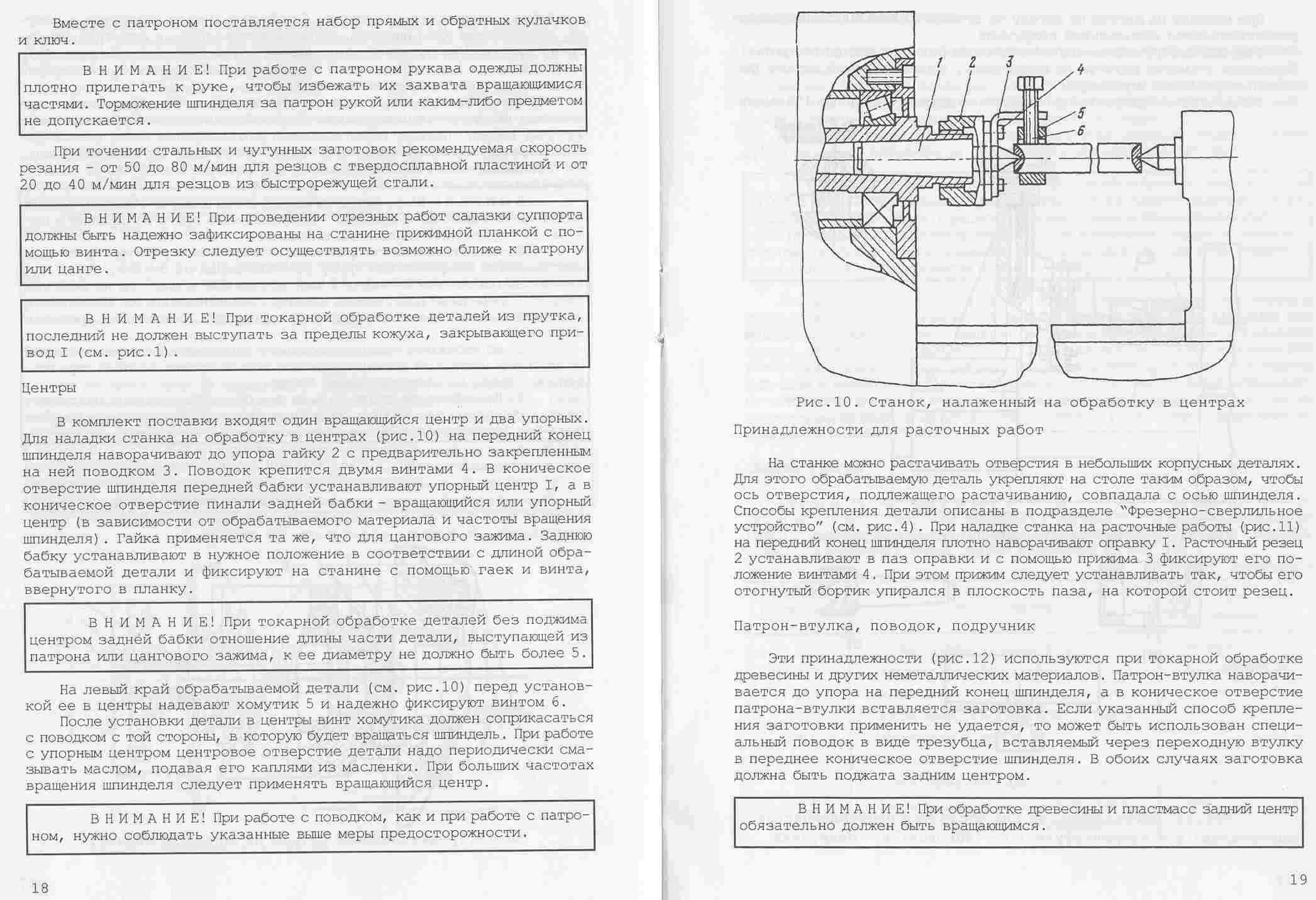
- 2 упорных центра и один вращающийся;
- оправка в сборе для выполнения расточки;
- цанга Ф6 и Ф8;
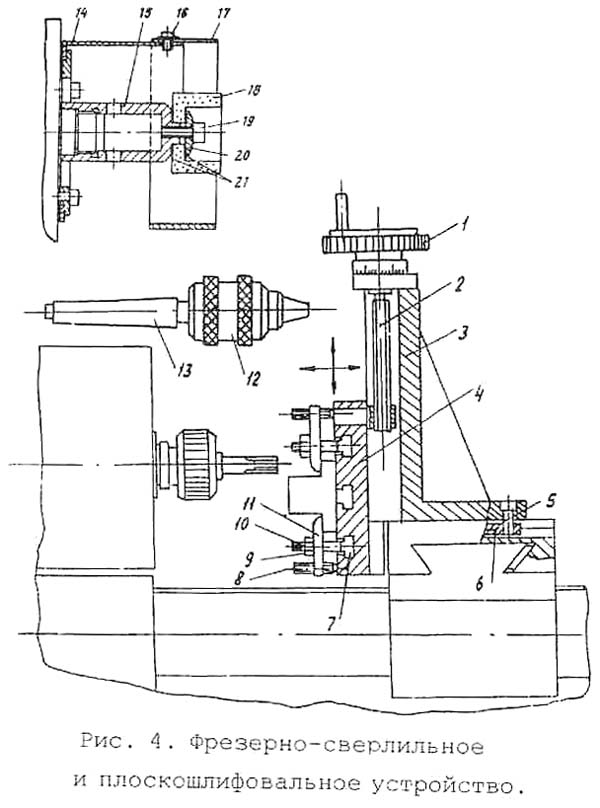
- плоскошлифовальное устройство;
- фрезерно-сверлильное приспособление;
- тиски;
- заточка;
- механизм для обработки деревянных конструкций;
- подручник;
- лобзик;
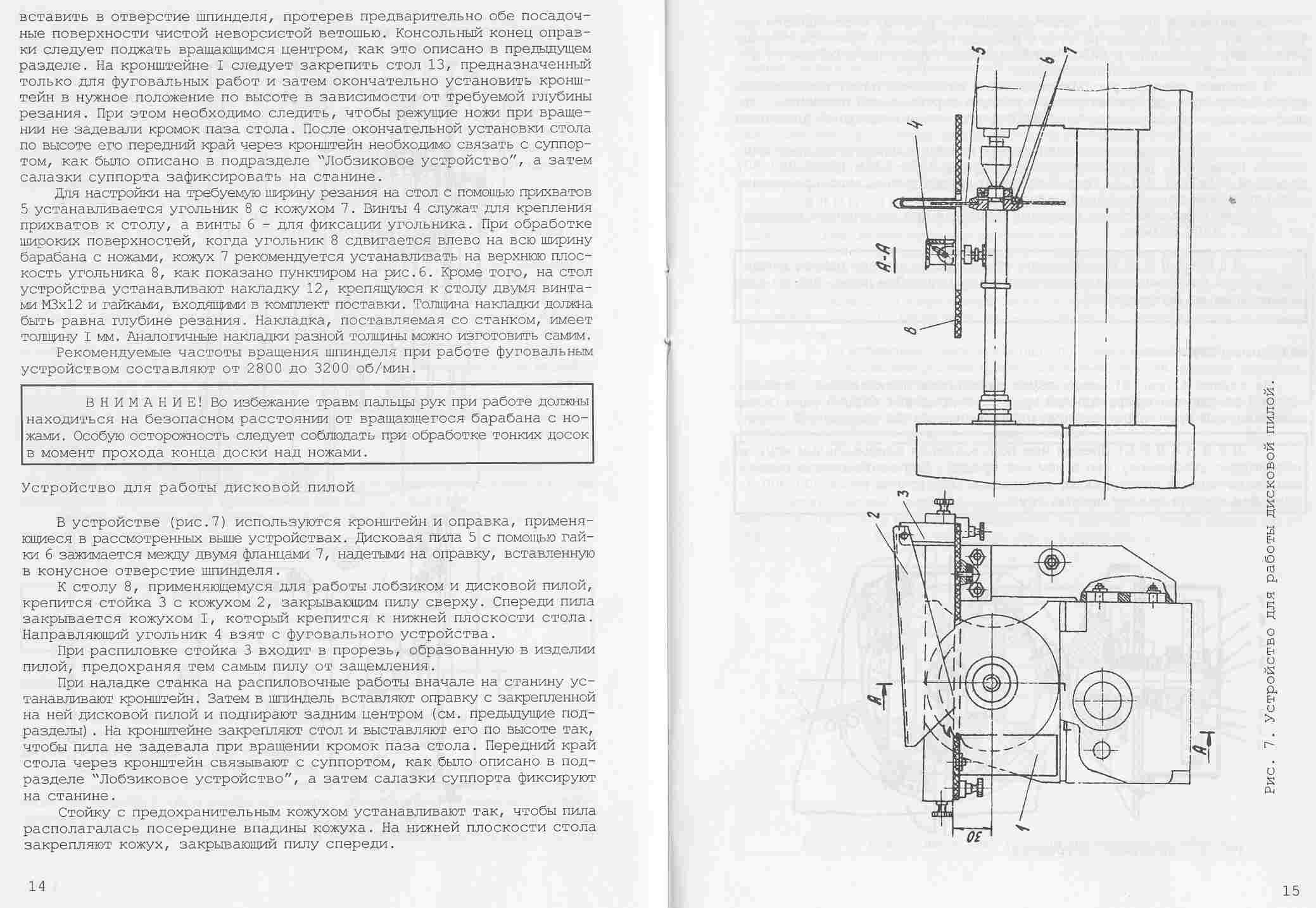
- механизм для работы с дисковой пилой;
- экран;
- полиэтиленовая масленка;
- кожух патрона.
Инструменты
Инструменты к станку в стандартной комплектации:
- один рожковый ключ;
- несколько торцевых ключей;
- 7812-0373 40ХФА Н12х1 S=4;
- 7812-0374 40ХФА Н12х1 S=5;
- 7812-0375 40ХФА Н12х1 S=6;
- ключ для квадрата;
- стамеска;
- для ключа S10х13 ручка;
- резцы нескольких видов: проходной правый, расточный, подрезной, обрезной, резьбовой наружный и внутренний;
- пила лобзиковая и дисковая;
- сверло спиральное;
- фреза концевая с цилиндрическим хвостовиком Ø6,0 ГОСТ 17025.
Это полный набор, которого вполне хватает, чтобы производить все основные работы.
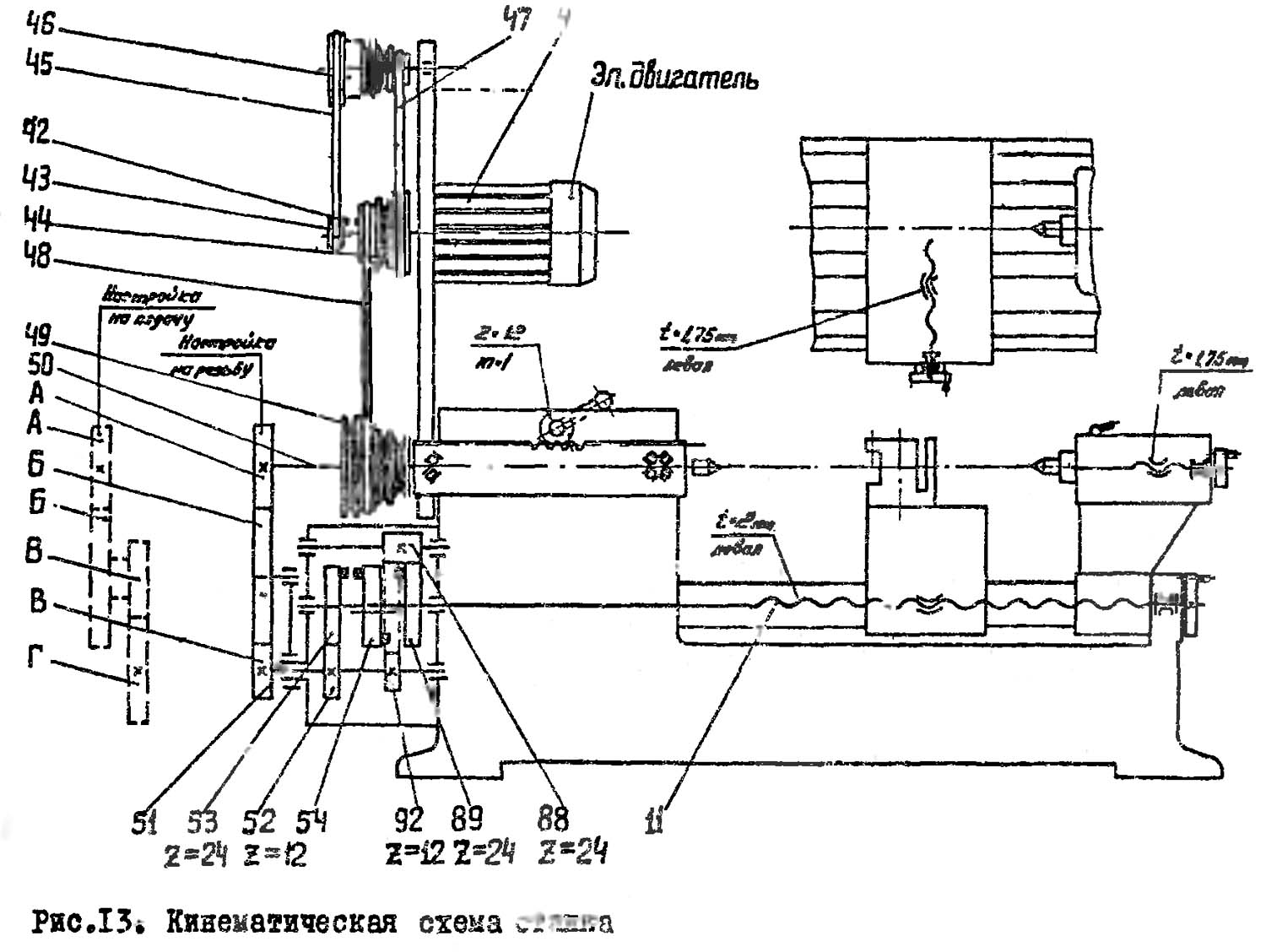
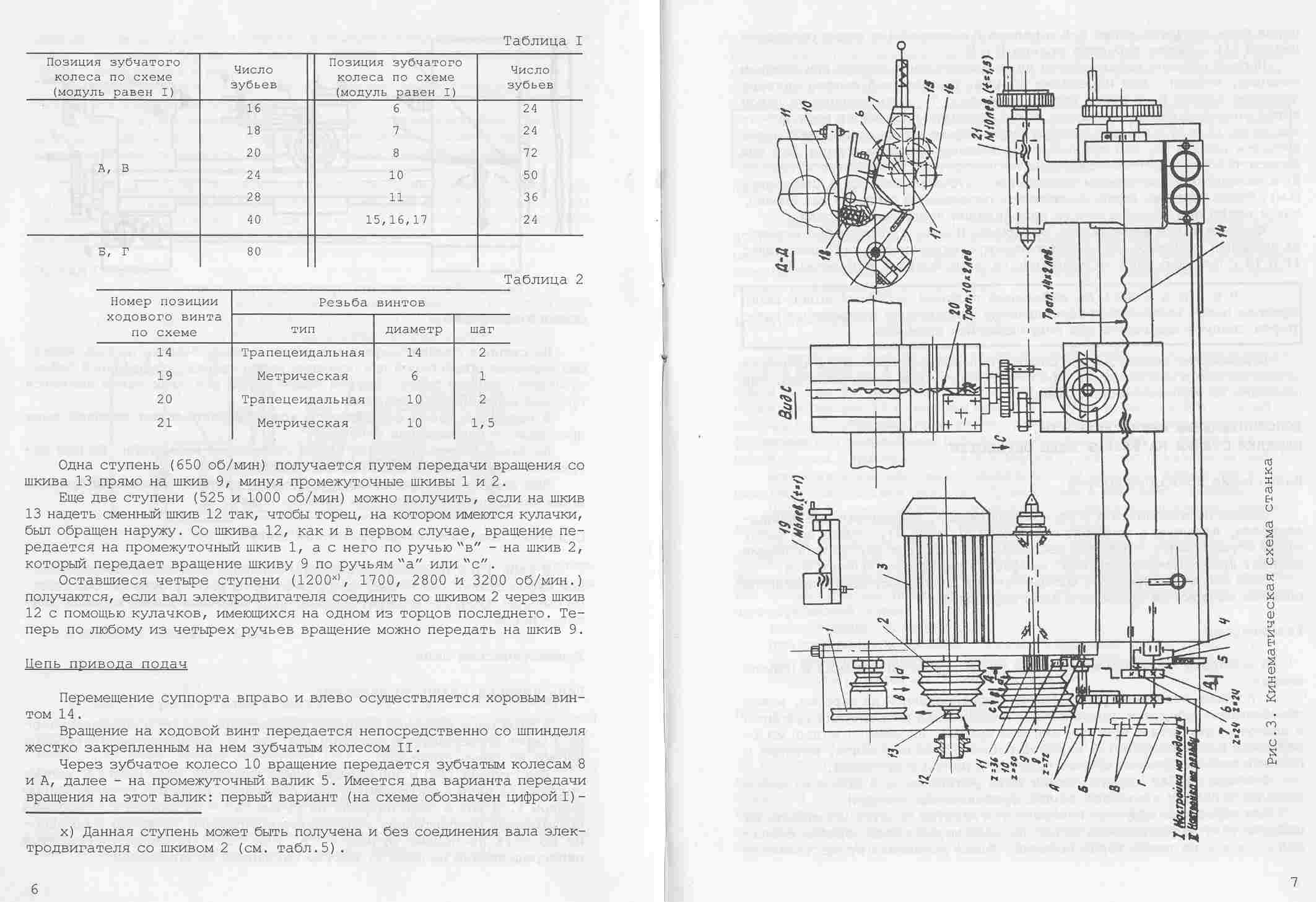
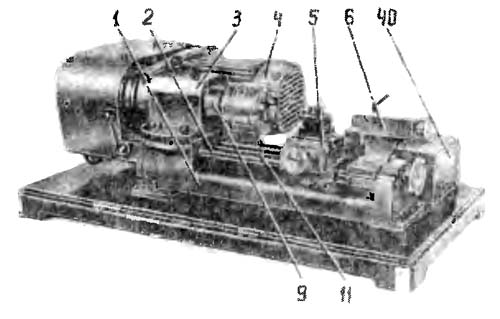
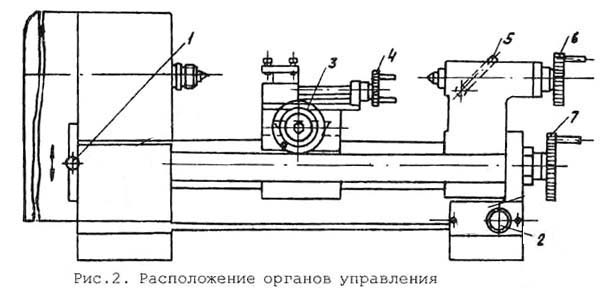
Описание кинематической схемы токарно-винторезного станка Универсал-3М
Цепь привода главного движения
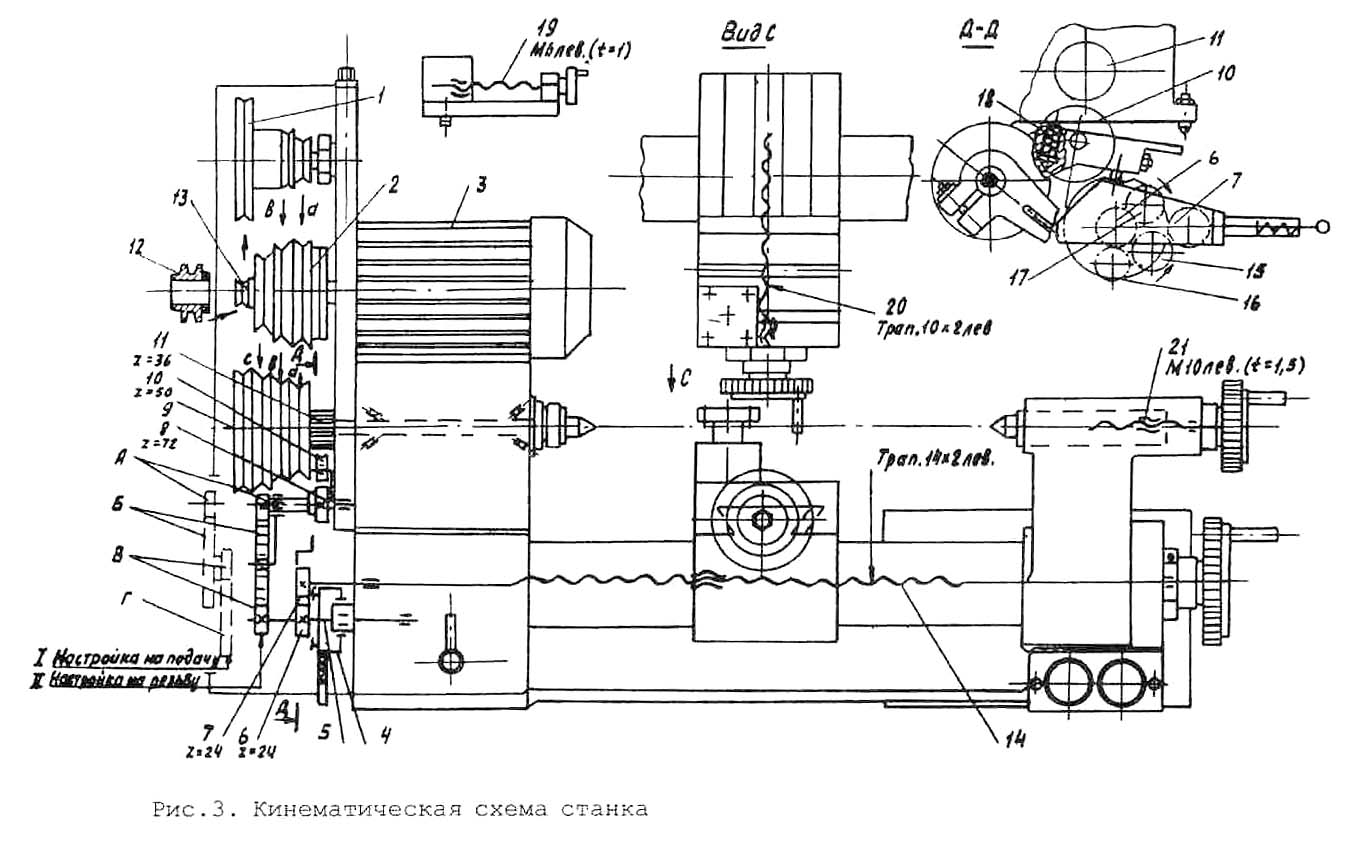
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью “а” – со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев – “в” или “с” – вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью “в” – на шкив 2, который передает вращение шкиву 9 по ручьям “а” или “с”.
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
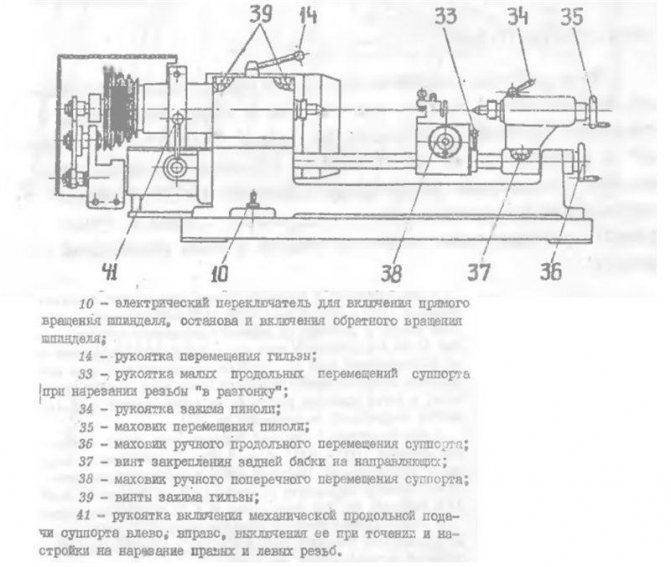
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее – на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) – через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй – при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 – и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.

ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
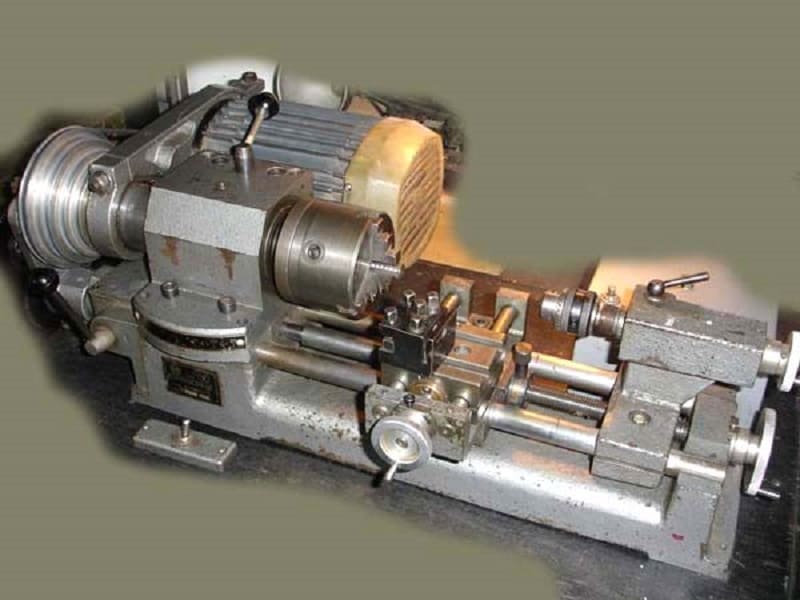
Устройство станка
Рассматривая настольный токарный станок Универсал 2 следует уделить внимание и его компоновке. Устройство состоит из следующих элементов:
- Станина выступает в качестве несущего элемента, который связывает все узлы между собой. Она изготавливается из чугуна, характеризуется высокой жесткостью. За счет этого обеспечивается точное позиционирование всех узлов относительно друг друга, а также гашения вибрации на момент обработки.
- К основанию привариваются круглые направляющие. Они требуются для перемещения основных узлов. В последней версии оборудования есть только одна направляющая, но она обеспечивает точное позиционирование узлов на момент перемещения.
- За исключением последней модели, на первой и второй передняя бабка выполнена в съемном виде, крепление осуществляется специальным болтами.
- На станине установлен электрический двигатель. В качестве привода применяется ременная передача ступенчатого типа. Стоит учитывать, что электрическая схема токарного станка Универсал 2 достаточно проста, электродвигатель комплектно с приводом может быть снят с устройства.
- Крестовый суппорт представлен кареткой, продольными ипоперечными салазками. Этот узел фиксирует инструмент в требуемом положении на момент обработки. Крестовый суппорт характеризуется высокой универсальностью в применении, подходит для закрепления инструмента с прямоугольной державкой. Инструмент может быть смещен относительно заготовки на определенный угол при необходимости.
- Рассматриваемый токарный станок Универсал 3 также имеет заднюю бабку, которая требуется для закрепления заготовки в требующемся положении. В большинстве случаев в ней закрепляется центр для поддержки заготовки при ее большой длине.
- Сменные шестерни гитары скоростей предназначены для организации привода подачи суппорта. Подбираются они при нарезании резьбы с различными параметрами. Гитара представлена сочетанием четырех или трех сменных зубчатых колес с клеммовыми зажимами. Также имеется инструкция по наладке устройства для получения требуемой резьбы.
- Количество оборотов на выходе изменяется ременной передачей. Подобный элемент также исключает вероятность перегрева двигателя в случае заклинивания шпинделя.
- Электрический блок управления.
- Продольный ходовой винт. Он предназначен для обеспечения передвижения каретки вдоль обрабатываемой детали.
- Также имеется стойка, которая при необходимости может монтироваться при проведении сверлильных работ.
- Рукоятки и другие элементы управления. Для того чтобы обеспечить требуемую точность управления устанавливаются штурвалы, рукоятки. Управлять электрической частью можно при помощи различных клавиш.
- Цанговый зажим для закрепления фрез и сверл. Рассматриваемая модель может применяться для проведения различных фрезеровальных работ, для чего устанавливается соответствующая оснастка и инструмент. Однако, количество проводимых фрезерных операций существенно ограничено.
- Стол прямоугольный.
Расположение достаточно большого количества различных узлов на небольшой станине определяет то, что Универсал может применяться для проведения самых различных работ. Компоновка у Универсала классическая, за счет чего проблем с наладкой и установкой заготовки не возникает.
Особенности компоновки определяют также то, какие именно виды работ могут проводиться на токарном станке. Перечень операций выглядит следующим образом:
- Токарные работы, черновые и чистовые.
- Шлифование и сверление.
- Обработка заготовки лобзиком или круглой пилой.
- Фугование в случае установки деревянных заготовок.
- Операции заточного типа.
Скачать паспорт (инструкцию по эксплуатации) токарного станка Универсал 3
Важным моментом назовем то, что провести переналадку оборудования для сверлильных работ достаточно просто, для этого достаточно открепить монтажные винты. После этого проводится установка вертикальной опоры, которая применяется для монтирования электрического привода с остальными необходимыми компонентами.





