

Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе
Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия
Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.
Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Принципы выбора
Станочное оборудование для пильных дисков необходимо выбирать на основе следующих принципов:
- функциональных и технических характеристик станков;
- допустимых диаметров устанавливаемых кругов для заточки;
- точности, диапазона выставления угла точения;
- мощности электродвигателя;
- габаритов, массы оборудования;
- производителя, предоставляемых сроков гарантийного и сервисного обслуживаний;
- уровня автоматизации;
- ремонтопригодности оборудования;
- соответствие станков нормам безопасности при заточке.
Преимущества и недостатки
Преимуществами станков для заточки дисковых пил являются:
- высокая скорость затачивания;
- равномерная заточка, точность обработки;
- регулировка угла точения;
- простота настройки, обслуживания оборудования;
- не требуется наличие опыта проведения подобного вида работ;
- контроль надавливания на точильный круг.
Недостаток — необходимость использования набора точильных кругов, которые нужно переставлять в зависимости от особенностей профиля режущих кромок. Необходимы точильные круги со следующими параметрами:
- толщина — от 16 до 40 мм;
- диаметр — от 100 до 250 мм (промышленные варианты до 650 мм).
Производители и стоимость
Производством станков для заточки занимаются следующие производители:
- Kaindl (Германия);
- WTG (Китай);
- ABM (Турция);
- LAKFAM (Польша);
- Griggio (Италия);
- ООО «Камский Берег» (Россия);
- ЗАО «Липецкое станкостроительное предприятие» (Россия);
- ОАО «Астраханский станкостроительный завод» (Россия).
Стоимость точильного оборудования по России:
- промышленный полуавтоматический — от 588 тыс. руб.;
- компактный с ручной настройкой — от 17 тыс. руб.;
- автоматический промышленный — от 2,683 млн. руб.
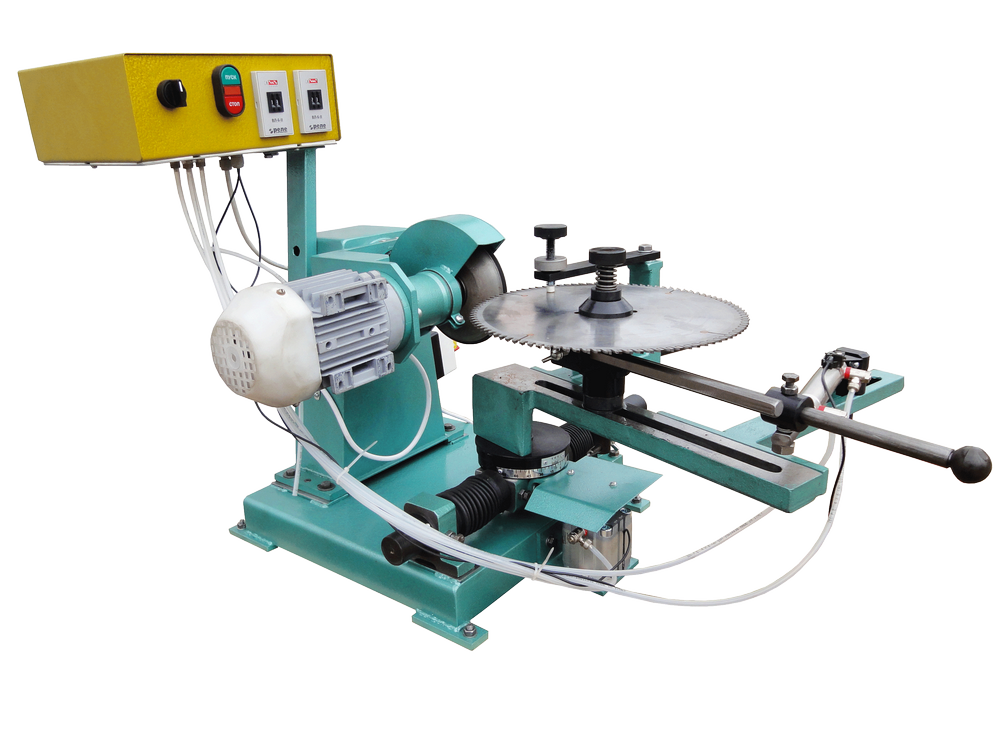
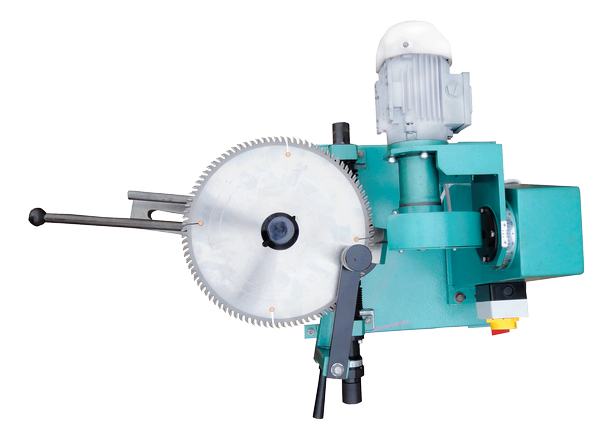
Компактный станок для заточки дисков
Поэтапная инструкция
Дисковые пилы затачивают с изнаночной плоскости, обращенной к распиливаемой заготовке. При желании можно заточить пилу, предварительно вынув ее из станка, хотя это и необязательно. Если вы решили производить заточку в станке, то сперва следует отключить машину от сети, чтобы она случайно не запустилась. Закрепите диск в неподвижном состоянии, прижав к пиле с обеих сторон деревянные бруски. Маркером обозначьте резец, с которого начинаете заточку








Важно запомнить, сколько движений напильником вы сделали, поскольку все последующие резцы должны быть заточены точно так, как первый. Стремитесь сделать поверхность резцов как можно более гладкой
Оставшиеся зазубрины приведут к быстрому изнашиванию инструмента. По окончании работы воткните вилку станка в розетку и проверьте качество заточки, использовав для распилки ненужный брусок
Громкий шум и неровная работа свидетельствуют о том, что зубья имеют разную высоту. Коснитесь маркером резцов и поверните диск против часовой стрелки. Оставшаяся отметина позволит определить выступающие зубья, длину которых нужно будет уменьшить при помощи напильника.
Не допускайте чрезмерного затупления пилы. Допустимый радиус скругления резцов – 0,2 мм. Помимо значительно меньшей производительности при работе с затупленным инструментом, заточка такой пилы требует в разы больше времени, заточка пилы в терпимом состоянии. Степень изношенности легко определить как по внешнему виду резцов, так и по оставленному ими пропилу.
Ручная заточка цепи напильником (надфилем)
Первое, о чем стоит упомянуть, это то, что ручной способ применим только в тех случаях, когда нет критичного износа зубьев. Он лишь корректирует зубья. Для сильно изношенной цепи бензопилы следует использовать электрически станки или дополнительный инструмент. Допустим, что износ звеньев не достиг того самого критического значения. Что нам понадобится для механической заточки? Всего два инструмента – круглый и плоский напильник. Плоский вид понадобится для подпиловки ограничителя глубины, а круглый – для коррекции кромок зуба. Полезный совет! Существуют специальные наборы для заточки пильных цепей, которые, как правило, продаются в специализированных магазинах. Такие инструменты эффективнее всего справляются с задачей, они удобны и гарантируют хороший результат.
Шаг цепи | Диаметр напильника, мм | Бензопила FUBAG | Электропила FUBAG |
1/4“ | 4 мм | ||
0,325“ | 4,8 мм | FPS 56 | |
3/8“ | 5,2 мм | FPS 37 ; FPS 46 | FES 1814C ; FES 2016C ; FES 2016 ; FES2216 |
0,404“ | 5,5 мм |
Подобрали инструмент? Переходим к этапу подготовки 1. Для начала следует провести очистку и внешний осмотр цепи
Обратите внимание на возможные дефекты, вроде сломанных и изогнутых зубьев.2. В качестве эталона выбирается самый тупой или поврежденный зуб
После его заточки под него будут подгоняться и все остальные элементы цепи.3. Чтобы начать работать остается ровно расположить пилу, позаботиться о ее неподвижности, а после натянуть цепь и включить тормоз цепи.Теперь перейдем непосредственно к формированию рекомендуемого угла и режущих кромок
Здесь важно освоить основной метод заточки круглым напильником: 1. Располагайте напильник выше плоскости зуба на 1/5-1/4 собственного диаметра
2. Работайте в горизонтальной плоскости перпендикулярной вертикальной плоскости шины, соблюдая рекомендации по углу заточки (например, удерживайте напильник под углом 30°, чтобы подготовить цепь к поперечной распиловке древесины).
3. Двигайте напильник в сторону боковой режущей кромки, равномерно прилагая усилия и немного проворачивая его относительно собственной оси.
Полезный совет! Совершайте одинаковое количество движений напильников и контролируйте усилие для каждого зуба. Это гарантирует равномерное стачивание и поможет соблюсти одинаковую длину зубьев.Звучит просто? На деле понадобится немного сноровки и навыка. Для тех, кто только пытается разобраться в том, как заточить цепь бензопилы напильником есть способ облегчить задачу. Воспользуйтесь дополнительными механическими устройствами: направляющими, шаблонами, оправками и т.д.
Как только все зубья были заточены, пора перейти к коррекции ограничителя глубины плоским напильником. Для удобства выполнения этих работ применяют специальный опиловочный шаблон. Полезный совет! Как убедится в правильности заточки напильником? Воспользуйтесь старым проверенным методом контроля и формирования навыка. Закрасьте режущие кромки, после чего выполните 2-3 движения напильником и посмотрите на результат. Окрашенный материал сточился равномерно? Вы на верном пути!
Инструменты для ручной заточки и их предназначение
Перед началом проведения работ, следует подготовить соответствующий перечень инструментов. Для ручной заточки используются напильники, которые идут в комплектации вместе с бензопилой. Как правило, инструмент поставляется с двумя напильниками, отличающиеся по форме:
круглый напильник предназначен для обработки основной кромки с последующим ее закруглением. Для таких работ выбираются инструменты, диаметр которых от 3,2 до 5,5 мм
Важно использовать такие напильники, которые имеют одинаковый диаметр по всей длине, а их насечки снимают стружку только в одном направлении (выбирать такие напильники лучше в специализированных магазинах);
плоские напильники служат для того, чтобы сточить ограничители глубины. Именно от этих ограничителей зависит, насколько сильно оснастка будет входить в структуру древесины.
Относительно выбора напильника соответствующего диаметра для цепи: важно уделить этому фактору особое внимание. Диаметр прибора подбирается в зависимости от размера зуба, и выбирать наугад — это не правильно. Покупая фирменные изделия, вы найдете на упаковке для них соответствующие значения диаметров напильников
Покупая фирменные изделия, вы найдете на упаковке для них соответствующие значения диаметров напильников.
Таблица выбора диаметра напильников для заточки
Обзаведитесь этими двумя видами напильников, если хотите научиться правильно затачивать бензопильные цепи
Важно отметить, что ручным способом заточка выполняется намного чаще, чем машинным. Связано это хотя с тем, что при таком подходе снимается меньший слой металла, что в итоге отражается на ресурсе оснастки
Это интересно! Ошибочно мастера используют напильники, которые идут в комплекте для постоянной заточки цепей. Однако они также имеют свой срок службы, и рекомендуется регулярно в зависимости от частоты их эксплуатации менять.






Основные методы заточки
Восстановить остроту зубьев режущего элемента дисковой пилы помогают несколько методов – классический, ручной и автоматизированный. В первом случае нужны тиски, во втором – напильник и надфили с алмазным напылением. Заточка с использованием станка считается самой простой процедурой, но требует хороших материальных вложений на покупку оборудования.
Заточка дисковой пилы: классический метод
Затачивать диск начинают с задней поверхности, передняя при этом остается в неизменном положении. Круги при этом можно не снимать с пилы или установить его в тисках. В первом случае станок обязательно отключают от сети. Порядок и принцип действий в обоих случаях идентичны. Диск фиксируют 2 брусками, которые плотно прижимают к зубьям, в одном положении, что позволяет избежать движения обрабатываемого элемента. Боковую сторону первого зубца, подлежащего заточке, отмечают маркером.
По окончании процедуры обязательно проводят проверку работоспособности диска путем распила ненужной заготовки. При этом контролируют работу пилы. Отсутствие посторонних шумов, запаха гари и неровного движения обрабатываемого материала указывает на правильное выполнение операции. Если отмечается посторонний скрип, то рекомендуют закрепить фломастер возле пилы и медленно проворачивать диск. Такая манипуляция покажет, где высота зубьев меньше или больше, чем у остальных.
Как станком заточить диск
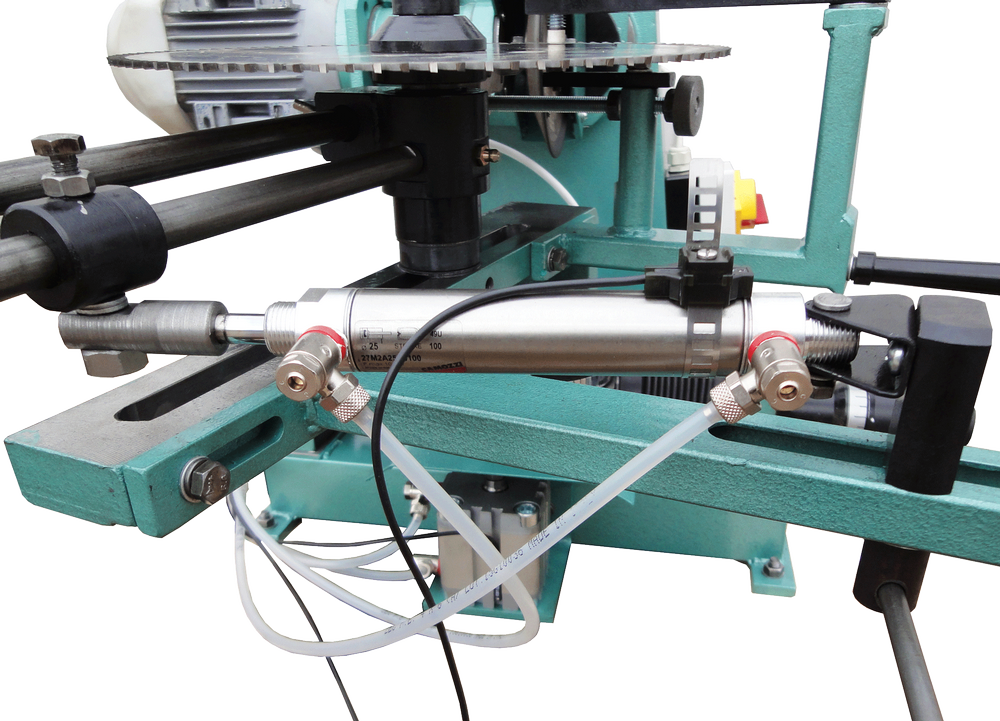
Применение специальных станков позволяет быстро и легко поточить циркулярную пилу. Главной задачей выступает контроль за углом подачи диска. Оператор выставляет его 1 раз, а затем перемещает зубья в область обработки, легко прижимая их плоскости к точильному кругу.
Самый простой станок состоит из следующих конструктивных элементов:
- двигатель с системой крепления заточного круга;
- направляющие с перемещаемой подставкой, которая подает полотно пилы в рабочую область;
- фиксатор режущего элемента пилы, удерживающий инструмент в неизменном положении при подаче к заточному кругу.
Перед проведением заточки диск обязательно обеззараживают.
Для заточки есть специальные станки
Ручной способ
Ручной напильник используют для заточки стальных дисков, так как при обработке режущей кромки элементов с победитовыми напайками сложно выдерживать правильный угол. Процедуру проводят, как и в предыдущем случае, после выполнения разводки зубьев.
Ознакомившись со следующими действиями, вы поймете, как точить циркулярку ручным способом:
- Режущий элемент зажимают в тисках или струбцине между 2 деревянными брусками длиной 100 мм и сечением 50х50 мм, чтобы поверхность находилась в горизонтальном положении.
- Маркером отмечают первый зуб, который подлежит обработке.
- Берут напильник, толщина которого позволяет ему свободно проходить в проемы между соседними зубьями.
- Точильный инструмент прикладывают одной стороной к обрабатываемой поверхности, а другой – к бруску.
- Медленными движениями с одинаковым усилием осуществляют заточку каждого зуба.
Применение такого метода считают рациональным при нечастом использовании пилы, так как осуществлять заточки в сравнении с другими способами намного труднее и дольше. При частой эксплуатации инструмента лучше приобрести специальный станок.
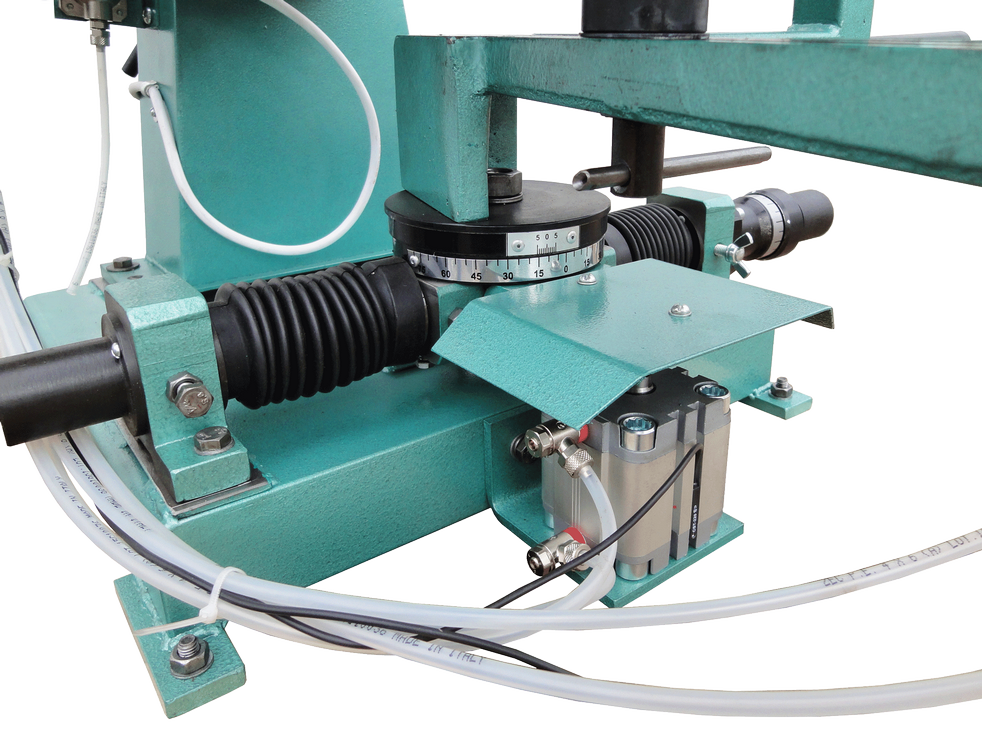
На какие технические характеристики станков обращать внимание
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Заточка зубьев пил
Основные операции по обработке древесины
Главная / Плотничные и стекольные работы / Основные операции по обработке древесины / Заточка зубьев пил
19 апреля 2011
Для уменьшения трения и во избежание заедания полотна пилы в пропиле зубья разводят.
Полотно пилы зажимают в тиски, и вершины зубьев поочередно отгибают от основания примерно на 2/3 высоты: четные — в одну сторону, а нечетные — в другую. При распиловке древесины твердых пород зубья разводят на 0,25… 0,5 мм, а мягких пород — на 0,5…1 мм.
Разводят зубья с помощью обычной или универсальной разводок. Точность развода проверяют шаблоном. В нерабочем состоянии, во избежание растяжения тетивы, следует немного отпустить закрутку.
Заточка и фугование пил
Заточка и фугование пил:
а — расположение пилоточа при прямой заточке, б — расположение пилоточа при косой заточке, в — заточка лучковой пилы, закрепленной в тисках, г — заточка лучковой пилы, уложенной в деревянную колодку, д — фугование пил;
1 — напильник, 2 — колодка, 3 — пила.
В процессе пиления зубья затупляются; чтобы восстановить режущую способность зубьев, их затачивают напильниками (ГОСТ 6476 — 80) (рис. 9, а…г).
Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др.
Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60…70°. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Вершины затачиваемых зубьев должны находиться на одной высоте, поэтому до заточки зубья выравнивают по высоте фугованием следующим образом: в деревянную колодку 2 (рис. 9, д), имеющую прорезь, вставляют трехгранный напильник 1, после чего колодку с напильником надевают на пилу 3 и, двигая по полотну, выравнивают вершины зубьев.
Наточенные пилы не должны иметь заусенцев, засинений и других дефектов. Заусенцы снимают напильником с мелкой насечкой (бархатным).
«Плотничные и стекольные работы», Л.Н.Крейндлин
Работа рубанком и фуганком
При строгании рубанком слегка нажимают левой рукой на переднюю часть корпуса, правой — на заднюю часть, а перед окончанием строгания, т. е. в конце обрабатываемой заготовки, следует больше нажимать правой рукой, чтобы не «завалить» конец заготовки. Если заготовка имеет грубую и шероховатую поверхность, то ее сначала обрабатывают шерхебелем, затем рубанком с одним ножом, а для…
Рубанки с металлическим корпусом
Кроме деревянных для строгания древесины применяют рубанки с металлическим корпусом. В корпус 1 вставлен нож 4, закрепляемый винтом 3. Рог 2 и ручку 5 делают из древесины. Величину снимаемого слоя древесины (стружки) регулируют вылетом ножа. Для этого надо освободить винт 3 и переместить нож 4 вверх или вниз на нужную величину, а затем снова закрепить…
Механизированная обработка древесины
Механизированную обработку древесины производят ручным электрифицированным инструментом — электрорубанком ИЭ-5708, ИЭ-5701А, ИЭ-5707А. Электрорубанок ИЭ-5701А состоит из электродвигателя, приводящего во вращение через клиноременную передачу ножевой вал. Опорными поверхностями рубанка являются передняя подвижная и задняя неподвижная панели (лыжи). В ножевом валу крепятся два ножа. В рукоятке, с помощью которой рубанок передвигается по обрабатываемой поверхности, расположен курок. Глубину…
Приемы проверки качества строгания
После первого прохода (если нужно обработку вести повторно или на участке, находящемся рядом с обработанным) электродвигатель следует выключить и с выключенным электрорубанком возвратиться в исходное положение, после чего включить электродвигатель и начать обработку. При работе следят за тем, чтобы электродвигатель не перегревался. Перегрев электродвигателя вызывается сильным нажимом на электрорубанок. Качество фрезерования (строгания) по длине и…
Долбление и резание древесины
Для выборки гнезд, пазов, шипов и других работ применяют долота (ГОСТ 1185 — 80). Долота бывают плотничные и столярные. Рукоятки 2 долот изготовляют из древесины дуба, клена, бука, граба, белой акации, ясеня или ударопрочной пластмассы. Древесина рукоятки должна быть здоровой, без трещин, гнили и червоточины влажностью до 12%. Лезвия долот имеют одностороннюю заточку, завалы и…








Зачем и когда нужно точить?
Квалифицированные специалисты знают следующие признаки, свидетельствующие о скором выходе пилы из строя:
- при распиле древесины ножовка начинает звучать по-иному;
- визуально становится заметно, что кончики зубьев скруглились, потеряли остроту;
- цвет зубцов меняется;
- увеличивается усилие при пилении;
- плохо выдерживается направление пилы;
- происходят частые заклинивания зубьев в древесине.
Разведение зубцов обязательно должно предварять процесс затачивания зубьев. При разведении должно быть достигнуто отклонение зубьев от плоскости ножовки влево и вправо под определённым углом. Слишком маленький угол отклонения зуба приведёт к тому, что зубья будут «засаживаться» в дереве. И, наоборот, слишком большой угол отклонения зубьев делает пропил слишком широким, повышает количество отходов (опилок) и требует слишком больших затрат мышечной энергии на протягивание ножовки. Целью затачивания зубьев является восстановление следующей геометрии зубца:
- шаг;
- высота;
- угол профиля;
- угол скашивания режущих кромок.
Предлагаем ознакомиться Дуб — дерево из Северного полушария Чтобы проделать заточку с минимальными потерями времени и качества, нужно пользоваться такими специальными приспособлениями и инструментами, как:
- верстак;
- слесарные тиски;
- пассатижи;
- точильный брус;
- наждачная бумага;
- транспортир и штангенциркуль;
- молоток;
- возможно применение оснастки, которая позволяет закреплять полотно ножовки с углом в 90 или 45 градусов.
Обязательно нужно пользоваться следующими напильниками:
- с треугольным сечением;
- с ромбическим сечением;
- плоский;
- набор надфилей.
На протяжении всего времени заточки напильник/надфиль должен двигаться без рывков, необходимо обеспечить постоянный нажим, движения должны производиться без отклонений от постоянного угла. Процесс заточки идёт только движениями напильника «от себя». Возвращать напильник/надфиль нужно по воздуху, при этом контакт с ножовкой должен отсутствовать.
При затачивании таких зубцов используется мелконасечный трёхгранный напильник. Направление движения инструмента – угол в 60 градусов. Ножовку закрепляют в приспособлении под углом 45–50 градусов к верстаку. Напильником/надфилем нужно водить строго горизонтально (сохраняя угол в 60–75 градусов к ножовке), начиная заточку с первого левого зуба.
Начинать нужно с «настройки движения руки с инструментом», для чего им проводят по каждой левой грани нечётного ряда дальних зубцов, что придаст движениям рук нужный автоматизм. После этого то же самое повторяют, затачивая правые грани нечётных зубцов для завершения затачивания режущей кромки и заострения вершин.
Зубья ножовок продольного пиления имеют угол менее 60 градусов, поэтому пользуются надфилями с крупными насечками либо мелконасечным напильником ромбического сечения. Трёхгранные напильники в данном случае применять категорически не рекомендуется. Для заточки ножовку вертикально фиксируют в устройстве. Есть два метода наточить ножовку, которые отличаются приданием различных углов затачивания.
Прямой. Надфиль/напильник ставится под углом 90 градусов. Ему придают параллельное ножовке направление, заостряют и задние, и передние режущие поверхности каждого зубца. Это повторяют для всего дальнего ряда зубьев. Затем ножовку переворачивают в зажимном устройстве на 180 градусов и повторяют ту же операцию для других зубьев, которые будут составлять дальний ряд.
Косой. Этот способ отличается от прямого лишь углом направления движения инструмента к плоскости полотна – угол заточки уменьшается от прямого к 80 градусов. Процесс происходит точно так же, но зубцы после заточки напоминают зубцы лучковой пилы.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.
Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Устранение рисков приобретения подделки
Менее удачным может оказаться выбор дешевого заточного станка для цепей бензопил неизвестного происхождения. Данная модель не в полной мере соответствует современным требованиям, не обеспечивается гарантийными обязательствами и запасными частями.
На отечественном рынке 15-18% всего объема предложений по продаже заточных станков составляет китайский фальсификат, в ряде случаев удачно копирующий лучшие образцы брендовых производителей.
Риски приобретения подделки устраняются покупкой выбранной модели в лицензированных магазинах или торговых представительствах дилерских структур.





