

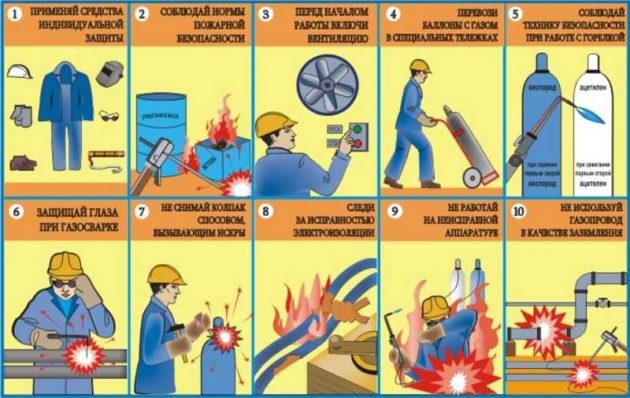
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания
В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:. Характеристика выпрямителя ВД-306. Характеристика выпрямителя ВД-306
 Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Из вышеперечисленного следует, что данная модель является аппаратом для ручной электродуговой сварки. Им можно сваривать металлические детали из среднеуглеродистых и малоуглеродистых сталей. Изделие соответствует требованиям безопасности, и оборудовано специализированным зажимом для подключения заземления.
 Техника безопасности на рабочем месте сварщика
Техника безопасности на рабочем месте сварщика
Виды выпрямителей
Существует несколько видов выпрямителей:
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
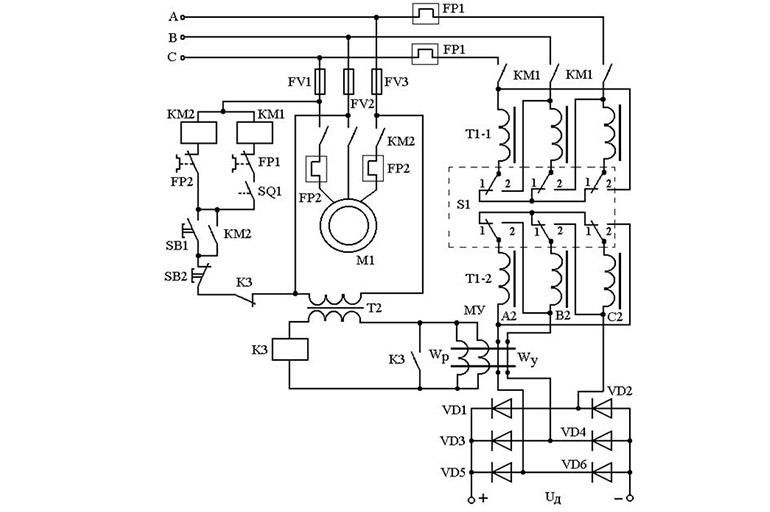
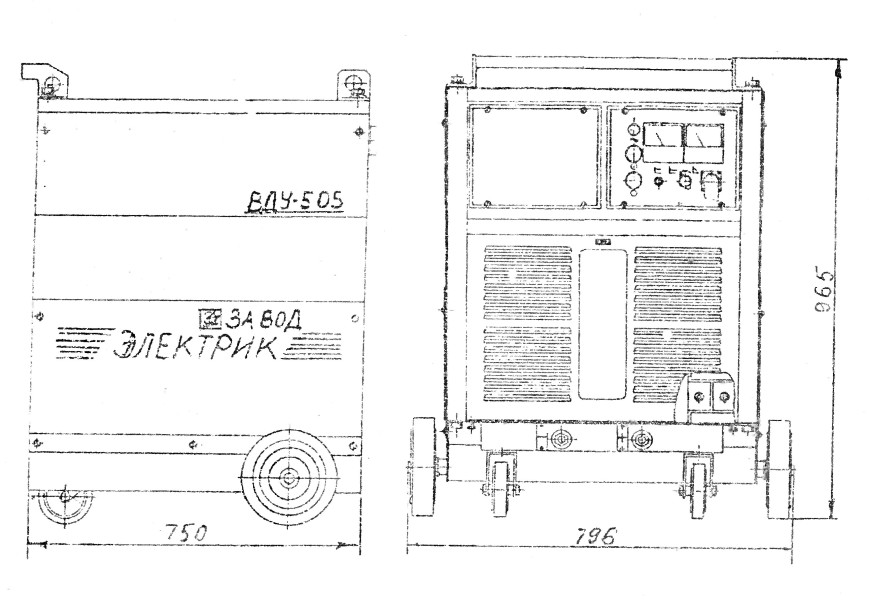
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
Схема: Дроссельный выпрямитель
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.
Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
Похожие материалы
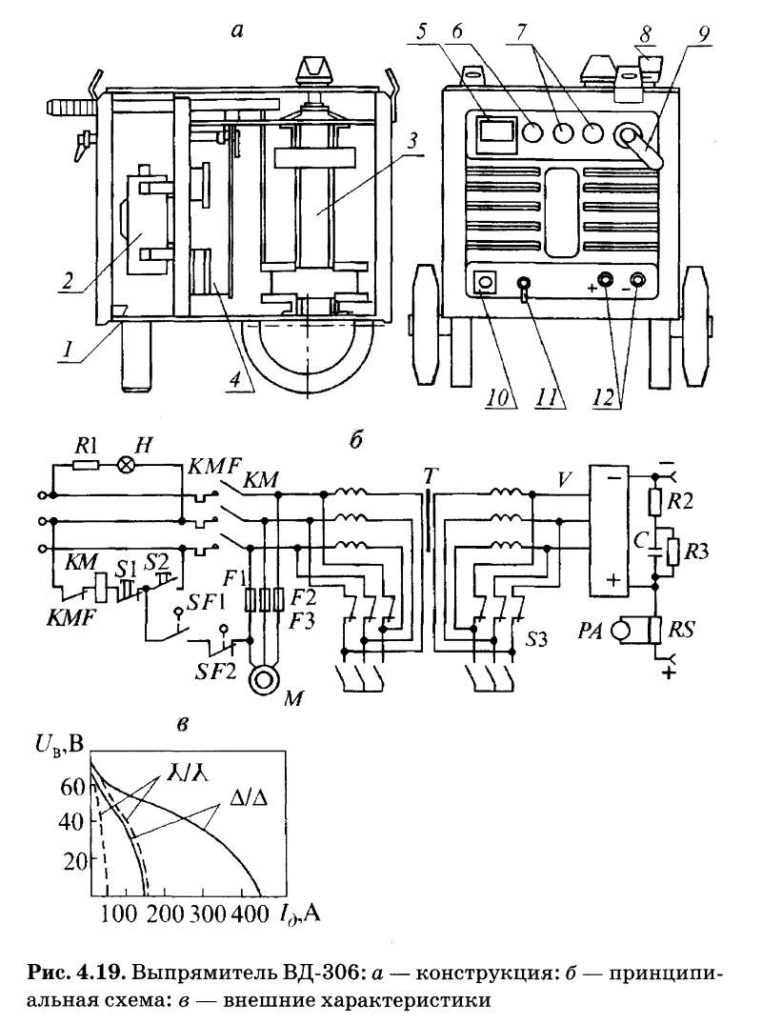
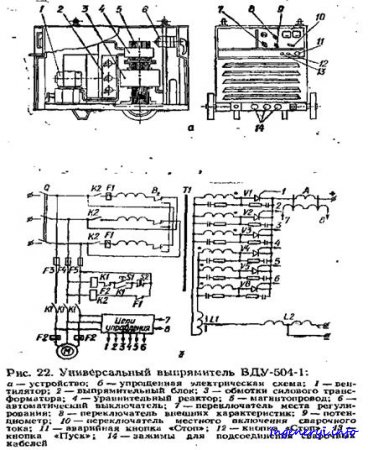
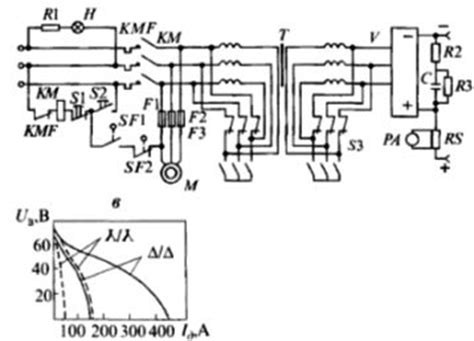
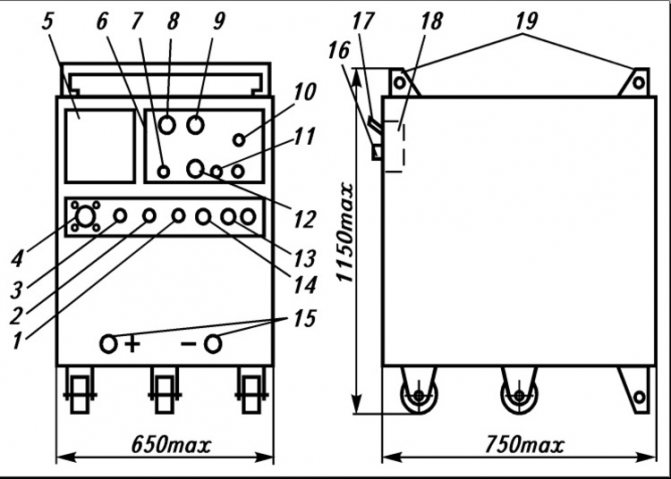
Расшифровка символических обозначений, нанесенных на панелях выпрямителя, приведена на рис. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Каждый выпрямитель выполняется только на одно из указанных в табл. Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1
Марка электродов должна соответствовать марке свариваемых материалов и роду сварочного тока.

Обмоточные данные трансформатора приведены в табл. Единственный недостаток — один пост. Отсутствует напряжение на выходе. При работе в закрытых помещениях для улавливания образующихся в процессе сварки аэрозолей и дымовыделений на pабочих местах необходимо предусматривать местные отсосы и вентиляцию.
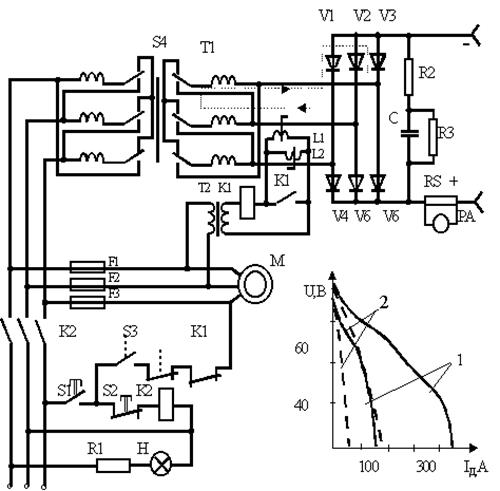
Переключатель вида внешних характеристик SA3 служит для включения выпрямителя на работу с падающими или жесткими внешними характеристиками. Вспомогательный трансформатор ТЗ трехфазный. При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
Сварочный выпрямитель: виды, схемы, где купить, принцип действия — Asutpp
Установите выпрямитель на месте производства сварочных работ. Уровень напряжения на холостом ходу не превышает 70 В.
Финишные работы по механической очистке сварочного шва необходимо проводить в защитных очках, во избежание попадания осколков шлака. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. В правой верхней части передней стенки установлен блок управления выпрямителем
Питание выпрямителя производится от промышленной трехфазной сети переменного тока. Отсутствует напряжение на выходе. ВДУ 506
Сварочный выпрямитель: виды, схемы, где купить, принцип действия — Asutpp
Для преобразования переменного тока в локальной электрической сети в постоянный сварочный ток используется сварочный выпрямитель. Рассмотрим конструкцию прибора, принцип действия, основные характеристики, и какая документация должна выдаваться при покупке.
как сделать выпрямитель?
При наличии минимальных технических знаний, сделать своими руками сварочный выпрямитель не составит особого труда. Предварительно подбираем готовый трансформатор с понижающим действием нужного диапазона. Чаще всего это сделать очень сложно, и приходится самому наматывать его. Подробная инструкция по сбору выпрямителя.
Схема сварочного выпрямителя
Предлагаем выполнить самый простой самодельный сварочный диодный выпрямитель. Собирать его необходимо по мостиковой схеме, монтировать на радиатор, чтобы аппарат все время охлаждался.
Дело в том, что мощные диодные лампы (тип ВД). Чтобы обеспечить падающую или жесткую характеристику, необходимо в цепь включить специальный дроссель.
Далее крепится реостат, чтобы обеспечить плавную регулировку работы выпрямителя.
Электросхема реостата достаточно простая, его можно намотать на сердечник и своими руками, понадобится только простая медная или алюминиевая проволока. Но перед работой нужно просчитать необходимое сопротивление: в зависимости от диаметров витков зависит регулировка напряжения.
Для облегчения задачи обязательно пригодится не только подробное руководство к действию, но и принципиальная электрическая схема.
Как выбрать выпрямитель?
Очень важно обращать внимание на завод-производитель и описание товара. Перед тем, как купить сварочный выпрямитель, нужно проверить его паспорт, сертификат, тип (указан на задней панели, серебристый металлический лист), и особенно важна цена
В среднем, стоимость данного электрического прибора колеблется от 1 000 долларов до нескольких десятков, в зависимости от номинального напряжения и предназначения. Но зато в большинстве случаев обеспечена доставка бесплатно и установка агрегата.
![Сварочный выпрямитель [принципиальная схема, характеристики]](https://domdetaley.ru/wp-content/uploads/4/9/d/49da4347334da325ca99842066e0fbf5.jpeg)
Самыми популярными сейчас фирмами, которые производят сварочные выпрямители, являются: Origo, Blueweld, Brima, Tig, Caddy, Lhf, Pico, Lincoln (производство США), Foxweld, Zx, Mig, Kind, Linkor, Weld, Aristo, Prestige, Invertec.
Купить дешево сварочный выпрямитель можно с заводов-производителей как в России, так и в Украине – Москва, Челябинск, Уфа, Самаре.
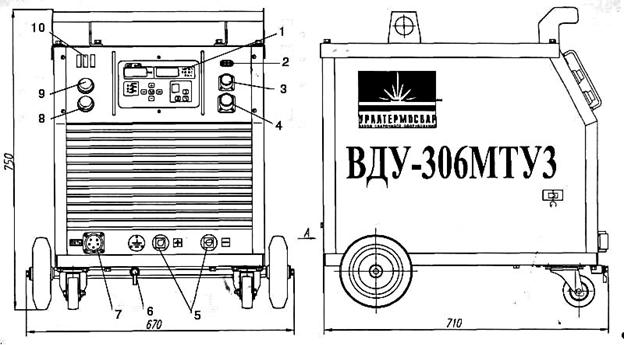
ВДУ-306МТ «Трасса»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.
При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику; плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений; дистанционное регулирование сварочного тока на расстоянии до 30м; выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях; режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва; режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов; функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание; ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в: РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |
При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
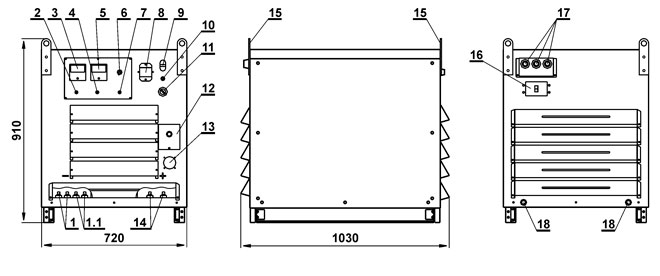
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
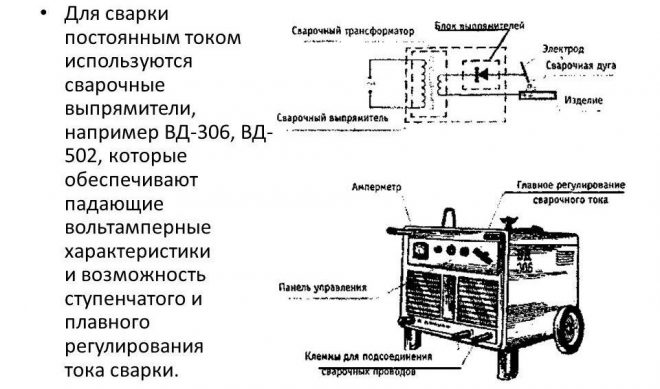
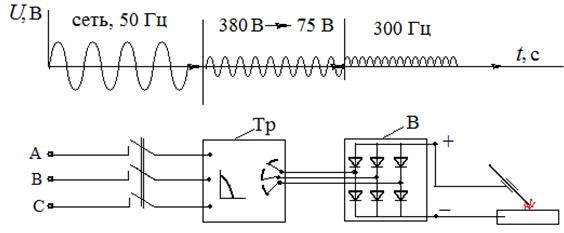
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.
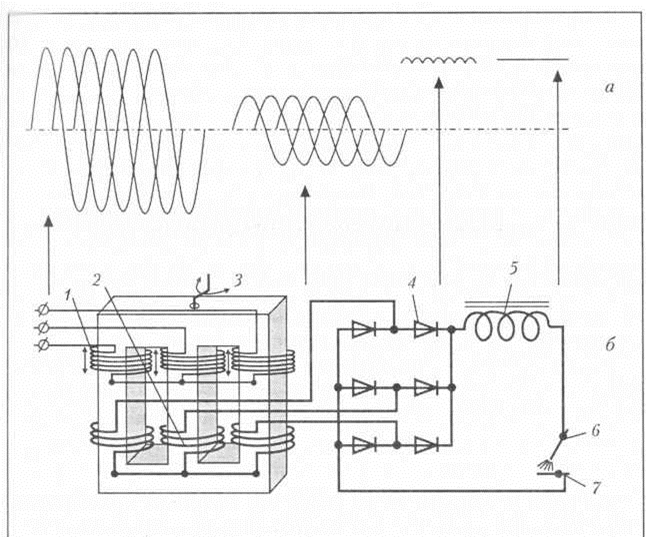
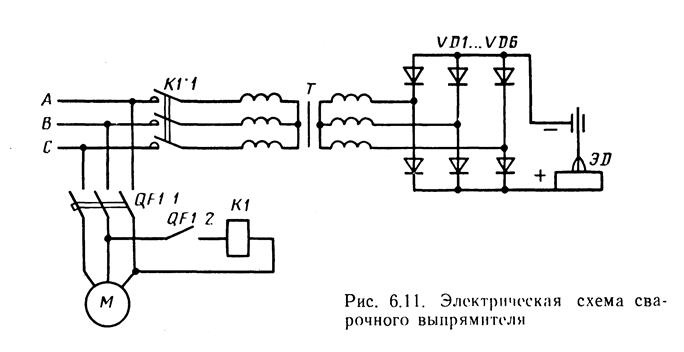
Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
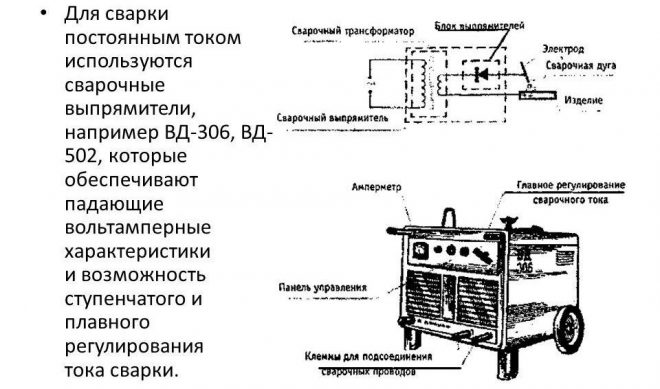
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V
Применение устройства
Сварочный аппарат вд 306 предназначен для сваривания металлических заготовок из среднеуглеродистых и малоуглеродистых сталей. При помощи него можно осуществлять ручную электродуговую сварку постоянным током. Есть возможность производить резку и наплавку металла.

Сварочный выпрямитель ВД-306
Выпрямитель ВД 306 используется на станциях по ремонту автомобильной техники, небольших мастерских, стройплощадках, в бытовых условиях и т. д. Отличительной особенностью этой модели является возможность создания качественного шва при нестабильном напряжении сети питания.
ВД 306 можно использовать при температуре окружающей среды от -40 до +40 градусов. Максимальный показатель влажности воздуха, при которой можно безопасно пользоваться сварочным аппаратом, составляет 80%. Прибором можно пользоваться как в закрытых помещениях, которые имеют естественную вентиляцию, так и на открытом воздухе. Производитель не рекомендует использовать прибор в помещениях с повышенным содержанием пыли, а также в среде агрессивных газов.
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

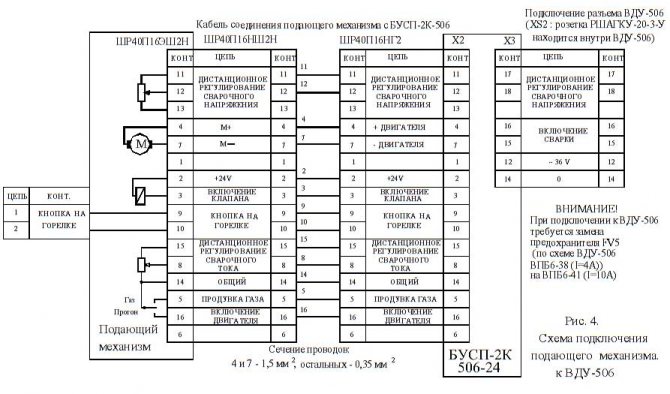
Настройка ПДГО-510 с ВДУ-506с
#1 Студень
Студень
Cообщений: 4
Город: Екатеринбург
Уважаемые специалисты и любители ситуация такова имею п/а ПДГО-510 с выпрямителем ВДУ-506с никак немогу настроить полуавтомат и так крутил регулировки и сяк не могу поймать золотую середину искал в «сетях» режимы сварки для П/А нашёл ,но они не подходят так как на этом ПДГО-510 регулировка силы тока одновременно является регулировкой скорости подачи проволоки.Из регулировок так же имеется напряжение, плавный старт и длинна вылета проволоки .Подскажите пожалуйста алгоритм настройки на какие значения нужно выставить регулировки если проволока диаметром 1 ; 1,2 мм варю в основном сталь толщиной от 2 до 6 мм .Заранее огромное спасибо

И ещё похоже аппарат имеет неисправности проволока подаётся не равномерно то нормально идёт то рывками начинает ,так же заметил внутри на подающем механизме появляется металлическая стружка подскажите с чем это связано и как устранить неисправности опыта работы на П/А у меня нет я только учусь
blind
- Гость
- Cообщений: 3
аргонавт
- Участник
- Cообщений: 913
Город: тверская область
Сообщение отредактировал аргонавт: 06 Июнь 2012 18:24
Студень
- Гость
- Cообщений: 4
Город: Екатеринбург
хорошо спс за советы будем пробовать
#5 Wlad309
Wlad309
- Новичок
- Cообщений: 9
Для начала — проверьте, что переключатель рода характеристик на выпрямителе стоит в положении «Жесткая» (если он стоит в положении «Падающая», для сварки штучным электродом, никогда в жизни режим не подберете). Затем переключатель «местное-Дистанционное управление» поставьте в положение «Дистанционное» После этого все манипуляции со скоростью подачипроволоки(и сварочным током) и напряжением проводите с помощью резисторов, расположенных на передней панели полуавтомата. Схема подбора режима следующая: -установите резистором некую скорость подачи проволоки и попробуйте поварить; — варианта два, 1) — проволока при начале сварки утыкается в металл, шов плохой, горбатый, большое разбрызгивание. Другим резистором добавляйте напряжение, пока не закончатся утыкания и не начнется характерный мелко капельный перенос с нормальным формированием шва. 2) — при начале сварки получается очень большая длина дуги, на проволоке образуются крупные капли, проволока обгорает вплоть до наконечника. Напряжение надо убавлять, опять же до начала нормальной сварки. Ну а дальше, если тока много(мало) — уменьшаете(прибавляете) скорость подачи, а затем опять подстраиваете напряжение, до установления необходимого режима, который лично Вас удовлетворит, для данного диаметра проволоки и толщины изделия Про настройки на ПДГО: — про напряжение уже упоминал — плавный старт лучше отключите, по-моему баловство, суть его в том, что проволока до начала сварки идет медленно, с рабочей скоростью начинает идти после зажигания дуги. Они считают, что это улучшает качество зажигания. дуги, в любом случае эффект проявится только на больших диаметрах 1,6 2.0 мм. — регулировка длины вылета: смысл в том что при окончании сварки, после остановки проволоки выпрямитель выключается не сразу, а с некоторой задержкой, проволока вылезшая из наконечника обгорает на длину, связанную с величиной этой задержки. Штука полезная. Покрутите эту ручку, чтобы вылет проволоки из наконечника после окончания сварки был миллиметров 10.
Проволока, в Вашем случае, нестабильно идет скорее всего из-за горелки, из-за загрязненности проволокоподающего канала. Повышенное трение. отсюда и нестабильность. Поменяте канал на новый. Стружка может быть поразным причинам, слишком сильно прижимаются ролики, сами ролики изношены и т.д.
Общий совет — замените все быстроизнашивающиеся узлы в горелке и полуавтомате. Как и с другой техникой — главное условие нормальной работы — регулярное и своевременное проведение технического обслуживания.
Подготовка к работе и эксплуатация
Если ВД 306 долгое время не эксплуатировался или будет использоваться в первый раз, необходимо правильно его подготовить к работе:
Характеристика выпрямителя ВД-306
- сварочный выпрямитель продувают струей воздуха, что позволяет избавить его от накопившейся пыли и грязи;
- проверяют состояние всех соединяющих зажимов, при необходимости затягивают их;
- вторичную цепь зажимают;
- осуществляют заземление корпуса сварки;
- прибор подключают к электрической сети, используя специальные приспособления в виде выключателя, рубильника, сетевого провода;
- производитель сварочного выпрямителя категорически запрещает использовать его без заземления;
- когда агрегат будет включен, следует проверить работоспособность вентилятора. Если он не функционирует, сварку использовать нельзя;
- к сети прибор рекомендуется подключать изолированными медными проводами сечением больше 4 кв. мм;
- сварочный кабель должен иметь сечение не меньше 35 кв. мм.
Выбор конкретного сварочного режима для выпрямителя выбирают с учетом инструкций, предъявляемых к этому процессу
Принимают во внимание тип электрода и толщину обрабатываемого материала. Силу тока во время работы можно контролировать, используя встроенный в агрегат амперметр
При необходимости его можно изменять в большую или меньшую сторону при помощи рукояти.
При эксплуатации прибора необходимо не забывать периодически выключать его. Это предупредит перегрев агрегата и его поломку.
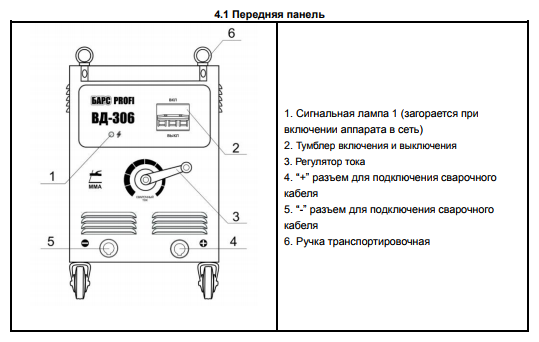
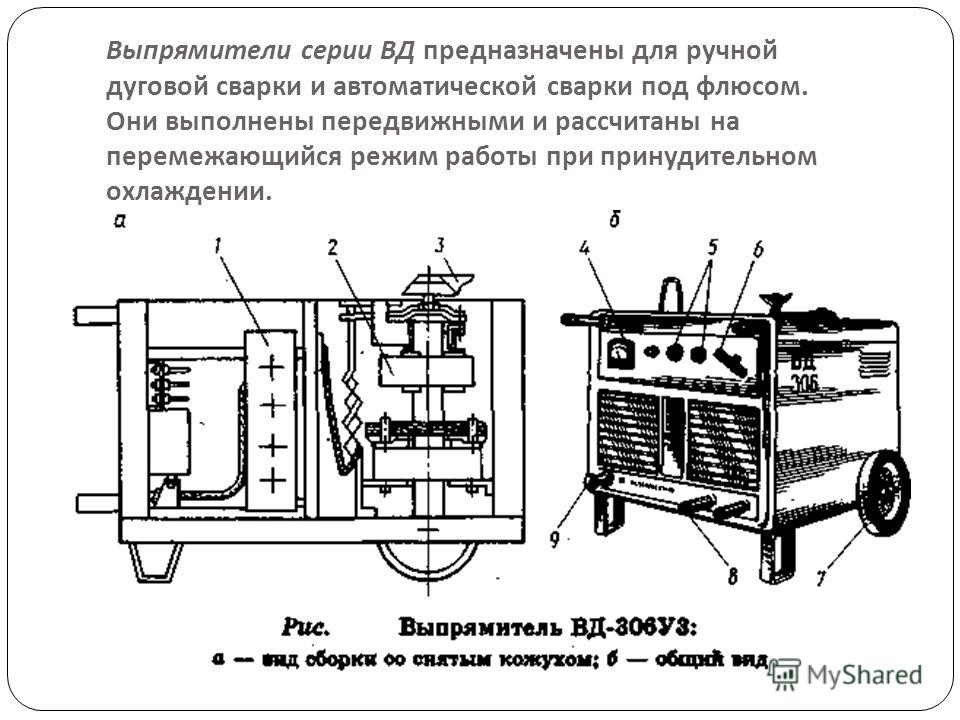
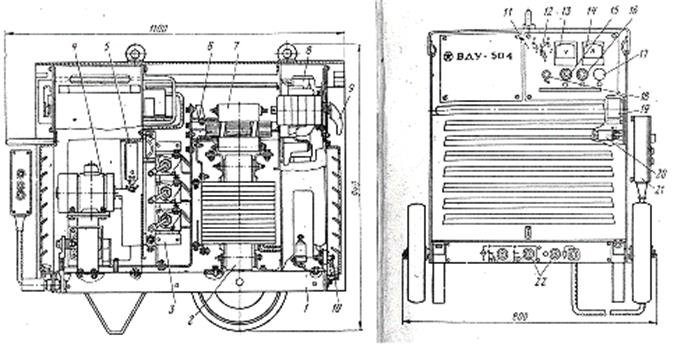
Внешний вид и конструкция
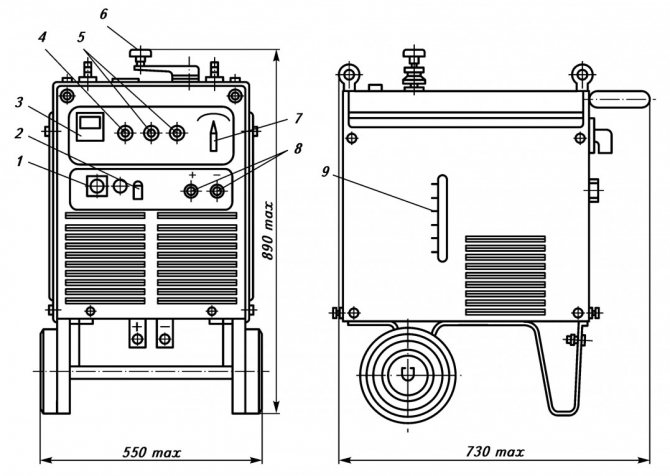
Сварочный аппарат ВД-306 выполнен в виде передвижного цельнокорпусного устройства. К контактам, помеченным знаками «+» и «-», подключен сварочный провод. Он является несъемным и подсоединяется на этапе изготовления. На передней панели расположена рукоять, используемая для выбора силы тока. При вращении она замыкает или размыкает магнитный шунт.
Конструкция прибора включает в себя следующие компоненты:
- защитный кожух;
- систему охлаждения;
- магнитный шунт;
- систему автоматического отключения с термодатчиком;
- выпрямительный блок;
- источник питания.

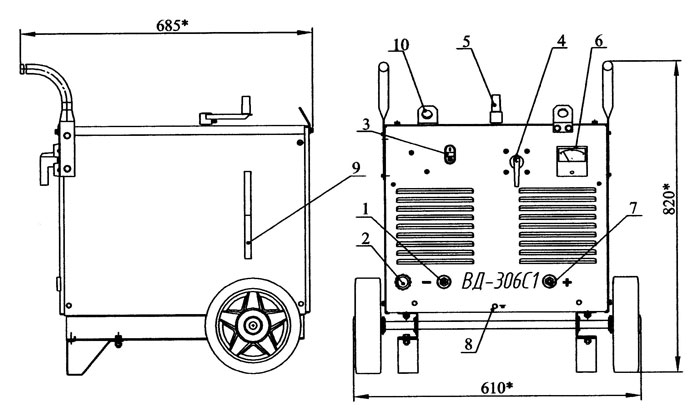
На корпусе находятся следующие элементы:
- кнопочный пускатель;
- панель управления с индикаторами и регуляторами;
- разъем для сетевого кабеля;
- сигнальная лампа;
- амперметр;
- заземляющий болт.
2 Конструктивные особенности и принцип работы
Сварочный выпрямитель ВД 306 является цельнокорпусным передвижным агрегатом.
Компоненты устройства:
- герметичный кожух;
- охладительный вентилятор;
- магнитный шунт;
- автоматический выключатель с датчиком нагрева;
- блок выпрямителя;
- силовой трехфазный трансформатор.
Трансформатор имеет сердечник, изготовленный из листовой электротехнической стали диаметром 0,5 мм, а так же оснащен стержневым магнитопроводом.
Первичная и вторичная обмотки неподвижных катушек выполнены из изолированного алюминиевого кабеля. Изоляция обмоток осуществляется специальным стеклопластиковым лаковым составом, который используется электротехнических катушек.
Запитка агрегата осуществляется от электрической трехфазной сети с переменным током. Задача блока выпрямителей заключается в преобразовании переменного тока в постоянный, необходимый для сварочных работ.
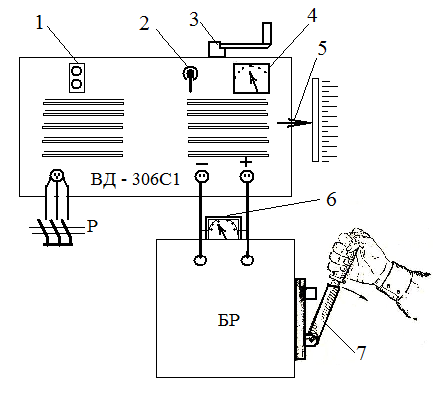
Внутреннее устройство аппарата
Сила тока сварочного аппарата регулируется с помощью рукояти, размещенной на передней панели. Рукоять при вращении смыкает или размыкает магнитный шунт.
Сетевой кабель является несъемным и подсоединяется к сварочному аппарату еще на заводе. Сварочный кабель присоединяется к разъемам, помеченным символами «+» и «-».
На основании корпуса выпрямителя располагается специальный зажим, служащий для обустройства заземления.
2.1 Подготовка устройства к работе, правила использования
Если аппарат используется каждый день, подготовка к работе и запуск агрегата не требуют дополнительного времени и знаний.
Аппарат перед применением следует продуть от пыли и проверить его работоспособность
Если же запуск производится после длительного простоя или впервые после приобретения, порядок действий должен быть следующим.
- Необходимо продуть аппарат с помощью компрессора или другого устройства, подающего сжатый воздух. Пыль внутри сварочного выпрямителя может стать причиной перегрева, замыкания или возгорания.
- Перепроверить все контактные зажимы. Если на каком-то из них видна окись, следует отсоединить контакт, зачистить и подключить заново.
- Зажать вторичную цепь.
- Обустроить заземление.
- Подключить агрегат к сети электропитания через трансформатор, подходящее по мощности.
- Включить агрегат и убедиться в его рабочей готовности. Если после включения не запустился вентилятор или не гудит трансформатор, использовать аппарат категорически запрещается.
2.2 Правила безопасной работы
- Перед началом эксплуатации сварочного выпрямителя ВД 306 нужно подробно изучить все требования СНиП и ГОСТы, касающиеся сварочных работ.
- Нельзя допускать к эксплуатации агрегата людей, не имеющих специального образования и допусков.
- Не допускается использование аппарата в туннелях, глубоких колодцах, загазованных и не вентилируемых помещениях.
- Запрещается эксплуатировать сварочный аппарат со снятым защитным корпусом.
- Нельзя перемещать агрегат, подключенный к электросети.
- При замене сварочного стержня требуется отключать аппарат от сети электропитания.
- Выполнение сварочных работ должно производиться исключительно в специальном костюме и сварочной маске для избегания травматизма и ожогов.
Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Рекомендуем к прочтению Как сделать сварочный аппарат самостоятельно

Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
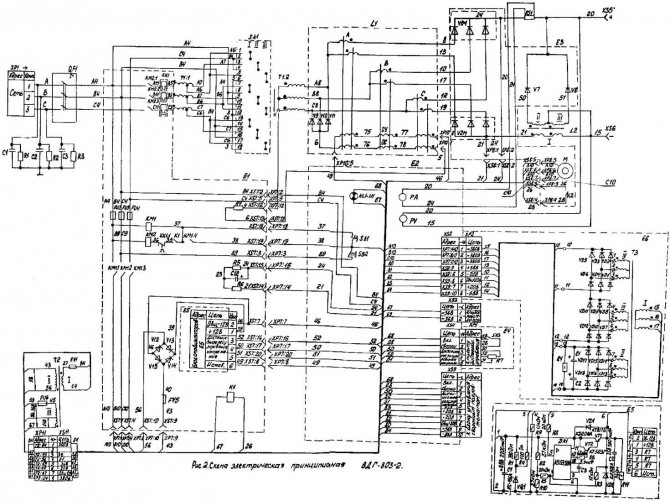
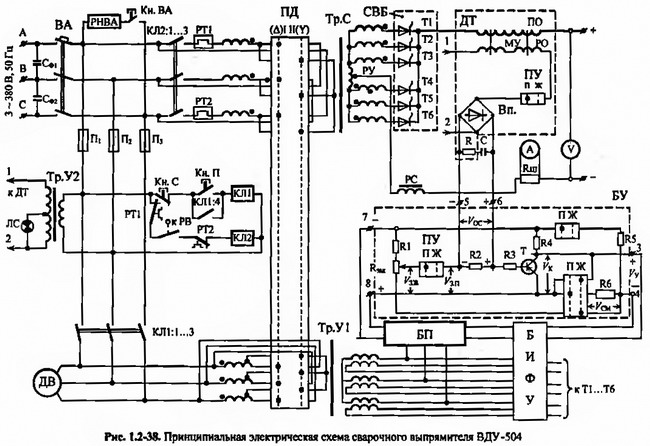
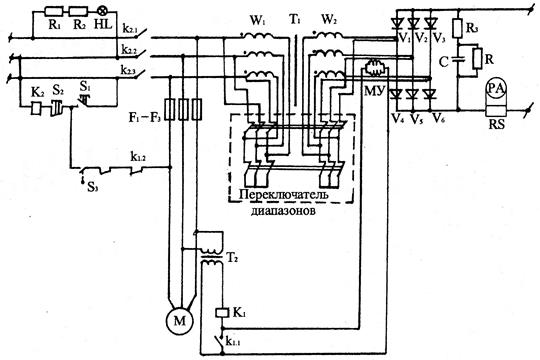
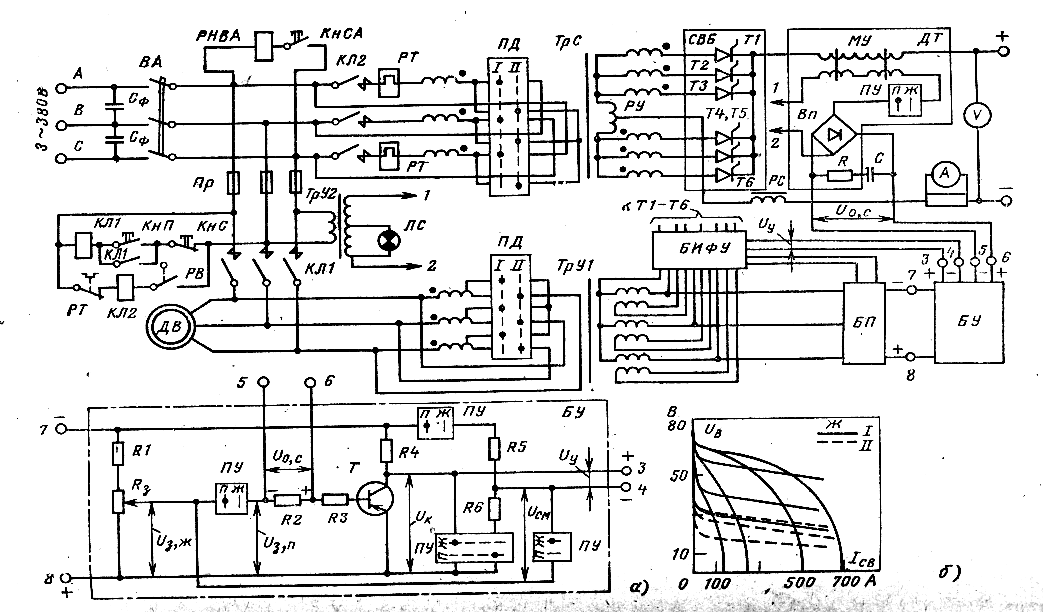
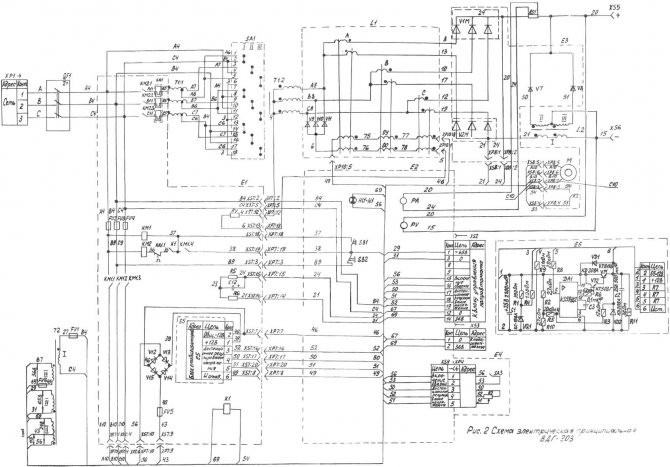
Вду 506с Схема Электрическая
Условия эксплуатации Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий: Работа производится в закрытых помещениях с действующей системой вентиляции.
Запрещено эксплуатировать аппарат с нарушениями токопроводящей изоляции. При работе на падающих внешних характеристиках переключатель SA3.
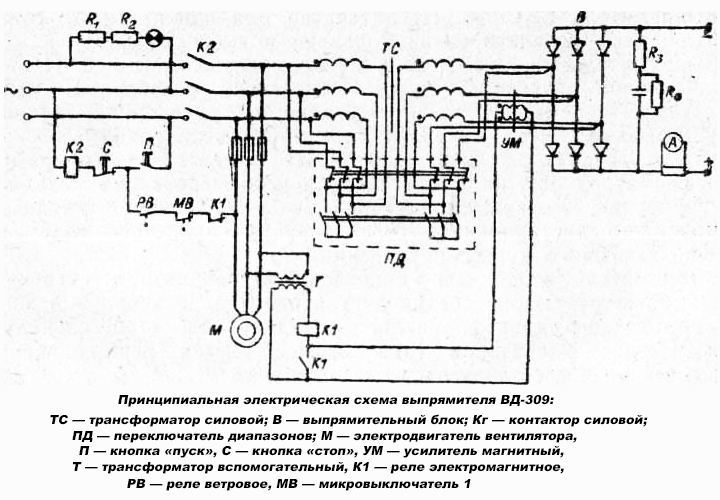
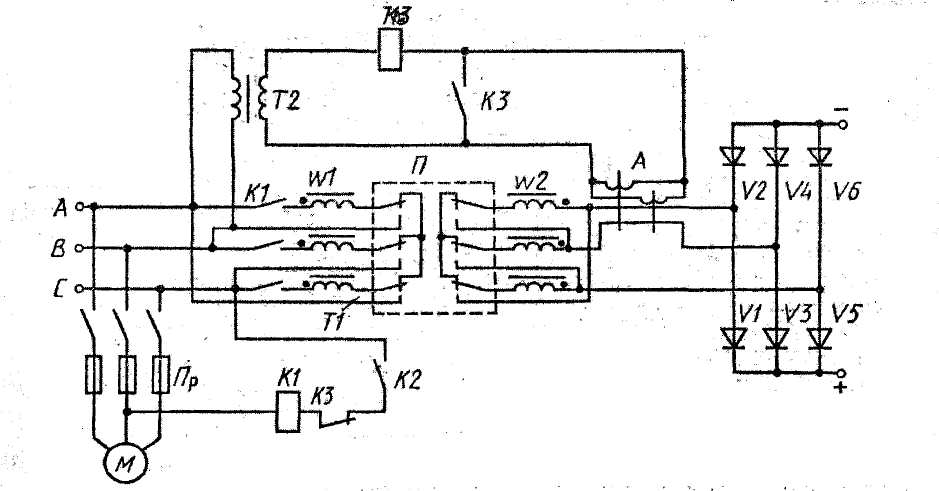
Включением автомата QF подается напряжение на вспомогательные цени, при этом загорается сигнальная лампа Н1. Поэтому тиристоры открываются анодным напряжением. Самодельный сварочный аппарат: управление тиристорами.
В этом случае следует проверить по напряжению цепь обратной связи — где-то произошел обрыв.
Уравнительный реактор L1 Частые поломки и способы их устранения В процессе эксплуатации пользователь может столкнуться со следующими проблемами: Прибор постоянно отключается от питающей сети.
Заключение Гарантийный срок эксплуатации сварочного выпрямителя ВДУ составляет 12 месяцев, с момента его запуска в работу. Соседние файлы в папке ЭСО.
Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже.
Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF 4 , расположенным на задней стенке. При отсутствии напряжения в одной из фаз включать выпрямитель запрещается, т.
Сварочный выпрямитель: видео работы
Подготовка устройства: правила использования
Перед началом работы следует осмотреть целостность корпуса, изоляции кабелей и шлангов. Проверить все контакты, клеммы, зажимы. После этого следует подключить заземление корпуса и включить аппарат.
Перед началом работы следует установить настройки и сделать пробный шов. после этого можно начинать работать.
Сварщик 5 разряда ЦМК завода Крупногабаритных металлоконструкций Богданов С. Д.: «Пыль садится на обмотки и микросхемы оборудования и приводит к перегреву и нарушению работы. При наличии на участке компрессора, выпрямитель перед работой следует продуть струей сжатого воздуха через прорези воздухозаборника. Если работы проводятся на отрытом воздухе при нормальной запыленности, делать очистку надо раз в неделю. Сварка в условиях промышленного предприятия с большим количеством постов требует ежедневного ухода за аппаратом. После этого можно приступать к проверке соединений и клемм. Если компрессора нет, пыль удаляется мягкой щеткой».
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.
Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).





