

Устанавливаемая коробка скоростей
Устройства станка предусматривает передачу вращение на планшайбу через коробку скоростей. Особенностями данного элемента конструкции назовем нижеприведенные элементы:
- Кинематическая схема предусматривает передачу вращения через клиноременную передачу. Она бесшумная, однако становится причиной незначительной потери КПД.
- Установленная коробка скоростей имеет 18 ступеней числа оборотов.
- Инструкция по эксплуатации определяет возможность установки нужного количества оборотов через подвесной пульт.
- Электрическая схема станка 1512 подключена к муфте электромагнитного типа, основное предназначение которой заключается в поддержке ступенчато-постоянной скорости на момент прохождения торцы, а также бесступенчатом переключении передач.
- При больших показателя количества вращений в минуту переключение передачей проводится ступенчато. В зависимости от числа оборотов переключение может проводится в 2-4 этапа. Для этого конструкция имеет шесть валов, которые смонтированы на подшипниках типа качения.
- Ранее описанная муфта переключается в автоматическом режиме. С 1 по 12 передачу вращение регулируется без ступеней.
Стоит учитывать тот момент, что устройство не имеет механизма торможения. Остановка планшайбы осуществляется за счет одновременного включения всех трех электромагнитных муфт.
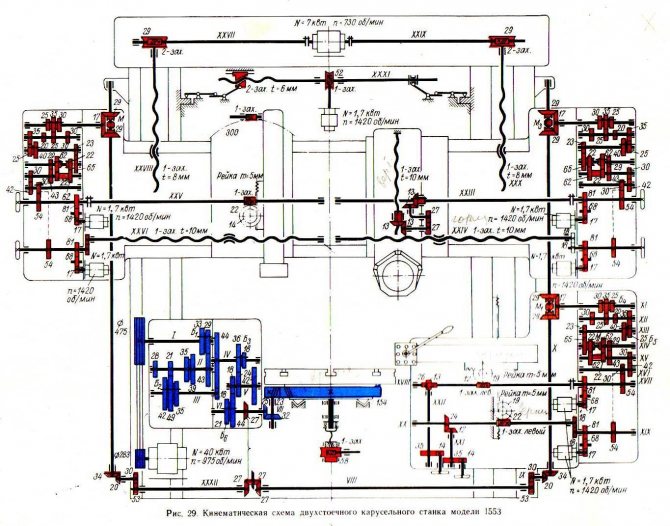
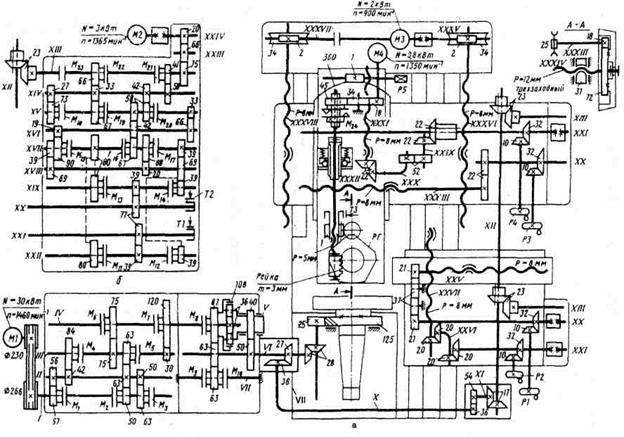
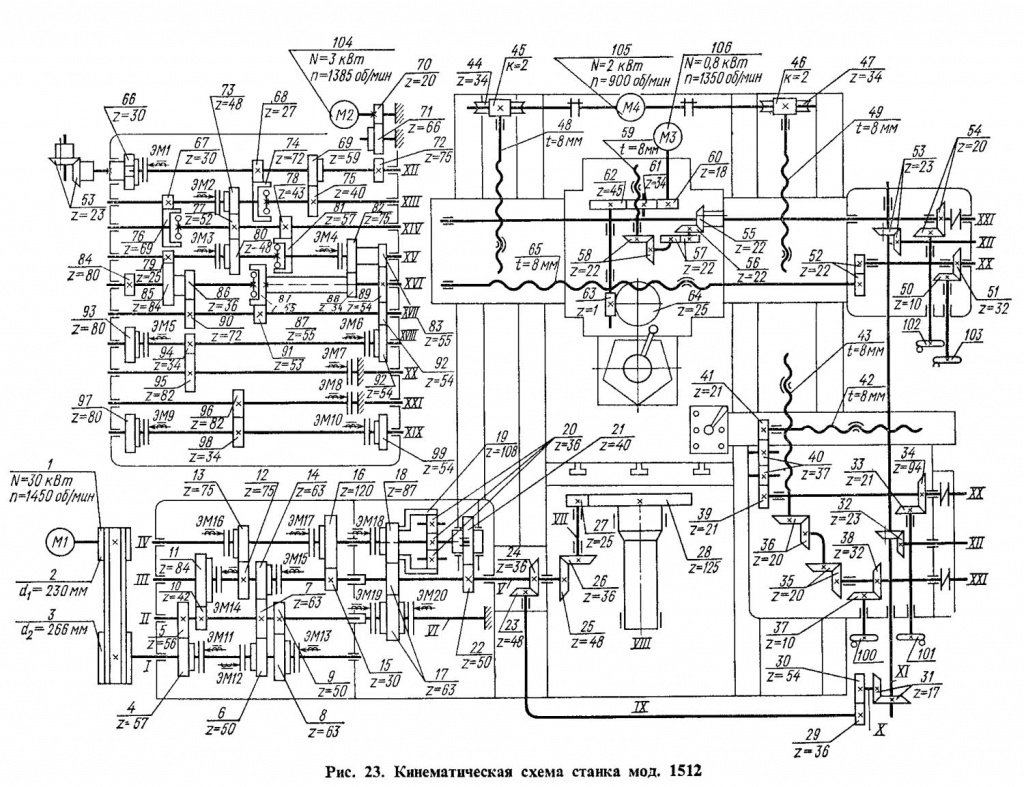
Кинематическая схема станка 1512
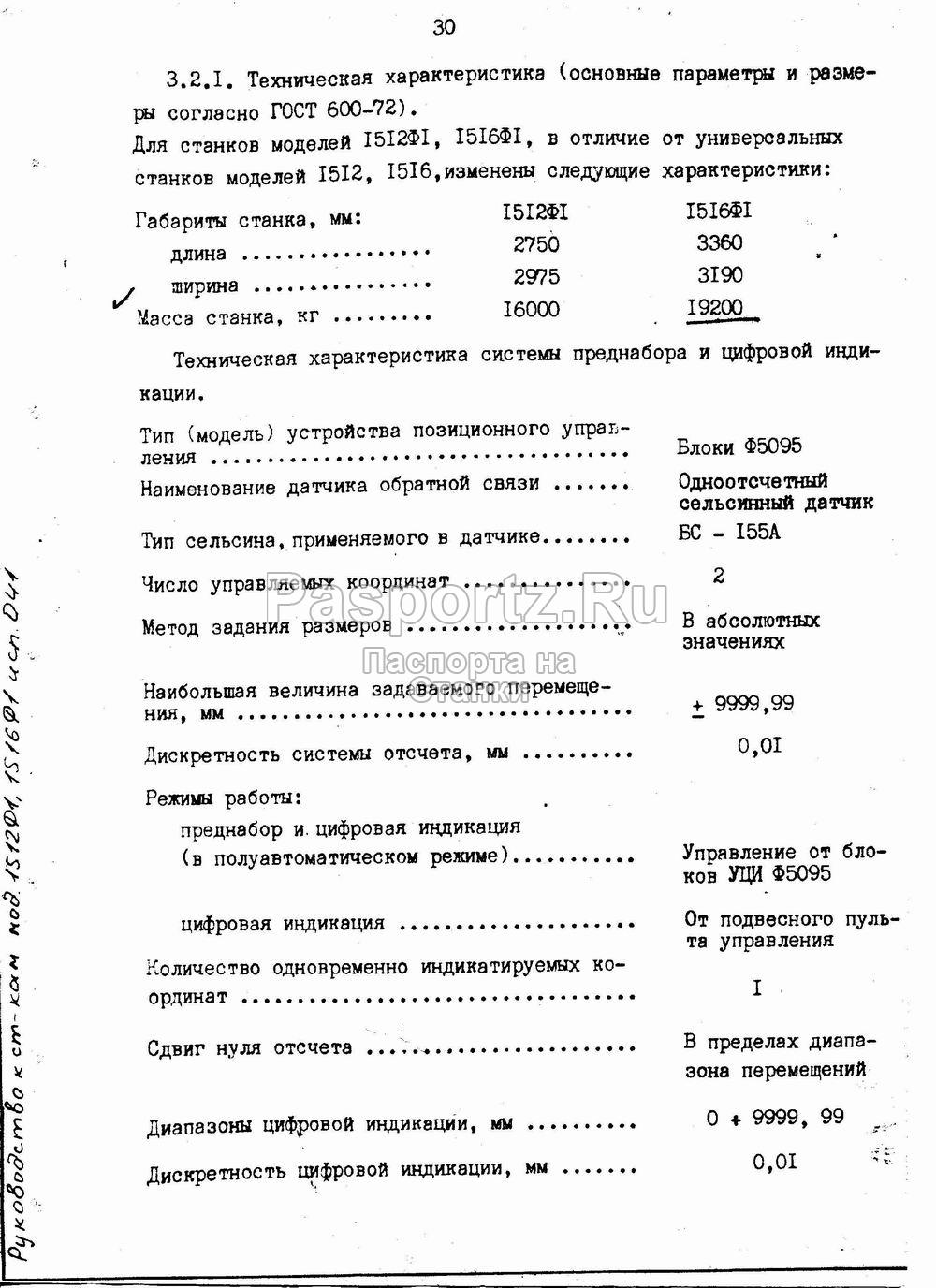
Технические характеристики токарно-карусельного станка 1541
| Наименование параметра | 1531м | 1541 |
|---|---|---|
| Основные параметры | ||
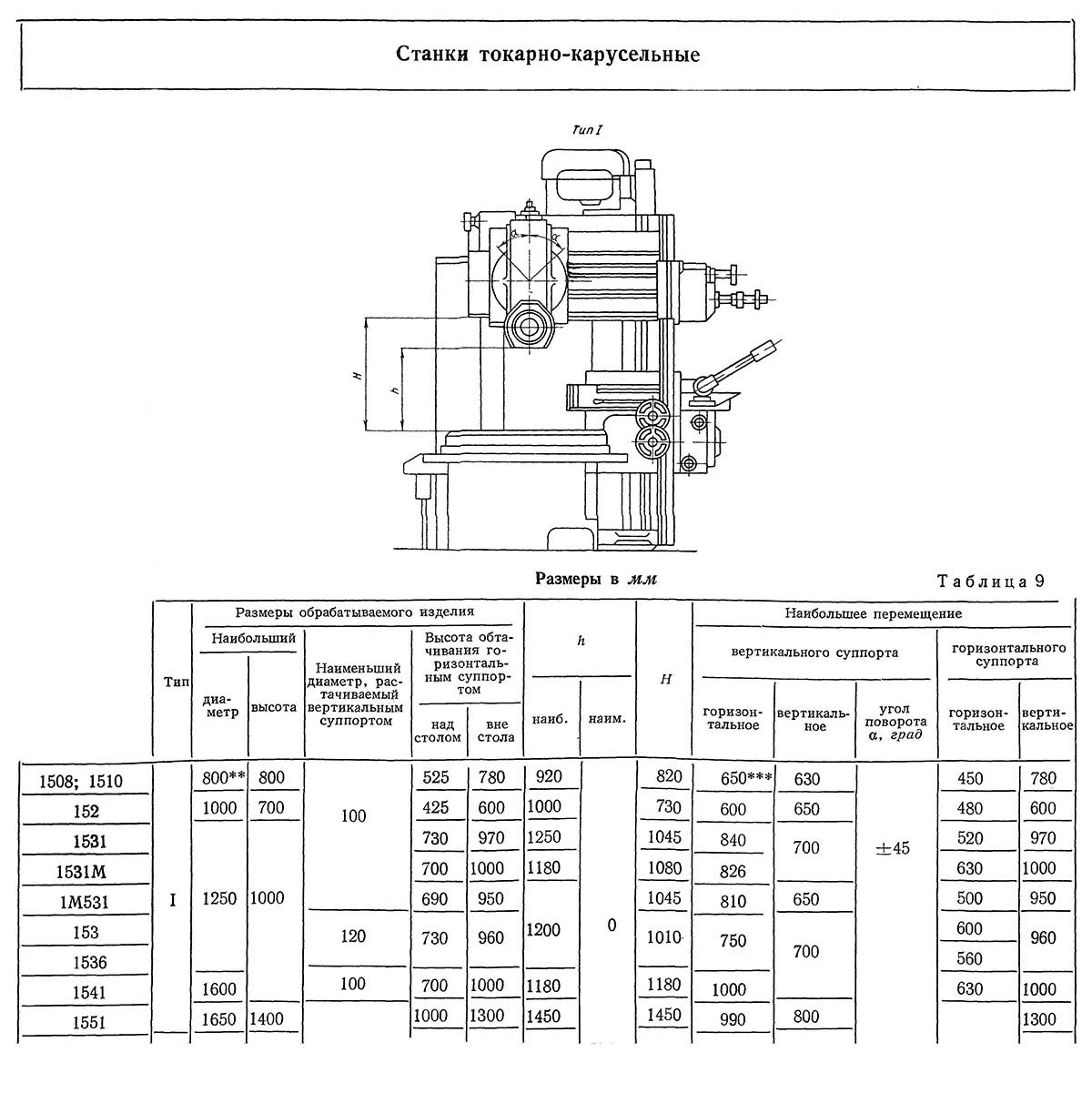
| Наибольший диаметр изделия, обрабатываемого вертикальным суппортами, мм | 1250 | 1600 |
| Наибольший диаметр изделия, обрабатываемого боковым суппортами, мм | 1120 | 1400 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Наибольшая масса устанавливаемого изделия при 6,3..160 оборотах планшайбы в минуту | 3200 | – |
| Наибольшая масса устанавливаемого изделия при 4..63 оборотах планшайбы в минуту | – | 5000 |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 825 | 1000 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 6 | 6 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Количество позиций револьверной головки | 5 | 5 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
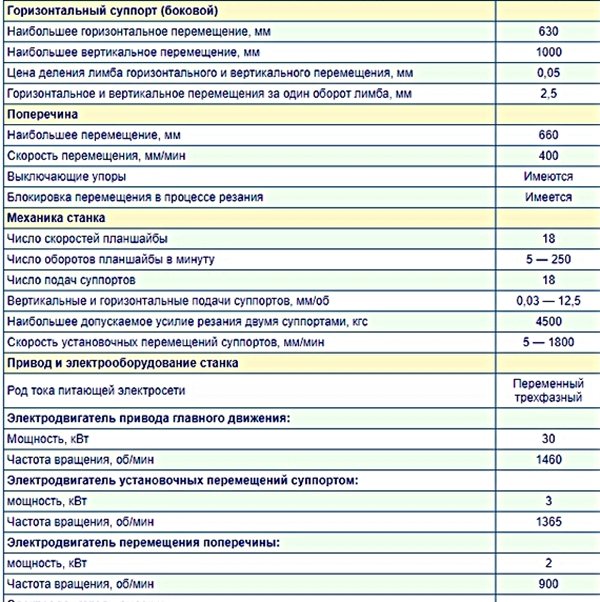
| Горизонтальный суппорт (боковой) | ||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 |
| Наибольшее вертикальное перемещение, мм | 970 | 970 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Наибольшие размеры державки резца, мм | 25 х 40 | 25 х 40 |
| Количество резцов одновременно устанавливаемых в резцедержатель бокового суппорта | 4 | 4 |
| Поперечина | ||
| Наибольшее перемещение, мм | 620 | 620 |
| Скорость установочных перемещений, м/мин | 4 | 4 |
| Выключающие упоры | Имеются | Имеются |
| Блокировка перемещения в процессе резания | Имеется | Имеется |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 6,3..315 | 4..200 |
| Число подач суппортов | 18 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,04..16 | 0,04..16 |
| Наибольшее допускаемое усилие резания вертикальным суппортом, кгс | 2800 | 2800 |
| Наибольшее допускаемое усилие резания горизонтальным суппортом, кгс | 2240 | 2240 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода главного движения, кВт | ||
| Электродвигатель установочных перемещений вертикального суппорта, кВт | ||
| Электродвигатель установочных перемещений горизонтального суппорта, кВт | ||
| Электродвигатель перемещения поперечины, кВт | ||
| Электродвигатель насоса гидросистемы, кВт | ||
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 3050 х 3117 х 4140 | 3380 х 3240 х 4140 |
| Масса станка, кг | 14150 | 17800 |
Список литературы:
Станки токарно-карусельные двухстоечные 1541, 1531М. Руководство по эксплуатации, 1971
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Назначение и компоновка
Согласно отечественному классификатору обозначение 1512 расшифровывается следующим образом:
1 — группа оборудования (токарная);
5 — тип (карусельный);
12 — размерная характеристика (предельный диаметр обработки — 1250 мм).
Почему установка называется карусельной? Смысл термина заключается в том, что планшайба с зажимными элементами при вращении ее вокруг вертикальной оси напоминает известный аттракцион. Конкурентом карусельному станку выступает лоботокарный, имеющий традиционное горизонтальное расположение шпинделя. Оба предназначены для точения коротких деталей, однако рассматриваемая машина обладает рядом преимуществ:
- возможность более протяженной обработки (соотношение высоты к диаметру до 1);
- разгрузка шпинделя от изгибающих усилий;
- удобство загрузки заготовок;
- значительно лучшее их закрепление.
К недостаткам следует отнести затрудненное удаление стружки и неудобство диаметральных измерений.
Технологические возможности
Назначение машин карусельного типа состоит в обработке сравнительно плоских деталей круглой конфигурации (диски, фланцы, крышки, маховики, колеса, шестерни и так далее). С использованием стандартного инструмента (резцы различных видов, резцовые головки, сверла, зенкеры, развертки) производят основные технологические операции:
- наружное точение цилиндрических и конических деталей;
- протачивание торцев и уступов;
- прорезание круговых канавок;
- растачивание сквозных и ступенчатых отверстий;
- обработка отверстий стержневым инструментом.
Используя специальные приспособления, становится возможным расширить круг выполняемых операций:
- обработка сферических и других нелинейных поверхностей;
- глубокое сверление;
- резьбонарезание;
- шлифование и суперфиниширование;
- прикатывание роликами и притирку.
Заготовку на планшайбе закрепляют с использованием переставных прихватов, кулачков, а детали небольшого диаметра — в дополнительном самоцентрирующемся патроне.
Основные цифры
В таблице 1 приведены наиболее важные сведения, характеризующие станочную систему. Полную информацию содержит руководство по эксплуатации оборудования (паспорт) издания Краснодарского станкостроительного завода.
Таблица 1. Технические данные модели 1512
| Тех. характеристики | Значение | |
| Наибольшие параметры устанавливаемой заготовки | Диаметр, мм | 1250 |
| Высота, мм | 1000 | |
| Масса, кг | 4000 | |
| Диаметр платформы, мм | 1120 | |
| Угловая скорость планшайбы, об/мин (18 скоростей) | 5 — 250 | |
| Величина подачи инструмента, мм/об (18 ступеней) | 0,03 — 12,5 | |
| Скорости установочных перемещений, мм/мин (18 значений) | 5 — 1800 | |
| Наибольший угол наклона револьверного суппорта | ±45° | |
| Мощность главного движения, кВт | 30 | |
| Масса установки, т | 16,5 |
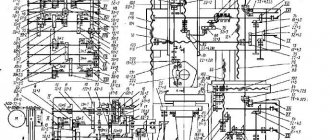
Кинематическая схема станка 1510
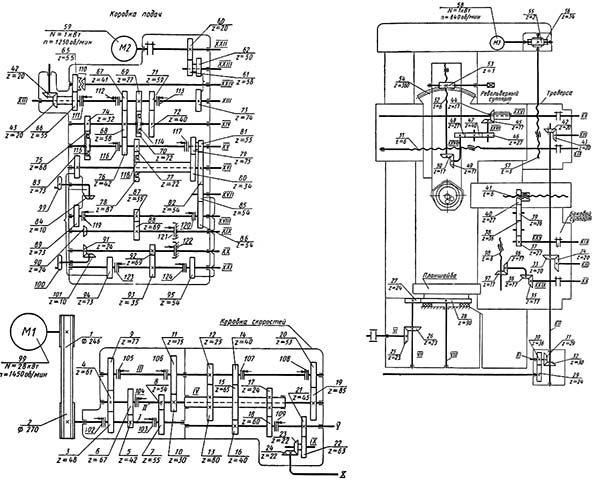
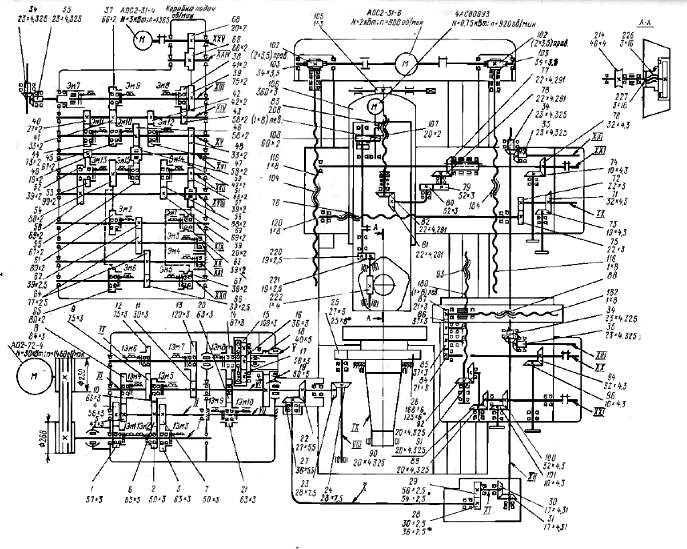
Схема кинематическая токарного карусельного станка 1510
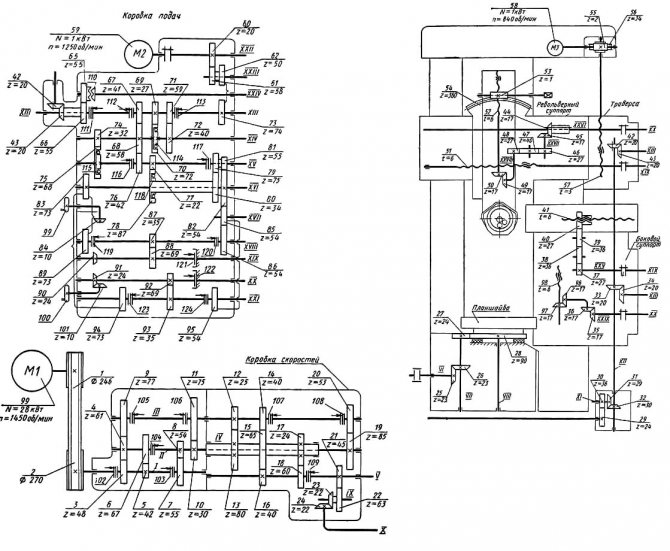
Главное движение
Главное движение (вращение планшайбы) производится от электродвигателя 99 через ременную передачу 1-2, зубчатые передачи 3-4 или 5-6, или 7-5 на вал //, затем через передачи 4-9 или 10-11, или 19-20 на вал III; далее через передачи 12-13, 17-18 или 14-15-16 на вал V и через коническую пару 25-26 и передачу 27-28 на шпиндель VIIL Коробка скоростей сообщает планшайбе 18 различных значений частот вращения.
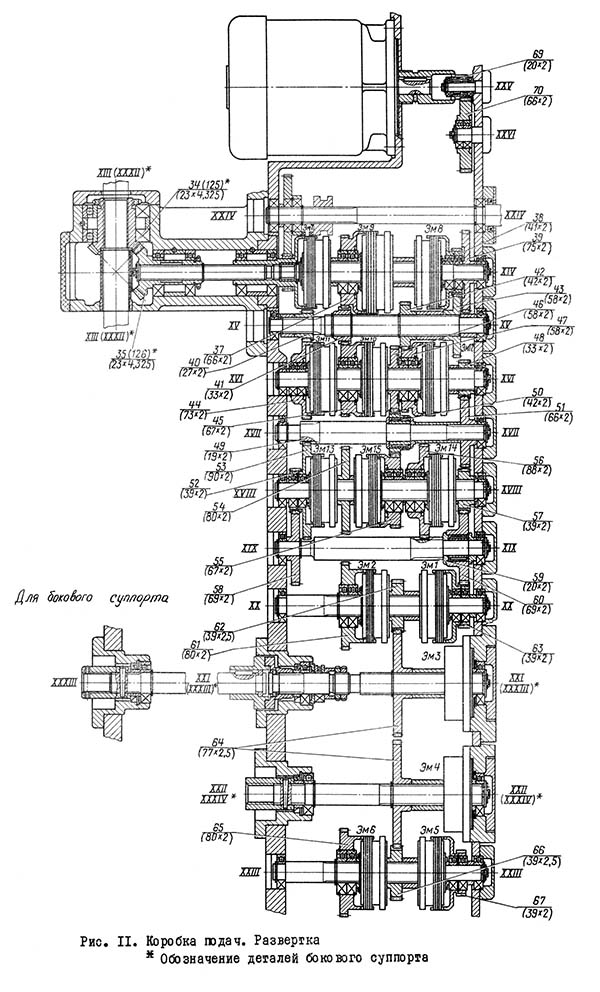
Движения подач
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые двенадцатискоростные коробки подач с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от вала VIII планшайбы, через зубчатую передачу 28-27, коническую пару 26-25, зубчатые передачи 21-22 и 23-24, передачи 29-30 и 31-32, коническую пару 42-43, вал XIII коробки подач (показана отдельно, слева), муфту 111, зубчатые передачи 67-68 или 69-70, или 71-72 и электромагнитные муфты 112, ИЗ или муфту обгона 114, зубчатые передачи 74-75 или 68-76 и муфты 115 или 116, передачи 77-78, 80-79,81-82 и муфту 118 или 81-82 и муфту 117, вал XVI, реверсивный механизм, состоящий из зубчатых колес 83-89 и муфты 119 или 82-85-86 и муфты 120, зубчатую передачу 87-88 и вал XIX на винт 51 в каретке револьверного суппорта.
Вертикальная подача револьверного суппорта осуществляется по той же цепи до вала XVI коробки подач и далее, через зубчатые передачи 83-94 и муфту 123 или 85-95 и муфту 124, передачу 93-92 и вал XX на вал XXVI в каретке суппорта, затем через коническую пару 44-45, зубчатые колеса 46-47-48 и коническую пару 49-50 на винт 52.
Горизонтальная подача бокового суппорта осуществляется от электродвигателя 99 до вала XII по той же цепи, далее через коническую пару 33- 34 на вал XIII другой коробки подач, затем через коробку подач по цепям, указанным выше, до вала XIX, далее на вал XXV в каретке бокового суппорта и через передачи 37-38-39-40 на винт 41.
Вертикальная подача бокового суппорта осуществляется по той же цепи до вала XVI коробки подач, затем на вал XX этой же коробки по цепям, указанным выше, далее на вал XXIX в каретке суппорта и через конические передачи 35-36 и 96-97 на винт 98. Установочные перемещения.
Установочные перемещения
Установочное перемещение револьверного суппорта (горизонтальное или вертикальное) осуществляется от электродвигателя быстрых ходов 59, зубчатые передачи 60-61, 62-73, при разомкнутой муфте 111, через коробку подач до валов XIX или XX и далее по цепям этого суппорта, указанным выше. Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя 58, через червячную передачу 55-56 на винт 57.
Ручное установочное перемещение суппортов производится с помощью маховиков 99 и 100 в коробках подач, через конические передачи 84-90 или 101-91 на валы XIX или XX и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу 53-54. В Советском Союзе изготовляется большое количество карусельных станков. Станки с диаметром обработки 800-1600 мм и высотой обрабатываемой детали 800-1000 мм строятся в одностоечном исполнении, а с диаметром 2300-8000 мм и высотой 1600-3200 мм-в двухстоечном. Вообще говоря, станки выпускаются в зависимости от потребности и больших размеров (до 25 м).
Кинематические схемы станков 1510 и 1508 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1510 и 1508 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
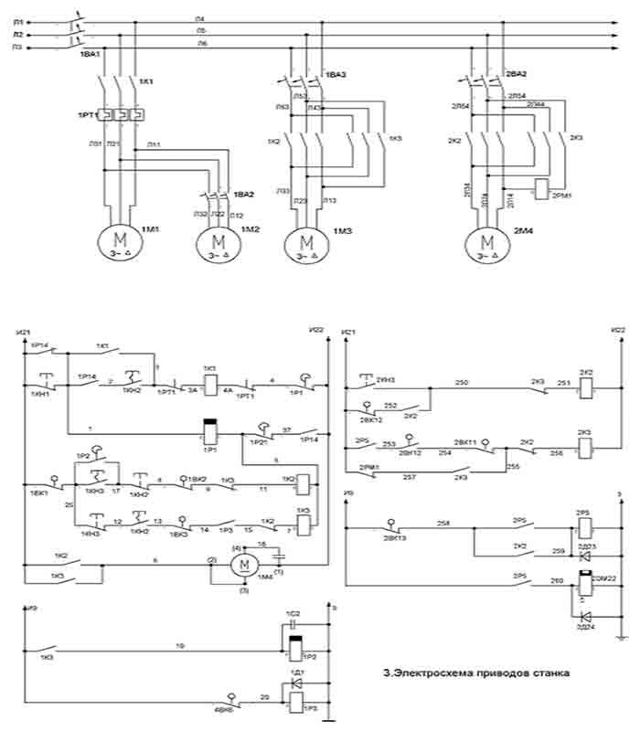
Электрическая схема блока питания станка 1516Ф1
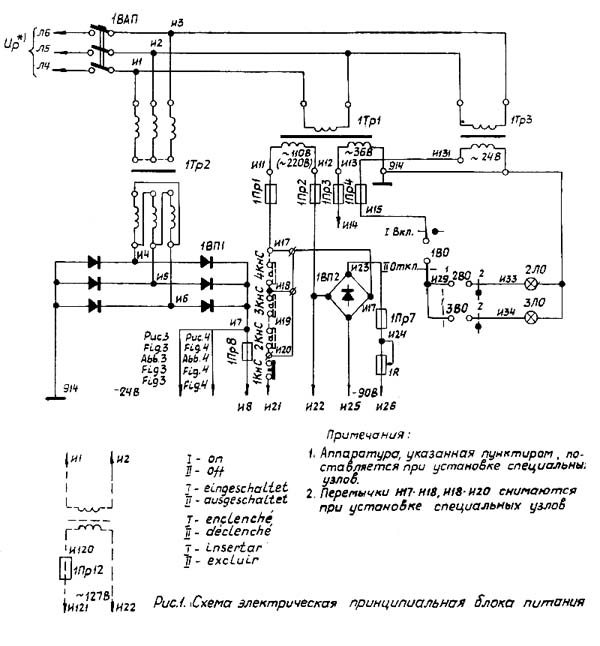
Электрическая схема блока питания токарного карусельного станка 1516Ф1
Характеристика электрооборудования станка 1516Ф1
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц – питание силовых цепей;
- 110В однофазного переменного тока – питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока – питание схемы выбора направлений хода шагового искателя;
- 24В – питание постоянного тока ламп местного освещения;
- 24В – питание постоянного тока цепей управления и электромагнитных муфт;
- 90В – питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 – “Пуск” и IKHI – “Стоп”.
При нажатии кнопки 1Кн2 – “Пуск” включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI – “Стоп”.
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.


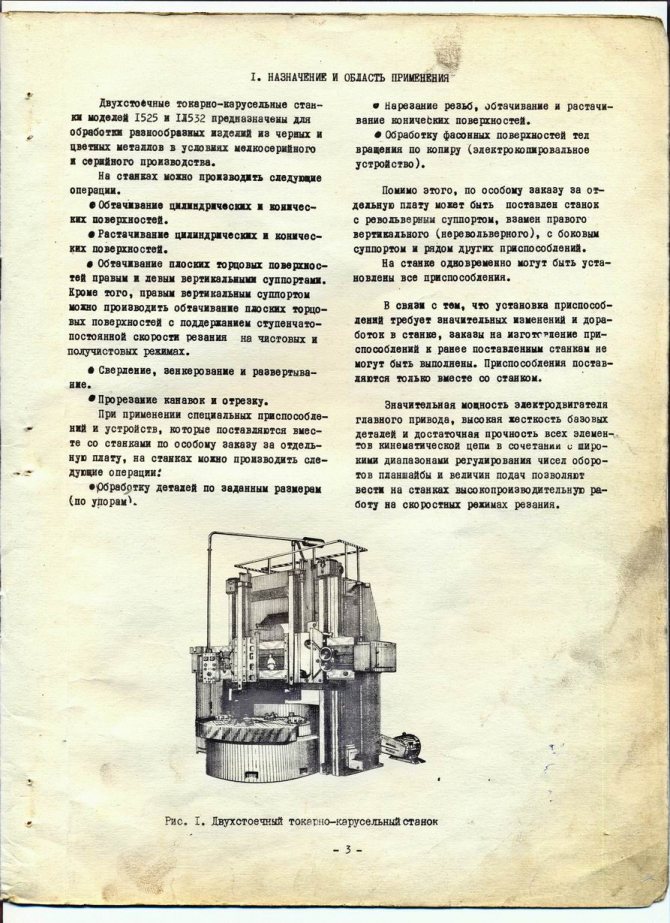
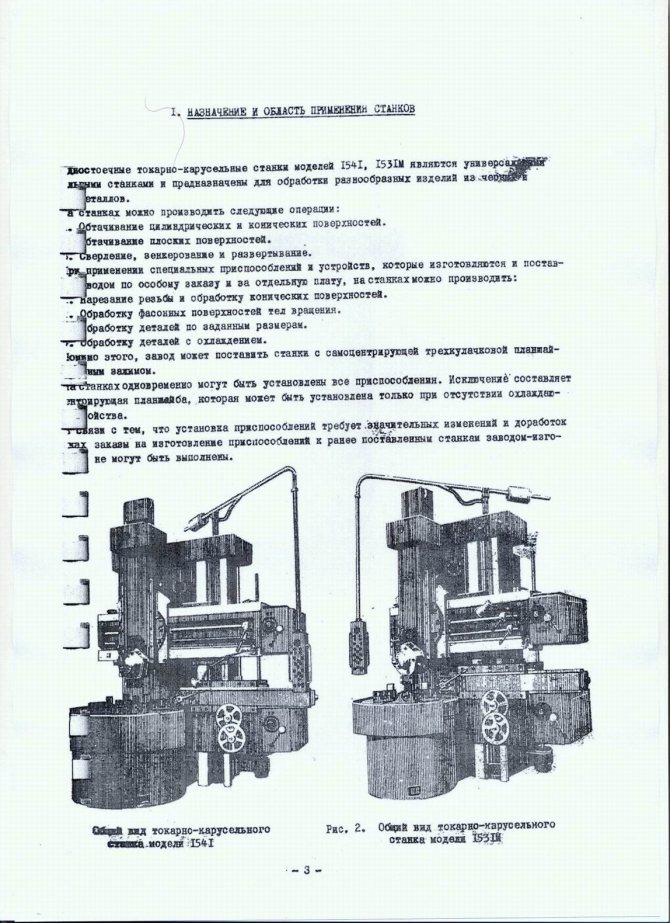
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
Главное назначение карусельных станков – обрабатывать сравнительно плоские детали, обладающие круглой конфигурацией. Из возможных заготовок:
- Шестерни.
- Колёсные установки.
- Маховики.
- Крышки.
- Фланцы.
- Диски.
Установка использует стандартный инструмент, включающий развёртки, зенкеры, свёрла, головки с резцами, и тому подобное. К числу основных технологических операций для устройства относят:
- Обработку отверстий при помощи стержневого инструмента.
- Функцию расточки сквозных и ступенчатых отверстий.
- Прорезка канавок в форме круга.
- Протачивание торцов, уступов.
- Наружное точение деталей в форме конуса, цилиндра.
Круг выполняемых операций расширяется при добавлении специального оборудования:
- Притирка, прикатывание при помощи роликов.
- Шлифование, суперфиниширование.
- Нарезание резьбы.
- Глубокое сверление.
- Обработка нелинейных поверхностей, в том числе – сферических.
Переставные прихваты облегчают закрепление заготовок при необходимости. То же самое касается кулачков. В дополнительных самоцентрирующихся патронах устанавливают детали, обладающие небольшим размером.
Это интересно: Токарно-карусельные станки — технические характеристики, модели
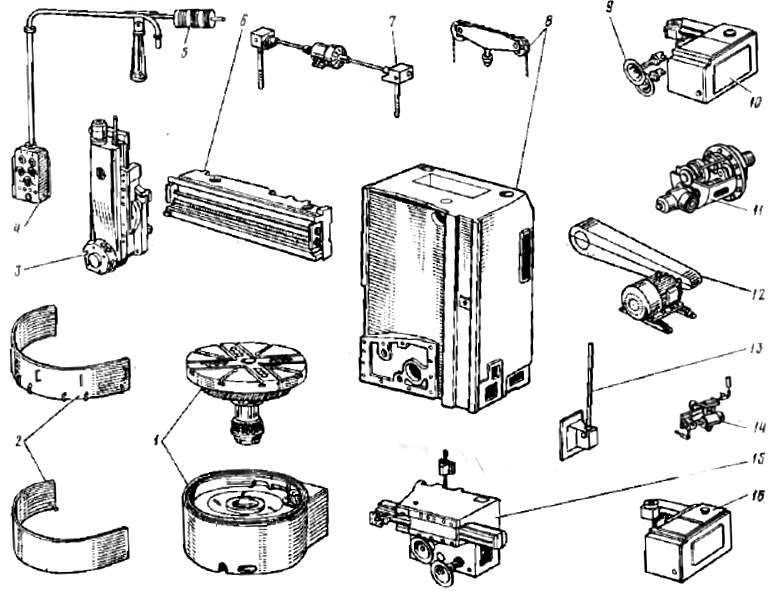
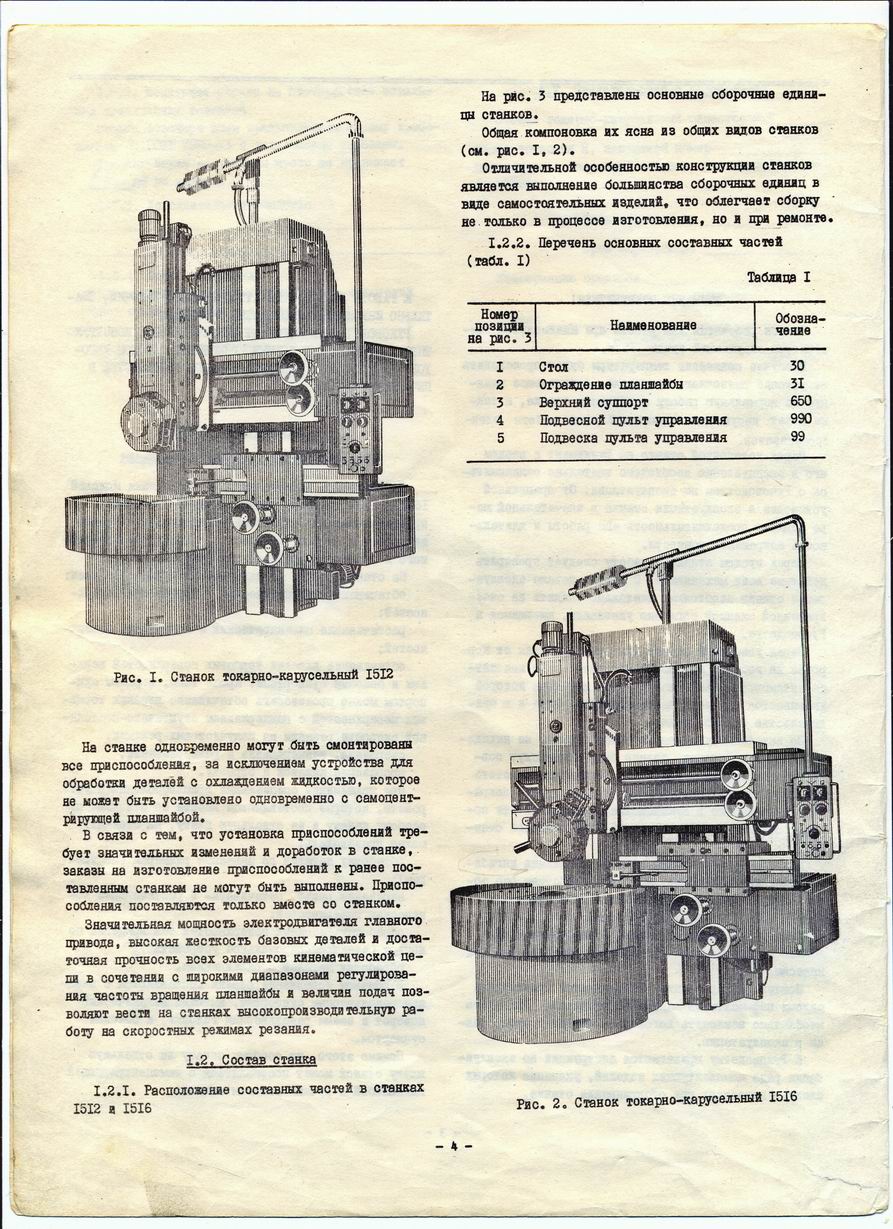
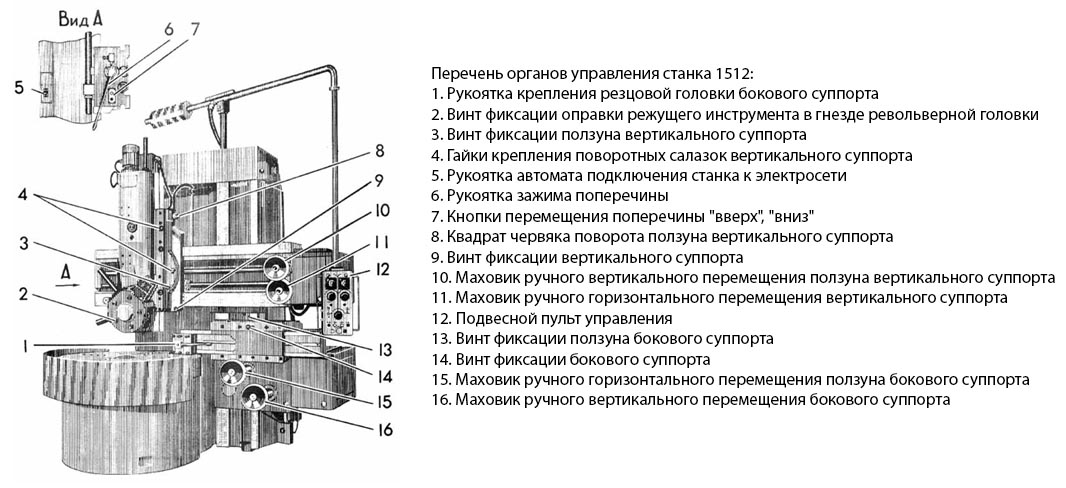
Компоновка станка
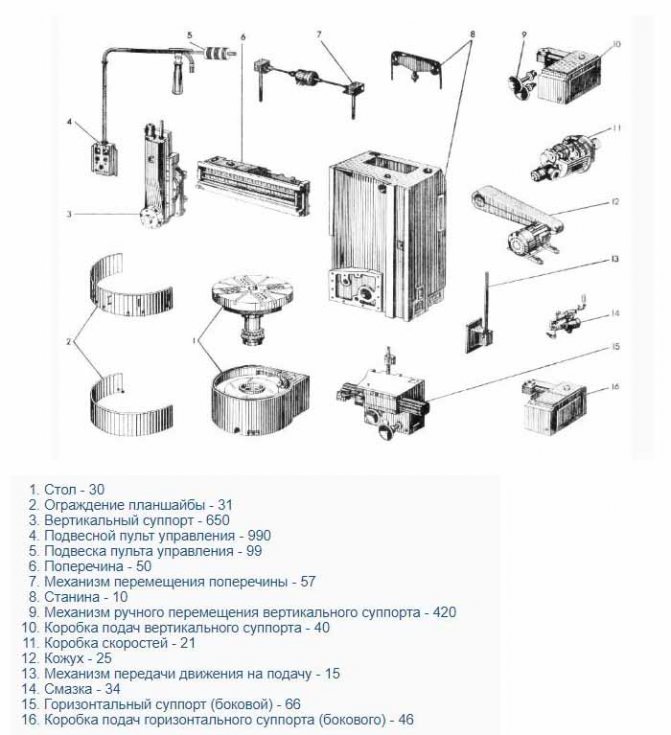
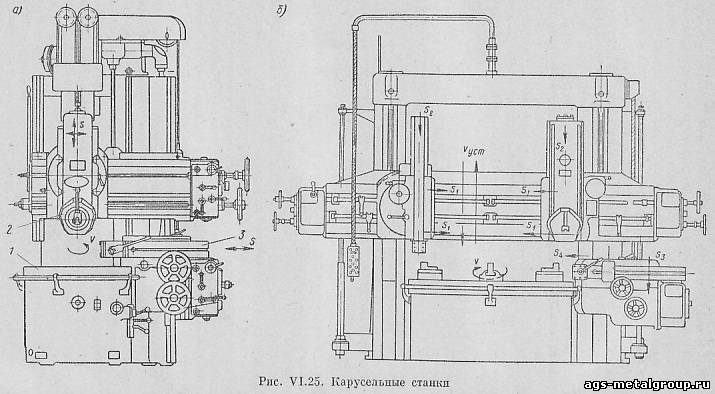
На рисунке 3 изображены основные узлы станка, которые входят в его компоновку.
Рис.3 Компоновка станка
Описание элементов: 1-стол, 2-защитное кольцо планшайбы, 3-суппорт вертикального движения, 4-пульт управления станком, 5-крепления для пульта, 6-поперечина, 7-направляющие для поперечины, 8-станина, 9-маховик ручного перемещения суппорта вертикального движения, 10-коробка подач суппорта вертикального движения, 11-коробка скоростей, 12-защитный кожух, 13-вал для передачи движения на подачу, 14-система смазки, 15-боковой суппорт, 16- коробка подач для бокового суппорта.
Большинство составных частей этого станка выполнены в виде самостоятельных изделий, что очень облегчает работы по сборке станка во время изготовления, а также уменьшает время ремонта и наладки.
Одним из важнейших элементов компоновки станка является стол. Данный узел включает в себя круговые направляющие, планшайбу, привод, помещенные в корпус. Для придания жесткости корпус стола выполнен из чугуна с развитой системой ребер. Для предотвращения попадания различных загрязняющих элементов (стружки, смазки, эмульсии, пыли) внутрь стола существуют кольцевые выступы, которые соединяются с кольцевыми канавками в верхней части корпуса. Планшайба получает вращающий момент от привода планшайбы, который в свою очередь связан с электродвигателем с помощью систем валов, шестерней и муфт, представляющих из себя коробку скоростей.
Расположение составных частей
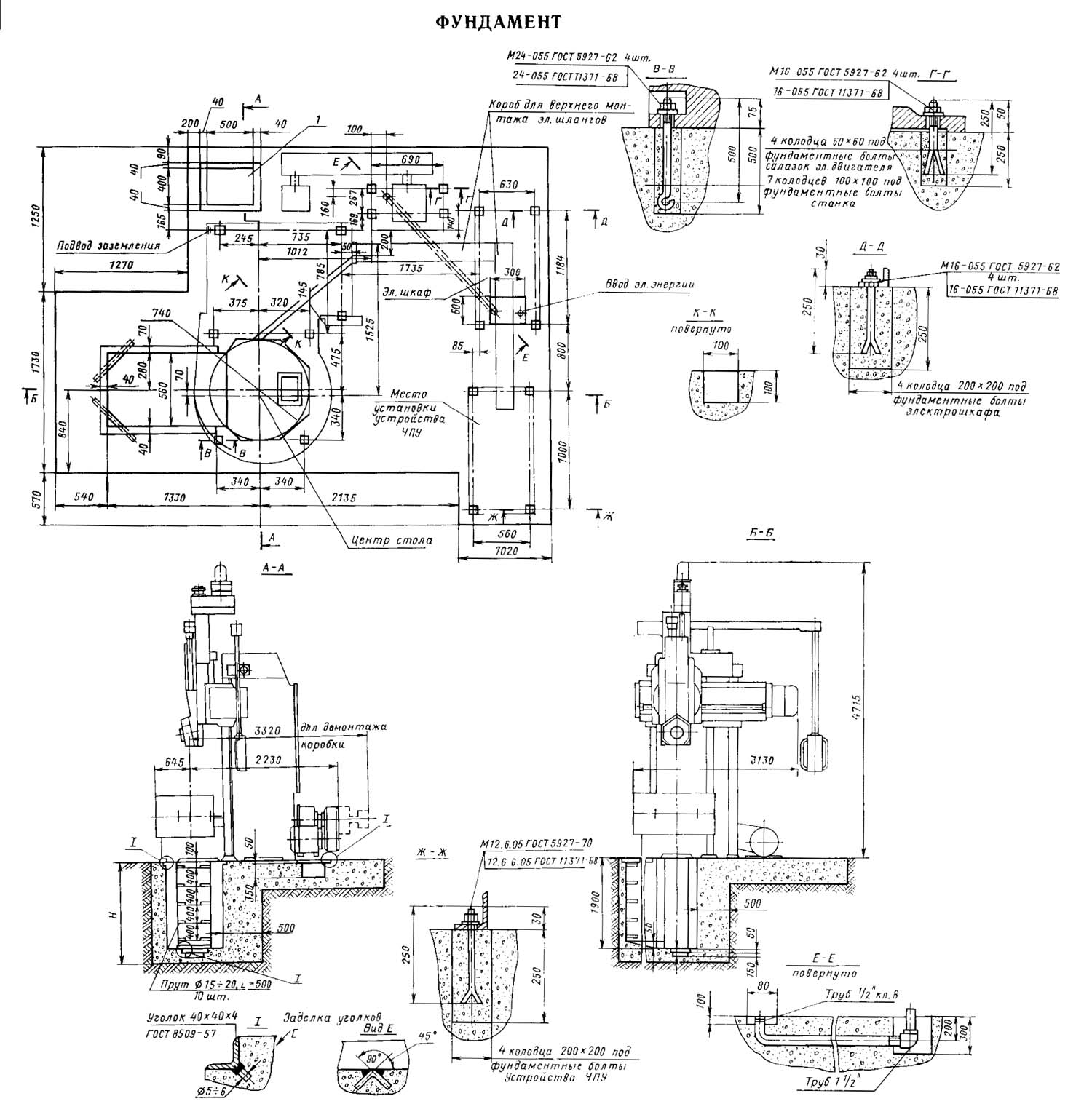
Опорная конструкция всего станка, на которой крепятся все основные узлы агрегата, в том числе и корпус – крупная тяжелая пустотелая литая станина. Закреплять станок необходимо на мощный слой фундамента, который исключит лишнюю вибрацию и позволит выдержать вес агрегата.
Плоские направляющие расположен с фронтальной стороны станины. По этим конструкциям передвигается суппорт и поперечина. Редуктор главного привода расположен с другой стороны станины. Устройства для перемещения поперечины расположены на верхней части станины.
На корпусе стола расположен узел всей вращательной системы. В его основу входят:
- Планшайба. Во время рабочего процесса опирается на круговые направляющие, которые расположены в верхней части корпуса. На лицевой части планшайбы расположены пазы Т-образного типа. К ним крепится обрабатываемая заготовка при помощи дополнительной оснастки. Сама планшайба имеет встроенный механизм зажима заготовки. Качество обработки и безопасность всего рабочего процесса зависят именно от этого модуля.
- Шпиндель. Верхней частью закреплен в центр планшайбы. Снизу упирается в радиально-упорный подшипник. Функция – передавать, главное движение от привода.
- Привод планшайбы предназначен для передачи, для сообщения движения шпинделю.
Для вертикальной компоновки станочных частей существует стойка с поперечиной. Производитель предусмотрел аварийные ситуации, поэтому стойка выполнена с запасом прочности.


По стойкам перемещается траверса с двумя суппортами, которую легко зафиксировать в нужном положении. Один из суппортов – револьверный, а второй – расточный. На револьверном расположена каретка и ползун с револьверной головкой. На втором суппорте – ползун с резцедержателем.





