

Описание конструкции токарного станка 1Н65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески. Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: а = 42, b = c = l26.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.

После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
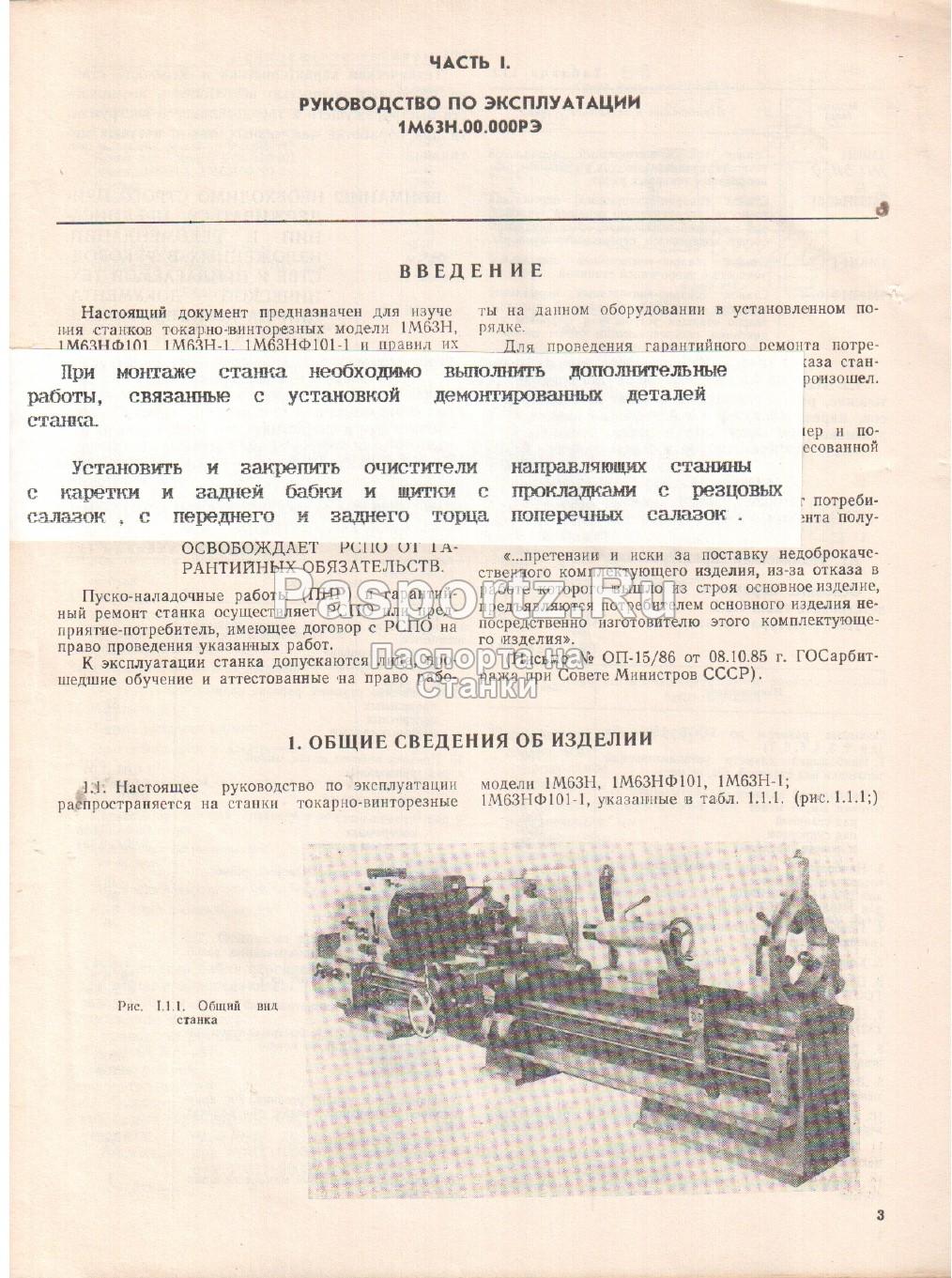
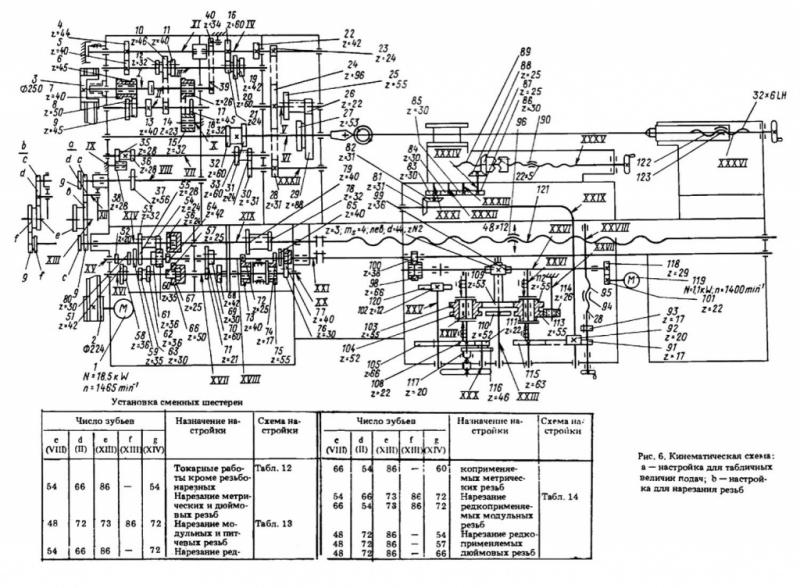
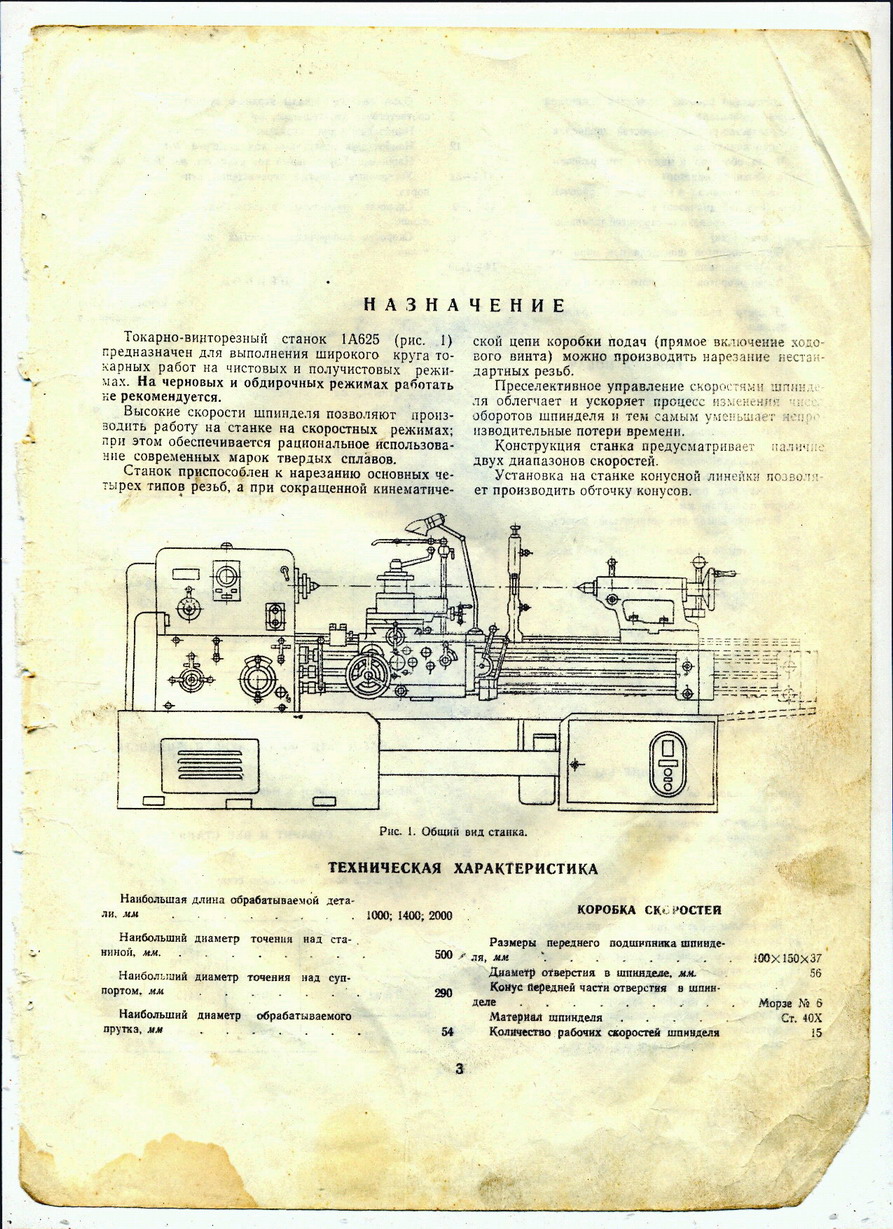
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Характеристики станка
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
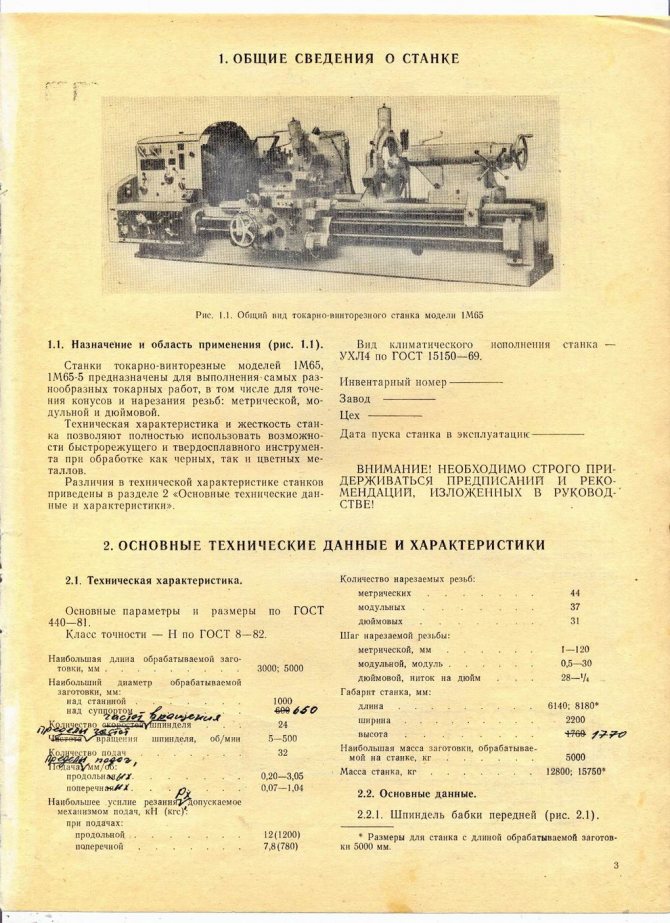
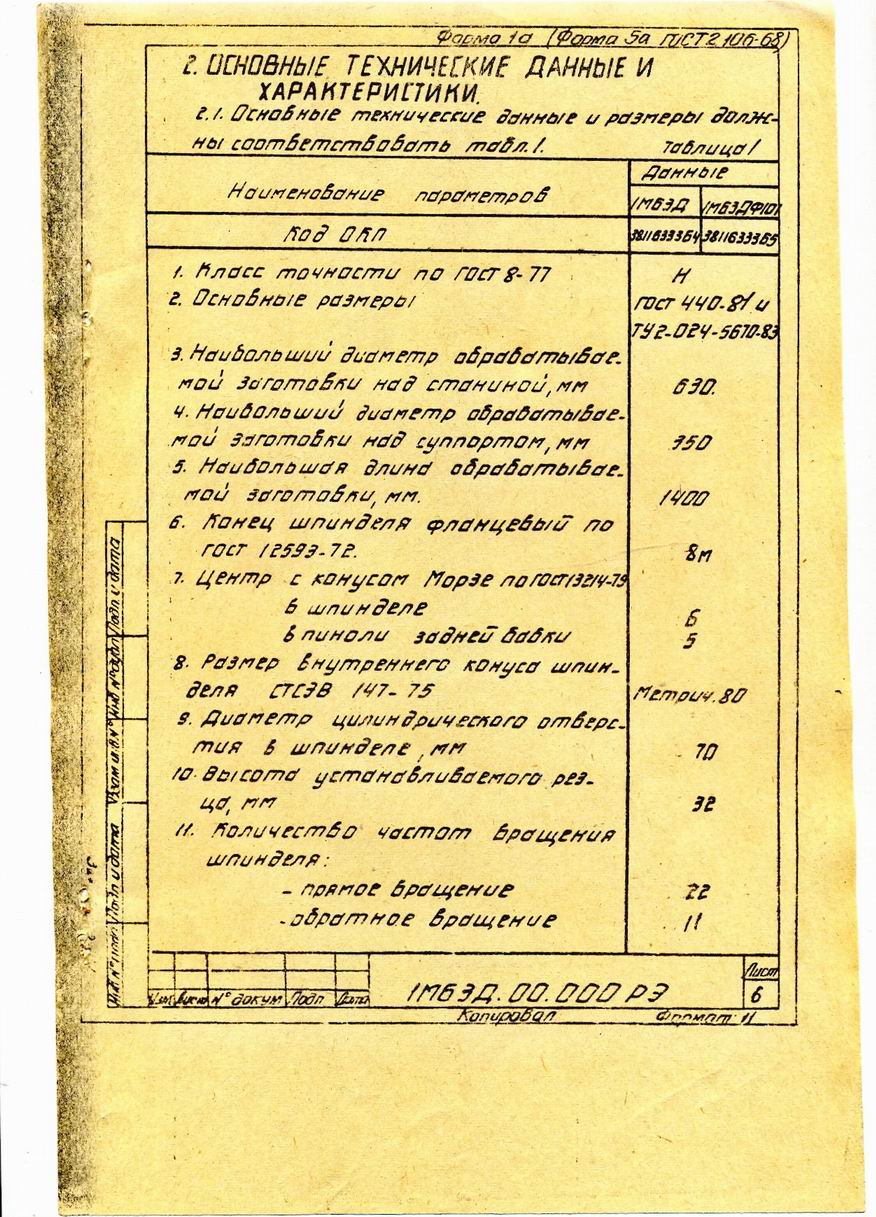
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
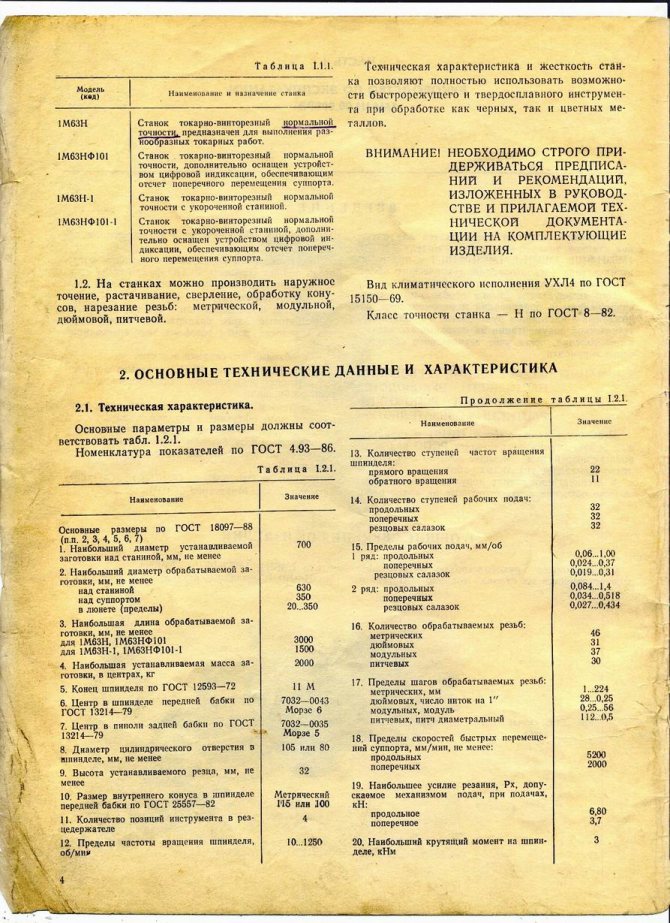
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
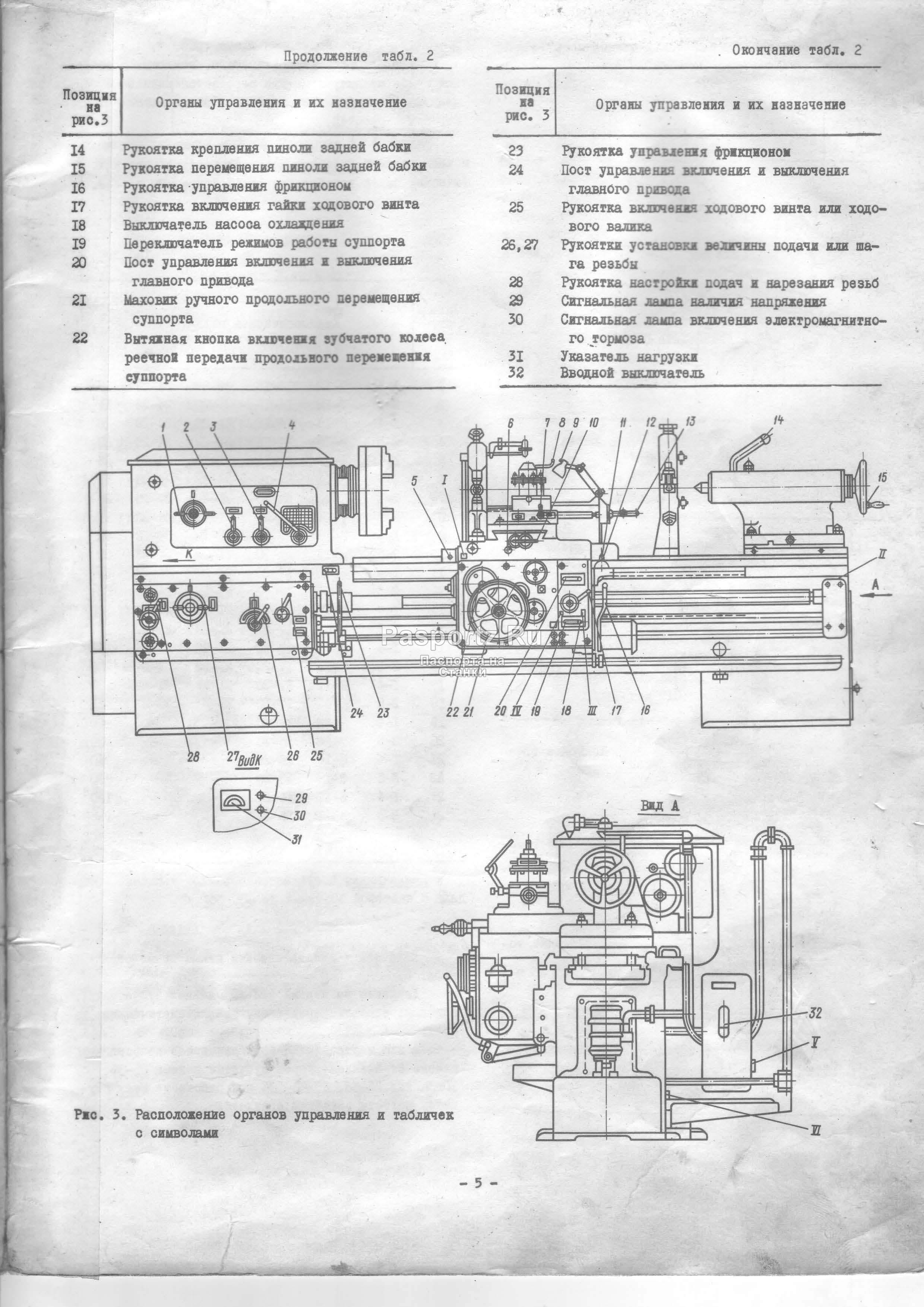
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Это интересно: Токарно-револьверный станок 1341 — технические характеристики, паспорт
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Общие сведения
С внедрением модели 1М63 на крупных производствах заготовок были повышены стандарты качества обработки металлов и цветных сплавов. Каждая деталь, изготовленная на новом оборудовании, обладала повышенной долговечностью, точностью изгибов. Погрешность каждой операции сводилась к минимальным значениям.
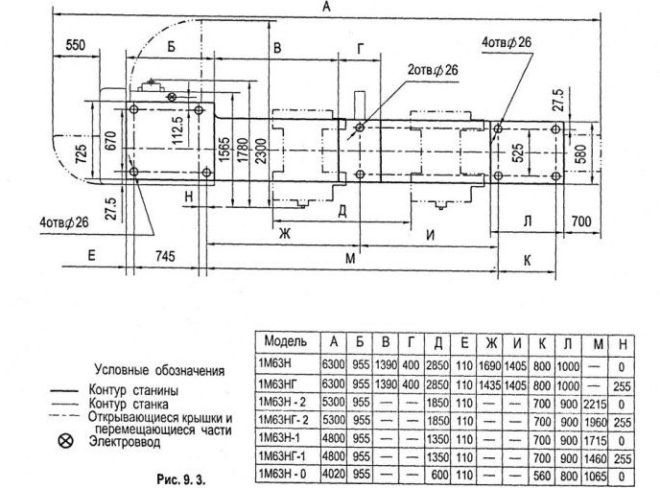
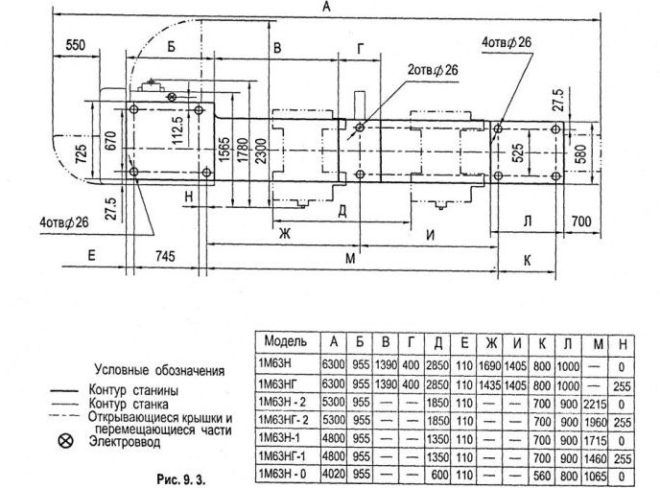
Установочный чертеж токарного станка
Новый станок 1М63 стал лидером по важнейшим показателям безопасности операций, удобству работы, максимальной производительности. Предназначался он для производственных мощностей и больших нагрузок, но также подходил для индивидуального использования в частных мастерских.
Агрегат способен нарезать и растачивать любую разновидность резьбы на заготовках любого размера. На станке легко обтачивать поверхности металла, цилиндрической формы, обтачивать конусные фасоны, обрезать отверстия, накатывать сетчатое рифление.
Примечательной особенностью оборудования считается значительно увеличенная жесткость главной станины станка. При грамотной настройке шпинделя, рациональному выставлению каретки точность выполнения каждой операции стремиться к максимальной, а надежность результата поражает собственными показателями.
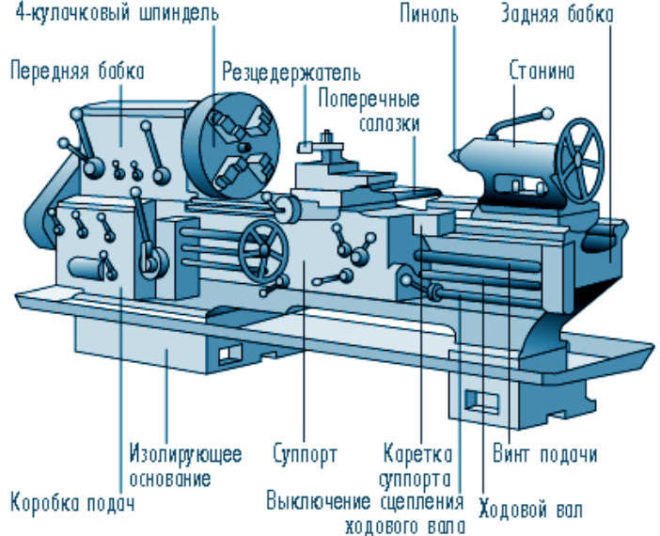
Конструкция токарного станка
Конструктивные особенности

Внешний вид
Для анализа эксплуатационных возможностей оборудования сначала рекомендуется изучить паспорт. Там же указываются основные техники параметры. Главными качествами станка 1М63, предназначенного для токарной обработки, являются надежности и высокая точность выполнения операций.
Это стало возможным благодаря повышенной жесткости станины, широкому диапазону настроек каретки и настроек шпиндельной бабки. Станок предназначен для выполнения всех типов токарных работ, в том числе – формированию резьбы нескольких типов. При этом можно использовать различные резцы.
В конструкции суппорт имеет механическую подачу, что позволяет выполнять обработку длинных конусов. Кроме этого, можно отметить следующие особенности конструкции станка, подробно описанные в паспорте оборудования:
- быстрое перемещение суппорта в поперечном и продольном направлении. Для осуществления этих манипуляций в конструкции имеется электродвигатель;
- ступенчатый механизм главного движения. Это осуществляется с помощью коробки скоростей, переключение передач в которой осуществляется путем изменения порядка сцепления определенной пары шестерен;
- многофункциональность коробки скоростей. В ней есть механизмы, позволяющие реверсировать движение суппорта. Дополнительно они увеличивают шаг нарезаемой резьбы.
Станок 1М63 имеет фартук закрытого типа со встроенной системой смазки. Она включает в себя плунжерный насос и распределитель масла. Указатель уровня масла регистрирует текущее состояние процесса, его фактические характеристики



Это важно при ускоренном режиме смещения суппорта
Устройство станка
Установлен на левом конце рабочей основы устройства и представляет коробку скоростей. Главный рабочий вал расположен на двух опорах: передняя – подшипник с двумя рядами конических роликов; задняя – подшипник с одним рядом конических роликов и пружинами.
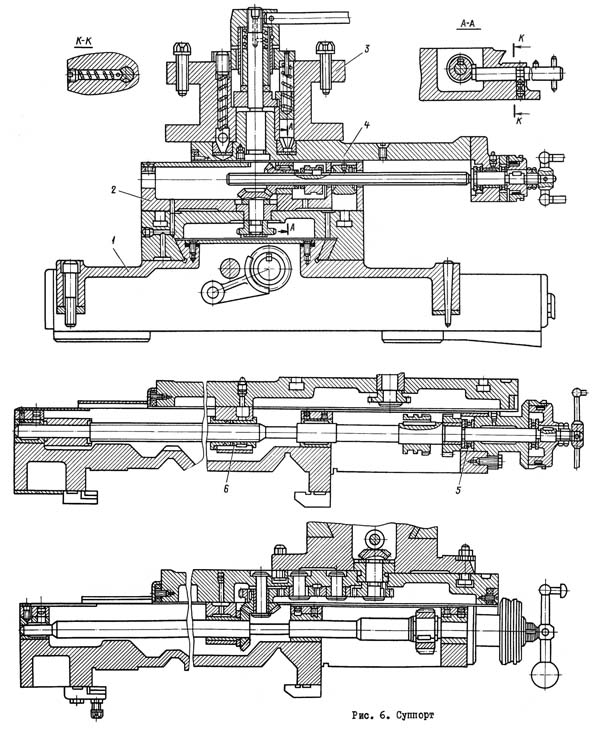
Суппорт
Крестовая конструкция, передвигающаяся в осевом и перпендикулярном направлении. Передвижение осуществляется механическим или ручным способом. Резцедержатель снабжен механизмом, обеспечивающим его ускоренное перемещение.
Задний узел
Установлен на направляющих рабочей основы устройства, передвигается на четырех подшипниках и фиксируется на направляющих двумя планками и четырьмя болтами. Перпендикулярное смещение узла осуществляется двумя винтами и одной гайки, встроенных в мостик.
Видео: токарная работа на станке 1М63
Republished by Blog Post Promoter
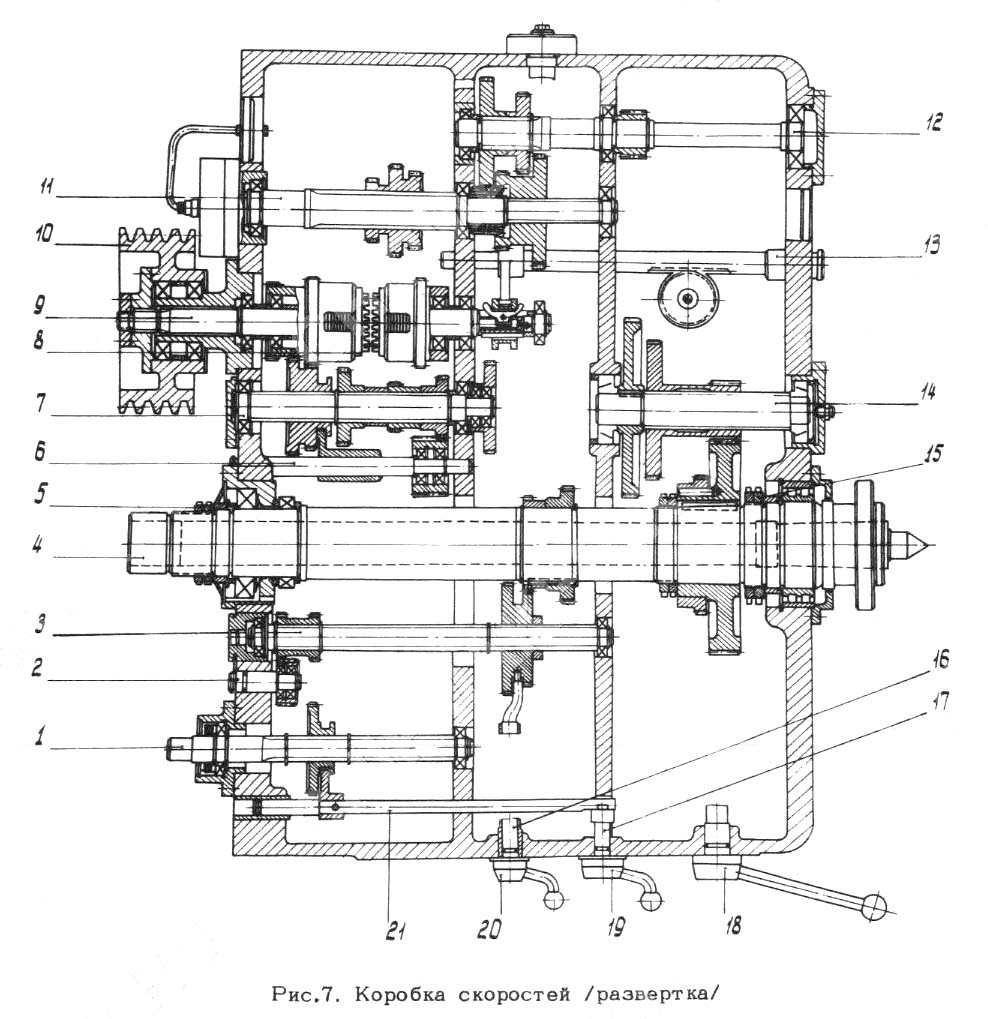
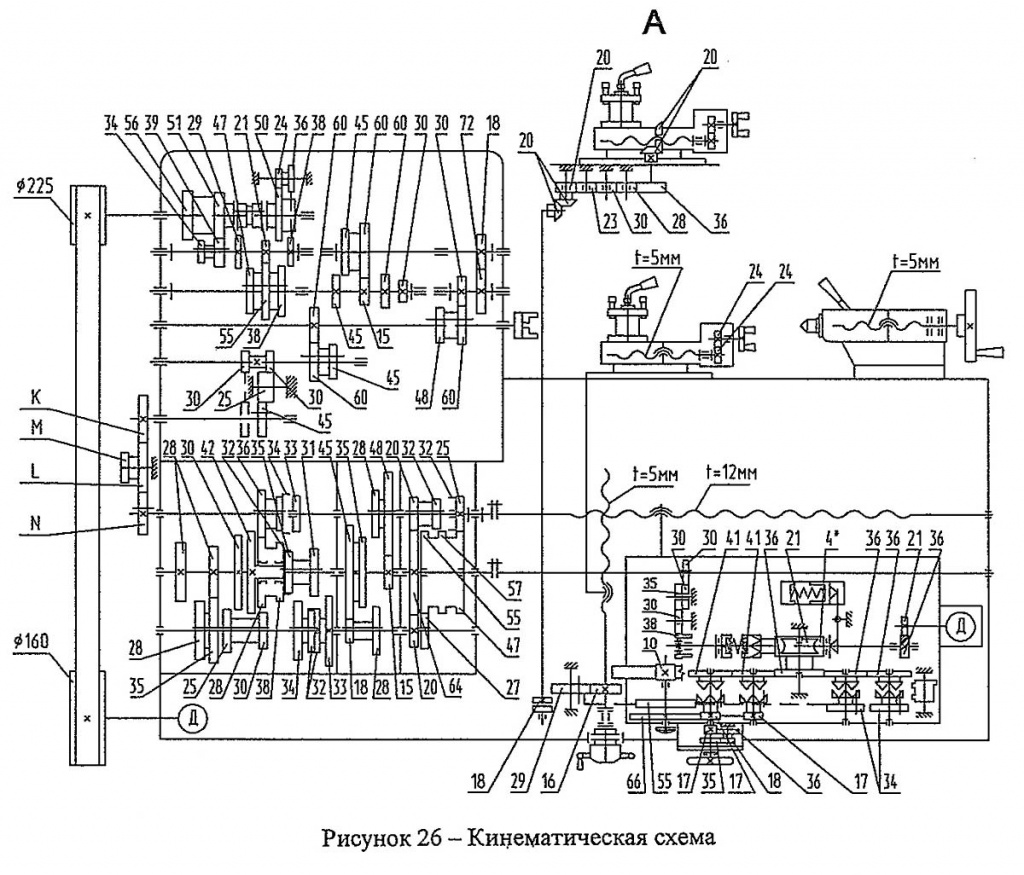
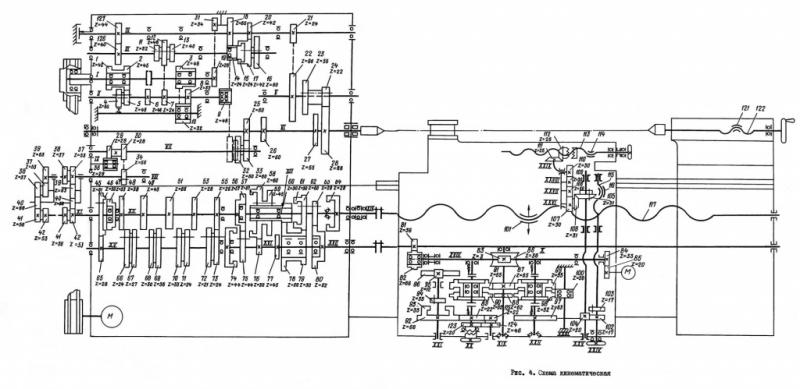
Коробки скоростей и подачи
Коробка скоростей находится в левой части основы устройства. На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
Частоты механизмов основного вала выбираются при помощи зубчатых колес, изготовленных из высококачественной стали, прошедшей термообработку. Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Коробка подач имеет двухосную компоновку, за счет чего повышается эффективность ее работы. Ее регулировка осуществляется при помощи рукояток-переключателей и шестерней. Только при включении шпинделя напрямую, с использованием отдельного комплекта шестерней, разрешается нарезать специальные, отличающиеся особой точностью, резьбы.
Подача вращения из коробки скоростей на вал подач осуществляется посредством гитары. Комбинируя сменные шестерни можно настраивать установку на нарезку разных резьб.
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
Технические характеристики универсального токарного станка 1м63м
| Наименование параметра | 1м63 | 1м63д | 1м63м |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 325 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 10..1250 (22) | 10..1250 (22) | 12,5..1600 (22) |
| Частота обратного вращения шпинделя, об/мин (число ступеней) | 18..1800 (11) | 18..1800 (11) | 22,4..2240 (11) |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы шагов метрических резьб, мм (число ступеней) | 1..192 (56) | 1..224 | 1..224 (46) |
| Пределы шагов дюймовых резьб, ниток/дюйм (число ступеней) | 24..0,25 (33) | 56..0,25 | 28..0,25 (31) |
| Пределы шагов модульных резьб, модуль (число ступеней) | 0,5..48(55) | 0,5..112 | 0,25..56 (37) |
| Пределы шагов питчевых резьб, питч диаметральный (число ступеней) | 96..7/8 (52) | 112..0,5 | 112..0,5 (30) |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Основные сведения
Новый станок, заменивший 163-ю модель, превзошел ее по всем самым важным показателям, от удобства и безопасности до надежности и производительности. Его появление дало возможность работать с любыми металлами на абсолютно новом качественном уровне.
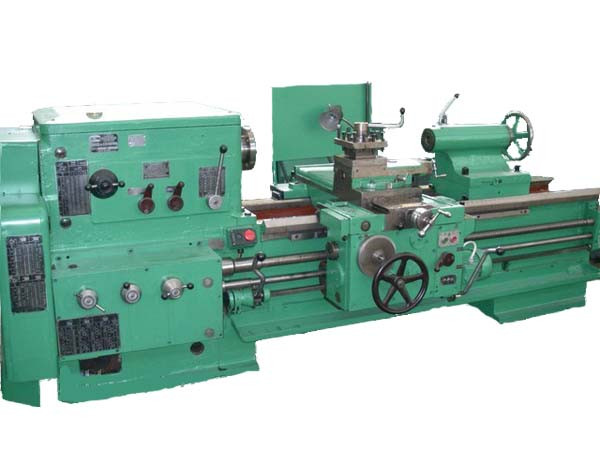
Модель 1М63 из семейства популярнейших агрегатов на просторах СССР и странах СНГ способен выполнять токарные работы в индивидуальном производстве и в производстве мелких серий по заготовкам различных размеров. Основным его предназначением считается нарезка и расточка разновидных резьб. Помимо этого, на нем выполняется обточка внешних и внутренних поверхностей деталей, имеющих форму цилиндра или конуса, обточка конусных фасонов, обрезка, зенкеровка отверстий, накатка сетчатого рифления.
Чем же так примечателен данный станок? В первую очередь, это станина повышенной жесткости. Эта особенность, в сочетании с настройками шпинделя и каретки, позволяет выполнять работы с высокой точностью, а также обеспечивают высокую надежность.
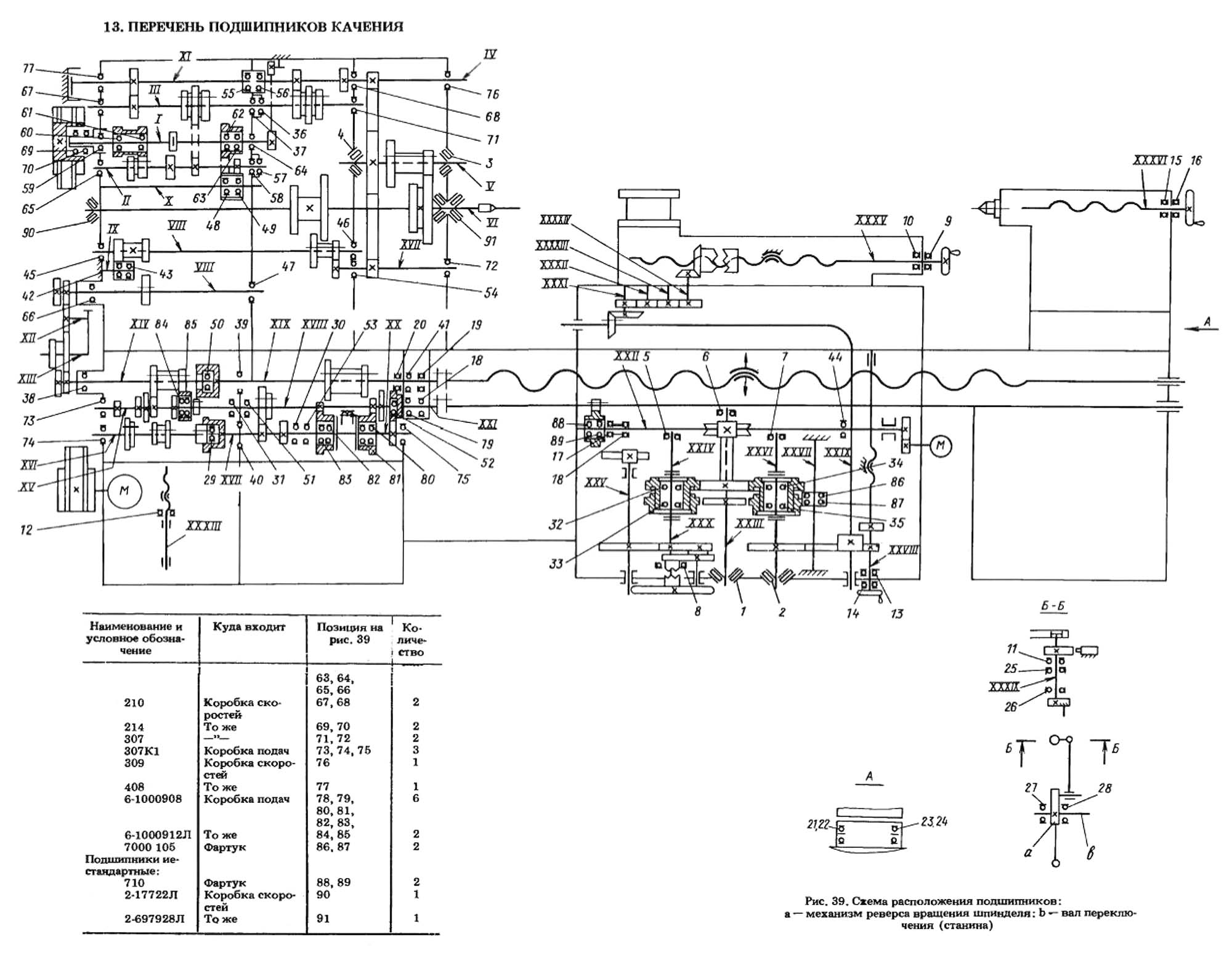
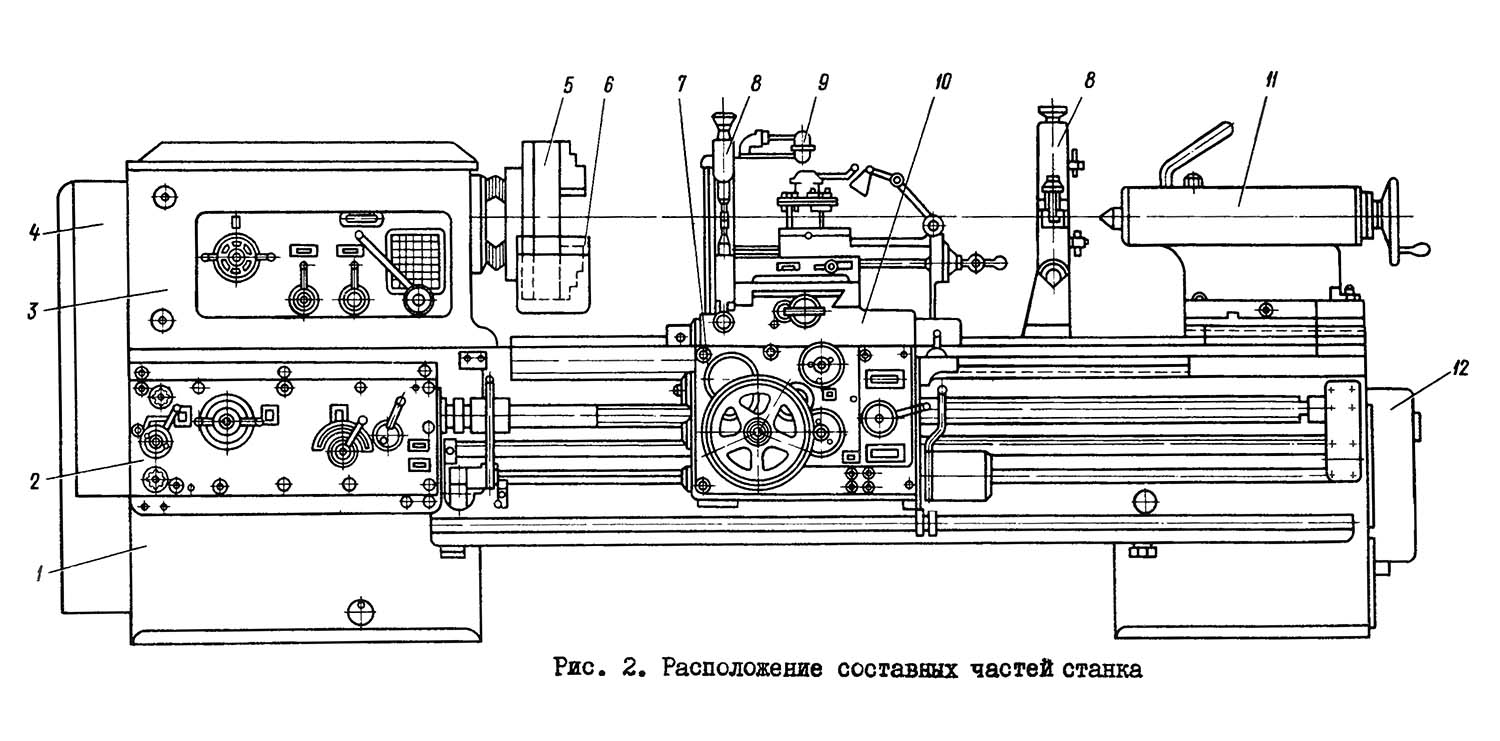
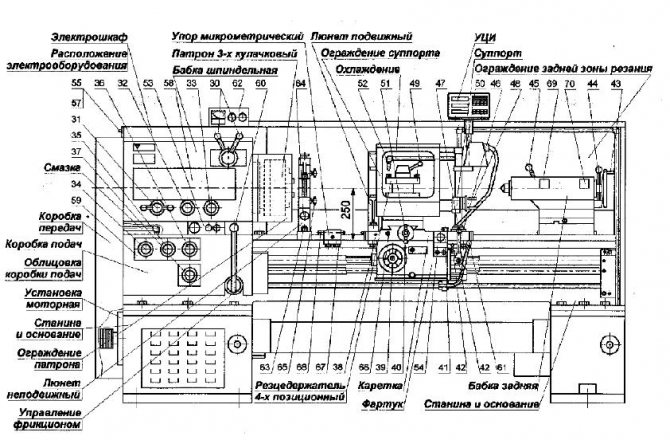
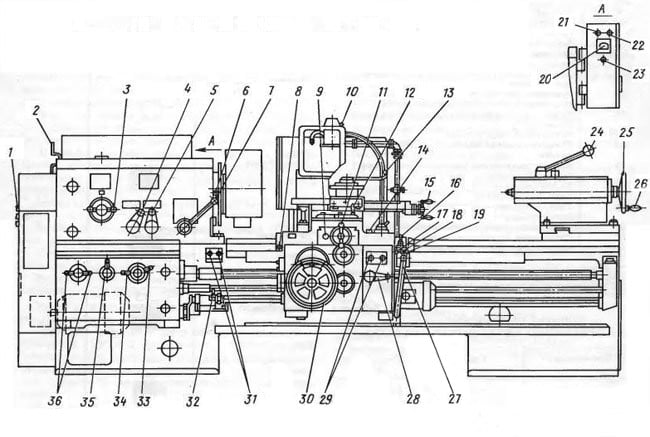
Далее представлен схематический рисунок, с помощью которого можно ознакомиться с устройством основных составляющих элементов токарного агрегата:
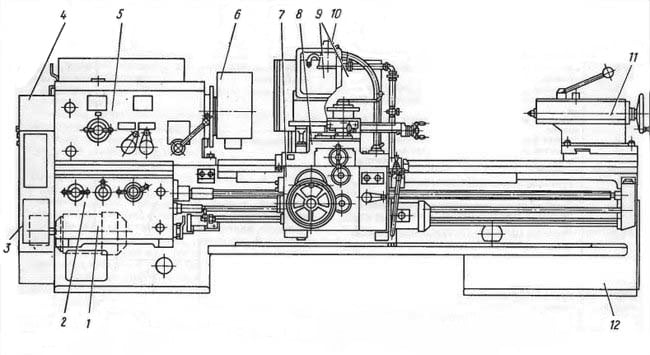
Схематический рисунок станка 1м63
- Двигатель;
- Коробка подач;
- Защитный кожух;
- Сменные шестерни;
- Передняя бабка;
- Ограждение патрона;
- Фартук;
- Суппорт;
- Ограждение;
- Электрооборудование;
- Задняя бабка;
- Станина.
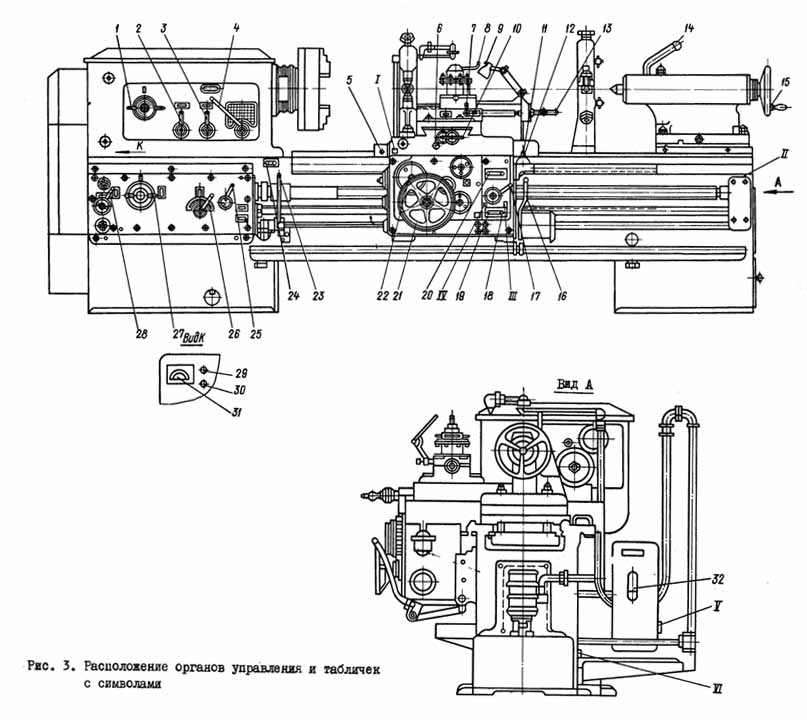
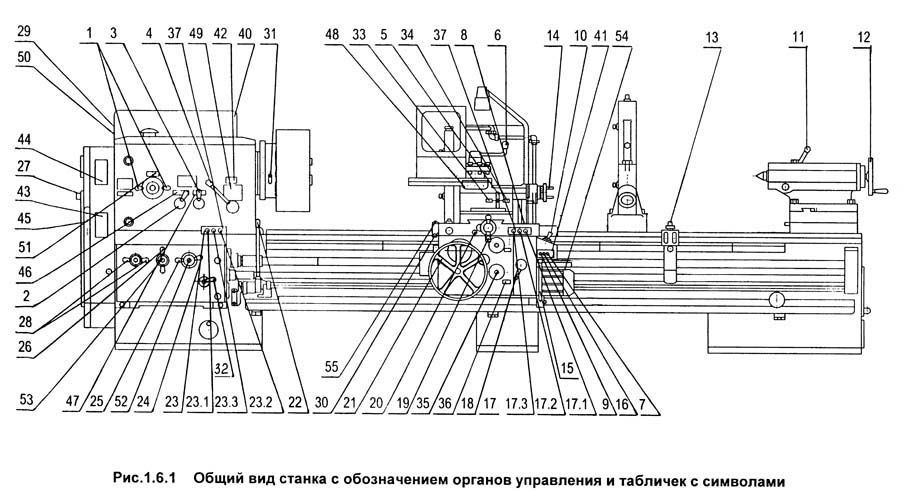
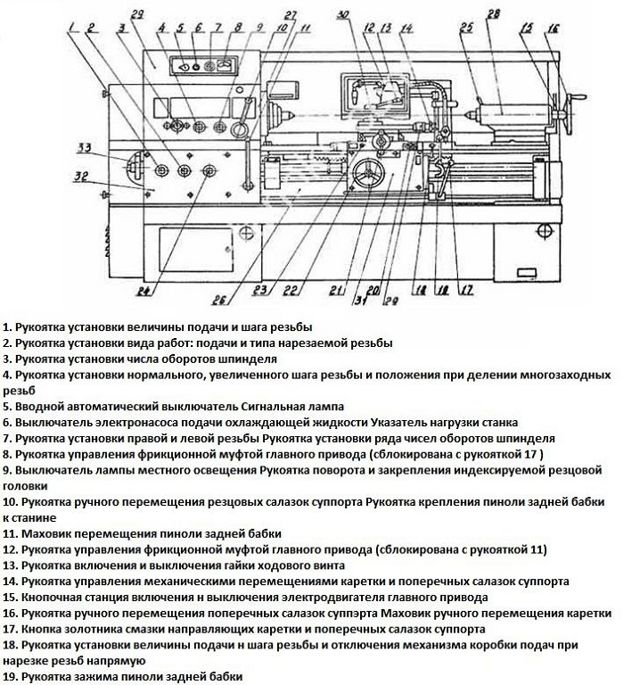
На следующем схематическом рисунке отображены настраивающие и управляющие станком средства:
Схематический рисунок: управляющие станком.
- Валовый квадрат;
- Выключатель вводной;
- Рукоять частотной настройки шпиндельного вращения;
- Устанавливающая шаг и цену деления резьбы ручка;
- Устанавливающая величину подачи и нарезку резьб ручка;
- Включающая ограждение патрона кнопка;
- Рукоять частотной настойки шпиндельного вращения;
- Запуск смазывающего насоса;
- Запуск поперечной подачи;
- Подача света;
- Рукоять для поперечной подачи суппорта в ручном режиме;
- Запуск механического поперечного перемещения суппорта;
- Ручка, закрепляющая и поворачивающая резцедержатель;
- Сжимающая и разжимающая крепление каретки головка;
- Ручное движение верхнего суппорта в поперечном направлении;
- Запуск суппорта и его быстрого хода;
- Включение заточки конусных и цилиндрических заготовок;
- Запуск насоса для подачи смазочно-охлаждающих жидкостей;
- Регулировка подач дистанционного управления;
- Указатель нагрузки;
- Лампа, сигнализирующая о работе электромагнитного тормоза;
- Датчик наличия напряжения;
- Аварийный датчик;
- Закрепляющая пиноль задней бабки ручка;
- Маховик, отвечающий за осевое движение пиноли;
- Рукоять маховика;
- Управление фрикционом;
- Механизм, подключающий гайку ходового винта;
- Кнопки пуска и глушения основного двигателя;
- Маховик, управляющий движением суппорта по направляющим;
- Кнопки пуска и глушения основного двигателя;
- Управление фрикционом;
- Шаговая наладка резьбы;
- Корректировка шага резьбы;
- Настройка вида резьбы;
- Подбор шага для нарезки резьбы.
Благодаря конструктивной жесткости элементов, а также и техническим особенностям агрегата в сочетании с использованием твердосплавных резцов для быстрой резки, даже на повышенных скоростях можно эксплуатировать оборудование на пределе его возможностей, обрабатывая различные металлы. Мощность двигателя и достаточное количество скоростей шпинделя сохраняют высокий уровень эффективности при обработке любого металла.
Механическое передвижение верхней части суппорта дает возможность точить и короткие, и длинные конусные детали. Сменные шестерни гитары позволяют настроить нужный шаг резьбы, а зубчатыми колесами устанавливается величина подачи. Силами специального двигателя осуществляется быстрое продольное и поперечное передвижение суппорта.
Многофункциональный механизм 22-ступенчатой коробки скоростей дает возможность реверсивного движения суппорта. К тому же, он позволяет увеличить шаг резьбы. Стоит также упомянуть и про механизм, тормозящий шпиндель. Для его активации на пульте управления есть соответствующая кнопка.
Встроенная в закрытый фартук система смазки представляет собой распределитель масла и специальный насос, оборудованный фильтром с тонкостью в 120 мкм, что обеспечивает поступление в узлы только чистые смазочные составы.





