

Кондитерский цех
 В кондитерском цехе должны быть дежи, сита, кастрюли и наплитные котлы, противни и кондитерские листы, венички, выемки, ножи, скалки, стеллажи, весы циферблатные. Кроме того, должны быть установлены в цехе тестомесильная машина, механическая взбивалка, раскаточная машина, ступка, кондитерский варочный котел.
В кондитерском цехе должны быть дежи, сита, кастрюли и наплитные котлы, противни и кондитерские листы, венички, выемки, ножи, скалки, стеллажи, весы циферблатные. Кроме того, должны быть установлены в цехе тестомесильная машина, механическая взбивалка, раскаточная машина, ступка, кондитерский варочный котел.
Важно, чтобы помещение кондитерского цеха было сухим, поскольку мука и сахар сильно поглощают влагу. Замешивание теста производится месильными машинами. Большое количество яиц взбивают механическими взбивалками, а небольшое – вручную
Большое количество яиц взбивают механическими взбивалками, а небольшое – вручную.
Готовое тесто сдобное и слоеное раскатывают в лист специальной машиной, в небольших производствах делают это вручную с помощью деревянных скалок. Разделывают тесто различными фигурными выемками, сделанными из неокисляющего металла. В кондитерском цехе крышки для столов делают из дерева твердых пород, в отличие от мясного и рыбного цехов, в которых делать это запрещено.
Наряду с мучными изделиями в кондитерском цехе иногда производят тепловую обработку сладких блюд (компотов, киселей, запеканок, пудингов и т. д.), причем подготовка киселей, компотов происходит в овощном цехе, где обрабатываются фрукты и ягоды, или в кухне при изготовлении запеканок и пудингов.
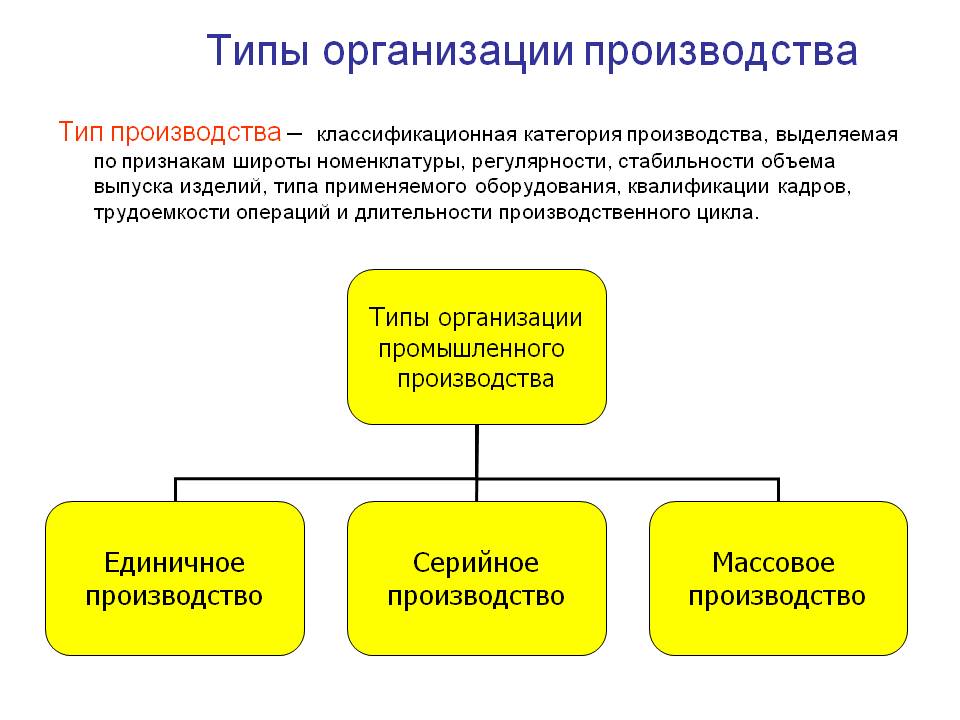
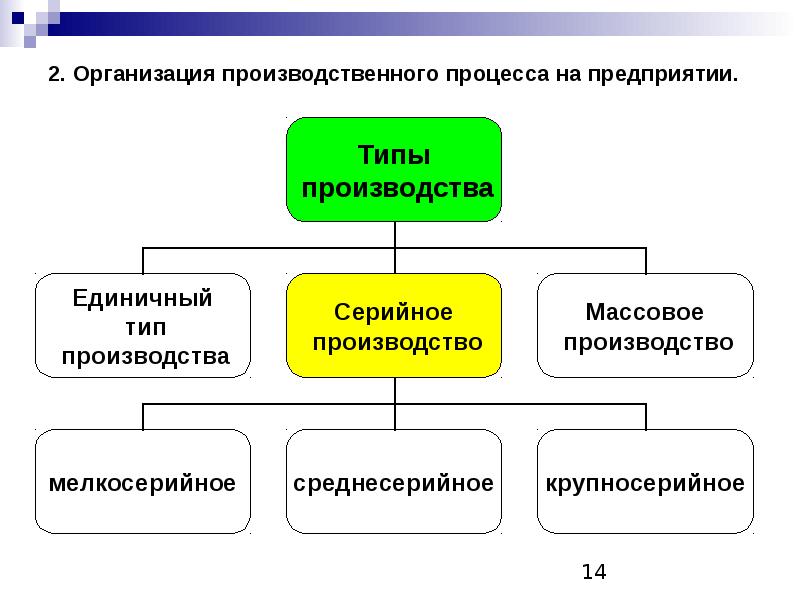
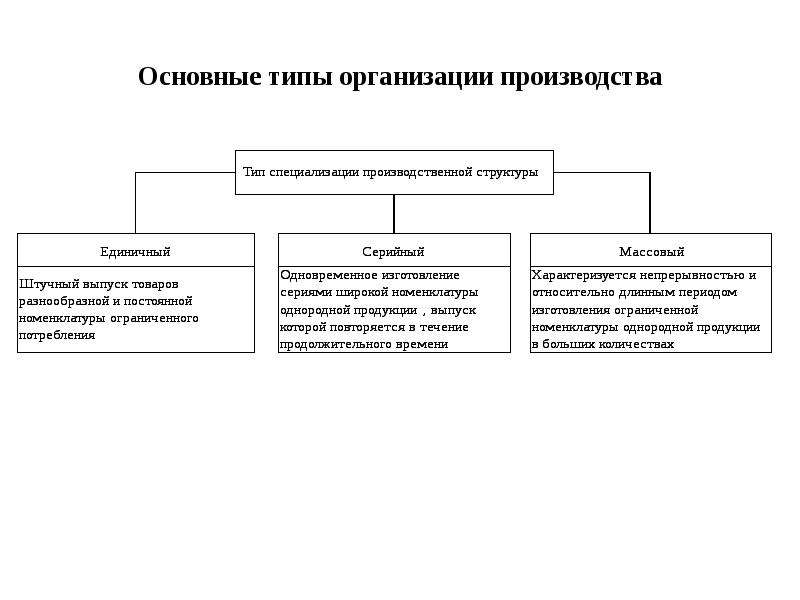
Какие типы организации производства существуют?
В зависимости от сути выше обозначенных параметров, входящих в определение типа организации, находится принадлежность структуры компании к конкретному пункту общей классификации. Всего выделяют три основных варианта (иногда, рассматривают и четвёртый тип – смешанный, но он уже является производным от главных).
- Единичное
Характеризуется выпуском продукции в малых объёмах. Номенклатура изделий в базе предприятия, как правило, весьма разнообразна, ведь каждый продукт уникален и не имеет аналогов. Работа производится в основном по конкретному частному заказу, как, например, в космической промышленности. Поэтому весь процесс сопровождают высококвалифицированные специалисты: занимаются подготовкой и эксплуатацией оборудования под определённую задачу, разрабатывают индивидуальную документацию, код и сопровождающие пояснения, разбираются в многочисленных нюансах практически каждой единицы.
Продукция, выпущенная таким способом, весьма специфична, а потому не имеет большого спроса. Из-за трудного и длительного процесса изготовления, связанных с ним издержек, а также найма высокооплачиваемых сотрудников каждый товар отличается дороговизной.
- Серийное
Служит для производства целых партий определённого вида изделий и конструкций в течение конкретного промежутка времени. Этот тип подразумевает наличие узкоспециализированных рабочих мест и организацию поточности между ними. Таким образом, можно сказать, что налажено параллельно-последовательное движение предметов труда с чётким расположением всего оборудования по всему технологическому процессу. Чаще всего серийная организация подходит для создания готовой продукции или же сборочных узлов, позволяющих снизить затраты на получение полной единицы товара.
Применяемая техника отличается большим, чем в единичном, спектром возможностей, но также могут использоваться и специализированные приборы. В зависимости от объёма каждой партии, помимо обычного серийного, выделяют подтипы построения производства:
мелкосерийное
Мало чем отличается от высокозатратного штучного. Каждая серия разрабатывается под узкий ряд задач специфичными заказами и состоит из небольшого числа единиц.
крупносерийное
По своей сути больше приближено к массовому способу. Определённый вид продукции выпускается довольно длительное время в большом количестве.
- Массовое
Отличается ограниченной номенклатурой изделий, производимой на постоянной основе и рассчитанной на высокий спрос у потребителей. Подобная организация всего процесса очень проста, не требует применения узкоспециализированного оборудования и работы высококвалифицированных кадров. Обычно налажена поточная автоматизированная линия, благодаря чему легко и быстро получаются однотипные стандартизованные единицы товара.
Пути совершенствования производственной структуры предприятия
Рациональное использование ресурсов, повышение качества продукции находится в тесной взаимосвязи с совершенствованием его произв. структуры. Предполагаемые пути ее улучшения:
- Рационализация способов формирования участков, цехов, их взаимодействия. Объединение, укрупнение подразделений, производственных процессов. Введение дополнительных видов работ на одном произв. участке для рабочих узкого профиля с направлением их на профобучение.
- Соразмерность всех элементов произв. ст-ры. Исключение необоснованного роста трат, направленных на обслуживающее, вспомогательное производство.
- Оптимальная планировка производственных объектов, позволяющая уменьшить траты на транспортировку, передвижение по территории предприятия.
- Адекватная организация работы на произв. участках: «профилактика» простоев, уменьшение перерывов и времени обработки деталей на одном произв. участке.
- Смена специализации предприятия, улучшение организационной ст-ры управления.
В случае преобладания вспомогательной, обслуживающей составляющей над основным производством вопрос решается путем передачи данных работ на исполнение другим компетентным организациям.
Транспортное хозяйство
Оно представлено объектами производственной инфраструктуры, которые обеспечивают различные транспортные операции и позволяют осуществлять перемещение грузов в пределах производственной системы. Транспортный отдел, управляемый помощником начальника предприятия, разрабатывает рациональные схемы транспортных маршрутов (маятниковые, лучевые, кольцевые и др.) на основе анализа грузооборота и осуществления грузопотоков. Оптимизирует работу внешнего (автомобили на балансе предприятия) и внутреннего (лифты, краны, автокары, конвейеры) транспорта. Производственная компания имеет в своем распоряжении транспортный цех, автомастерские, гаражи.

Формы организации производства
Выше мы говорили о формах организации производственного процесса и соответствующих им методах передачи предметов труда с операции на операцию. Таким образом, форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса — предметов труда.
Напомним, что единичному производству соответствует технологическая форма организации с последовательной передачей предметов труда с операции на операцию; серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда; и наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию.
Рассмотрим эти формы организации производства более подробно.
Организация производства с последовательной передачей предметов труда представляет собой процесс, в ходе которого предметы труда передаются на каждую последующую операцию лишь после окончания обработки всей партии деталей на предшествующей операции. Эта форма наименее производительна, производственный цикл здесь затягивается, так как детали, прошедшие обработку, пролеживают в ожидании окончания обработки всей партии. Вместе с тем преимуществом данной формы служит ее гибкость по отношению к изменениям производственной программы, что нередко является объективной необходимостью.
Параллельная организация производства позволяет запускать в обработку и передавать на следующую операцию предметы труда без какой-либо задержки, поштучно, по мере окончания обработки данной детали на данном станке. Таким образом, детали не пролеживают в ожидании обработки всей партии, что сокращает длительность производственного цикла, уменьшает объем незавершенного производства. Однако различия в длительности отдельных операций могут приводить к простою оборудования и рабочих.



Наиболее прогрессивная, оптимальная форма организации производства — параллельно-последовательная. Она содержит в себе преимущества и параллельной, и последовательной форм организации производства. Так, предметы труда с операции на операцию передаются так называемыми транспортными партиями. Партии деталей проходят по операциям параллельно. Оборудование здесь расположено по направлению движения обрабатываемых деталей, его количество определяет величину необходимой производственной площади. В результате обеспечивается максимальная непрерывность использования оборудования и рабочей силы, что позволяет достигнуть относительно высокого уровня производительности труда и низкого уровня себестоимости изготовляемой продукции.
В современных условиях на машиностроительных предприятиях все большее распространение получают такие формы организации производства, как гибкие и блочно-модульные. Гибкие формы позволяют быстро переналаживать производство на изготовление других деталей и изделий. Блочно-модульная форма позволяет сконцентрировать на отдельном производственном участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры деталей и изделий.
На основе расчетов рациональной потребности в ресурсах, с поставкой их в определенные сроки, достигается непрерывность процесса производства. Рассчитывается и обеспечивается сопряженность по мощности и загрузке между заготовительными, металлообрабатывающими и сборочными производствами. В условиях блочно-модульной формы организации производства возрастают роль и ответственность коллектива работников за результаты своего труда, комплексно реализуются вопросы организации производства, труда и управления. При этом достигается наивысший уровень производительности труда, эффективности всего производства.
ПУТИ СОВЕРШЕНСТВОВАНИЯ ПРОИЗВОДСТВЕННОЙ СТРУКТУРЫ ПРЕДПРИЯТИЯ
Производственную структуру предприятия совершенствуют, чтобы сократить трудоемкость на всех производственных участках и рабочих местах, улучшить качество продукции. Сокращение трудоемкости и улучшение качества выпускаемой продукции позволяют предприятию снизить расходы, включаемые в себестоимость продукции (как основные, так и косвенные).
За счет эффективного совершенствования структуры производственного предприятия можно сократить трудовые издержки (например, автоматизировать отдельные производственные процессы), провести рационализацию производственных площадей.
Основные пути совершенствования производственной структуры предприятия:
- Укрупнение цехов, частичное объединение производственных процессов в некоторые производственные участки и дальнейшее объединение производственных участков. Большое количество специалистов узкого профиля в составе одного участка нельзя считать рациональным с экономической точки зрения, поэтому предлагается расширять спектр работ, выполняемых работниками (даже путем дополнительного обучения работников на выполнение новых видов работ).
- Совершенствование принципов построения производственных участков и цехов, путей взаимодействия между ними. Тем самым можно сократить производственный цикл, высвободить возможность увеличить объем выпускаемой продукции, прибыльность и доходность предприятия в целом.
- Совершенствование планировки производственных зданий и сооружений, что даст возможность сократить временные расходы на внутренние переходы и транспортировку при соблюдении норм расстановки и дистанций между оборудованием.
- Интеграция предприятий в промышленные объединения, что позволяет разграничить производственные процессы между несколькими предприятиями, сократив затраты каждого из них.
- Соблюдение пропорциональности между элементами производственной структуры, недопущение нерационального роста затрат на обслуживающие и вспомогательные производства.
- Сокращение времени пребывания изделия (деталей, составных частей) на конкретном производственном участке, а также сокращение простоев и перерывов в рабочем процессе.
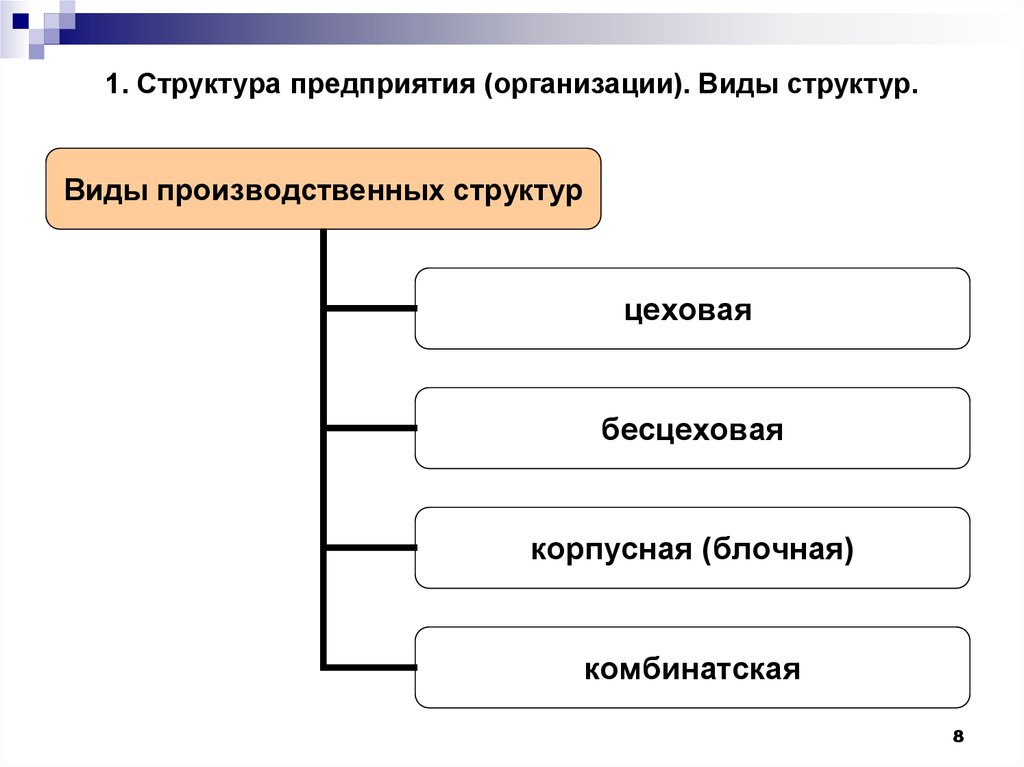
- Изменение специализации предприятия и усовершенствование структуры управления. Некоторые мелкие и средние предприятия отказываются от создания цехов в пользу бесцехового типа производства, при котором все производственные процессы разделены между несколькими производственными участками, что облегчает планирование и контроль за исполнением, избегая раздутой системы руководства.
ЭТО ВАЖНО
В первую очередь совершенствование должно коснуться вопроса соотношения между основными, вспомогательными и обслуживающими цехами. Основной удельный вес работ (в том числе количества работников и общей занимаемой производственной площади) должен быть выделен для основного производства, так как именно там идет процесс изготовления продукции.
На некоторых предприятиях наблюдается обратная тенденция, когда удельный вес трудоемкости вспомогательных и обслуживающих производственных процессов куда выше основного производства. Такое тождество достигается за счет высокого уровня автоматизации основного производства, что влечет за собой сокращение трудоемкости выпуска основной продукции. Как следствие, увеличивается трудоемкость по обслуживанию большого количества дорогостоящего оборудования.
Распространенное решение проблемы перевеса обслуживающих и вспомогательных производственных процессов над основными производственными — передача соответствующих работ сторонним профильным организациям. Зачастую такая передача становится экономически эффективнее, чем самостоятельное выполнение работ (например, работ по обслуживанию и ремонту оборудования, заготовительных работ и др.).
Что такое организация производства
Под организацией производства понимают совокупность действий и приемов, необходимых для выпуска продукции, оказания услуг или выполнения работ. В экономической теории существует и иное понятие производственного процесса. Так называют комплекс мероприятий, направленных на создание благоприятных условий для изготовления товаров. Его структура включает в себя:
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
- разработку нормативно-правовой документации;
- найм квалифицированного персонала;
- приобретение и обслуживание основных средств;
- налаживание и запуск производственной линии;
- выпуск готовой продукции;
- ведение учета;
- заключение договоров с поставщиками и подрядчиками, с покупателями и заказчиками.
Каждая составная часть схемы организации производства находится под контролем. В случае выявления недостатков, принимаются меры по их устранению.
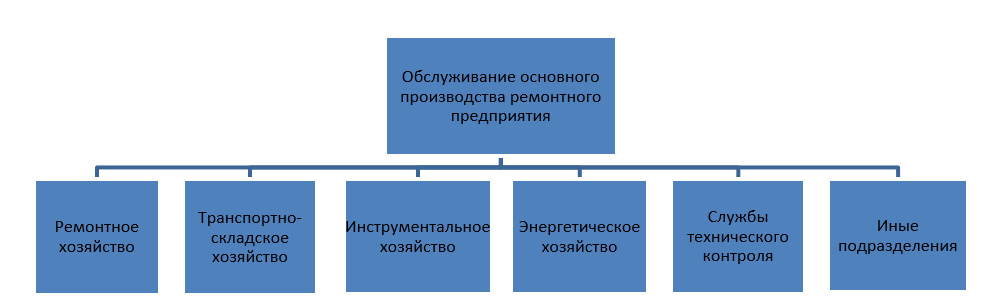
Производственная структура предприятия. Пример (ремонтное предприятие)
Структура любого ремонтного предприятия включает стандартные виды подразделений, которые описаны выше. К ним относят:
- Основные – разборочно-моечные, ремонтные, сборочные. Например: разборочный цех, где есть участок приемки, мойки, разборки. На малых безцеховых предприятиях – участок по ремонту машинного оборудования с отделением по ремонту НКО, насосов и компрессоров.
- Вспомогательные – включающие инструментальный, гальванический и др. хозяйства.
- Обслуживающие – подразумевают подъемно-транспортное, материально-складское обслуживание, наличие участков комплектования, технологической подгонки.
Доминирующее значение при создании структуры любого предприятия имеет организация должного уровня обслуживания основного производства.
Элементы производственной структуры
Исходным элементом является рабочее место. За ним следует участок и цех.
Рабочее место
Это определенная часть цеха, где:
- размещено основное, наиболее значимое оборудование;
- имеются подсобные устройства, соответствующие предметы труда;
- реализуется часть процесса.
Рабочее место бывает:
- простым (с одним работником и оборудованием);
- многостаночным (один человек работает на разном оборудовании);
- комплексным (работает бригада на одном агрегате).
Рабочие места делят также на подвижные и стационарные, специализированные и универсальные.
Производственные участки
Рабочие места объединяют в участки, где выполняют одинаковые (различные) операции по изготовлению продукции. Участки формируются по двум принципам:
- Технологическому. Устанавливают однотипное оборудование для выполнения одного вида операций. Например, несколько токарных станков.
- Предметно-замкнутому (поточные линии). Устанавливают разное оборудование для рабочего персонала по разным специальностям.
Производственные цеха
Производственные участки объединяют в цеха, которыми руководят начальники цехов. В зависимости от типа производственного процесса цеха систематизируют по шести категориям.
| № пп | Название категории цеха | Ключевые функции |
| 1 | Основные | Изготовление основной продукции |
| 2 | Обеспечивающие | Пр-во вспомогательной продукции |
| 3 | Обслуживающие | Выполнение услуг, требуемых для адекватной работы всех процессов пр-ва |
| 4 | Подсобные | Добыча, обрабатывание вспомогательных материалов |
| 5 | Побочные | Изготовление продукции с использованием произв. отходов |
| 6 | Вспомогательные | Обеспечение беспрерывности основных произв. процессов |
Пример структуры производственного цеха
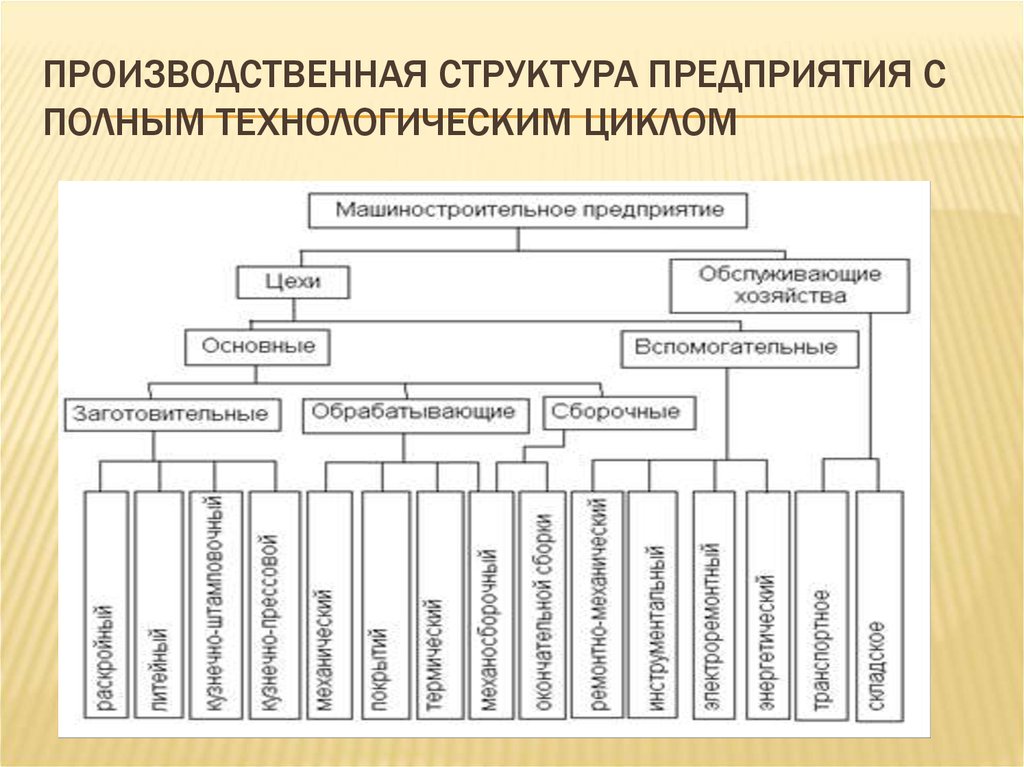
Типичный состав основного цеха среднего предприятия может включать подразделения (цеха):
- Заготовительный (литейный, кузнечный, штамповочный).
- Обрабатывающий (механо-сборочный, термический, покрытий).
- Сборно-испытательный (окончательная сборка, проведение испытаний).
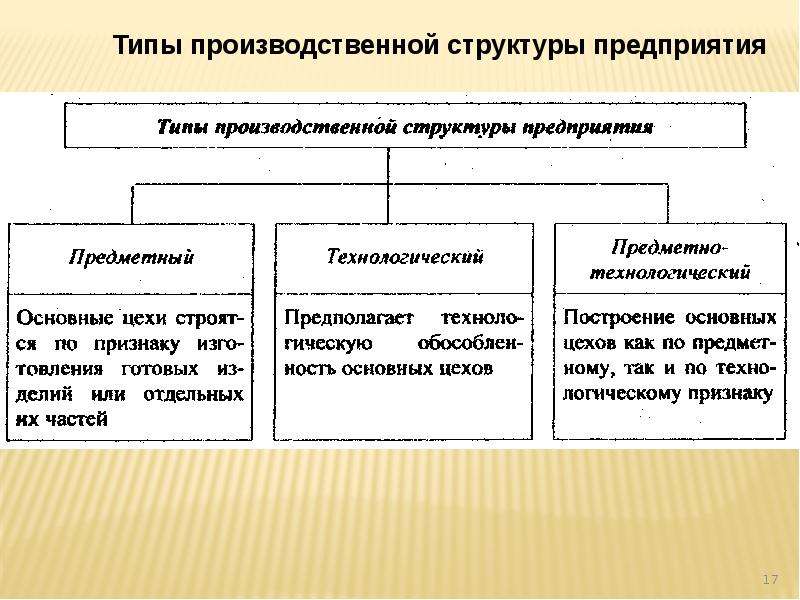
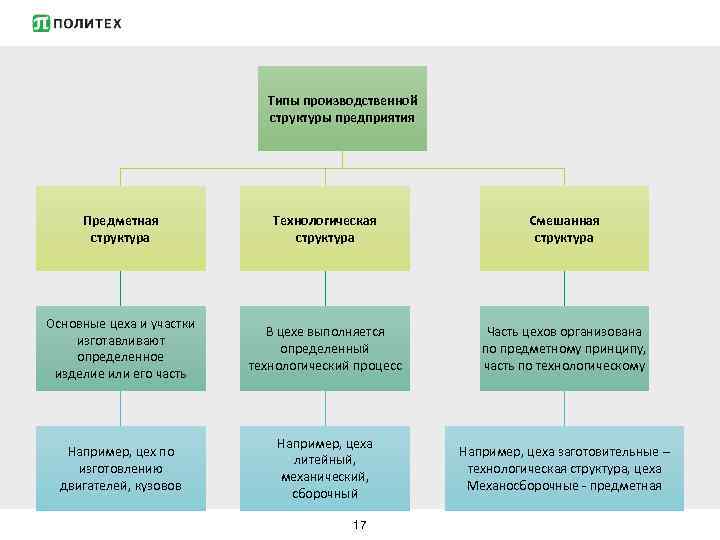
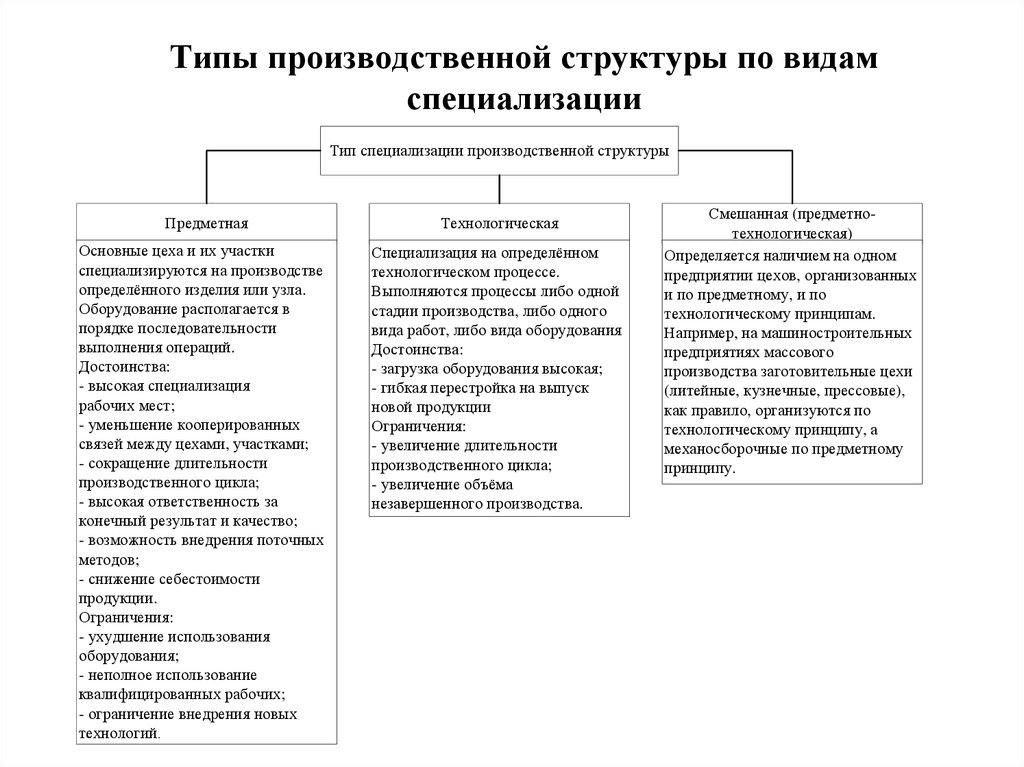
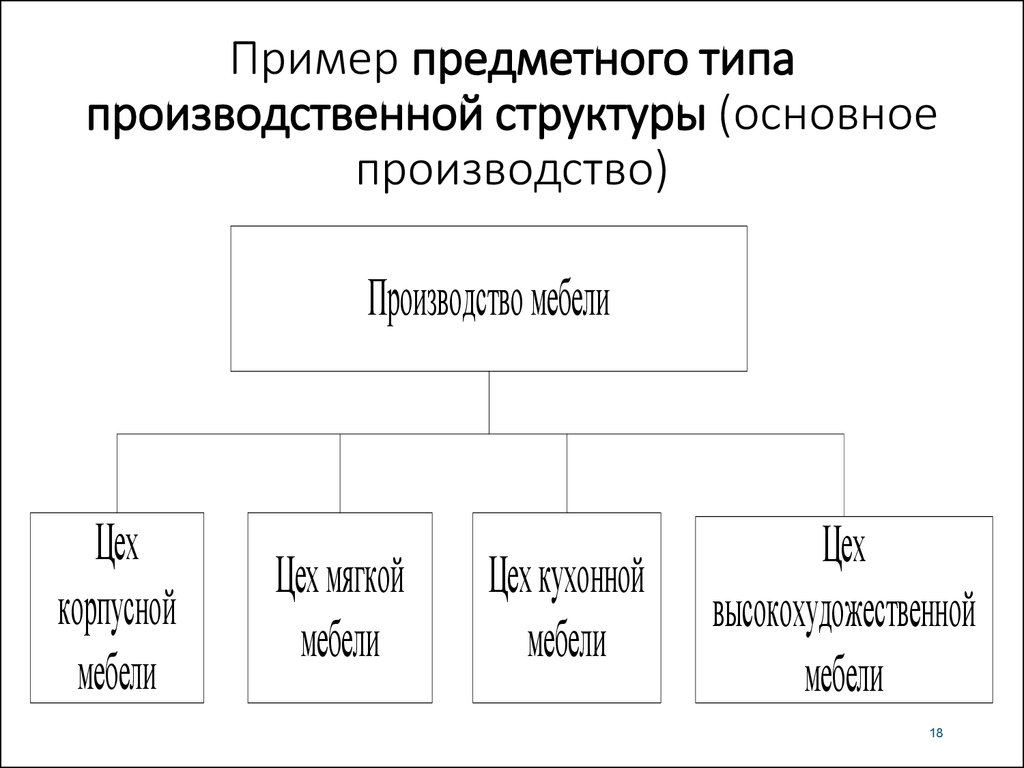
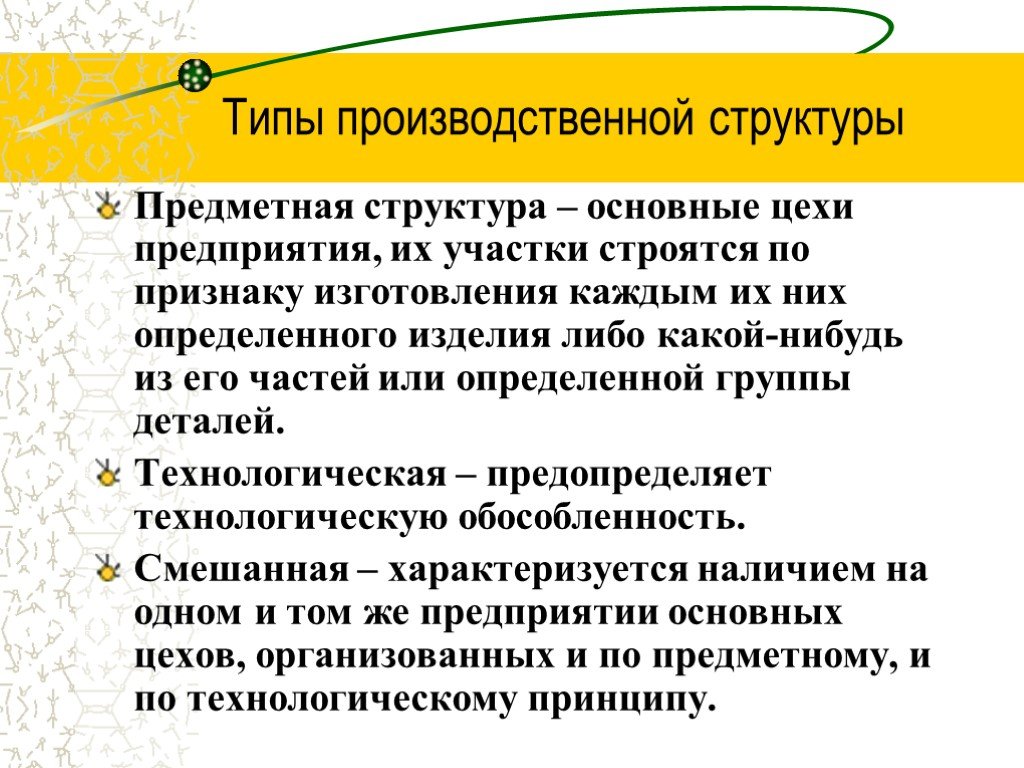
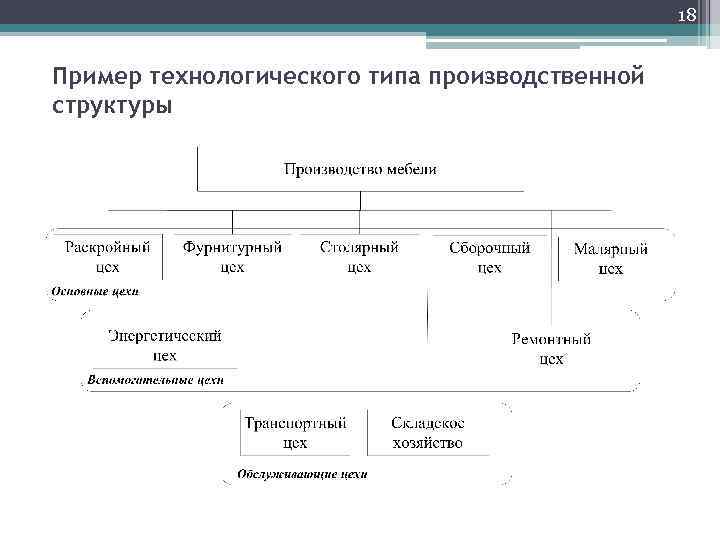
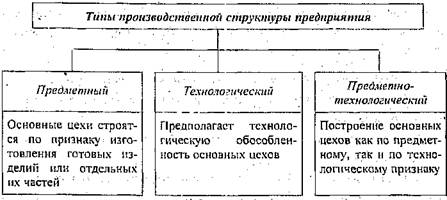
Типы производственной структуры основных цехов
Данная систематизация структуры цехов базируется на специализации. Различают 3 типа основных цехов:
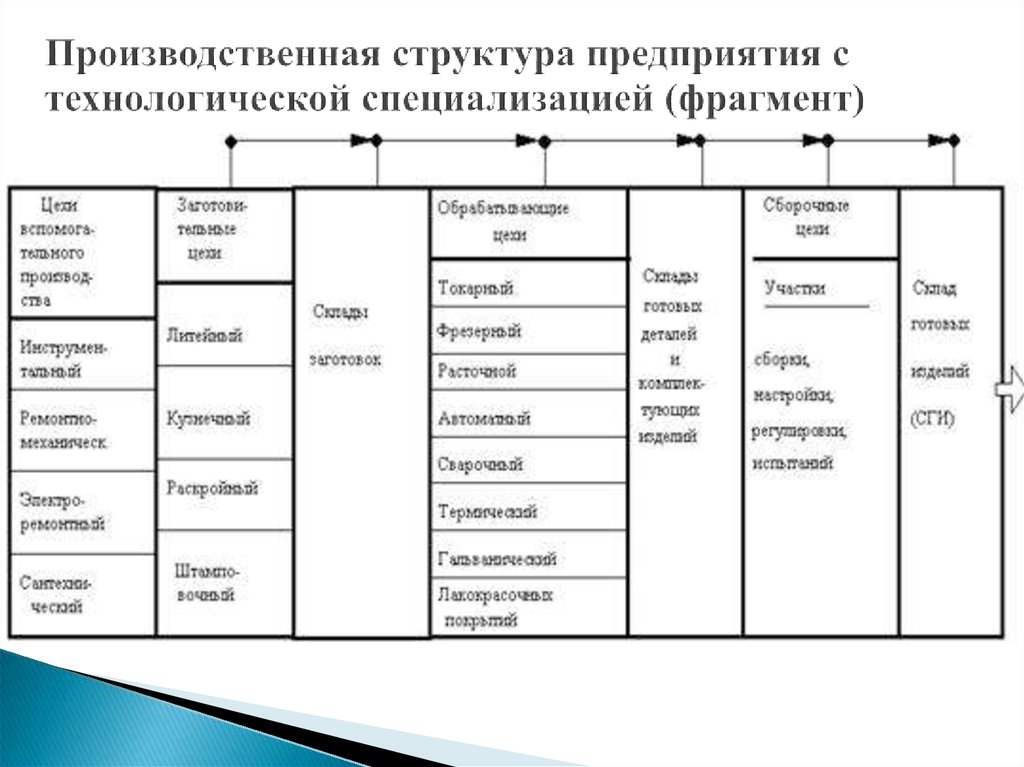
- Технологический. Цех (например, сборочный, литейный) предназначен для выполнения конкретных тождественных процессов.
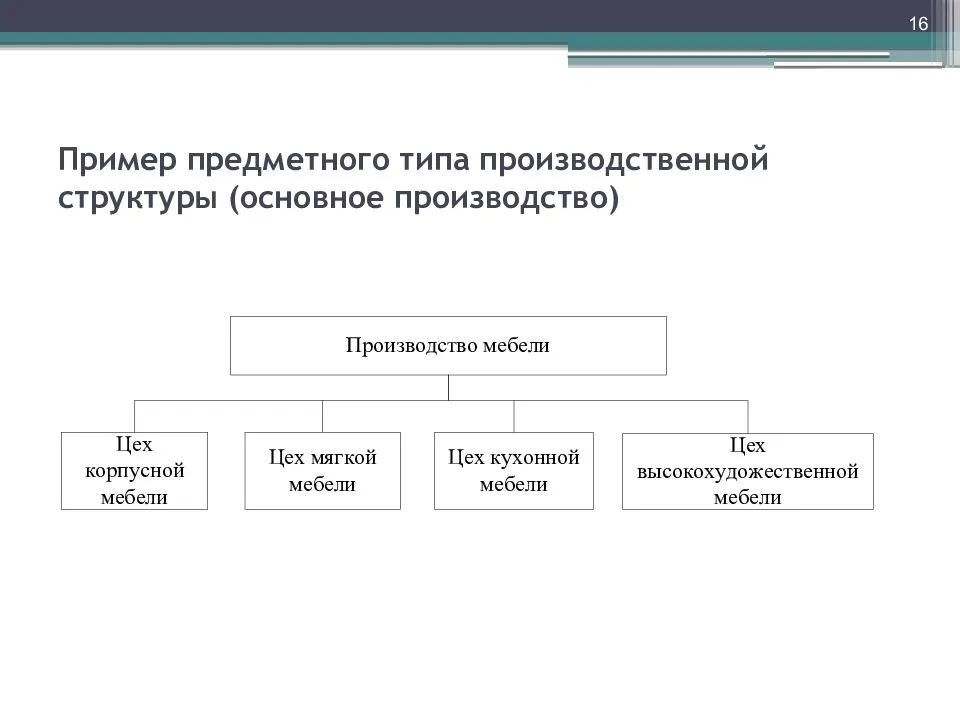
- Предметный. Изготавливается один вид изделия либо его часть. Если результат такой работы – готовая продукция, то тип цеха будет иметь иное название – предметно-замкнутый.
- Смешанный. Содержит признаки первых двух типов.
Производственный цех
Является последней ступенькой в формировании законченной технологической системы по выпуску готовой продукции. Цех окраски вагонов проводит полный комплекс подготовительных (зачистка, грунтовка), окрасочных (нанесение нескольких слоев краски) и завершающих (нанесение знаков, клейм) операций на изготавливаемом изделии.





Каждый цех имеет свою структуру управления (начальник цеха, технолог, инженерный аппарат, диспетчерский аппарат). Если количество работников цеха превышает 100 человек, создается своя цеховая бухгалтерия. При меньшем количестве обслуживание работников происходит в общей бухгалтерии предприятия.

Характеристика типов производства
Тип выпуска продукции влияет на организацию производства, его управление и финансово – экономические показатели, то и в целом эффективность предприятияв целом.
Рост технического оснащения и объемов производства готовых изделий в момент перехода от единичного производства к серийному, и массовому снижает потребность в использовании живого труда. Соответственно снижается стоимость готовых изделий. Кстати, в качестве примера можно привести заводы Ford. На них в начале ХХ века первые автомобили производили на стапелях. При внедрении конвейерного производства резко вырос объем готовых изделий, и упала их цена для потребителей.
Всеволожский завод Ford Sollers
На основании вышесказанного можно провести некоторые обобщения. К возможностям штучного производства можно отнести то, что номенклатура выпускаемых изделий практически неограниченна, большая часть изделий носит сугубо индивидуальный характер. Для производства штучной продукции применяют универсальное оборудование, например, станки токарно-фрезерной группы. При разработке рабочей документации, в частности, технологической документации, проектировщики занимаются созданием укрупненного технологического процесса, не какой-то одной детали, а на узел или изделие в целом. Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал. Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для организации серийного производства изделий привлекают универсальное или специализированное оборудование. Выпуск изделий происходит с определенной периодичностью. Для выполнения работ нет необходимости в привлечении высококлассных специалистов.
Во время организации массового производства используют специализированное оборудование. Для работы на нем достаточно использовать инженерный и рабочий персонал с низкой квалификацией.
Оборудование для массового производства
На самом деле, на предприятии может работать несколько типов производства. Но это может быть объяснено тем, что на предприятии не слишком высокая специализация. Например, в свое время автомобильный завод им. Лихачева (ЗИЛ), серийно выпускал грузовики, предназначенные для эксплуатации военными, в сельском хозяйстве, строительстве, и множестве других отраслей. Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Овощной цех
 Крупные предприятия имеют несколько видов машин: сортировочную машину, овощемойку, картофелечистку, овощерезку. Кроме того, овощные цехи оборудованы моечными ваннами, производственными столами и стеллажами.
Крупные предприятия имеют несколько видов машин: сортировочную машину, овощемойку, картофелечистку, овощерезку. Кроме того, овощные цехи оборудованы моечными ваннами, производственными столами и стеллажами.
Каждый вид овощей проходит определенные стадии обработки и подготовки к использованию. Проследим все производственные стадии очистки на примере картофеля. Первая производственная операция состоит в сортировке картофеля (и других овощей) по размерам и удалении испорченных частей. После этого картофель направляется в механическую овощемойку. Если отсутствует механическая овощемойка, пользуются ваннами из нержавеющей стали. Далее картофель и корнеплоды поступают в механическую картофелечистку, а затем на дочистку — удаление «глазков». Последнюю операцию выполняют вручную.
Столы в овощном цехе должны иметь металлические крышки из нержавеющей стали. На этих столах производят резку овощей, ее выполняют с помощью овощерезок или вручную. Измельченные овощи готовят для тепловой обработки. Иногда для резки овощей используют доски из твердых пород дерева, на них должна быть маркировка СО (сырые овощи).
Подготовленные овощи укладывают в большие баки или в глубокие противни, накрывают чистой влажной тканью и размещают на стеллажах. По требованию кухни их передают для готовки. Обработанный картофель заливают холодной водой во избежание потемнения, хранится такой картофель не более 4 часов. При чистке лука и резке включают вытяжной шкаф.
В овощном цехе находятся товарные и напольные весы для взвешивания овощей, разнообразная тара: ведра, баки, противни, ножи. Для повара устанавливают один стол для заготовок овощей для салатов и холодных блюд.
С этим читают
Обслуживающее подразделение
Обслуживающие подразделения также должны взимать плату за услуги, которые они предоставляют программам, факультетам и исполнительному органу.
Обслуживающие подразделения выполняют работу по обслуживанию производства.
Обслуживающие подразделения цеха включают цеховые склады ( кладовые), внутрицеховой транспорт и цеховые пункты ( посты) технического контроля.
Все обслуживающие подразделения экономически привязаны к цехам, выпускающим товарную продукцию. Доходы цехов-товаропроизводителей являются основным источником доходов всех остальных подразделений предприятия. Оплата услуг обслуживающих подразделений производится за счет выручки от реализации продукции.
К обслуживающим подразделениям относятся: энергетическая служба ( котельные, компрессорные, кислородные станции, электростанции), транспортное хозяйство, складское хозяйство и пр.
Коммерческая деятельность обслуживающих подразделений, которые по характеру своей основной деятельности не призваны приносить прибыль, как по расходам, так и по доходам должна учитываться отдельно, и финансовые результаты от такой деятельности учитываются, формируются, распределяются ( погашаются) в порядке, регламентируемом действующим законодательством.
На данном этапе обслуживающее подразделение не претерпевает изменений.
Изменение численного состава обслуживающих подразделений практически ограничено возможностями при выполнении работ, поэтому находится только целая часть К / з0), которую будем называть модулем. Частично недостающие или превышающие нагрузки компенсируются взаимодействием подразделений аварийного ремонта и ППР.
В отношении собственных СИ обслуживающее подразделение является подразделением-пользователем.
В данном случае затраты обслуживающих подразделений относятся только на центры производственных затрат. Таким образом, применительно к рассматриваемому примеру затраты лаборатории и канцелярии необходимо распределить на курсы бухгалтерского учета и секретарского дела пропорционально объемам требуемых копировальных работ и количеству почтовых отправлений
При этом взаимные услуги центров обслуживания во внимание не принимаются.
Во вспомогательных хозяйствах и обслуживающих подразделениях предприятия, где возможен перерыв трудового процесса, работу организуют по семидневной неделе с двумя днями еженедельного отдыха.
Сетевой график согласовывается с представителями обслуживающих подразделений, участвующих в строительстве, и утверждается руководством предприятия.
Общезаводские накладные расходы распределяются по производственным и обслуживающим подразделениям.
На втором этапе перераспределяют накладные расходы обслуживающих подразделений на производственные в соответствии с долей услуг, которую получили подразделения-потребители от обслуживающих подразделений-поставщиков. Например, в ремонтно-меха-ническом цехе ( РМЦ) регистрируется время по техническому обслуживанию производственных подразделений. Данные затрат времени на проведение работ служат основой для оценки услуг РМЦ, оказанных производственным подразделениям.

Замена встроенных СИ производится персоналом, обслуживающего подразделения.





