

Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.
Важные элементы станин
На ключевой или нижней станине закреплено:
- литое корыто для охлаждающей жидкости;
- запасная станина с направляющими для расположения, перемещения суппорта;
- коробка скоростей со шпинделем;
- коробка подач;
- электрошкаф;
- устройство нарезания резьбы;
- копировальное устройство:
- емкость под масло, применяемого гидравлическим приводом;
- электрические двигатели шпинделя и насоса;
- ящик для сбора стружки.
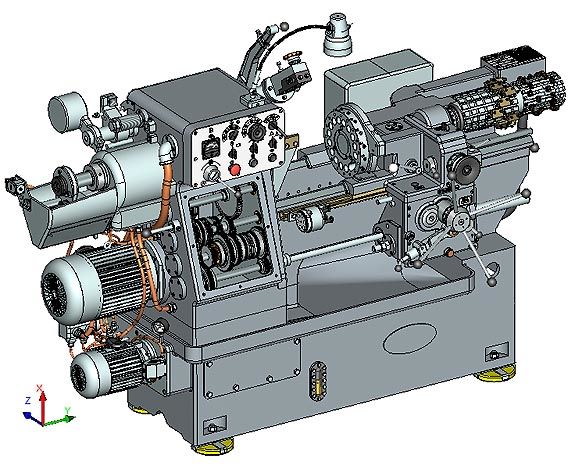
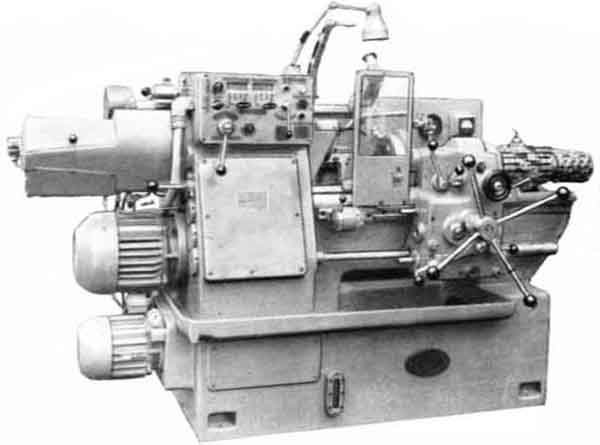
Весь вид токарно-револьверного станка 1341
На дополнительной станине на кронштейне фиксируется копирная линейка. Откидывающийся упор находится с правой стороны суппорта. Он предназначается для выключения подачи. Переход его в рабочее или нейтральное положение выполняют ручкой.
Электрическая схема блока питания станка 1516Ф1
Электрическая схема блока питания токарного карусельного станка 1516Ф1
Характеристика электрооборудования станка 1516Ф1
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
Технические характеристики станка 1П420ПФ40
| Наименование параметра | 1П426ДФ3 | 1П420ПФ40 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 450 |
| Наибольший диаметр обрабатываемого изделия, мм | 250 | 200 |
| Наибольшая длина обрабатываемого изделия, мм | 130 | |
| Диаметр зажимных патронов, мм | 250; 315 | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 65 | 50 |
| Диаметр отверстия в шпинделе, мм | 92 | 70 |
| Расстояние от торца шпинделя до грани револьверной головки, мм | 350..850 | – |
| Расстояние от оси шпинделя до основания станка, мм | 1120 | |
| Наибольший размер нарезаемой резьбы плашками и метчиками, мм | ||
| Количество инструментов в револьверной головке | 12 | |
| Наибольшее сечение резцов в револьверной головке, мм | 25 х 25 | |
| Диаметр отверстия в револьверной головке под цилиндрический хвостовик, мм | 40 | |
| Шпиндель | ||
| Пределы чисел оборотов шпинделя с зажимным патроном, об/мин | 30..1800 | 20..4000 |
| Пределы чисел оборотов приводного инструмента, об/мин | – | 20..2500;20..1500 |
| Количество скоростей шпинделя, об/мин | 18 | Б/с |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 8 | 6 |
| Наибольший допустимый крутящий момент на шпинделе не менее, Нм (кг*м) | 500 | |
| Наибольший допустимый крутящий момент на инструментальном шпинделе не менее, Нм (кг*м) | – | 10 |
| Суппорт. Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z)/ поперечное (X), мм | 560/ 340 | 630/ 240 |
| Диапазон скоростей продольных подач револьверного суппорта (Z), мм/мин | 1..6000 | 1..5000 |
| Диапазон скоростей поперечных подач револьверного суппорта (X), мм/мин | 0,5..3000 | 1..5000 |
| Скорость быстрых перемещений суппорта по оси Z/ X, м/мин | 15 | 10 |
| Диапазон скоростей круговых подач шпинделя (ось С), град/мин | – | 1..2000 |
| Наибольшее усилие подач револьверного суппорта по оси Z/ X, кН | 20/ 10 | |
| Время поворота круглой револьверной головки, с | 2 | |
| Время поворота шестигранной револьверной головки, с | 3 | – |
| Величина перемещения револьверного суппорта по оси Z/ X на один импульс, мм | 0,010/ 0,005 | 0,001/ 0,0005 |
| Дискретность задания кругового перемещения шпинделя, град | – | 0,001 |
| Количество инструментов в револьверной головке | 8; 6 | 12 |
| Наибольший диаметр приводного инструмента, мм | – | 12 |
| Точность позиционирования суппорта в продольном направлении (ось Z), мм | 0,025 | |
| Точность позиционирования суппорта в поперечном направлении (ось Х), мм | 0,010 | |
| Точность позиционирования шпинделя (ось С), мин | – | 2 |
| Наибольшее перемещение пиноли, мм | 180 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке (с электронасосами), кВт | 6 | 12 |
| Электродвигатель главного привода, кВт | 18,5 | 30/ 22 |
| Электродвигатель привода продольной подачи (ось Z), Н*м | 13 | 13/13 |
| Электродвигатель привода поперечной подачи (ось Х), Н*м | 13 | 10/13 |
| Электродвигатель привода круговой подачи (ось С), Н*м | – | 10/13 |
| Электродвигатель приводного иструмента, Н*м | – | 10/13 |
| Электродвигатель привода смазочной системы коробки скоростей, кВт | 0,55 | |
| Электродвигатель насоса гидропривода, кВт | 2,2 | 2,2 |
| Электродвигатель вентилятора гидростанции, кВт | – | 0,12 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 2 х 0,12 |
| Электродвигатель охлаждения дигателя главного движения, кВт | – | 0,25 |
| Электродвигатель привода экрана ограждения, кВт | – | 0,18 |
| Электродвигатель привода транспортера стружки, кВт | – | 0,55 |
| Суммарная мощность всех электродвигателей, кВт | 40,54/ 33,54 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 3525 х 1570 х 2655 | 3470 х 2260 х 2300 |
| Масса станка , кг | 8660 | 5900 |
Список литературы:
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
Проников А.С. Металлорежущие станки и автоматы,1981
Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Технические характеристики станка 1П420ПФ40
| Наименование параметра | 1П426ДФ3 | 1П420ПФ40 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 450 |
| Наибольший диаметр обрабатываемого изделия, мм | 250 | 200 |
| Наибольшая длина обрабатываемого изделия, мм | 130 | |
| Диаметр зажимных патронов, мм | 250; 315 | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 65 | 50 |
| Диаметр отверстия в шпинделе, мм | 92 | 70 |
| Расстояние от торца шпинделя до грани револьверной головки, мм | 350..850 | – |
| Расстояние от оси шпинделя до основания станка, мм | 1120 | |
| Наибольший размер нарезаемой резьбы плашками и метчиками, мм | ||
| Количество инструментов в револьверной головке | 12 | |
| Наибольшее сечение резцов в револьверной головке, мм | 25 х 25 | |
| Диаметр отверстия в револьверной головке под цилиндрический хвостовик, мм | 40 | |
| Шпиндель | ||
| Пределы чисел оборотов шпинделя с зажимным патроном, об/мин | 30..1800 | 20..4000 |
| Пределы чисел оборотов приводного инструмента, об/мин | – | 20..2500;20..1500 |
| Количество скоростей шпинделя, об/мин | 18 | Б/с |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 8 | 6 |
| Наибольший допустимый крутящий момент на шпинделе не менее, Нм (кг*м) | 500 | |
| Наибольший допустимый крутящий момент на инструментальном шпинделе не менее, Нм (кг*м) | – | 10 |
| Суппорт. Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z)/ поперечное (X), мм | 560/ 340 | 630/ 240 |
| Диапазон скоростей продольных подач револьверного суппорта (Z), мм/мин | 1..6000 | 1..5000 |
| Диапазон скоростей поперечных подач револьверного суппорта (X), мм/мин | 0,5..3000 | 1..5000 |
| Скорость быстрых перемещений суппорта по оси Z/ X, м/мин | 15 | 10 |
| Диапазон скоростей круговых подач шпинделя (ось С), град/мин | – | 1..2000 |
| Наибольшее усилие подач револьверного суппорта по оси Z/ X, кН | 20/ 10 | |
| Время поворота круглой револьверной головки, с | 2 | |
| Время поворота шестигранной револьверной головки, с | 3 | – |
| Величина перемещения револьверного суппорта по оси Z/ X на один импульс, мм | 0,010/ 0,005 | 0,001/ 0,0005 |
| Дискретность задания кругового перемещения шпинделя, град | – | 0,001 |
| Количество инструментов в револьверной головке | 8; 6 | 12 |
| Наибольший диаметр приводного инструмента, мм | – | 12 |
| Точность позиционирования суппорта в продольном направлении (ось Z), мм | 0,025 | |
| Точность позиционирования суппорта в поперечном направлении (ось Х), мм | 0,010 | |
| Точность позиционирования шпинделя (ось С), мин | – | 2 |
| Наибольшее перемещение пиноли, мм | 180 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке (с электронасосами), кВт | 6 | 12 |
| Электродвигатель главного привода, кВт | 18,5 | 30/ 22 |
| Электродвигатель привода продольной подачи (ось Z), Н*м | 13 | 13/13 |
| Электродвигатель привода поперечной подачи (ось Х), Н*м | 13 | 10/13 |
| Электродвигатель привода круговой подачи (ось С), Н*м | – | 10/13 |
| Электродвигатель приводного иструмента, Н*м | – | 10/13 |
| Электродвигатель привода смазочной системы коробки скоростей, кВт | 0,55 | |
| Электродвигатель насоса гидропривода, кВт | 2,2 | 2,2 |
| Электродвигатель вентилятора гидростанции, кВт | – | 0,12 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 2 х 0,12 |
| Электродвигатель охлаждения дигателя главного движения, кВт | – | 0,25 |
| Электродвигатель привода экрана ограждения, кВт | – | 0,18 |
| Электродвигатель привода транспортера стружки, кВт | – | 0,55 |
| Суммарная мощность всех электродвигателей, кВт | 40,54/ 33,54 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 3525 х 1570 х 2655 | 3470 х 2260 х 2300 |
| Масса станка , кг | 8660 | 5900 |
Список литературы:
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978


Проников А.С. Металлорежущие станки и автоматы,1981
Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
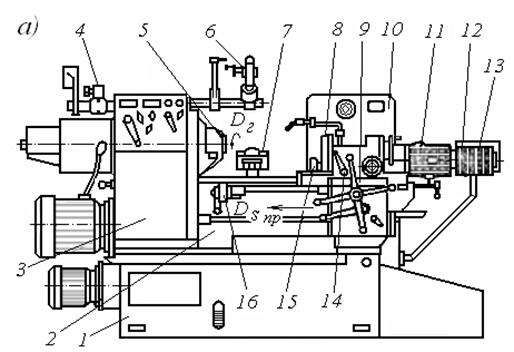
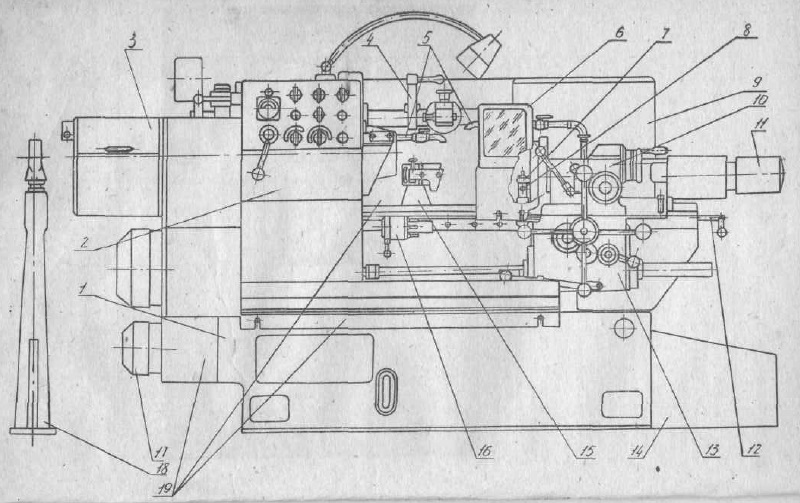
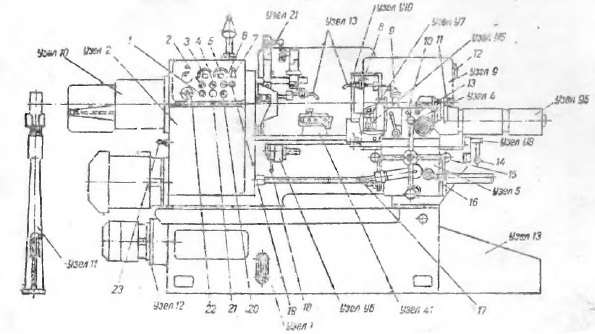
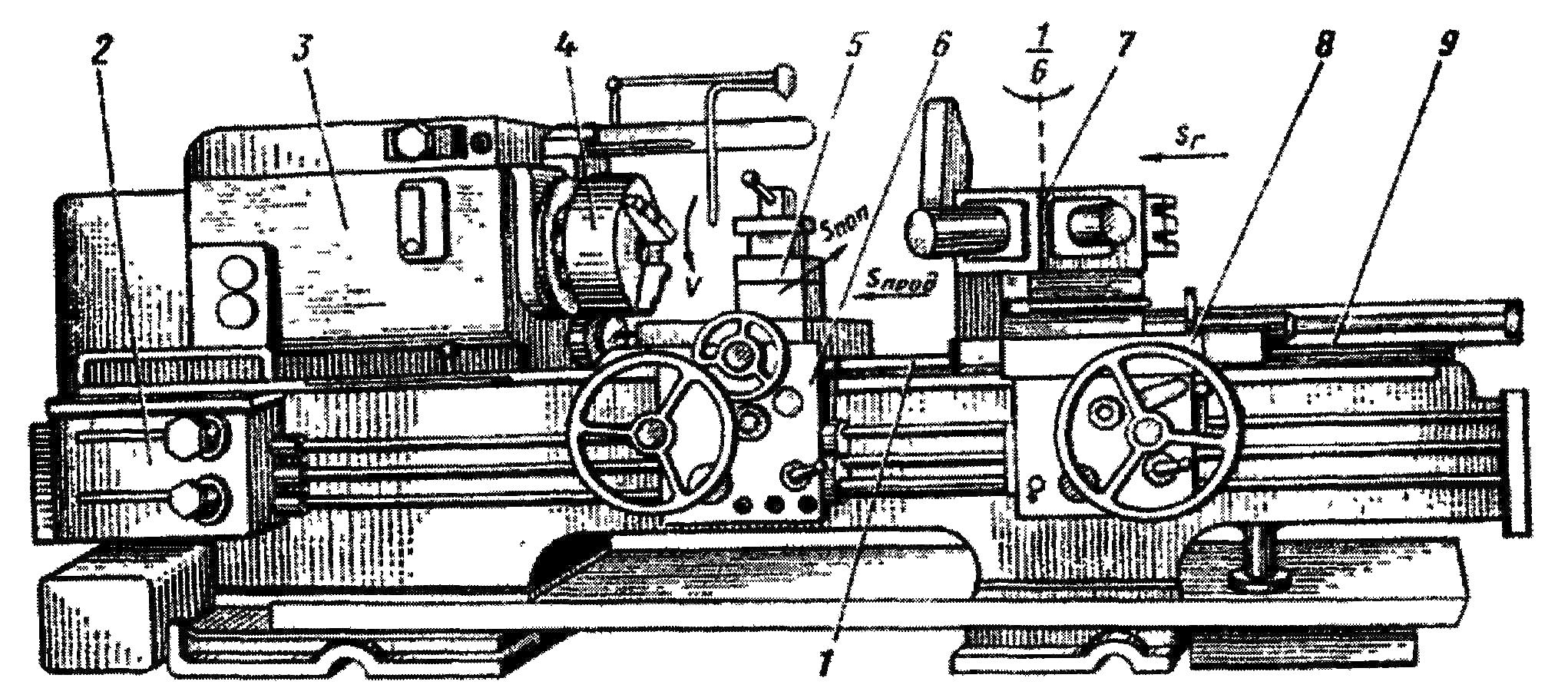
Перечень органов управления токарно-револьверным станком 1336м
- направляющая труба;
- механизм подачи прутка;
- передняя бабка;
- рукоятка управления коробкой скоростей;
- рукоятка управления коробкой скоростей;
- кнопочная станция;
- револьверный суппорт;
- рукоятка реверсирования круговой подачи;
- маховичок ручной подачи револьверной головки;
- маховичок поворота револьверной головки;
- звездочка для включения и выключения механической круговой подачи;
- барабан упоров;
- штурвал ручного продольного перемещения револьверного суппорта;
- станина;
- рукоятка включения механической продольной подачи револьверного суппорта;
- барабан ручных упоров;
- коробка подач;
- рукоятка управления коробкой подач;
- рукоятка управления коробкой подач;
- штурвал подачи прутка
Прутковый материал проходит через направляющую трубу 1, шпиндель и зажимается в цанговом или кулачковом патроне. Подача прутка до упора, установленного в револьверной головке, производится вручную штурвалом 20 и механизмом подачи 2.
Вручную также производится подвод и отвод револьверного суппорта 7, поворот револьверной головки Г в каждое новое рабочее положение и ее фиксация*.
* (Фиксация – временное скрепление частей или узлов станка (машины) в заданном положении с помощью специальных устройств – фиксаторов.)
Станок имеет круглую револьверную головку (16 инструментных гнезд) с горизонтальной осью вращения, расположенной параллельно оси шпинделя.
Каждый из режущих инструментов налаживается на обработку одной или нескольких, одновременно обрабатываемых промежуточных или окончательных поверхностей с определенными диаметральными и линейными размерами.
На одном валу с револьверной головкой жестко закреплен барабан упоров 12 (16 регулируемых упоров). Каждому гнезду револьверной головки соответствует упор, выключающий механическую подачу. Если удобно вести обработку с ручной подачей (короткие проходы), то линейные размеры ограничивают упорами барабана 16, поворачиваемого вручную.
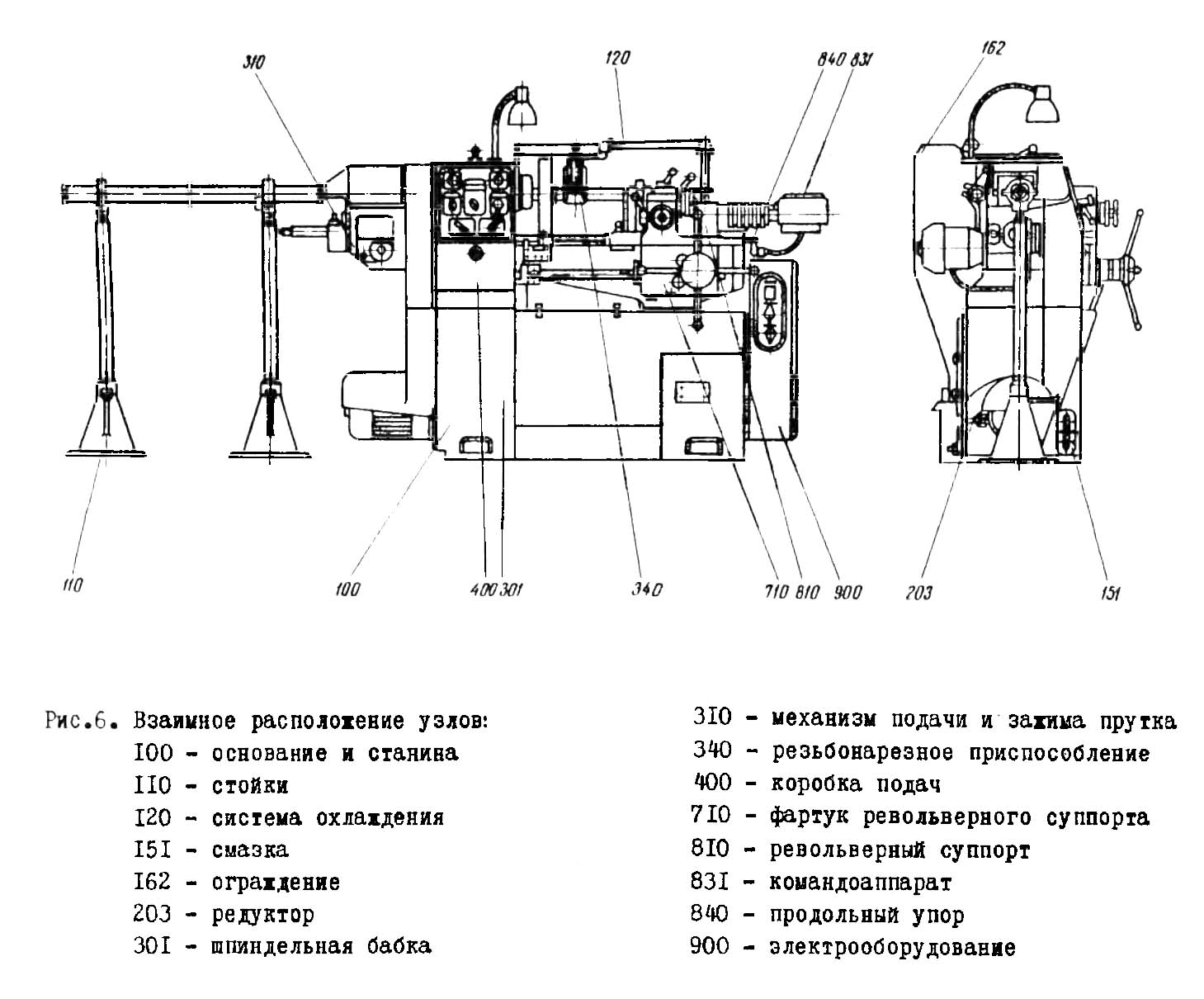
Модели отечественного токарно-карусельного оборудования
История отечественных станков токарно-карусельного типа началась в 1935 г., когда на Краснодарском станкостроительном заводе имени Г.М. Седина был выпущен первый такой агрегат. Следует отметить, что данный завод долгое время считался самым известным и авторитетным производителем токарных станков именно карусельного типа. Продукция завода – качественные и надежные станки токарно-карусельного типа – активно использовалась на всей территории Советского Союза. Многие из этих устройств и сейчас еще можно встретить на промышленных предприятиях.
К наиболее популярным моделям оборудования от данного производителя стоит отнести станок 1516. Данная модель одностоечного станка (наряду с моделью 1512) относится к категории универсальных токарно-карусельных устройств, предназначенных для обработки заготовок из черных и цветных металлов в условиях мелкосерийного и серийного производства.
Технические характеристики станков обеих упомянутых выше моделей обеспечивают выполнение практически любых токарных операций, но используют эти устройства преимущественно для обтачивания и растачивания:
- поверхностей цилиндрической формы;
- плоских торцов заготовок;
- конических поверхностей.
Можно встретить некоторые модификации данных станков, на которых производитель устанавливал планшайбы самоцентрирующегося типа. Естественно, технологические возможности оборудования с такими планшайбами значительно шире, чем у обычных моделей.
Выпускались на заводе имени Г.М. Седина и двухстоечные станки токарно-карусельной группы. Здесь ярким образцом является модель 1525. Среди примечательных характеристик станка данной модели стоит отметить следующие: возможность изменять направление вращения планшайбы (реверс); наличие в конструкции двух верхних суппортов поворотного типа. Привод главного движения станка модели 1525 оснащался двухступенчатым редуктором и электродвигателем, частоту вращения вала которого можно регулировать. За выбор интервала скорости вращения планшайбы в конструкции станка отвечают две электромагнитные муфты, а частота вращения вала главного электродвигателя бесступенчато регулируется посредством специальной электрической схемы.
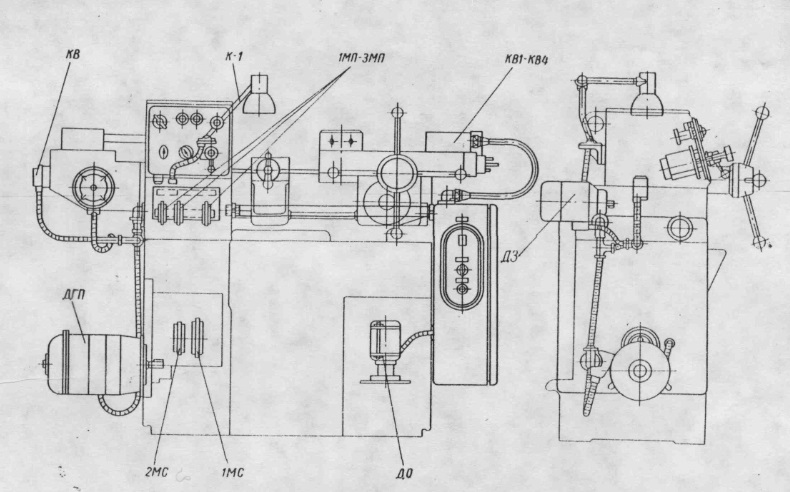
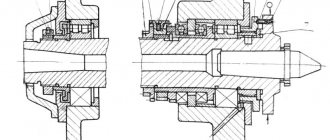
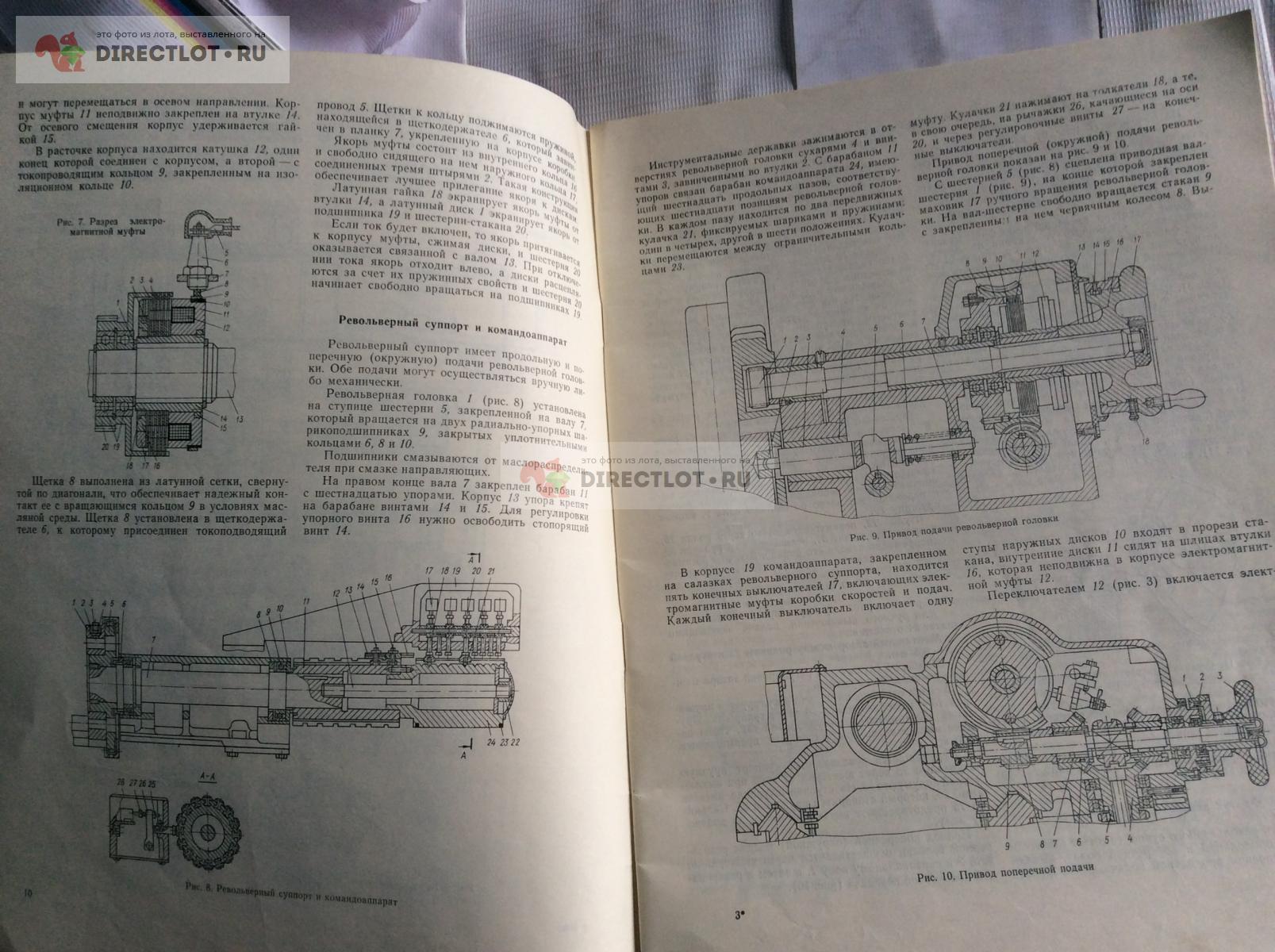
Смазка токарно-револьверного станка 1г325
Система смазки станка смешанная. Редуктор, коробка подач и шпиндельная бабка смазываются от централизованной системы смазки. Фартук и револьверный суппорт имеют автономную систему смазки от встроенного в фартук плунжерного насоса. Механизм подачи и зажима прутка имеет свою масляную ванну. Остальные механизмы смазываются от индивидуальных масленок.
Централизованная система смазки
Масло в централизованную систему смазки (рис.16А) подается шестеренчатым насосом модели АГ11-11, укрепленный на редукторе и получающим вращение от одной из его шестерен.
Всасывающая магистраль насоса соединена с фильтром-отстойником. По напорной магистрали масло от насоса поступает в распределитель и из него разветвляется на три потока; в редуктор, шпиндельную бабку и коробку подач. Поступление масла в шпиндельную бабку и коробку подач регулируется дросселями на маслораспределителе. Дроссели отрегулированы при сборке.
Масло, поступившее в шпиндельную бабку и коробку подач, по полостям станины сливается обратно в резервуар тумбы.
При реверсировании привода главного движения насос начинает работать в обратную сторону, но ввиду кратковременности реверса, который применяется только для свинчивания резьбонарезного инструмента, это не оказывает влияния на смазку узлов. Конструктивное исполнение маслоприемного фильтра-отстойника выполнено так, что препятствует вспениванию масла в резервуаре.
Система смазки фартука, револьверного суппорта и направляющих каретки (рис.16Б)
Встроенный в фартук плунжерный насос приводится в движение от эксцентрика, сидящего на одной из шестерен фартука. От насоса масло под давлением поступает в распределительный золотник револьверного суппорта, который может иметь два положения.
Первое положение – постоянное (золотник удерживается пружиной), в этом положении масло поступает под контрольный глазок на крышке суппорта, оттуда сливается в маслосборную ванночку, укрепленную на корпусе золотника, а из нее поступает к механизмам привода круговой подачи револьверной головки. Слившееся из полости суппорта масло попадает в маслосборную ванночку фартука, оттуда поступает к механизмам фартука и обратно в резервуар.
Второе положение – золотник переводится при повороте его пуговки до упора в направлении, указанном на прикрепленной рядом табличке. При этом положении пульсация масла в контрольном глазке прекращается. Масло, подаваемое плунжерным насосом, поступает под давлением.
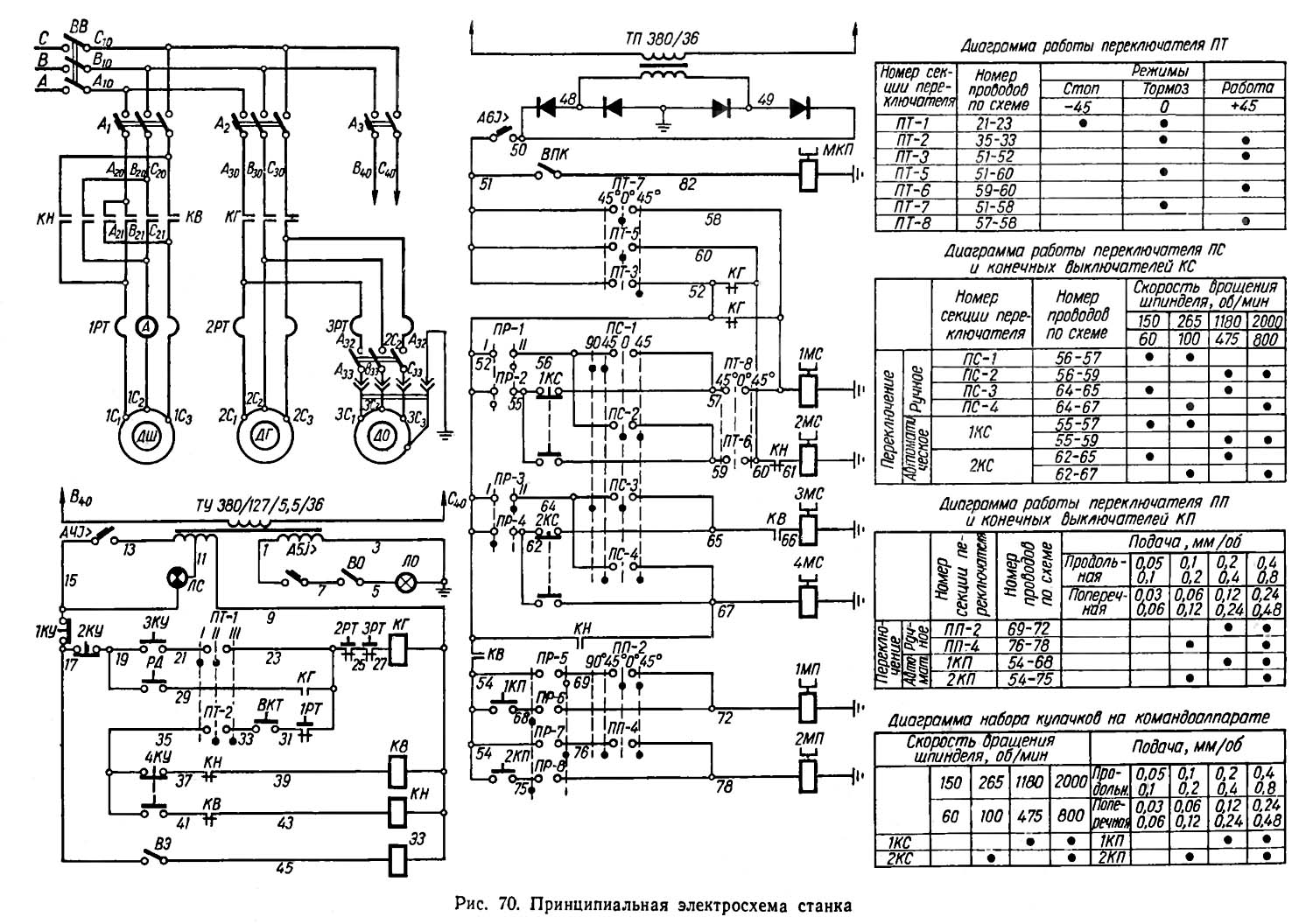
Электрическое оборудование
Электрическое оборудование станка 1516 продемонстрировано электрическими двигателями, управляющими органами и предохранительными выключателями.
Демонтируем канализацию в квартире
Схема питания станка 1516
Для работы станка и его управления применяются токи с самым разнообразным напряжением. Так, напряжение в общей сети питания 380 В. Катушки на магнитных пускателях применяют напряжение 110 В электрического тока. Муфты, находящиеся в коробках скоростей и подач, а еще локальное освещение четко на 24 В. Шаговый искатель применяет напряжение в 36 и 90 В.
Описание электросхемы станка 1516. На нем установлены двигатели роторы которых короткозамкнутые и осуществляющие: основное движение на станке, подачи инструментов, а еще поперечины и смазочной системы.

Электросхема управления приводами предоставлена фото. Управляющая аппаратура размещена в нише станины. Управляется станок с помощью пульта.
Электросхема приводов станка 1516
Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
разработку:
- технологии изготовления детали;
- карты наладки;
карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
обороты шпинделя;
величину подачи;
проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
производят окончательную наладку станка по полученным результатам обработки 2 деталей.
https://youtube.com/watch?v=_yb2NaWntls
Классификация
Благодаря универсальной конструкции, револьверный токарный станок с ЧПУ может быть спроектирован почти с любой конфигурацией. На этом основании, различают оборудование общего назначения, а также специализированные модели.
Наиболее важным параметром для выбора является расположение вращающейся револьверной головки. Ее местоположение определит возможность выполнения того или иного вида разворота.
• С продольной подачей. Эта конструкция характерна только для обработки деталей по горизонтальной оси. Используется в полупрофессиональном оборудовании. Небольшой набор функциональных возможностей. Но
станок имеет относительно простую конструкцию, что сказывается на трудоемкости его технического обслуживания и ремонта;
• Продольные и поперечные подачи. Устанавливается на модели с вертикальным и наклонным положением токарного станка. Возможность перемещения режущей части вдоль двух осей увеличивает набор операций.
- Имеется всего два типа заготовок, которые мы можем обработать на станках данной группы — прутковые и патронные. Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
- Токарные станки данной группы могут быть горизонтальными, вертикальными или наклонными. Огромная популярность у модели, на которой можно расположить заготовку в горизонтальном и вертикальном положении, в то время как наклонные станки встречаются очень редко. Наклонные модели дают возможность производить нужный наклон детали для точения отверстий, либо выполнения любых других операций, которые можно выполнить лишь под углом.
В паспорте револьверного токарного станка имеются все нужные сведения, которые могут понадобиться при выборе конкретного станка. Имеются модели, которые могут оборудоваться планшайбами с 3-мя либо с 4-мя кулачками, которые приводятся в движение гидравлическими приводами. Данный факт полностью позволяет обрабатывать детали, которые имеют большие габариты. Например, это может быть заготовка, которая была получена при помощи ковки либо литья.
Технические особенности установок
Токарные агрегаты данной группы также имеют некоторое дополнительное оснащение – планшайбы, трех или четырехкулачковые патроны. Последние работают благодаря встроенному приводу, который может быть ручным или гидравлическим. Это позволяет осуществлять обработку заготовок, имеющих большие габариты. Чаще всего такие детали можно получить при помощи литья, ковки или штамповки.
Некоторые технические особенности имеют агрегаты револьверного типа, которые предназначены для работы с прутковым элементами. Они оснащены шпинделем с небольшим отверстием. Также данные агрегаты имеют специальный механизм, который обеспечивает подачу и последующую фиксацию заготовки в нужном положении. Если такие станки оборудовать подходящим патроном, они подойдут для обработки других деталей, которые получены способом литья, штамповки или ковки.
Расположение оси, относительно которой вращается рабочая головка устройства, влияет на количество суппортов. Если она находится горизонтально, тогда устанавливается элемент, который способен совершать только круговые и продольные движения.
Когда ось размещается вертикально или под уклоном, тогда на ней могут монтироваться два суппорта – револьверный и поперечный. На последнем элементе станка можно устанавливать два резцедержателя. Они обеспечивают одновременное нахождение до шести рабочих инструментов, что очень удобно во время эксплуатации оборудования.
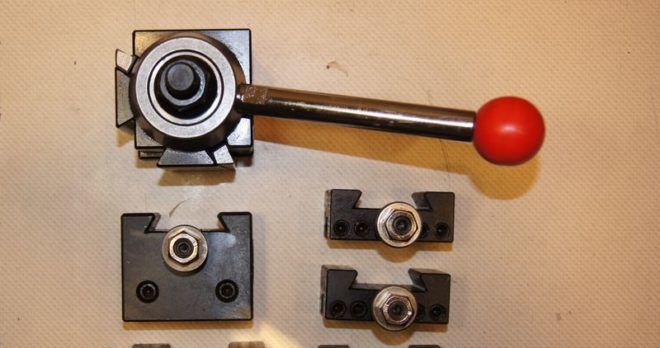 Резцедержатель
Резцедержатель
УГ9326.0300.000 Инструментальный диск восьмипозиционный револьверной головки

Инструментальный диск револьверной головки уг9326
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
Немного истории
Похожие на токарный станок инструменты начали использоваться человеком еще во втором тысячелетии до нашей эры. В 1949 г. профессором Б. Куфтиным при раскопках одного из поселений в Грузии был найден резец, имеющий с обеих сторон стержня режущие кромки. Использовался он для обработки не только дерева, но и золота, а также серебра.

Смотреть галерею
Применялось подобное оборудование и позже. К примеру, в эпоху Возрождения разработками довольно-таки сложного конструктивно устройства, предназначенного для изготовления тел вращения, занимался Леонардо да Винчи. Прототип же современного станка был создан в конце 19 века, во времена технической революции.
Разновидности
Токарные револьверные станки по своим техническим характеристикам подразделяются на:
- станки с поперечным механизмом вращения;
- устройства с суппортом, перемещающимся в продольном направлении.
На станках последней разновидности чаще всего выполняют операции по развертыванию заготовок, нарезке резьбы, сверлению и обтачиванию. Кроме того, оборудование этого типа может использоваться для выравнивания торцевой части деталей либо ее подрезки. Станки с поперечным механизмом вращения предназначены для работы с деталями, имеющими фасонные поверхности.



Помимо обычного на современных производствах часто используется такое оборудование, как станок токарный настольный. Преимуществом этого вида считаются в основном довольно-таки компактные размеры. Станки данного типа удобно использовать в небольших авторемонтных мастерских, учебных заведениях и т. д. Предназначено оборудование этой разновидности в основном для изготовления деталей малых размеров.
Станок токарный настольный может выполнять все те же функции, что и обычный. Управляются эти устройства в большинстве своем электроникой, что практически исключает возможность выпуска брака. Крепится станок этой разновидности на стол или специальную подставку.

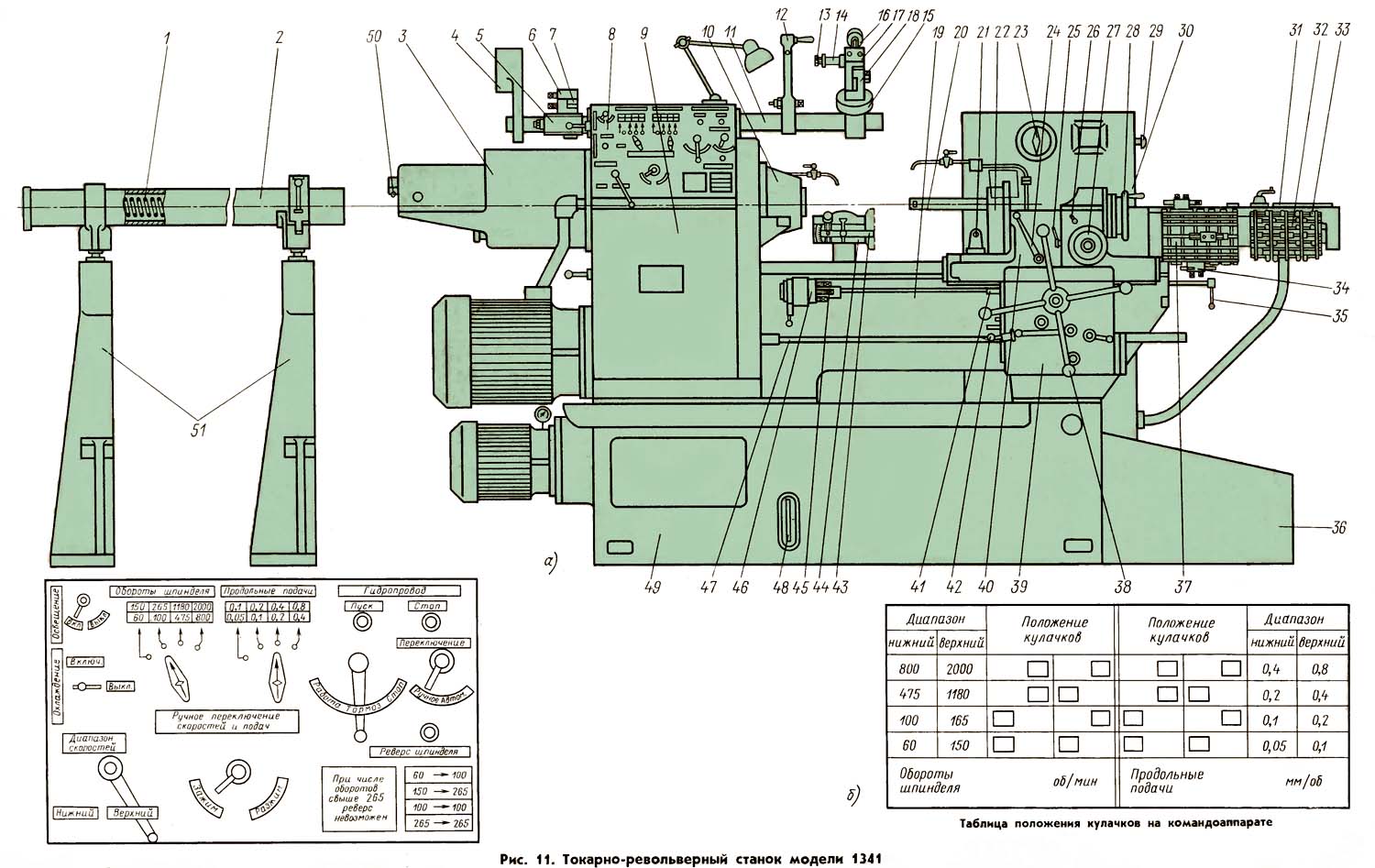
Токарно-револьвериый станок 1А341
Станок является универсальным. На нем можно производить многоинструментную наладку для точения, сверления, растачивания, зенкерования, развертывания, нарезания резьбы и других операций. Особенностью станка является наличие командоаппарата с шестью кулачками, которыми при движении или повороте револьверной головки действуют на конечные выключатели, управляющие электромагнитными муфтами. Командоаппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
Кинематическая схема
Кинематическая схема станка показана на рис. 72. От электродвигателя Ml через зубчатые колеса 1-2 вращение сообщается валу П. Далее вращение передается валу III через колеса 3-4 при включенной муфте ЭМ или через колеса 5 — 6 при включенной муфте ЭМ2. Затем через колеса 7 — 8 и муфту ЭМ4 или колеса 9 — 10 и муфту ЭМЗ вращение получает вал IV и через колеса 11 — 12 или 13 — 14 — шпиндель V.Механизм подач. Вращение валу VI коробки подач сообщается от шпинделя К через зубчатые колеса 15 — 16 и далее через колеса 17 — 18 или 19 — 20 передается на вал VII. Затем через зубчатую пару 21-22 и муфту ЭМЗ или колеса 23 — 24 и муфту ЭМ6 получает вращение вал VIII и через колеса 25 -26 и муфту ЭМ8 или колеса 27 — 28 и муфту ЭМ7 получает вращение вал IX. С этого вала через предохранительную муфту 61 вращение передается на вал X револьверного суппорта.
Движения подачи
Продольная подача суппорта осуществляется с вала X через колеса 30 или 31-32 на вал XI, затем через червячную пару 33 — 34 и муфту ЭМ7 сообщается валу XII и далее через колеса 35-36 передается на ре-4ную пару 37 — 38.
Круговая подача револьверной головки осуществляется от вала X через ток колес 29, 31 на вал XI, затем через червячную пару 33 — 34 и муфту М11 передается на вал XII, и через колеса 40, 41, 42, 43, муфту ЭМ13, вал XV, колеса 44 — 45 и 46 — 47 получает вращение револьверная головка 62. Быстрое продольное перемещение револьверного суппорта осуществляется от отдельного электродвигателя М2 через зубчатые колеса 48 — 49 на вал XVIII и через червячную пару 58 — 59 и муфту ЭМ9 передается на вал XIII реечной пары 37 — 38.
Быстрый поворот револьверной головки осуществляется также от электродвигателя М2 через зубчатые колеса 48 — 49, червячную пару 50 — 5,. муфту ЭМ10, вал XIX, колеса 52 — 53, 54 — 55, вал XV, коническую пару 44-45, вал XVI и колеса ’46-47.
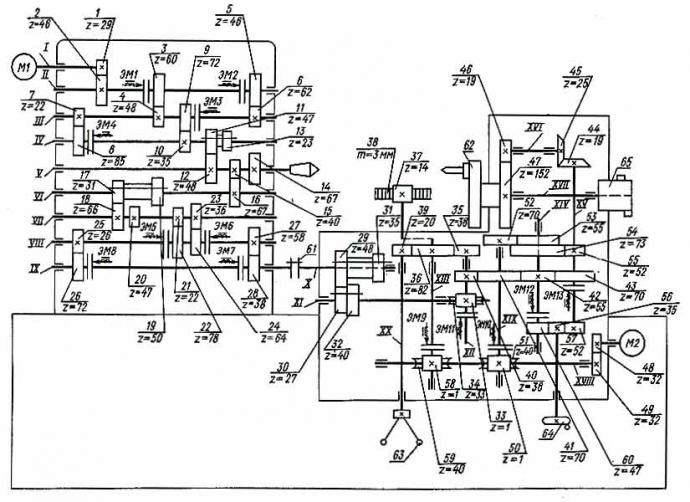
Рис. 72 Кинематическая схема станка мод. 1А341
Ручное перемещение револьверного суппорта производится штурвалом через вал XX, зубчатые колеса 39 — 36 и вал XIII на реечную пару 37-38, а поворот револьверной головки — маховичком 64 через колеса 56-60, муфту ЭМ12, вал XIV, колеса 54-55, вал XV, колеса 44-45 и 46-47.На валу X VII револьверной головки 62 находится барабан 6.5 с упорами.
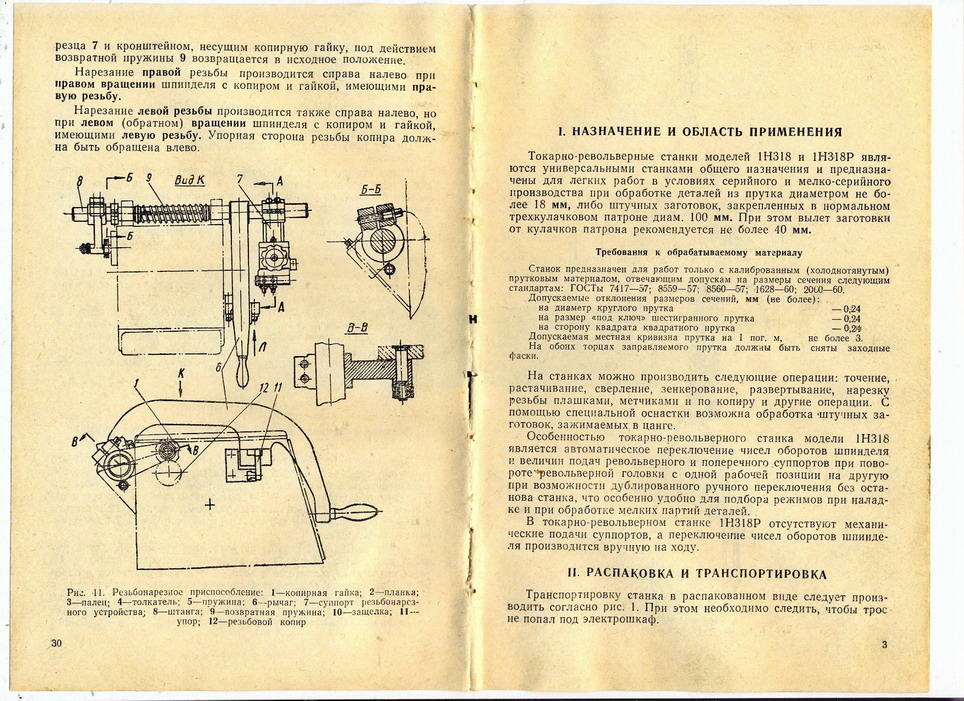
Приспособление для нарезания резьбы
Приспособление для нарезания резьбы резцом или гребенкой, установленное на станке, работает следующим образом. От шпинделя I (рис. 73) вращение через зубчатые колеса 15-60, 61-62 или 63-64 передается на сменный резьбовой копир 7 с шагом . Рычаг 1 опу-скается до упора 4. Вместе с ним опускается, занимая рабочее положение, суппорт 2 с резцом 3 (или гребенкой) и резьбовая губка 5 с грузом 6. Вращающийся резьбовой копир 7 перемещает резьбовую губку, штангу IV и суппорт с инструментом, обеспечивая нарезание резьбы. При передаточном отношении передачи oт шпинделя I до резьбового копира (вал III) i= 1 (в зацеплении колеса 61 — 62) шаг нарезаемой резьбы равен шагу копира. А при передаточном отношении пени i=lI2 (в зацеплении колеса 63 — 64) шаг нарезаемой резьбы равен половине шага копира.
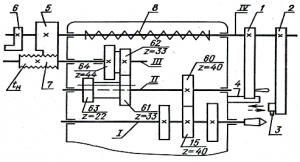
Рис. 73 Приспособление для нарезания резьбы
Продольное перемещение суппорта 2 ограничивается упором (на рисунке не показан) рычага I. В результате действия упора рычаг и суппорт приподнимаются, губка 5 выходит из контакта с копиром 7, и штанга IV под действием пружины 8 возвращает суппорт в исходное, правое положение. Для повторения прохода следует снова опустить рычаг I. После каждого прохода надо перемешать резей или гребенку на глубину резания.





