

Пошаговая инструкция по сварке труб
Перед тем как сваривать трубы, необходимо подготовить все для работы. В первую очередь это касается инструментов и электродов
Важно помнить, что нельзя начинать работы без специальных защитных средств. Чтобы сваривать трубы электросваркой, необходимо приготовить:

- маску для сварщика и специальные толстые перчатки;
- желательно иметь защитную робу, которой не страшны искры и попадающие случайные брызги расплавленного металла;
- сварочный аппарат, электроды для работы;
- обычный молоток, который необходим для удаления шлака после остывания шва;
- щетка по металлу, которая используется для очистки рабочей поверхности до и после работы;
- трубы.
Электро-сварка не обходится без приобретения специальных электродов. Выбор осуществляется с учетом обрабатываемого материала, температуры плавления и силы тока. Расчет выполнить несложно. Например, для 1 мм электрода необходимо 30-40 А. При использовании сварочного аппарата инверторного типа для каждых 3 мм потребуется 80 А. При повышении до 100 А будет уже не плавление и сварка, а резка металла. Подбирать электроды и условия плавления надо тщательно. Обычно на упаковках к электродам указаны правила работы, поэтому ошибиться довольно трудно.
Перед тем как труба будет свариваться, придется выполнять ряд подготовительных работ:
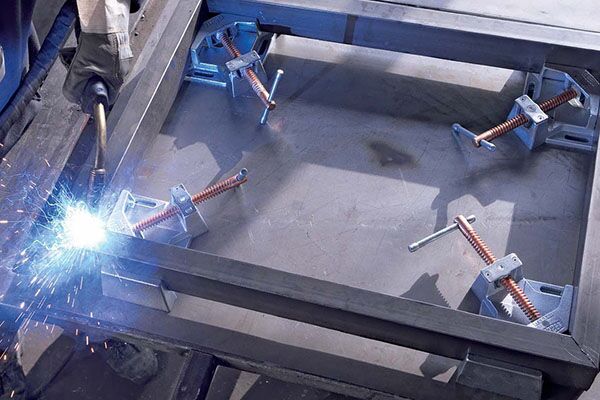
- Надо тщательно закрепить заготовки, чтобы во время работы не произошло смещения.
- Следует выбрать электрод, аккуратно вставить его в держатель.
- Зажечь дугу.
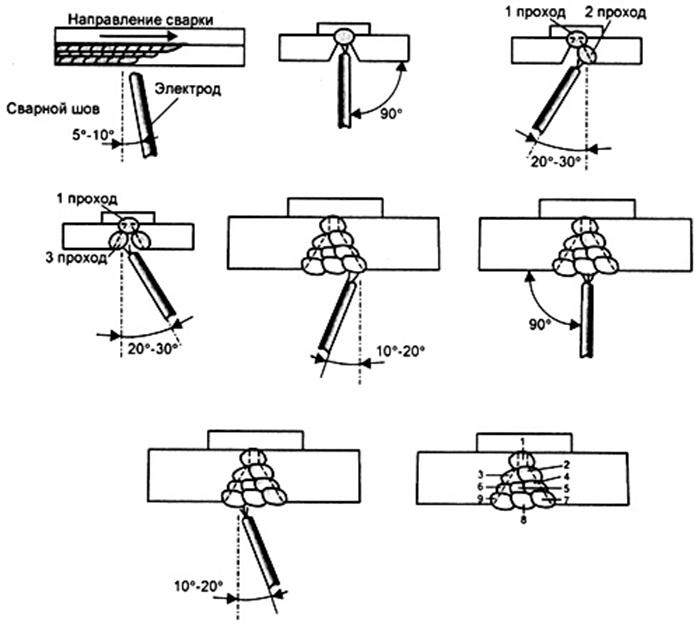
Во время подготовительной работы необходимо внимание уделить тому, как именно будет крепиться электрод, имеющий форму карандаша. Для оптимального продвижения требуется ставить его примерно под углом в 70°, тогда при работе между электродом и рабочей поверхностью будет оставаться зазор в 3-5 мм
Дуга в этом случае начинает гореть сразу, шов получается аккуратным и красивым. В таком расстоянии плавится не только электрод, но и материал заготовки. Процесс сварки получается более качественным, после остывания образуется монолитная труба.
Чтобы этого не произошло, нельзя его крепить близко к детали. Если же во время работы такая ситуация произошла, то следует электрод аккуратно подвигать из стороны в сторону, оторвать от заготовки, проверить крепление, после чего зажечь дугу. Нельзя прикасаться к электроду и области сваривания, она имеет высокую температуру. Признаком прилипания является и то, что сила тока была подана неправильная. Поэтому и рекомендуется перед тем, как начать основную сварку, попрактиковаться на отрезке трубы. Это позволяет выбрать необходимую силу тока, угол и движение электрода.
Методы сварки тонкостенных металлических конструкций
Решая, как сварить две трубы, необходимо помнить, что способов может быть несколько. Следует выбрать наиболее подходящий для определенного вида труб. Для выполнения дуговой сварки необходим хотя бы минимальный опыт. Если его нет, то такой вариант при отличном его качестве будет слишком трудным. В данном случае надо сначала потренироваться, правильно выбрать электроды. Если планируется сварка металла с толщиной в 1,5 мм, то электрод надо брать на 2 мм, реже 3 мм. В любом случае дуговая сварка подходит для труб лучше всего.
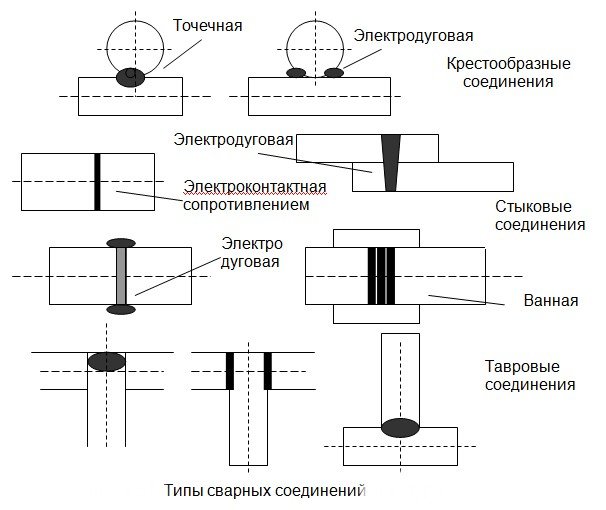
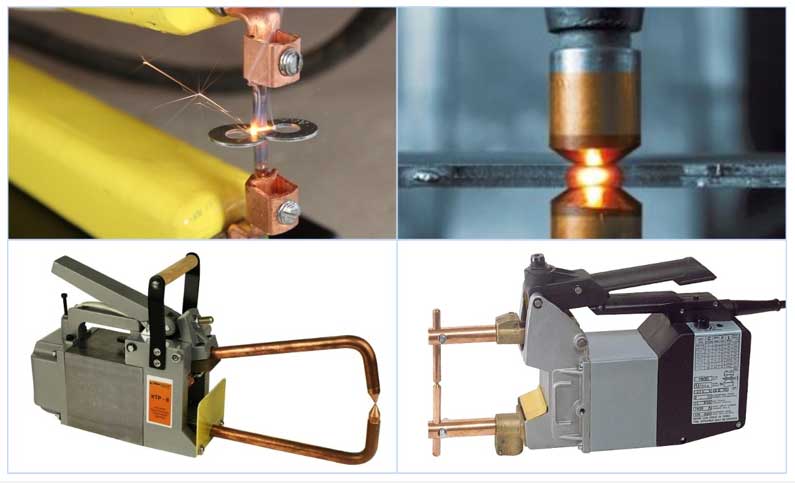
 Контактная электрическая сварка.
Контактная электрическая сварка.
Если металл очень толстый, то лучше всего применять непрерывный метод сварки при токе в 40-60 А
Важно следить, чтобы металл не прорезался, а именно проваривался. Быстро вести электрод не следует, так как качество шва будет низким. Прерывистая точечная сварка применяется для тонкого металла, но важно постоянно следить за свариванием, так как стенка трубы легко проваривается насквозь, а этого допускать нельзя
Прерывистая точечная сварка применяется для тонкого металла, но важно постоянно следить за свариванием, так как стенка трубы легко проваривается насквозь, а этого допускать нельзя. Как сварить две трубы? Для тонких труб можно воспользоваться полуавтоматом, он работает с малой силой тока, обеспечивает отличное соединение при небольшом усилии
Нужно постоянно следить за тем, какая сила тока подается на рабочую поверхность. Можно делать непрерывный или точечный шов, режим для этого переключать не надо
Как сварить две трубы? Для тонких труб можно воспользоваться полуавтоматом, он работает с малой силой тока, обеспечивает отличное соединение при небольшом усилии. Нужно постоянно следить за тем, какая сила тока подается на рабочую поверхность. Можно делать непрерывный или точечный шов, режим для этого переключать не надо.
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.






Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Траектория в виде елки и лесенки
При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
Процесс сварки вертикального шва начинается от одной из кромок, из глубины зазора.
Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Читать также: Соединитель ваго с защелкой
Постепенно вертикальная щель заполняется, образуя прочное соединение. Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Технология «лестница» используется для сваривания вертикальных швов с наибольшими зазорами, когда кромки вовсе не притуплялись. Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Движения зигзагообразные, при этом на кромках происходит краткая остановка для проплавления металла. Технология позволяет сваривать изделия толщиной до четырех миллиметров.
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Техника сварки металлоконструкций
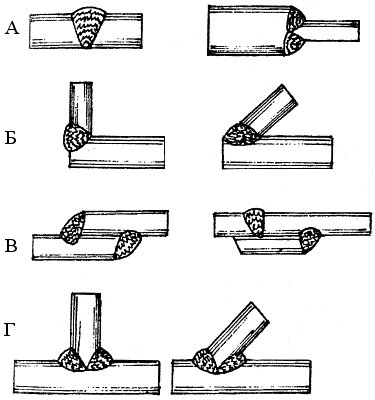
Для швов различной протяженности необходимо применять специальные методы сварки.
Короткие швы протяженностью >250 мм выполняются «напроход». Это когда сварщик зажигаю дугу ведет ее от одного края изделия к другому без остановки в процессе сварки.
Швы протяженностью 1000 мм называются средними. Такие швы правильно выполнять от центра изделия и перемещаться к краям. Наилучший способ осуществлять 2 сварщикам параллельно. При таком подходе два сварщика ведут работу к краю шва, стараясь выполнять ее с одинаковой скоростью.
Длинными называются швы протяженность которых превышает 1000 мм. Для соединения столь протяженных швов используется несколько различных методов. Первым является обратноступенчатый способ. При его использовании шов делиться на участки, которые заваривают путем провара 150-200 мм шва. Останавливаясь и выполняя следующий шов так, чтобы его конец пришел в начало предыдущего. Сварка идет в одном направлении, а расположение нового участка в противоположном. Это легко понять посмотрев на картинку ниже.
Аналогично обратноступенчатым методом можно произвести сварки от середины изделия к краям. Два сварщика выполняют работу на своей половине изделия. Этим способом можно заварить, как и за один проход изделие малой толщины, так и толстые, несколькими проходами. Участок каждого сварщика делится на более мелкие участки.
Процесс, как и в предыдущем случае идет в одну сторону, а наложение новых швов в другую.
Еще один способ – вразброс. Шов делиться на равные участки количеством 5-6 участков. Далее варят участок по центру. Также накладывая швы небольшой протяженности в противоположном направлении от направления сварки. Далее варятся наиболее удаленные участки по краям и завершают процесс средних участков шва. Каждый из этих методов значительно сократит деформации конструкции после сварки.
Газовый метод соединения
Этот вариант соединения профиля распространен меньше. Шов при газовом соединении получается не таким качественным, как при использовании электрической дуги. Подготовка кромок деталей также должна быть проведена очень тщательно. Для применения этого вида сварочного процесса используется кислород и ацетилен. Газовый метод рекомендован для изделий небольшой толщины.
Для проведения сварки газом вам необходимо приобрести специальную проволоку, аналогичную по составу свариваемым деталям. Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Техники выполнения шва газовым аппаратом:
- Слева направо. Применяется для толстых материалов более 5 мм, гарантирует минимальный расход газа и высокую производительность работ.
- Справа налево. Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Методика сварки
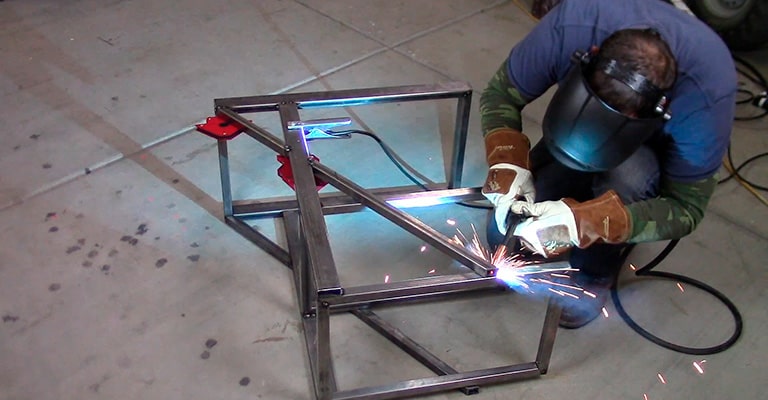
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.
Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.
Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.







На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;
Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
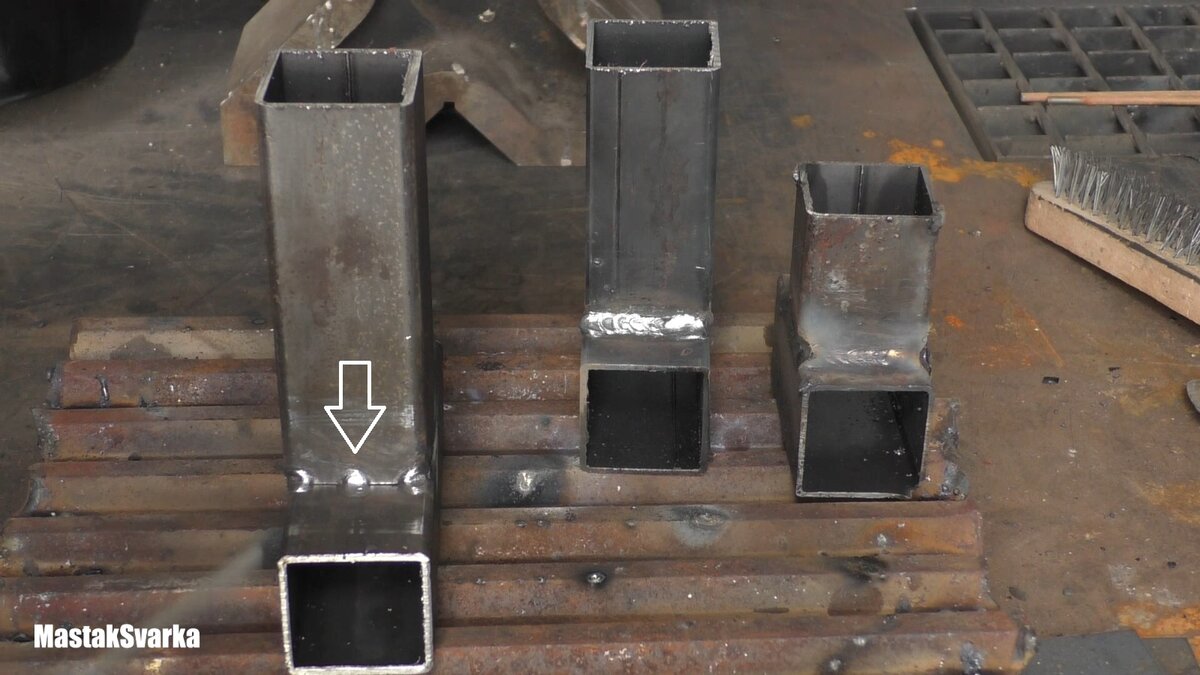
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.
Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.
Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.
Особенности и характеристика
Крабы представляют собой скобы с крепежной системой. Изготавливаются из оцинкованного листового металла, толщина которого должна быть минимум 1,5 мм. В основном они нашли свое применение при монтаже трубопроката с сечением 20х20, 20х30, 40х40 и 20х40 мм. Крепление осуществляется посредством силой прижима. Болты затягиваются на самом крабе, а не на соединяемых трубах. Из-за этого у такой конструкции низкая прочность на разрыв, то есть закрепленную трубу, приложив усилия, можно извлечь из соединительного элемента.
Уличная металлоконструкция, сооруженная с применением крепежных крабов, непрерывно подвергается воздействию неблагоприятных условий (ветра, осадков, перепадов температур, морозов). Постепенно это будет приводить к расшатыванию и потере устойчивости конструкции. Поэтому крепеж нужно периодически проверять, подтягивать и при необходимости проводить ремонт.
Этот вид крепежа позволяет создать каркасную конструкцию, которую можно собирать и разбирать, когда это необходимо.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит
Какими аппаратами варить профильную трубу?
Да практически любыми. Ведь сварка тонкостенных деталей не требует особой силы тока. В большинстве случаев для формирования дуги нужно всего 50-60 Ампер. А такую силу тока поддерживают даже самые «слабые» любительские инверторы.
К конструкции держака или горелки тоже нет особых требований. Ведь максимальный диаметр электрода не превышает 2-3 миллиметров. А такие прутки можно вставить в любой держак или пропустить сквозь механизм подачи любого сварочного полуавтомата.
Сам сварочный аппарат может быть и электродугового и аргонодугового типа. Его силовой трансформатор может быть и классическим, и инверторным. Хотя последний предпочтительнее. Ведь для сварки тонкостенных труб можно использовать импульсный режим, формирующих точки-прихватки.
Какими электродами варить профильную трубу?
Профильные трубы изготавливают из обычной конструкционной стали. Поэтому для сварки таких труб используют самые простые электроды.
Неплохим решением, в данном случае, будет электрод марки ОМА-2, покрытый многокомпонентным флюсом на основе концентрата титана и ферромарганца. Хорошие результаты дает и электрод МТ-2 используемый в паре со сварочным выпрямителем.









Словом, в данном случае подойдет любой электрод, обеспечивающий устойчивое «горение» дуги и равномерное и медленное плавление присадочного материала.
Как варить профильную трубу?
Тонкостенные трубы варят токами силой от 10 до 90 Ампер в режиме электродуговой сварки. При этом используются электроды диаметром от 0,5 до 2 миллиметров. Сварку производят в один проход, без наложения швов друг на друга. Профильная труба используется только для сборки металлоконструкций, поэтому герметичностью стыка можно пренебречь.
Поэтому неопытные специалисты предпочитают режим «точечной» сварки, доступный даже новичкам. Эта технология реализуется с помощью аргонодугового инвертора, генерирующего короткий всплеск (импульс) энергии, плавящий присадочную проволоку в среде защитного газа.
Впрочем, при достаточной квалификации сварочный автомат можно использовать не только в точечном, но и в «сплошном» режиме, формируя кольцеобразный шов, опоясывающий место стыка. Но такой способ сварки может реализовать только хорошо подготовленный и мотивированный специалист.
Ну а газовую сварку при стыковке тонких профильных труб, как правило, не используют. Ведь пламя газовой горелки не просто разогревает, а буквально расплавляет кромки стыкуемых деталей. В итоге снижается прочность в месте стыка, а в особо тяжелых случаях, вследствие температурных деформаций, провоцируется коробление всей металлоконструкции.





