Какие производители лучше зарекомендовали себя на рынке?
При выборе слесарных тисков лучше отдавать предпочтение фирмам, которые давно зарекомендовали себя на рынке инструментов. К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
Тиски – это механическое устройство, с помощью которого обеспечивается надежная фиксация заготовок для их обработки. Они применяются в слесарном и столярном деле. Инструмент изготовляется из металла или дерева. Он бывает как компактным, так и массивным, что обусловлено его предназначением. С помощью тисков можно обеспечить жесткий временный крепеж для обработки деталей при пилении, сверлении или строгании.
Из чего состоят тиски
Конструкция тисков довольно простая. Самый распространенный механизм представляет собой две плоские губки с регулировочной ручкой, которая двигает зажимной винт. С его помощью губки расходятся и сжимаются. Размещая между ними заготовку, можно обеспечить ее надежную фиксацию. Одна губка механизма неподвижно закреплена к корпусу, а вторая скользит по направляющей, двигаемая винтом.
Сам фиксирующий механизм регулировки состоит из ходового винта, который проходит через всю конструкцию тисков. Вне зависимости от того из чего сделан корпус устройства, винт всегда металлический. На его конце имеется ручка для удобной регулировки без применения гаечного ключа. Губки тисков зачастую имеют мягкие накладки. Они могут быть из твердой резины или цветных металлов. Их применение позволяет снизить врезание в закрепляемую заготовку. В том случае, если устанавливается нежная деталь, она дополнительно оборачивается тканью или различными накладками, чтобы предотвратить деформацию. В первую очередь это касается мягкой породы древесины, а также пластика и заготовок, которые могут поцарапаться.
Основание тисков закрепляется к поверхности путем затягивания винтов или зажиманием струбцины. Некоторые разновидности мелких тисочков, которые обычно используются ювелирами, имеют магнитное крепление.
Для того чтобы воспользоваться тисками необходимо вращать рукоять винта против часовой стрелки чтобы расширить губки на достаточный зазор. После этого в него вставляется деталь, которую нужно зафиксировать. Далее винт вкручивается по часовой стрелке и надежно поджимает заготовку. Используя массивное устройство, следует учитывать, что сила его сжатия очень большая. В результате заготовка может деформироваться. В первую очередь это качается тонкостенных трубок, а также древесины.
Разновидности тисков
Тиски — это многофункциональный инструмент, который применяется в различных целях. В связи с этим его конструкция была модифицирована для выполнения определенных задач.
Виды
Различают несколько видов слесарных тисков.
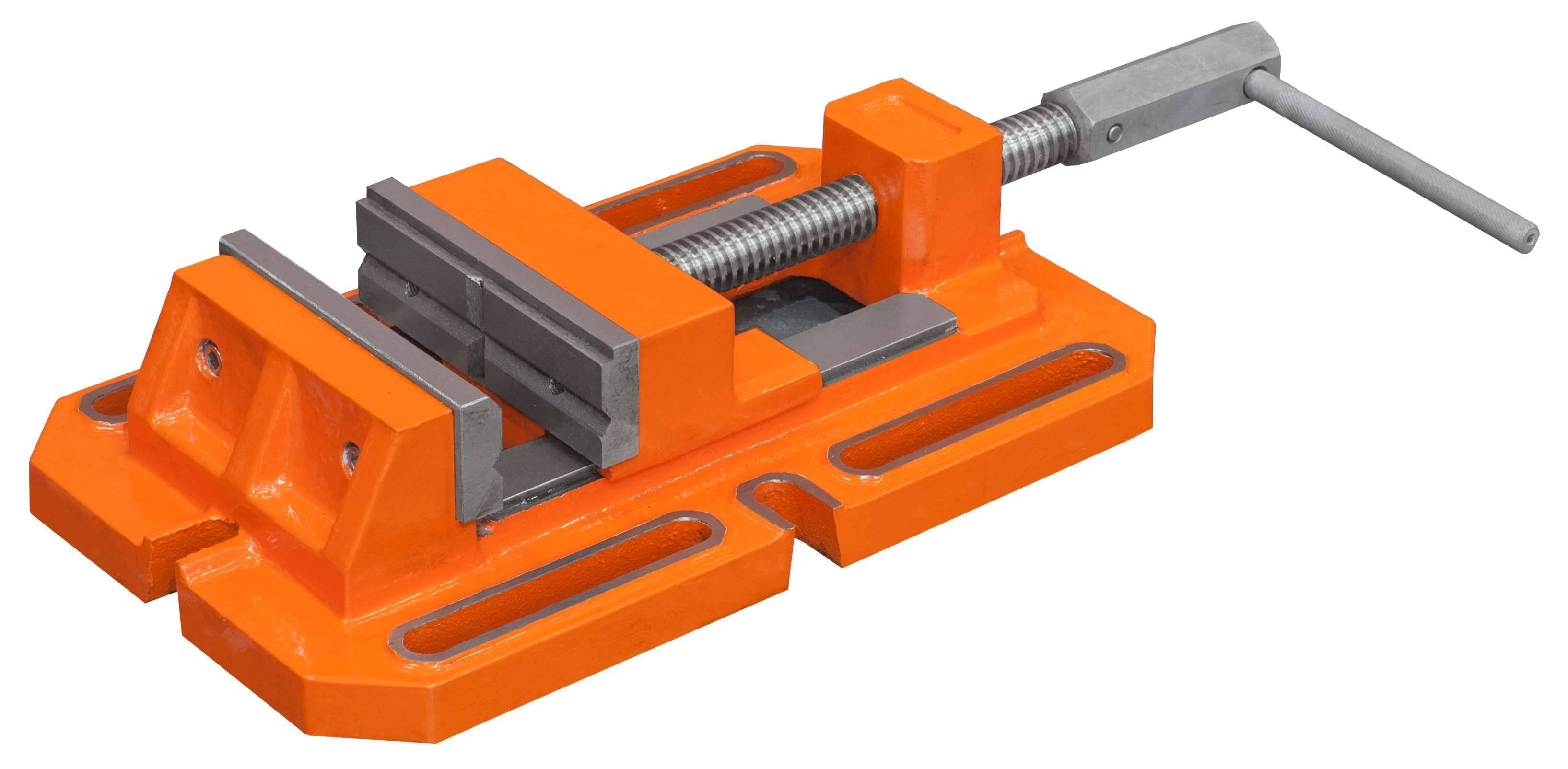
Параллельные
Данный вид относится к станочным тискам. Это самый популярный и востребованный вид тисков, поскольку позволяет обрабатывать деревянные, металлические, пластмассовые изделия, а также заготовки из других материалов и длинные детали. Тиски могут быть с ручным приводом, который вызывает движение ходового винта.
Существуют также усовершенствованные модели с модернизированной конструкцией, что позволяет их устанавливать не только на верстак, но и на пол. У данных моделей крепежный механизм обладает простым устройством, и их монтаж осуществляется легко и быстро.

Параллельные модели, в свою очередь, подразделяются еще на несколько типов.
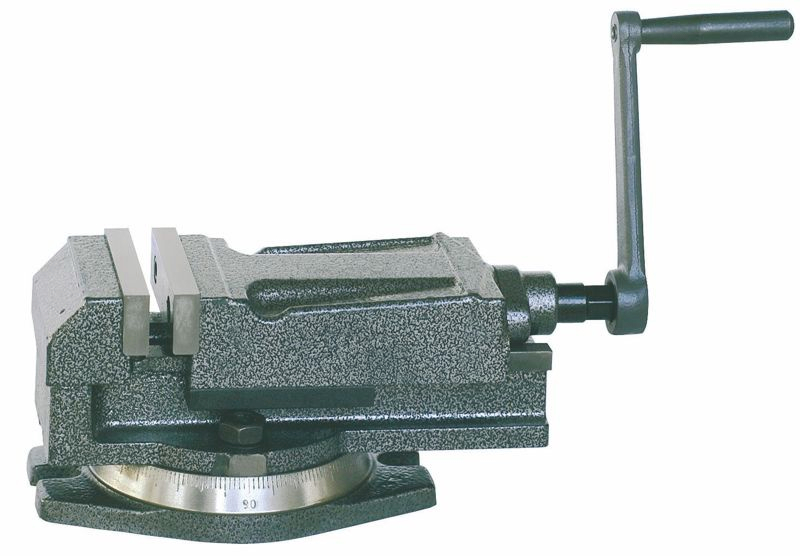
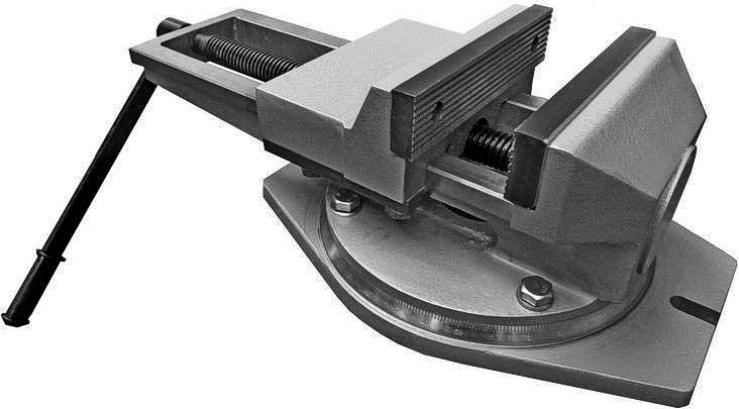
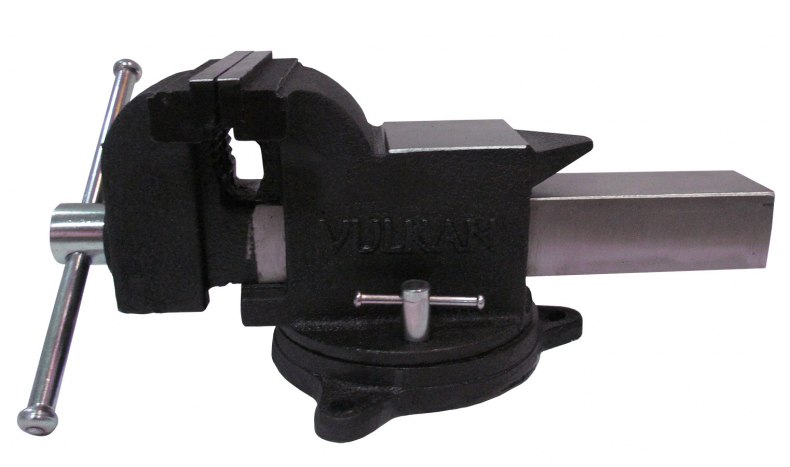
Поворотные тиски
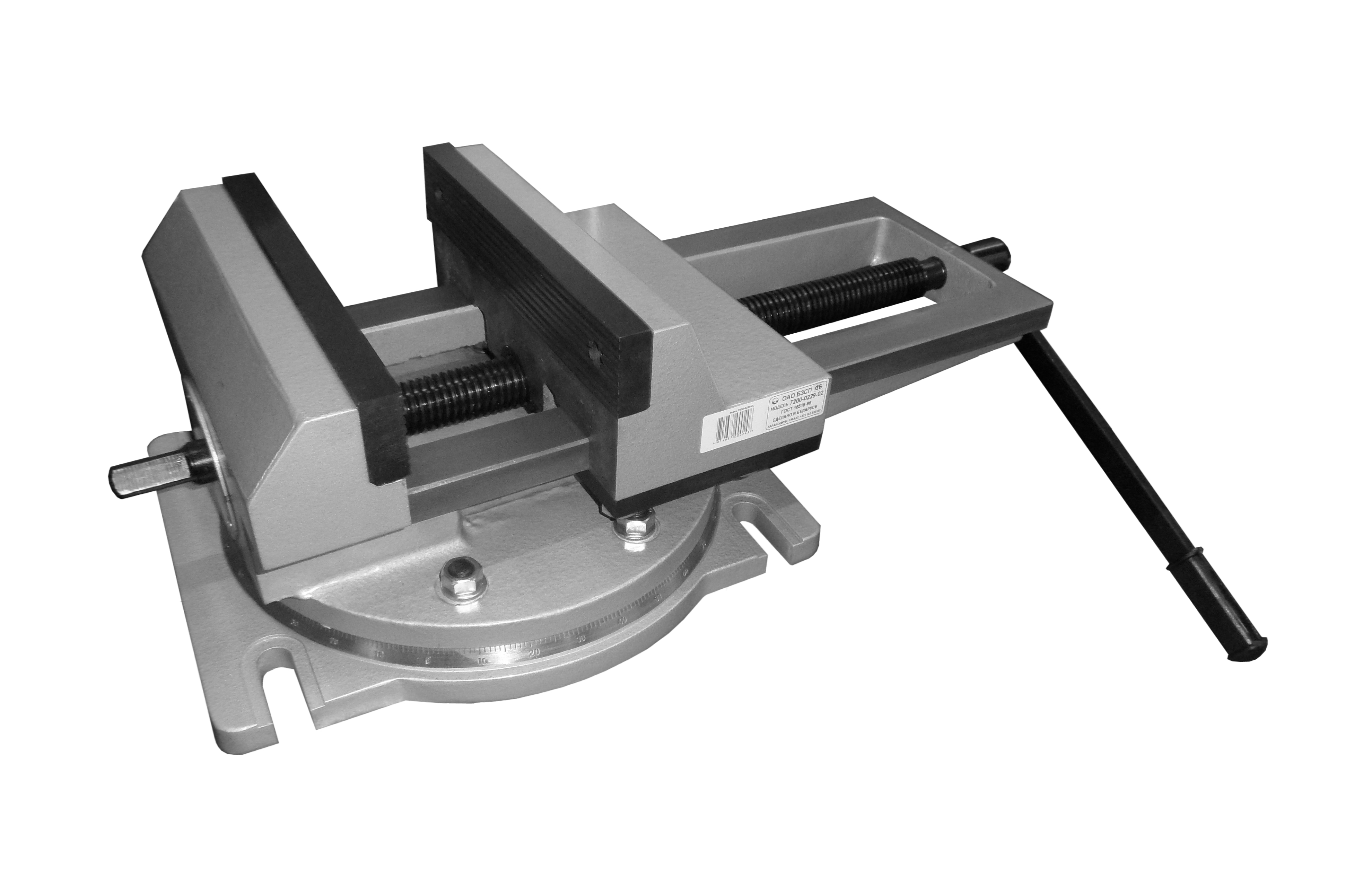
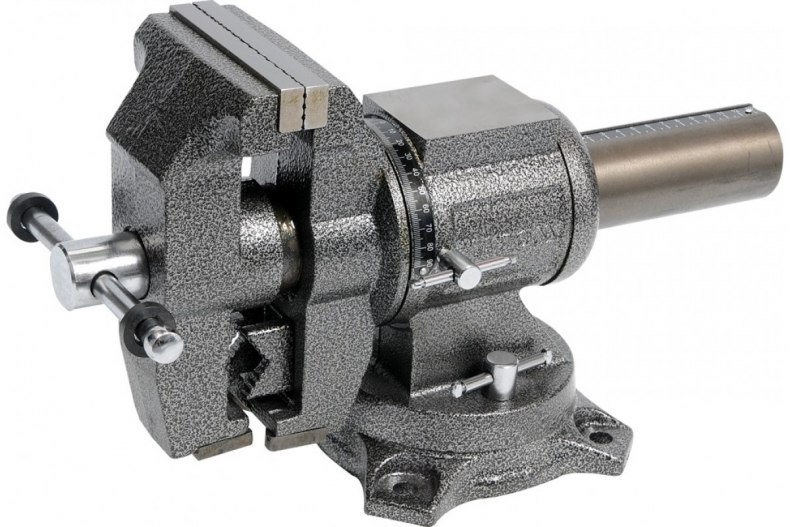
Они имеют такую конструкцию, которая обеспечивает вращение прибора. Основание корпуса надежно и жестко фиксируется к рабочему столу. Неповоротная губка оснащена поворотной частью и соединяется с основанием посредством направляющего винта, имеющего рукоятку, что позволяет поворачивать тиски вокруг оси (вертикальной или горизонтальной) на угол 60-360 градусов. Таким образом, тиски можно повернуть в каждый угол рабочего стола.

Неповоротные или стационарные
Данный вид имеет неповоротное основание, которое фиксируется на верстаке болтами. Такие тиски можно использовать только в одном положении. Для изменения положения обрабатываемого изделия следует сначала разжать губки, изменить вручную положение заготовки, а затем вновь ее зафиксировать.

Их используют для обработки мелких заготовок, когда деталь невозможно держать рукой, или для выполнения работ и одновременным удержанием тисков одной рукой. При необходимости обработки изделия 2 руками, ручные тиски дополнительно фиксируются параллельными моделями.


Стуловые модели
Такие тиски применяют для выполнения трудоемкой работы с применением ударной силы (например, клепки). Они устанавливаются на краю рабочего стола, а свое название получили благодаря фиксирующему элементу, похожему на стул.
Их конструктивной особенностью является двойная фиксация неподвижной губки. К горизонтальной поверхности губка фиксируется посредством лапки (специальной платины). Ее нижняя часть крепится к ножке верстака. Такой метод крепления отличается высокой устойчивостью к мощным ударам сбоку.
Другой особенностью является иное направление перемещения подвижной губки: оно происходит по дуге, а не по прямой траектории. Конструкция дает возможность работать с изделиями сложной конфигурации.

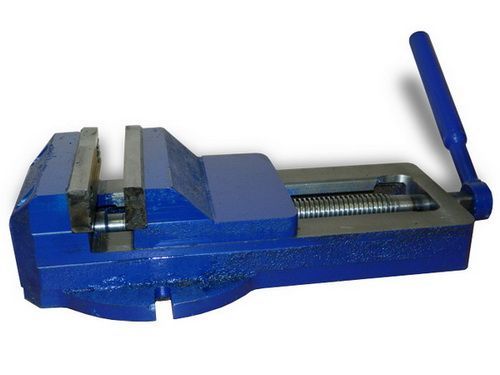
Трубные тиски
Детали круглой формы невозможно обработать в обычных слесарных тисках. Для этого существуют трубные модели. Данные тиски имеют губки с вогнутой формой, что позволяет надежно фиксировать трубки или круглые заготовки.
В зависимости от типа крепления, кроме стационарных, существуют еще переносные модели, фиксирующиеся к поверхности присосками или при помощи струбцин. Преимущества этих видов фиксации заключается в возможности использования без постоянного рабочего места.

Существуют также и быстрозажимные виды инструмента. Их особенностью является наличие быстрозажимного механизма, который сокращает длительность установки и обеспечивает удобство во время работы. Чтобы установить губки в нужное положение или, наоборот, их разомкнуть, не требуется вручную вращать зажимное устройство, а следует только нажать на спусковой курок.
Профессиональные модели слесарных тисков могут отличаться более крупными габаритами, наличием наковальни большого размера, упорного подшипника на винте, который упрощает зажим детали, регулировочных винтов для устранения зазора.

Какие существуют виды механизмов?
Чтобы понять устройство слесарных тисков, необходимо выяснить, какие существуют разновидности оборудования. Специалисты в этой области выделяют следующие типы:
- Ручные слесарные тиски представляют собой миниатюрный инструмент. Его часто используют в домашнем хозяйстве, когда человеку нужно выполнить простое действие. Например, сделать заготовку, если он часто меняет угол при сверлении.
- Настольные стуловые тиски отличаются от других видов своим строением и креплением. Данный инструмент необходимо установить на краю верстака. Они отличаются от других моделей своим механизмом по раздвижению губок. Движущаяся пластина имеет необычную траекторию. Она не двигается по прямой, а постепенно отделяется по дуге. При таком строении инструмента у человека появляется возможность попробовать поработать со сложными фигурами. В таком случае получится не очень сильная фиксация элемента. По общепринятым нормам раскрытие может быть от 125 до 250 миллиметров.
- Параллельные слесарные тиски относятся к разряду станочных. Рассмотрим информацию об устройстве слесарных тисков. Их разделяют на неповоротные и поворотные. Бывают модели со свободным ходом. Если тиски проходят модернизацию, на них ставится специальная отметка – ТСМ. Данный вид имеет преимущества перед другими моделями. Они могут быть установлены как на поверхности верстака, так и на полу. Крепления этого типа легко монтируются на поверхности, имеют простой механизм.

Разновидности слесарных тисков
В целом все тиски можно разделить на две группы:
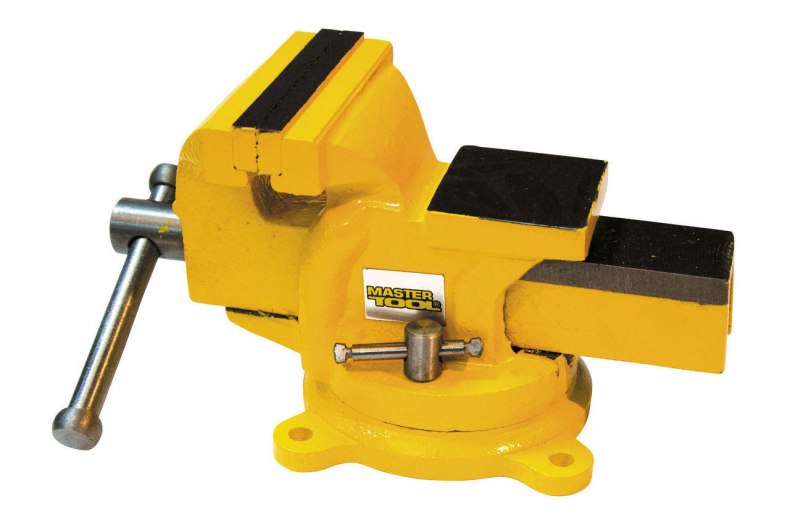
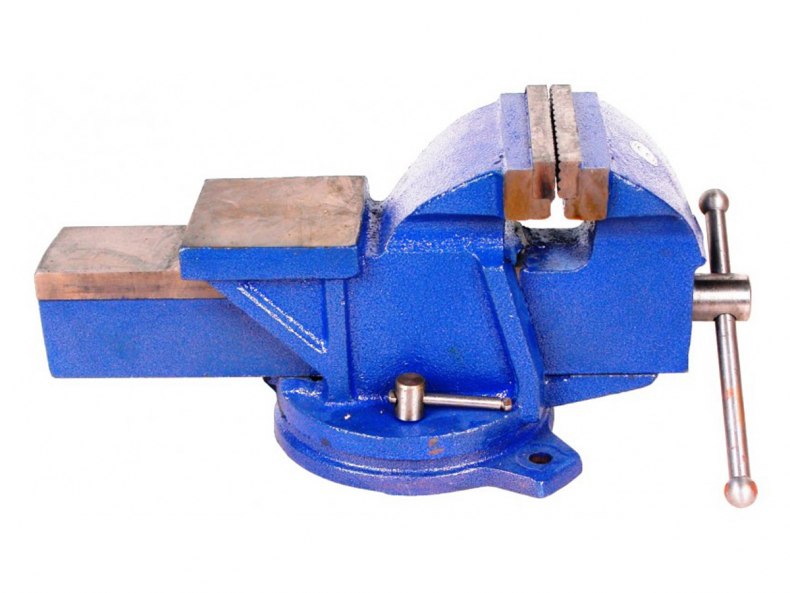
- Поворотные. Их механизм устроен так, что обрабатываемую деталь можно повернуть в нужную сторону, не вынимая из зажима тисков. Такие модели наиболее часто используются на станках при сверлении деталей. Поворотные тиски часто содержат наковальню, за счёт которой возрастает их прочность и расширяется круг выполняемых действий. Наковальня имеет разную длину и ширину, в зависимости от модели тисков.
- Неповоротные. В таких тисках обрабатываемая деталь плотно фиксируется зажимом и остаётся в статичном положении в течение всего периода работы.
Более узкая градация разделяет тиски по типу специализации:
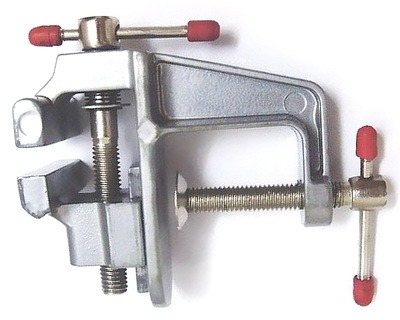
- Ручные — компактные тески небольшого размера. Их можно удерживать руками. Применяются такие тиски при работе с деталями небольшого размера. Имеется два вида ручных тисков:
- Оснащённые рычагами. Это небольшие тиски, по форме напоминающие плоскогубцы с зажимом. Регулируя фиксатор, состоящий из двух рычагов, можно устанавливать ширину зазора для удерживаемой между губками детали.
Оснащены губками, которые сходятся между собой за счёт вращения рукоятки. В основании таких щипцов имеется специальная присоска, с помощью которой тиски легко фиксируются на гладкой поверхности и остаются в неподвижном положении во время обработки детали или заготовки.
Если предстоит работа с хрупкими малогабаритными деталями, лучше приобрести тески, пластины которых будут покрыты мягким материалом, что предохранит заготовку от случайного повреждения при сильном зажиме. Самый лучший вариант таких тисков — это те, у которых имеется наименьший люфт при разведённых губках.
Ручные слесарные тиски могут быть поворотными и неповоротными. Их можно просто ставить на стол, плотно фиксируя к его поверхности, а можно прикрепить сбоку за счёт крепёжного механизма.
- Стуловые. Были так названы благодаря тому, что их крепили на основание, по форме напоминающее стул. Сейчас их устанавливают на металлические верстаки. Такие тиски используются при проведении тяжёлых работ с применением силы: когда нужно согнуть детали, что-то расплющить или расклепать. Особенность стуловых тисков — способ развода губок. Подвижная пластина отодвигается от статичной по дуге. Неподвижная пластина снабжена лапой для более плотной фиксации. Стуловые тиски часто снабжены наковальней. Модели подвижны, их можно поворачивать в нужную сторону.
- Параллельные. Особенность этих тисков в том, что его губки раздвигаются равномерно. Подвижная пластина отодвигается от статичной губки параллельно без скачков. Размер детали, которая будет подвергаться обработке, не влияет на то, какая именно пластина будет её фиксировать.
Конструкция тисков устроена так, что оборудование можно устанавливать на верстак и даже на пол. Параллельные модели тисков могут быть как неповоротными, так и поворотными. Их можно смещать на произвольный относительно основания угол. Такое их качество считается наиболее удобным при использовании.
Модели тисков со свободным ходом обеспечивают надёжную фиксацию обрабатываемой детали. Регулирование зазора между губками осуществляется за счёт поворота ручки-фиксатора. При движении ручки вверх освобождается подвижная пластина. Когда ручка опускается, наоборот, происходит фиксация заготовки. Закрепить её можно, повернув рукоятку в сторону.
Какие производители лучше зарекомендовали себя на рынке?
При выборе слесарных тисков лучше отдавать предпочтение фирмам, которые давно зарекомендовали себя на рынке инструментов. К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
Тиски – это механическое устройство, с помощью которого обеспечивается надежная фиксация заготовок для их обработки. Они применяются в слесарном и столярном деле. Инструмент изготовляется из металла или дерева. Он бывает как компактным, так и массивным, что обусловлено его предназначением. С помощью тисков можно обеспечить жесткий временный крепеж для обработки деталей при пилении, сверлении или строгании.
Интересные статьи:
- Принцип работы тисков слесарных
- Ручные тиски виды металлических ручных мини-тисков ГОСТ инструментов для сварки
- Как сделать тиски своими руками? Чертежи с размерами
- Станочные тиски поворотные и фрезерные тиски Как выбрать для токарного станка Как сделать своими руками Устройство и ГОСТ машинных инструментов
Устройство и характеристики
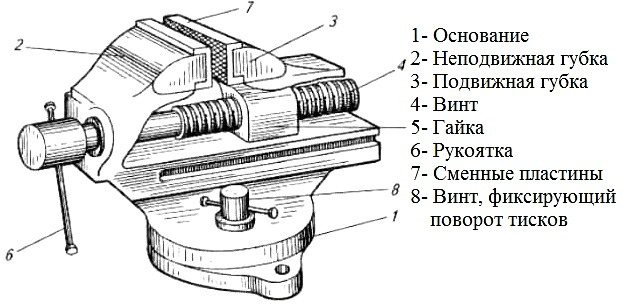
Стандартные тиски состоят из следующих основных элементов:
- Основание – фактически корпус тисков с опорной плитой, предназначенной для фиксации инструмента на столе, станке или верстаке, иногда оснащается наковальней. Крепление чаще всего болтовое, вакуумное (по типу присоски) или магнитное.
- Губки. Как правило, их две: неподвижная и подвижная. Первая является частью основания, а зажим детали осуществляется посредством движения по направляющим второй губки к первой. Каждая губка имеет плоские съемные накладки, которые называются щечками. Внутренняя поверхность может быть полностью гладкой, что предотвращает повреждение мягкой детали при ее зажиме, рифленой с глубокой фрезеровкой, обеспечивающей лучшее сцепление, а следовательно, фиксацию заготовок, или с мелкой насечкой для тех же целей.
Во втором случае каждая отдельная ячейка рифленого рисунка имеет форму острой или срезанной пирамиды, либо же на щечке прорезаются вертикальные или горизонтальные борозды по всей длине.
- Зажимной винт с поворотной ручкой – собственно механизм, отвечающий за движение губки. Ходовой винт проходит сквозь всю конструкцию инструмента, а ручка необходима для его вращения без использования гаечного ключа или другого инструмента.
Конструкция разных видов тисков может значительно отличаться от описанной выше.
Так, например, вместо механического поджима винтом может использоваться гидравлика.
Также некоторый инструмент имеет двойные губки, то есть две пары, расположенные друг над другом.
В этом случае верхние губки – основные, имеют, как правило, классическое исполнение.
Нижние – дополнительные, для решения специфических задач.
Хорошим примером служат V-образные варианты литой или сборной конструкции, предназначенные для удержания заготовок с круглым поперечным сечением.
Еще одно интересное дополнение, которое чаще всего встречается на малых настольных тисках – кнопка блокировки губок, при помощи которой процесс разжима или фиксации заготовок многократно ускоряется.
Материал
По материалу изготовления тиски бывают:
- Металлические – чаще всего это чугунные инструменты, нередко встречаются и стальные, алюминиевые, дюралюминиевые варианты.
- Деревянные – часть столярного верстака, иногда самостоятельная конструкция. Предназначены для фиксации деревянных заготовок. Все элементы, кроме прижимного механизма (редко и он тоже) изготовлены из мягких, но одновременно прочных пород древесины, например, сосны.
Щечки зачастую изготавливаются из мягких материалов таких как: цветных металлов, дерева и даже твердой резины.
Учитывая, что их можно приобрести отдельно, механические характеристики подбираются индивидуально под материал зажимаемой детали.
Также производятся твердые каленые (примерно до 45 HRC) губки из стали.
Размеры и вес
Учитывая огромное количество видов тисков, можно смело говорить о действительно широком диапазоне их размеров.
Классические же слесарные инструменты, которые по праву считаются самыми популярными, так как подходят для решения большинства задач, имеют следующие размеры:
- • Малые: длина – 290 мм, высота – 140 мм, высота губок – 50 мм, ход губок – 80 мм, масса – 8 кг.
- • Средние: длина – 372 мм, высота – 180 мм, высота губок – 70 мм, ход губок – 125 мм, масса – 14 кг.
- • Большие: длина – 458 мм, высота – 220 мм, высота губок – 90 мм, масса – 27 кг, а губки раздвигаются на 160 мм.
Существуют модели, размеры которых намного превосходят указанные выше.
Так, например, длина классических тисков Т-250 составляет 668 мм, а вес – 60 кг.
Их высокие губки выступают на 125 мм, и имеют ширину в 250 мм.
Приблизительные размеры стуловых тисков:
- Длина, ширина и высота: 370 – 400 мм, 180 – 200 мм, 180 – 200 мм.
- Рабочий ход подвижной губки: 120 – 160 мм.
- Высота губок: 65 – 75 мм.
- Масса: 13 – 19 кг.
Ручные тиски в среднем имеют длину 22 – 90 мм, ширину 6 – 45 мм, а высоту 100 – 150 мм.
Конкуренты тисков
Единственным конкурентом поворотных тисков являются тиски неповоротные, однако, как следует из названия, они не обладают одной достаточно важной функцией. С другой стороны, тиски без поворотного механизма стоят несколько дешевле, так что, если при создании нужной вам детали не требуется её поворот – вы можете приобрести простые тиски, сэкономив около 10% от стоимости ручных тисков или же 30-35% от стоимости гидравлики. Кроме того, как мы уже упоминали, существует небольшая конкуренция между маломощными гидравлическими тисками и аналогичными ручными
Здесь уже решать конечному пользователю, что ему лучше – значительная экономия или возможность полностью отказаться от утомительной процедуры подгонки тисков вручную. Мы же просто отметим, что гидравлические и пневматические тиски гораздо менее надежны, чем классическая механика – учитывайте это в своих рассуждениях
Кроме того, как мы уже упоминали, существует небольшая конкуренция между маломощными гидравлическими тисками и аналогичными ручными. Здесь уже решать конечному пользователю, что ему лучше – значительная экономия или возможность полностью отказаться от утомительной процедуры подгонки тисков вручную. Мы же просто отметим, что гидравлические и пневматические тиски гораздо менее надежны, чем классическая механика – учитывайте это в своих рассуждениях.






В последнее время машинная обработка с ЧПУ все больше проникает во все сферы промышленности, и тиски для таких станков сыграли существенную роль, особенно гидравлические 3ех координатные. Видеоролик представленный ниже продемонстрирует применение таких тисков в машинной обработки
Тип зажимного механизма
Механические. Наиболее популярный вариант, где сила сжатия регулируется мышечной силой оператора с помощью специальных механизмов, таких как винт. Отличаются удобством в использовании, а также доступной ценой.

В свою очередь делятся на такие виды:
- Винтовые. Классические тиски, в конструкции применяется сквозной винт, который поворачивается специальной ручкой на конце.
- Быстроразъемные. Здесь уже отсутствует винт, но есть возможность быстрой смены положения губок, для чего используется специальный рычажок.



Пневматические. Данные тиски применяются на производстве либо для обработки большого количества изделий, значительно ускоряя работу и экономя физические силы. При этом тиски соединяются с пневмоприводом, и за счет энергии сжатого воздуха происходит быстрый зажим детали.

Гидравлические. Во многих случаях самые эффективные в плане скорости и силы зажима, подключаются к специальным гидравлическим насосам. Данные модели лучше всего применять на промышленных объектах в случае работы с большим количеством изделий.







Технические требования
5.1. Характеристики
5.1.1. Тиски должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке, следующих классов точности:
Н – нормальной точности;
П – повышенной точности;
В – высокой точности.
5.1.2. Гидравлические и пневматические приводы должны быть прочными и выдерживать давление Р = 1,5Рном, где Рном – номинальное давление, устанавливаемое в конструкторской документации на тиски конкретного типа.
Утечка рабочей жидкости в гидроприводе не допускается.
Падение давления в пневмоприводе не должно превышать 0,1 МПа в течение 1 мин.
5.1.3. Основные и корпусные детали тисков следует изготавливать из следующих марок металла:
а) корпусные детали – из чугуна по качественным показателям не ниже, чем у марки СЧ20 по ГОСТ 1412; или из стали с пределом прочности sв не менее 500 МПа и твердостью направляющих не менее 36,5 … 41,5 HRCэ;
б) ходовые винты – из стали марки 45 по ГОСТ 1050;
в) гайки ходовых винтов – из чугуна марки СЧ30 по ГОСТ 1412 или бронзы Бр05Ц5С5 по ГОСТ 613;
г) накладные губки – из сталей по ГОСТ 4543 с пределом прочности не менее 500 МПа и термической обработкой до твердости не менее 52 HRCэ.
Допускается замена материалов на другие, по механическим свойствам sв не уступающие указанным.
(Поправка).
5.1.4. Подвижные части тисков должны перемещаться без рывков и заеданий.
5.1.5. На рабочих поверхностях тисков не должно быть трещин, коррозии, раковин, вмятин, заусенцев и других поверхностных дефектов.
5.1.6. Параметр шероховатости Ra базовых поверхностей тисков должен быть не более 1,25 мкм по ГОСТ 2789 – для класса точности Н; не более 0,8 мкм – для классов точности П и В.
5.1.7. Допустимые отклонения основных параметров тисков должны быть указаны в конструкторской документации на тиски конкретных типов.
5.1.8. Неуказанные предельные отклонения размеров: Н14, h14, .
5.1.9. Цена деления круговой шкалы в поворотных тисках с шириной губок 63 – 100 мм – не более 2° и в тисках с шириной губок 125 – 400 мм – не более 1°.
Точность расположения делений на поверхности круговой шкалы должна быть не ниже 15‘.
5.1.10. Цифры на круговой шкале и на указателе делений поворотных тисков должны быть четкими.
Качество поверхности поворотной шкалы должно исключать появление бликов, затрудняющих отсчет показаний.
5.1.11. Установленный срок службы тисков до капитального ремонта – не менее 6 лет.
5.1.12. Установленный ресурс по точности тисков – не менее 12 мес.
5.1.13. Критерием отказа механизированных тисков является уменьшение установленного значения усилия зажима губок на 20 %.
5.1.14. Критерием предельного состояния является потеря установленной точности по 7.5 – 7.12.
5.1.15. Тиски должны удовлетворять требованиям безопасности по ГОСТ 12.2.029.
5.2. Комплектность
5.2.1. В комплект тисков входят:
– рукоятка – 1 шт.;
– шпонка по ГОСТ 14737 – 2 шт.;
– винт по ГОСТ 1491 – 2 шт.;
– паспорт на тиски – 1 экз.
5.2.2. По заказу потребителя тиски комплектуют:








– накладными губками специального профиля (призматическими и фасонными) с различными видами рифлений;
– тарельчатыми пружинами, манжетами и (или) уплотнительными кольцами для гидравлического или пневматического приводов.
По согласованию с изготовителем тиски комплектуют винтовой парой (винт-гайка).
5.3. Маркировка
5.3.1. На тиски следует наносить маркировку, содержащую следующие данные:
– обозначение тисков;
– товарный знак предприятия-изготовителя;
– заводской номер;
– год выпуска.
5.3.2. Требования к транспортной маркировке – по ГОСТ 14192.
5.4. Упаковка
5.4.1. Эксплуатационная документация, отправляемая с тисками, должна соответствовать ГОСТ 2.601.
5.4.2. В эксплуатационных документах должны быть указаны дата консервации и срок хранения без переконсервации.
Консервация тисков – по II группе изделий ГОСТ 9.014.
5.4.3. Тиски должны быть упакованы в деревянные ящики по ГОСТ 2991 или по ГОСТ 10198 или в контейнеры, выстланные внутри водонепроницаемой бумагой по ГОСТ 8828 или по ГОСТ 515.
Упаковка должна исключать возможность перемещения тисков и комплектов к ним.
При поставках тисков на экспорт ящики должны соответствовать требованиям ГОСТ 24634.
Тиски, отправляемые в районы Крайнего Севера и приравненные к ним местности, должны быть упакованы по ГОСТ 15846.
Критерии выбора модели тисков
Выбирая те или иные тиски, обязательно нужно учесть то, для чего они будут применены
Стоит обратить особое внимание также и на размер деталей (заготовок), с которыми предстоит работать:
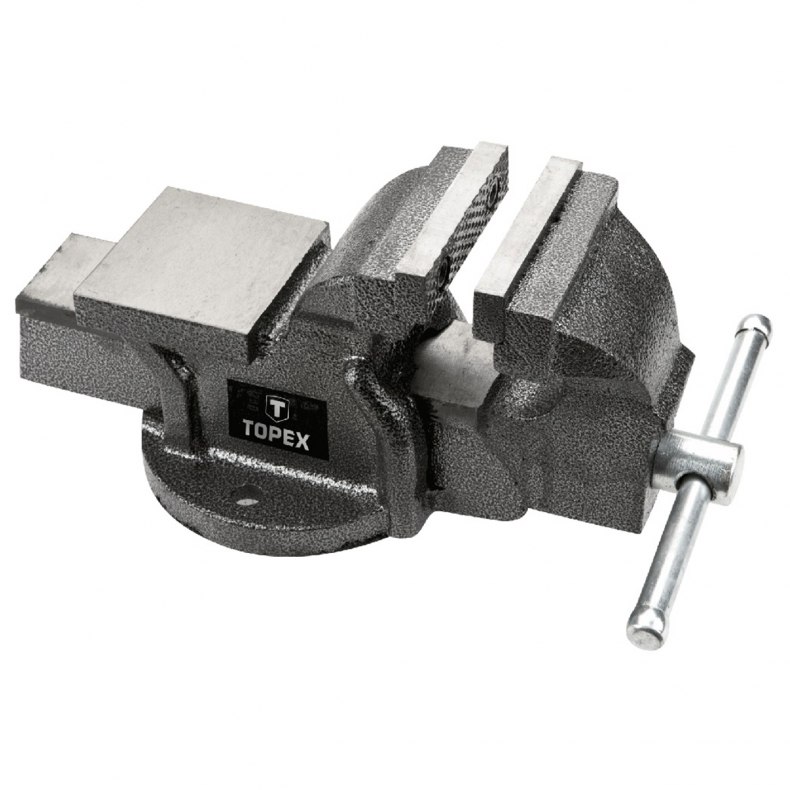
Слесарные
Приобретая слесарные тиски, отдают предпочтение прочным моделям из стали. Нужно помнить, что ходовой винт таких тисков быстро изнашивается, и они не подходят для работы с очень габаритными заготовками.
Чем больше будет весить инструмент, тем он будет прочнее.
Чтобы была возможность обрабатывать заготовки, установленные вертикально, выбирают станки с вращающейся основой. Лучше приобрести модели, дополненные большой наковальней.
Круглые детали лучше обрабатывать, приобретая тиски, оснащённые призмами.
Стуловые
Приобретая такие тиски, обращают внимание на
- Функциональность и износостойкость. На них будут обрабатываться особенно прочные детали, поэтому нужно приобретать надёжные прочные модели, выполненные из закалённой стали.
- Наличие антикоррозийного покрытия. Как правило, пропитка наносится на детали, имеющие резьбу. Некоторые производители покрывают таким покрытием устройство целиком.
- Наличие насечек на пластинах. Они помогут лучше удерживать и фиксировать деталь в тисках.
Ручные
При их покупке проверяют размер зазора и параллельность пластин.
люфт должен быть минимальным; зубцы пластин не должны оставлять царапин на металле; обратить внимание на величину угла, под которым можно работать с помощью этих тисков
Функциональное назначение слесарных тисков
- Ручные тиски. Малогабаритный вид, напоминающий обыкновенные клещи, с той лишь разницей, что здесь присутствует зажимной механизм. Применяется для фиксации небольших деталей, причем во время обработки тиски необходимо будет удерживать рукой.
- Столярные. Активно используются в столярных работах, а также для работы с мягкими и деликатными материалами, такими как древесина и пластик. Особенность в гладких губках с большой площадью, за счет чего создается хорошее сцепление без излишней деформации детали. Щечки выполняются из дерева либо резины.
- Слесарные. Наиболее популярный и массовый вид тисков, щечки чаще всего рифленые с небольшой площадью губок. Здесь уже важна сила сжатия, а не возможность деформации, так как чаще всего работа проходит с металлическими деталями. Обычно оснащаются поворотным механизмом для повышения удобства.
- Станочные. Применяются на производственных станках для промышленной обработки.
- Трубные. Данный вид тисков предназначен для зажима труб, вследствие данной особенности губки обычно имеют полукруглую форму для более качественного зажима.
- Особого назначения. Сюда входит огромное количество всевозможных модификаций для специфичных задач самого разного спектра, начиная от ювелирных работ и до глобусных тисков, где угол изделия возможно менять в разных плоскостях.







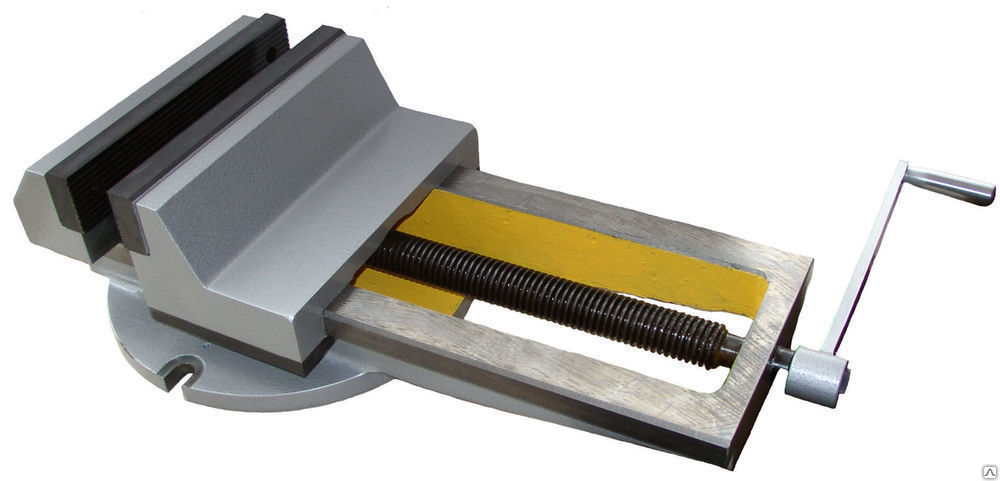
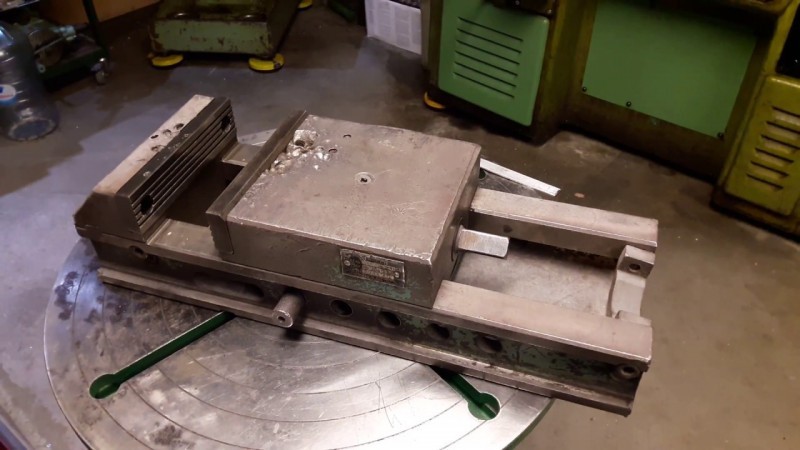
Применение устройств на подвижной площадке
Рабочий принцип устройств этого типа состоит в применении подвижного основания. Основание способно перемещаться в 2-х плоскостях, что существенно увеличивает возможности обработки деталей особенно маленького размера требующих особенной точности.
Во время обработки больших заготовок, которые не помещаются между губок, применяются специализированные стальные прижимы, которые закрепляются на стол станка и между ними помещается обрабатываемая деталь и жестко крепится. В одном из прижимов губка поставлена с применением механизма регулировки, что и дает возможность проводить заключительную фиксацию заготовки.
Инструментальные тиски
Инструментальные стальные крепежные устройства – особый тип тисков, применяемый для фиксации на магнитном столе при проведении операций по шлифованию деталей. Они выполнены из деталей, изготовленных с высокой точностью, имеют высокую параллельность всех плоскостей. Деталь один раз крепится в тисках, а для смены обрабатываемой части детали, переворачивается только крепежное устройство. Тиски изготовляются различных размеров и используются в зависимости от объема обрабатываемой детали. Изменение положения губок производится с помощью специального болта без применения механизма регулирования.
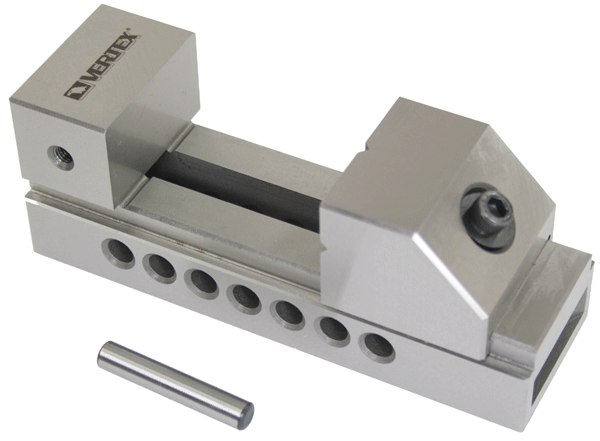
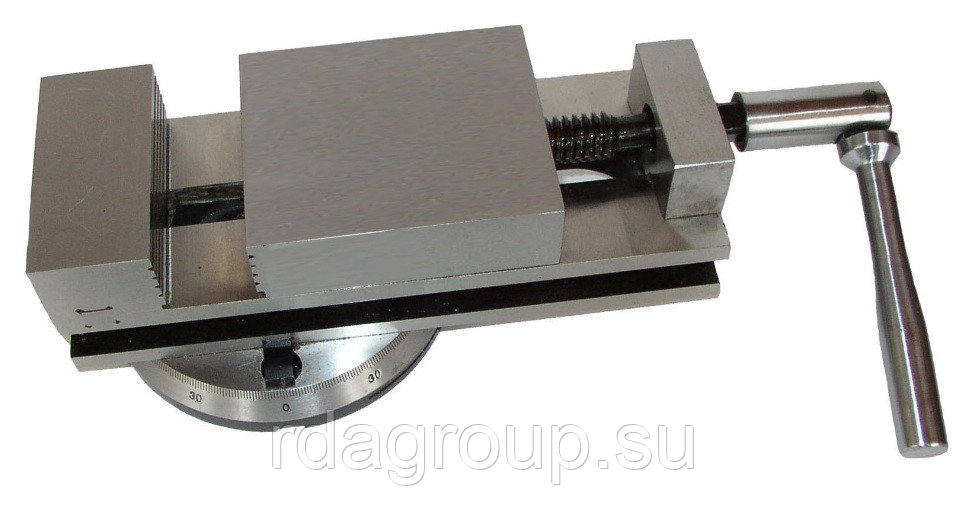
Высокоточные инструментальные тиски
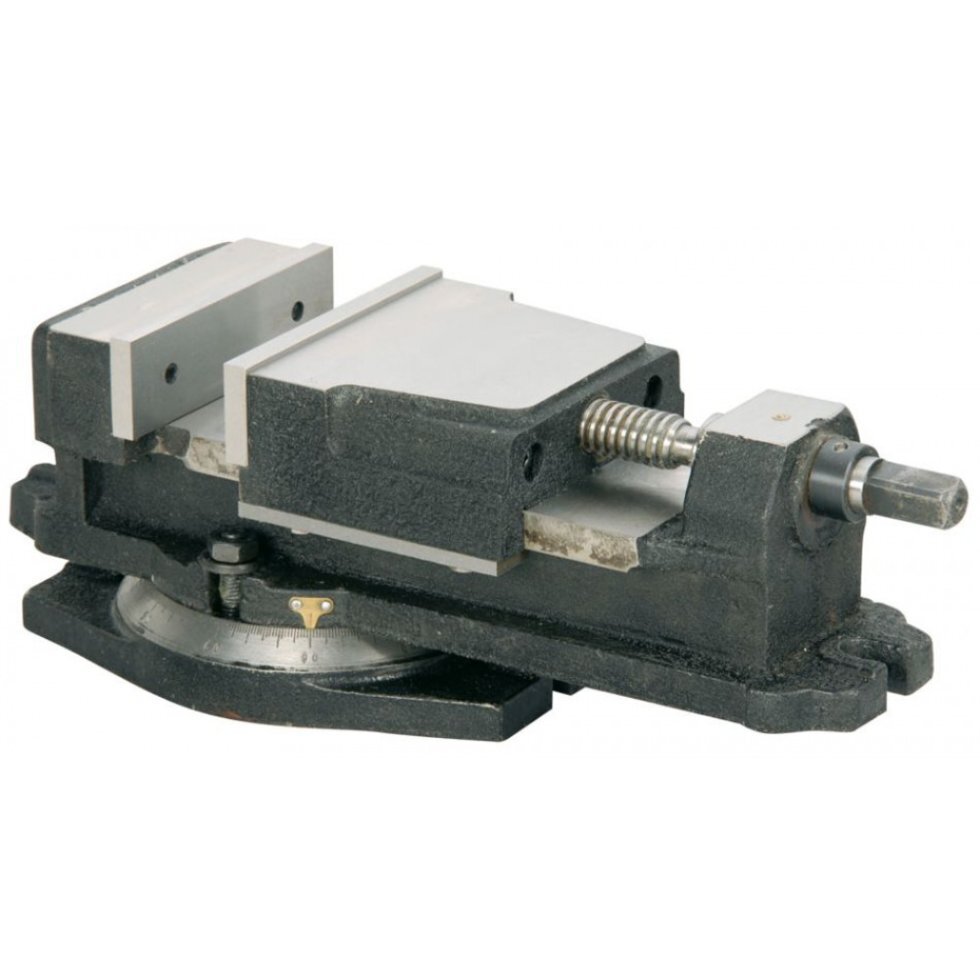
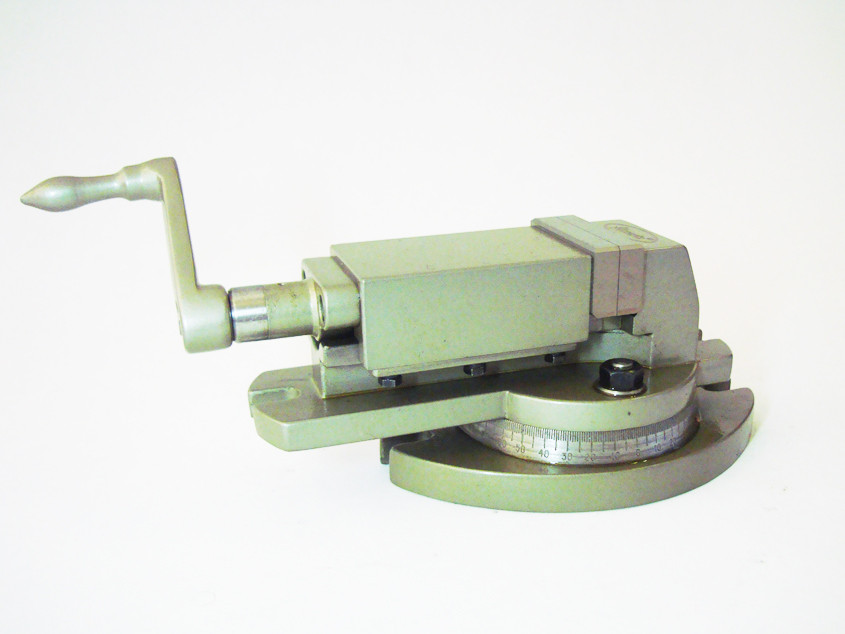
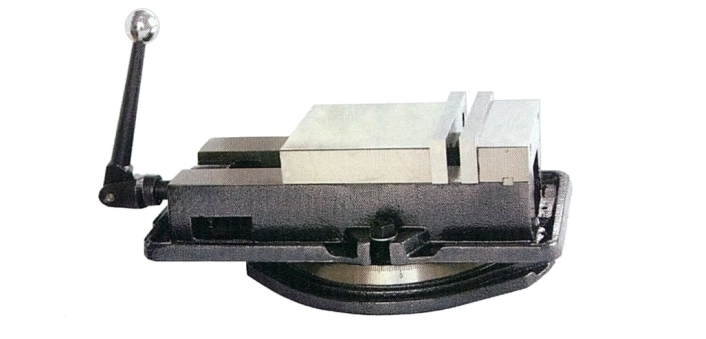
Станочная конструкция
Это более точный вариант приспособления для закрепления деталей. У него либо отсутствует люфт вообще, либо величина разбега минимальна. Тиски крепятся на верстаке, отличаются наличием поворотного механизма.

Можно выбрать один из следующих вариантов:
- стационарный с креплением перпендикулярно к положению инструмента;
- синусный с установкой детали под углом;
- многоосевой с возможностью поворота по нескольким осевым точкам.
Станочные тиски гарантируют прочный зажим, что особенно важно при обработке металлических деталей. Оснащены они прочным корпусом и защитным антикоррозийным покрытием
Жесткая фиксация обеспечивает высокую точность работ.