

Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Cварочный полуавтомат
Сварочный полуавтомат предназначен для выполнения дуговой сварка с помощью плавящегося электрода (в полуавтоматах в качестве электрода используется алюминиевая или стальная проволока) в защитной среде. Он имеет в своём составе механизм, подающий в автоматическом режиме сварочную проволоку в рабочую зону (к точке сварки). Сварщик вручную перемещает электрод с требуемой скоростью и осуществляет сварку.
Описываемый технологический процесс имеет целый ряд «плюсов»:
- при такой организации процесса сварки возрастает производительность труда;
- значительно улучшается качество сварочного шва;
- увеличивается защищённость шва от ржавчины и т. п.
Кроме того, стало возможным производить ювелирную сварку очень тонких металлов.
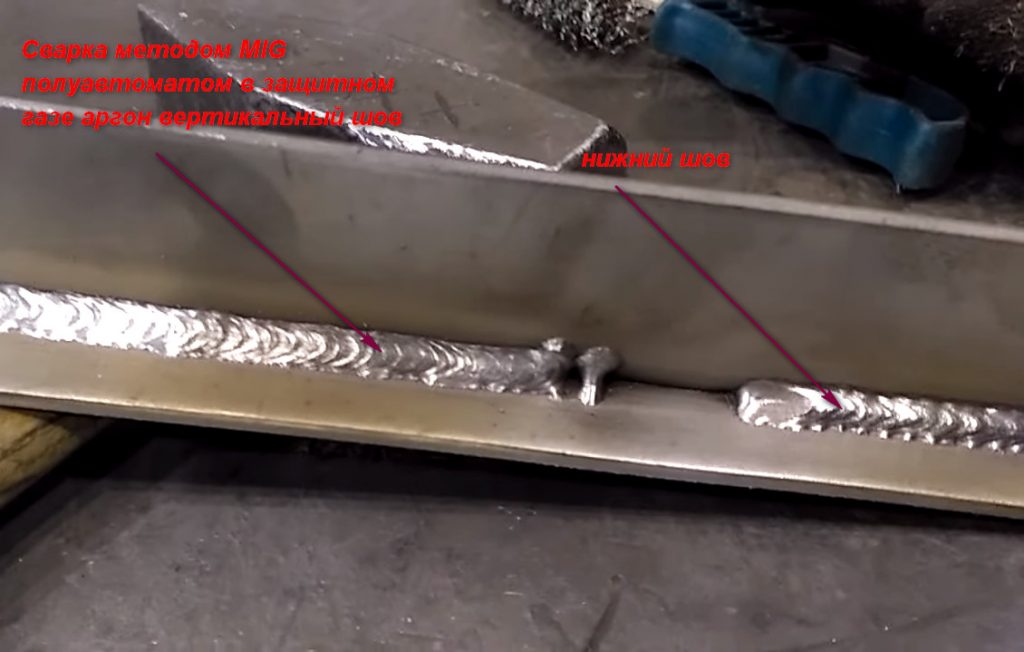
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде
Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить

ПОСМОТРЕТЬ Сварочный аппарат на AliExpress →
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Технология и виды
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:

Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.
Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа








Хрупкое строение расходного материала требует осторожного обращения
Источник питания
В настоящее время полуавтоматы все чащи являются инверторными. Инверторный полуавтомат отличается от выпрямителей тем, что при меньших размерах он имеет больший функционал. Работать с инверторным полуавтоматом гораздо удобнее и комфортнее. Дуга зажигается и горит плавно. Инверторный источник по сравнению с выпрямителями потребляет меньше электроэнергии. Состоят они как правило из трансформатора и электронного транзисторного блока управления.
Выпрямителя также используются, как и 50 лет назад. Они разительно отличаются от инверторов тем, что стоят, как правило, в 1,6-2 раза дешевле.
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
26.10.2020
/ автор статьи
Написано статей
3
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.

Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.

Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar — 75%, СО² — 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar — 98% + СО² — 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.

Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата. Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали — к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких — уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция — индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее — до 1 мм, при больших размерах заготовки — 10% от их величины.










Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном — припой сгорает без образования шва.
Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Разновидности полуавтоматов
В зависимости от степени мобильности выделяют следующие виды полуавтоматов:
- Переносные. Перемещаются за расположенную в верхней части корпуса ручку, имеют небольшой вес.
- Передвижные. Могут перемещаться с помощью тележки на колесиках. Как правило, передние, имеющие меньший диаметр, поворотные, а задние неповоротные и большие по диаметру.
- Стационарные. Прибор зафиксирован на консоли или подставке, перемещению не подлежит.
По степени компактности приборы могут быть:
- Однокорпусными. Механизм подачи проволоки, система управления и источник тока заключены в один компактный корпус.
- Состоящими из двух частей. Первый блок включает в себя источник тока, снабженный системами управления и регулирования пуска. Второй блок образован сварочной горелкой, механизмом подачи и пультом управления.
В зависимости от характеристики тока приборы бывают:
- Бытовые. Сила тока такого оборудования не превышает 200 А. Для подключения подойдет бытовая сеть, имеющая напряжение 220 В. Для работы используются защитные газы или порошковая проволока.
- Полупрофессиональные. Сила тока составляет до 300 А. Для работы нужно использовать защитный газ и проволоку из стали, но подойдут и электроды для ручной дуговой сварки (если аппарат поддерживает функцию ММА-сварки).
- Профессиональные. Обладают силой тока 200-400 А. Для подключения предназначена трехфазная сеть, имеющая напряжение 380 В. Можно сваривать в том числе вольфрамовыми электродами.
Характер защитной среды также предопределяет разновидности приборов для полуавтоматической сварки. Аппараты могут быть предназначены для сварки:
- С флюсом.
- С газом.
- С порошковой проволокой.
Универсальным инверторным полуавтоматом можно производить соединение металла, используя любые типы сварки, вплоть до ручной дуговой. Для бытовых нужд прекрасно подойдут инверторы от таких производителей, как Сварог, Aurora, WESTER, КЕДР и т.д.
Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему
Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства
Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными
Никто без защитной экипировки не подпускается к месту сварки.
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.
После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 – 2 | 25 – 50 |
| 2 | 2 – 3 | 40 – 80 |
| 2,5 | 2 – 3 | 60 – 100 |
| 3 | 3 – 4 | 80 – 160 |
| 4 | 4 – 6 | 120 – 200 |
| 5 | 6 – 8 | 180 – 250 |
| 5 – 6 | 10 – 24 | 220 – 320 |
| 6 – 8 | 30 – 60 | 300 – 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
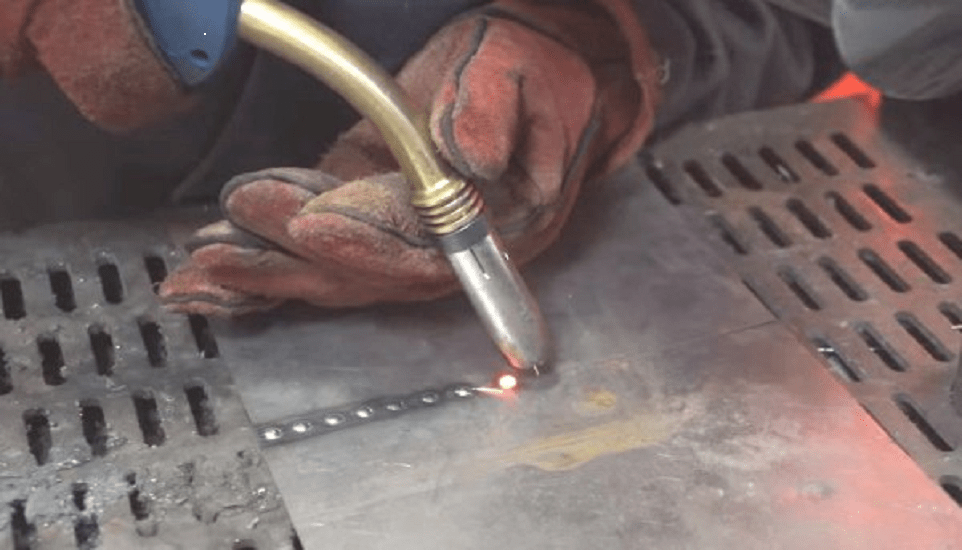
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.










Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.





