Вероятные источники ошибок и их устранение
Вне зависимости от своего вида, любой штангенрейсмус имеет одну и ту же проблему – чем большую высоту он способен измерять, тем вероятнее получить ошибочный результат. Данное обстоятельство связано с тем, что получаемая высота не является действительной. Она представляет собой лишь отношение к основанию. Как пример, возможно привести схожую ситуацию в физической механике: чем длиннее плечо механизма с рычагом, тем больше становится его умноженная сила.
Качественная ошибка может также заключаться и в конструкции базового штангенрейсмаса. Например, инструмент, предназначенный для измерения высот всего в 12 дюймов, можно усовершенствовать, попросту увеличив длину стойки, к примеру, до 36 дюймов. При этом, должные изменения в конструктивные особенности основания либо в поперечное сечение стойки измерительной, надлежащим образом не вносятся. При подобном увеличении, стойка, естественно, начинает сгибаться и качаться. Возникшее отклонение примерно в 0,001 дюйма будет и незаметным, но качественно повлияет на конечные результаты, а это, в свою очередь, повысит размеры измеряемой детали.
Для повышения измерительных качеств, необходимо попытаться закрепить стойку в таком положении, которое бы исключило риск изгибания. Однако, полностью этот ход вряд ли решит проблему, ибо стойка может начать изгибаться уже в верхней части. Радикальным выходом может стать увеличение площади основания и прибавление ему массивности – вот это уже отлично скажется на устойчивости инструмента. Так же стоит присмотреться к наличию пыли и грязи на измерительной площадке, которые тоже влекут за собой отклонение от точных результатов.
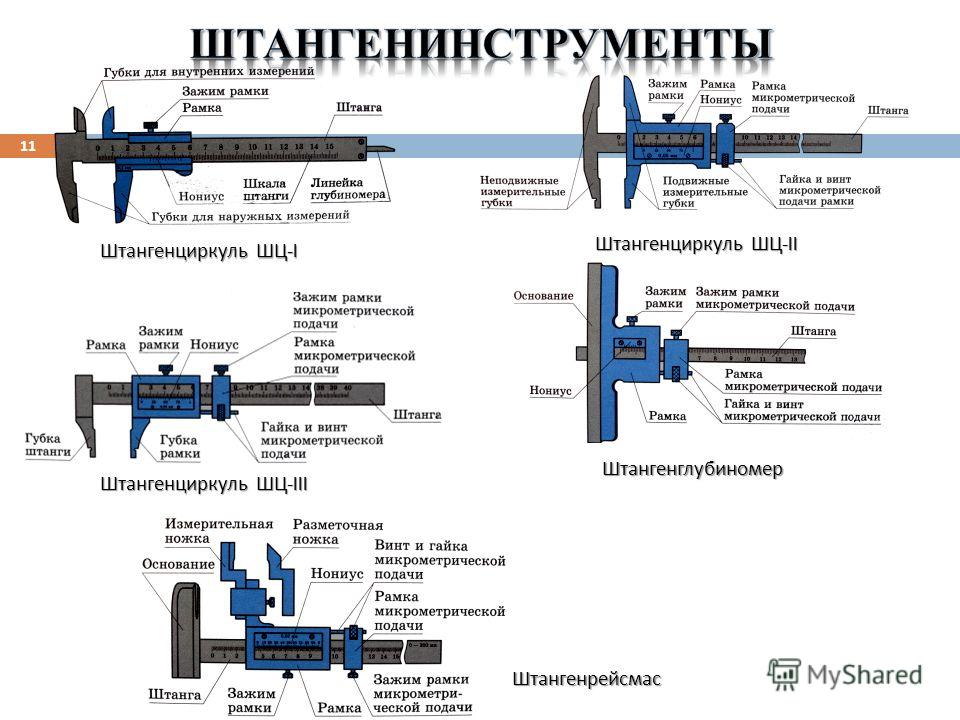
Штангенрейсмас
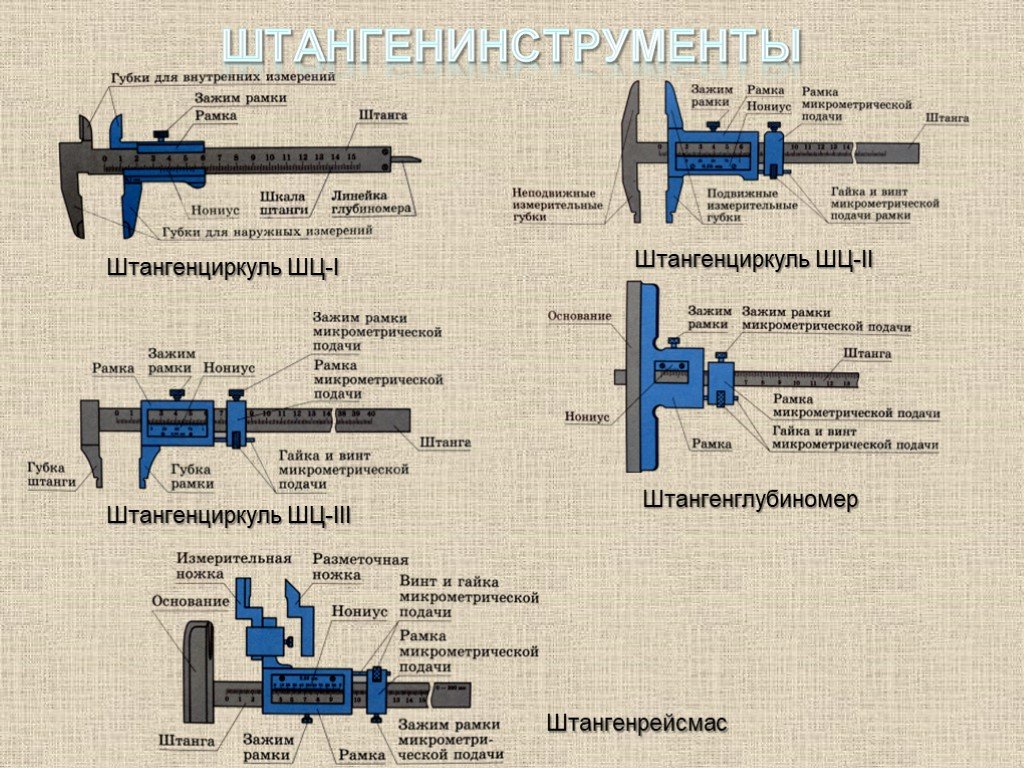
В современном машиностроении для контроля наружных и внутренних размеров деталей используется немало различных типов измерительных инструментов: микрометрические измерительные приборы, штангенглубиномеры (с их помощью определяют глубину пазов и отверстий), штангенциркули и штангенрейсмусы.
Согласно такому стандарту, как ГОСТ 164 – 90, штангенрейсмусы в процессе производства различных машиностроительных деталей используются для того, чтобы производить точную разметку. Кроме того, допускается их применение для определения высоты деталей, предварительно размещенных на разметочных чугунных плитах.

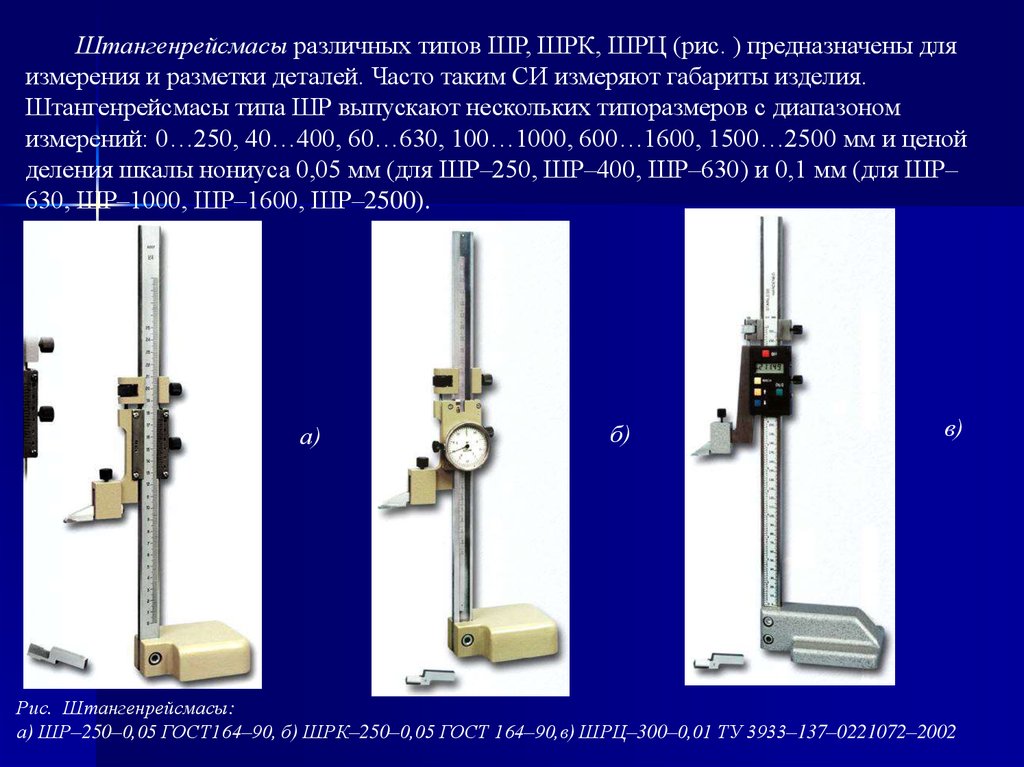
Заводы производители, выпускают большой ассортимент продукции, в число которых входят штангенрейсмасы. Они имеют цену деления нониуса 0,1 или 0,05 миллиметра, а предел измерений ими достигает 2500 миллиметров.
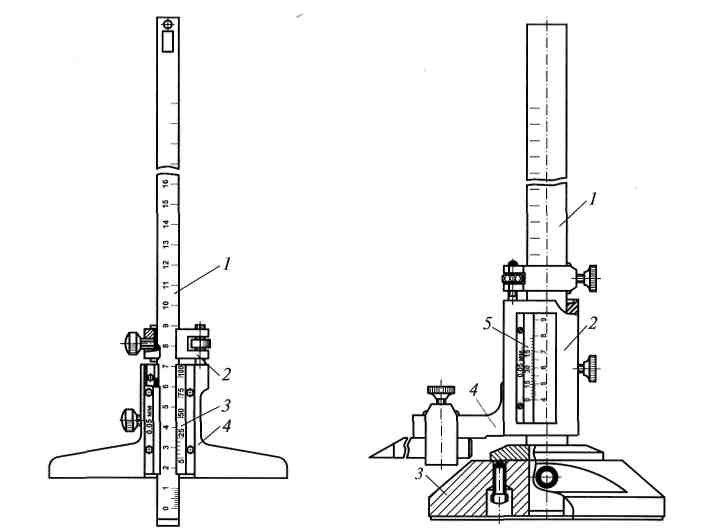
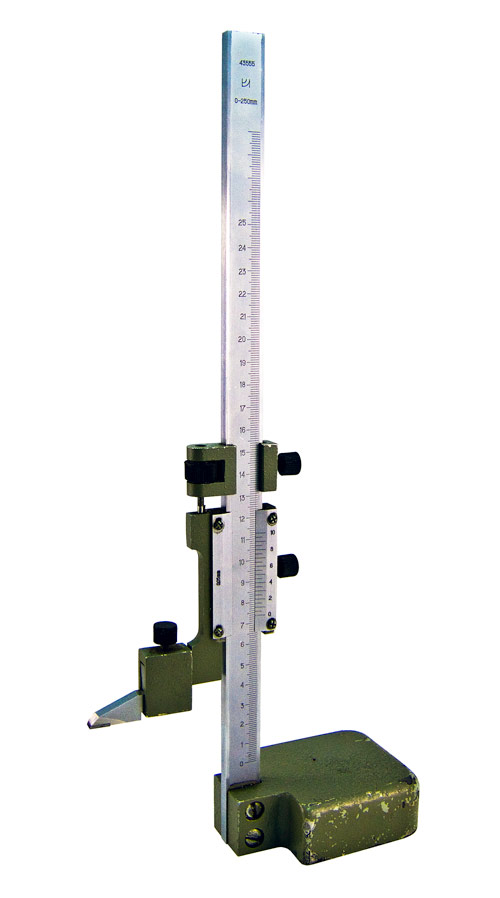
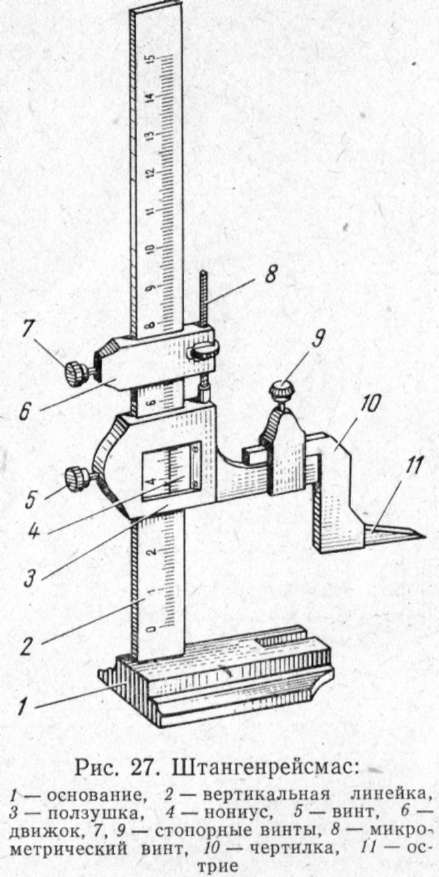
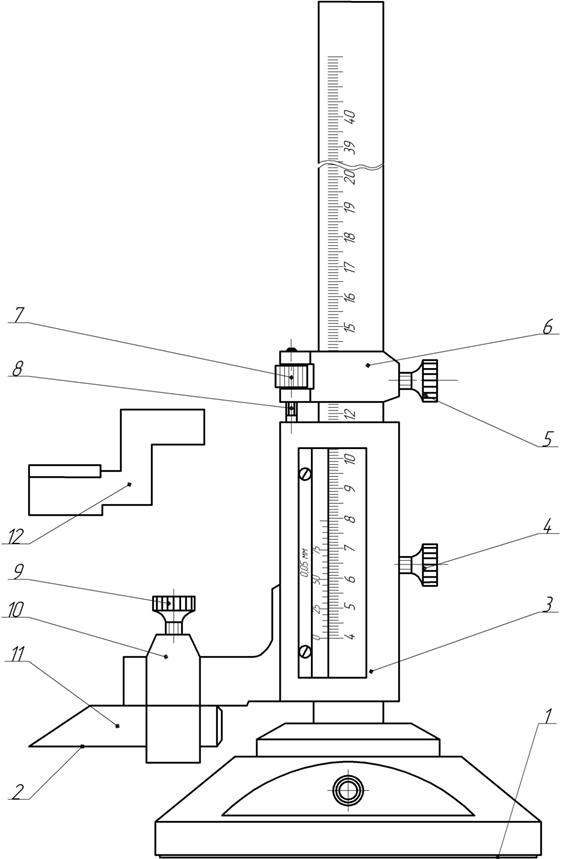
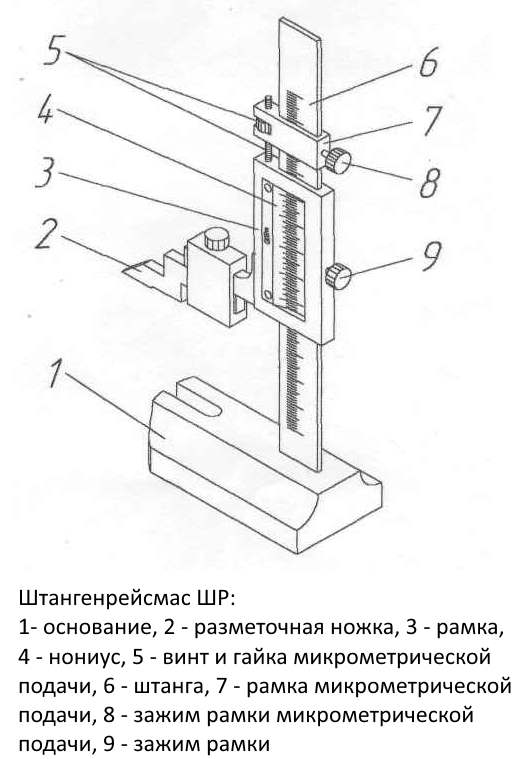
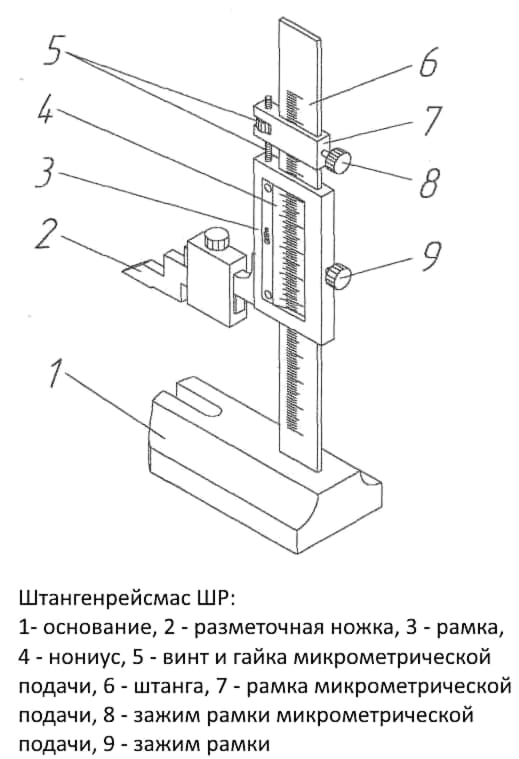
Конструкция штангенрейсмаса состоит из ряда деталей, таких как чугунное основание, которое должно быть массивным для устойчивости всего инструмента, штанги с миллиметровой шкалой, на которую монтируется подвижная рамка с нониусом и механизм микрометрической подачи. Кроме того, на подвижной рамке имеется державка, на которой наличествует специальная измерительная ножка, предназначенная для определения значения измеряемой высоты, или же разметочная ножка.
Следует заметить, что основание штангенрейсмаса играет роль не только несущего элемента. Оно также необходимо для того, чтобы перемещать этот измерительный инструмент по всей плоскости разметочной чугунной плиты. Рабочие плоскости штангенрейсмасов в процессе их производства обрабатывается методом шлифования.
Перед тем, как использовать штангенрейсмас для проведения измерений или же разметки, его рабочую шлифованную поверхность рекомендуется протереть с использованием машинного масла. Благодаря этому инструмент будет легче перемещать по поверхности.
Перед использованием штангенрейсмаса нужно проверить его нулевой отсчет. Для этого инструмент устанавливается на проверочную плиту, а его рамка опускается вниз вплоть до того, момента, когда измерительная поверхность ножки совпадет с плитой. В таком положении нулевые штрихи миллиметровой шкалы и нониуса должны полностью совпадать. Некоторые модели штангенрейсмусов имеют нижние пределы измерения, превышающие сорок миллиметров. Проверка этих инструментов производится при помощи установки под их ножки специальных плоскопараллельных плиток. В тех случаях, когда между плитой и ножкой (или же равной нижнему пределу концевой мерой) отсутствует зазор, нулевые отметки штанги и нониуса должны полностью совпадать.
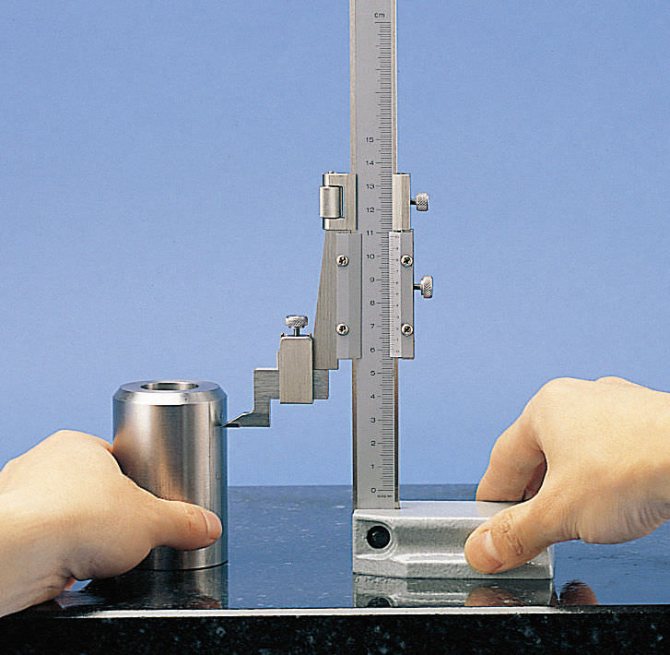
В процессе проведения измерений нужно прижимать основание к плите левой рукой, а ножку подвести к проверяемой поверхности. После этого при помощи микрометрической подачи следует аккуратно довести измерительную ножку вплоть до соприкосновения ее нижней части с проверяемой поверхностью.
Когда с помощью штангенрейсмаса производят разметку, то сначала устанавливают необходимый размер, основание прижимают левой рукой к плите, и при этом перемещают инструмент относительно размечаемой детали. Риски на нее наносятся заточенным острием ножки.
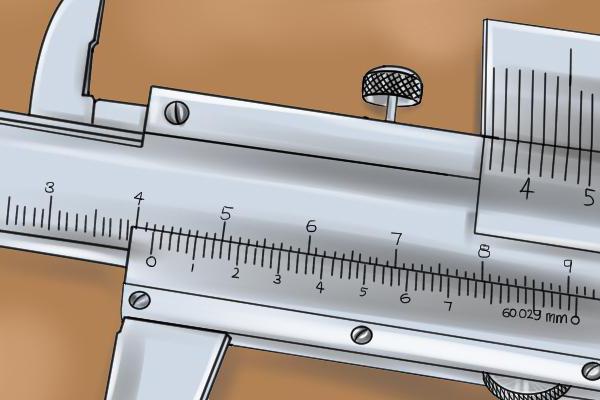
Считывание показаний штангенрейсмаса производится точно так же, как у нониусного штангенциркуля.
Предел погрешности измерения штангенрйсмусов и при затянутом, и при незатянутом положении рамки определяется ГОСТ 164 – 90. На все наружные поверхности рейсмасов кроме измерительных и основания должно наноситься антикоррозионное покрытие. Кроме того, перед использованием штангенрейсмасы следует размагнитить.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Проверка штангенрейсмасов — по МИ 424 и МИ 2190.
4.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с при частоте 80-120 ударов в минуту. Штангенрейсмасы в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2. Допускается проводить испытания штангенрейсмасов транспортированием на грузовой машине со скоростью 20-40 км/ч на расстояние не менее 100 км по грунтовой дороге.
4.3. Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50±3) °С, плюс (50±3) °С и при относительной влажности (95±3)% при температуре (35±5) °С. Выдержка в климатической камере по каждому из трех видов испытаний — 2 ч. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2. Допускается после выдержки штангенрейсмаса в каждом режиме выдерживать его в нормальных условиях в течение 2 ч.
Это интересно: Штихель по металлу для гравировки своими руками — лучше один раз увидеть
ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
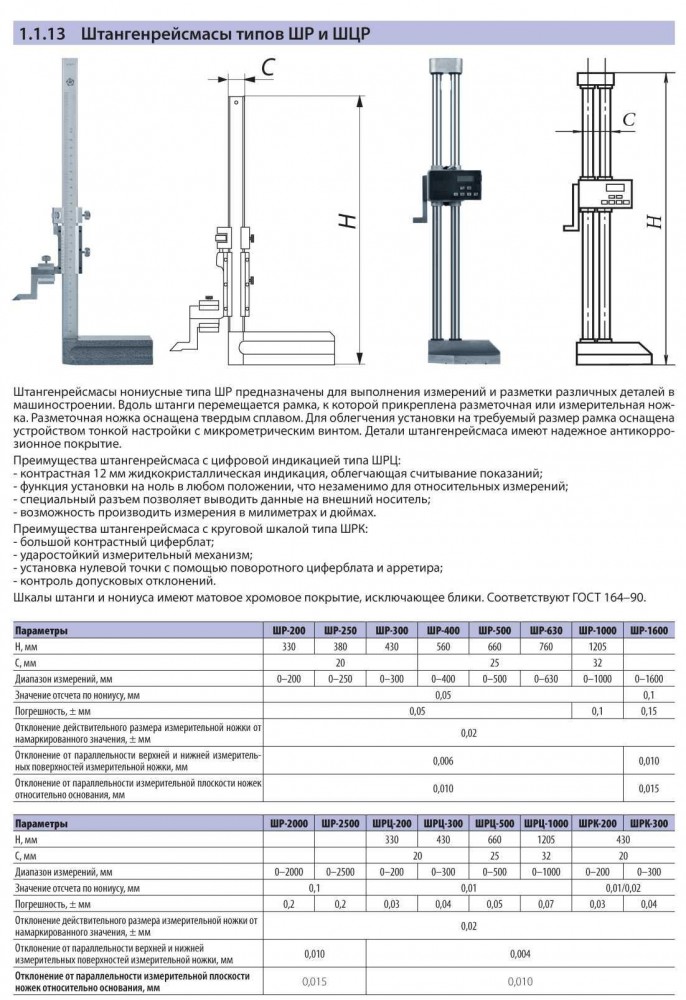
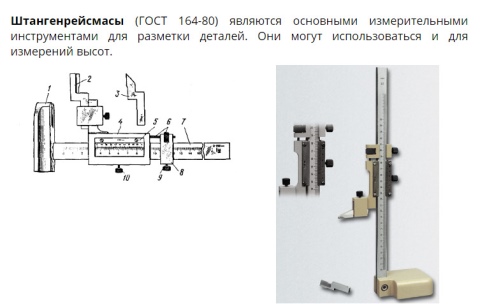
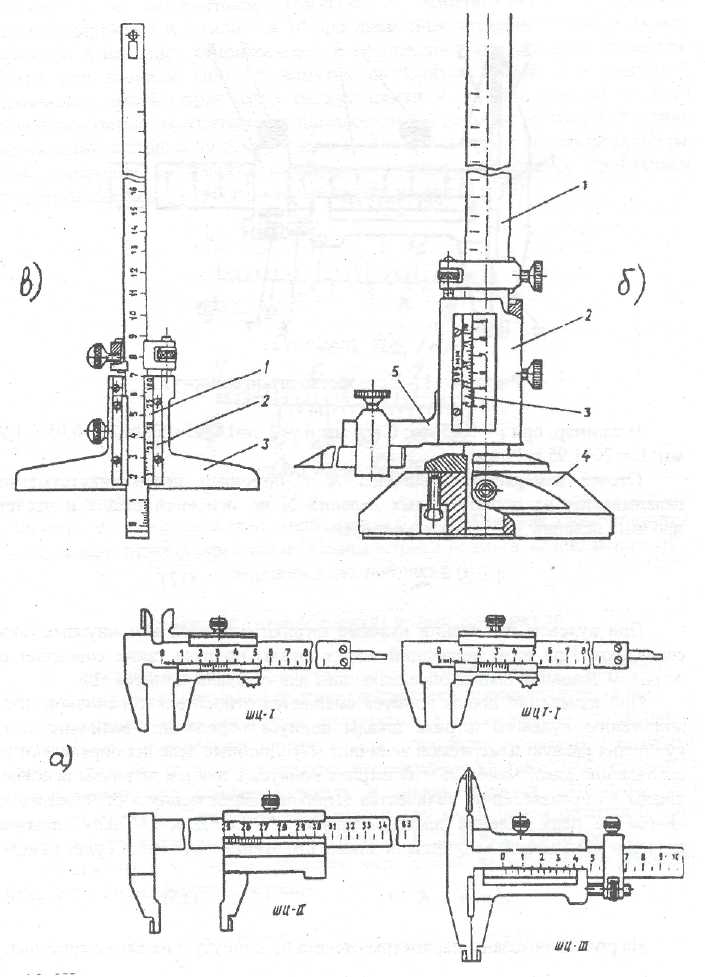
1.1. Штангенрейсмасы должны изготовляться следующих типов: ШР — с отсчетом по нониусу (черт.1а); ШРК — с отсчетным устройством с круговой шкалой (черт.1б); ШРЦ — с электронным цифровым отсчетным устройством (черт.1в).
1 — основание; 2 — штанга; 3 — рамка; 4 — нониус; 5 — круговая шкала; 6 — цифровое отсчетное устройство; 7 — микрометрическая подача; 8 — стопорные винты; 9 — разметочная ножка; 10 — измерительная ножка
Черт.1
Примечание. Чертеж не определяет конструкцию штангенрейсмаса.
1.2. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства и классы точности штангенрейсмасов должны соответствовать указанным в табл.1.
Таблица 1
мм
Диапазон измерений | Значение отсчета по нониусу | Цена деления круговой шкалы отсчетного устройства | Шаг дискретности цифрового отсчетного устройства, классов точности 1:2 |
0-250 | 0,05 | 0,02; 0,05 | 0,01 |
40-400 | 0,05 | ||
60-630 | 0,05; 0,10 | ||
100-1000 | |||
600-1600 | 0,10 | — | — |
1500-2500 |
Пример условного обозначения штангенрейсмаса типа ШР с диапазоном измерения 0-250 мм и значением отсчета по нониусу 0,05 мм:
Штангенрейсмас ШР-250-0,05 ГОСТ 164-90
То же, штангенрейсмаса типа ШРК с диапазоном измерения 0-250 мм и ценой деления круговой шкалы 0,02 мм:
Штангенрейсмас ШРК-250-0,02 ГОСТ 164-90
То же, штангенрейсмаса типа ШРЦ с диапазоном измерения 0-250 мм и шагом дискретности 0,01 мм:
Штангенрейсмас ШРЦ-250-0,01 ГОСТ 164-90
1.3. Штангенрейсмасы следует изготовлять с микрометрической подачей рамки.

1.4. Длину нониуса следует выбирать из ряда: 9; 19; 39 мм — при значении отсчета по нониусу 0,1 мм; 19; 39 мм — при значении отсчета по нониусу 0,05 мм. Длинные штрихи нониуса допускается отмечать целыми числами.
1.5. Штангенрейсмас типа ШРЦ должен обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем, приведенным в приложении.
1.6. Электрическое питание штангенрейсмаса типа ШРЦ — от автономного встроенного источника питания или от сети общего назначения напряжением 220 В через блок питания.
1.7. Конструкция штангенрейсмасов с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
Измерение и оценка результатов
Сам алгоритм замеров состоит из нескольких этапов:
- Измеряемый объект фиксируется на гладком ровном основании;
- Далее прибор и объект совмещаются;
- Основная рамка прибора смещается вниз до соприкосновения с объектом;
- Затем перемещается микрометрический механизм до полного соприкосновения с измеряемой деталью;
- Винтами фиксируется положение приборных рамок;
- Происходит оценка полученного результата.
Оцениваются результаты в виде определения полного числа миллиметров по показателям основной шкалы и по долям неполного миллиметра на микрометрической шкале. На последней требуется найти такое деление, которое бы совпадало с соответствующим делением на рейке. При обнаружении совпадения, требуется подсчитать, сколько до него осталось от нуля штрихов нониусной линейки – это и станет микрометрическим значением замеренной высоты.
Оптимизация измерительных процессов
Рассматриваемый прибор крайне чувствителен к рабочей температуре. Поэтому, прикасаться к нему в процессе работы следует только в особо отведенных местах, как то: тумблер, активирующий пневмоподшипники, площадка для опоры штанги и управляющая ручка. В целях получения более точных результатов, иных элементов измерительной цепи касаться запрещается.
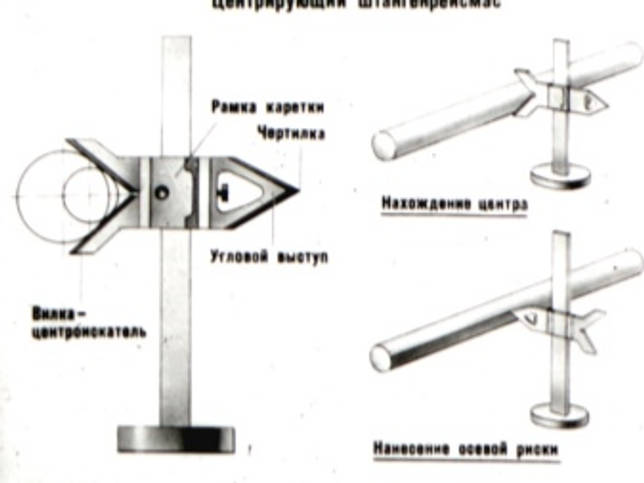
Первичный этап измерительного процесса включает в себя разметку обрабатываемого объекта по образцу. Обычно, для этого используют проверочную площадку, рейсмус с чертилкой либо индикатором-циферблатом и штангенрейсмус с широким диапазоном. В этом случае проверочная площадка, представляющая из себя главную плоскость, применяется одновременно и для начала отсчета как для объекта, так и для штангенрейсмаса. Последний применяется для фиксации и определения высоты на обрабатываемом объекте. В любом случае всегда необходимо следовать нескольким нехитрым советам:
В случаях, когда штангенрейсмас используется одновременно с тестовой плитой, эффективность его работы напрямую определяется ровностью плиты, с помощью которой обеспечивается привязка ориентира и к объекту и к прибору;
- На эффективность работы высотомера качественно влияет реальное состояние основы гранитной проверочной плитки и наличие на ней посторонних образований (слоя пыли и грязи);
- Любой, даже самый малый дефект основания между штангенрейсмусом и объектом измерения, способен в несколько крат увеличить неточность измерения.
Типы штангенрейсмасов
Согласно ГОСТу 164-90 штангенрейсмасы могут
выпускаться в трёх исполнениях, различающихся видом отсчётного устройства.
Подача рамки во всех случаях одинакова и является микрометрической.
Инструменты первого типа оснащены нониусной шкалой и
маркируются буквенным сочетанием ШР. Длина нониуса может составлять 9, 19 и 39
мм или 19 и 39 мм в зависимости от того, какое значение имеет отсчёт по нониусу
(0,1 и 0,05 мм соответственно). Длинные штрихи, нанесённые на нониус, могут
быть подписаны целыми числами, однако, обозначают долю целого деления.
Штангенрейсмасы, оснащённые отсчётным устройством в
виде круговой шкалы, выпускаются под маркой ШРК. Отсчётное устройство должно
обеспечивать совмещение стрелки с нулевой отметкой круговой шкалы. Расстояние
между краем отметок и стрелкой не должно превышать значения 0,7 мм, а риска деления
– быть меньше 1 мм.
Третий тип штангенрейсмасов – ШРЦ – снабжаются электронным
(цифровым) устройством отсчёта, интерфейсом для вывода показаний на внешнее
устройство (ПК) и встроенным источником питания. Инструмент типа ШРЦ предназначен
для полной или частичной автоматизации измерений и обеспечивать правильность
показаний при перемещении рамки со скоростью, превышающей 0,5 м/с.
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).
Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Скачать ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Виды штангенрейсмасов
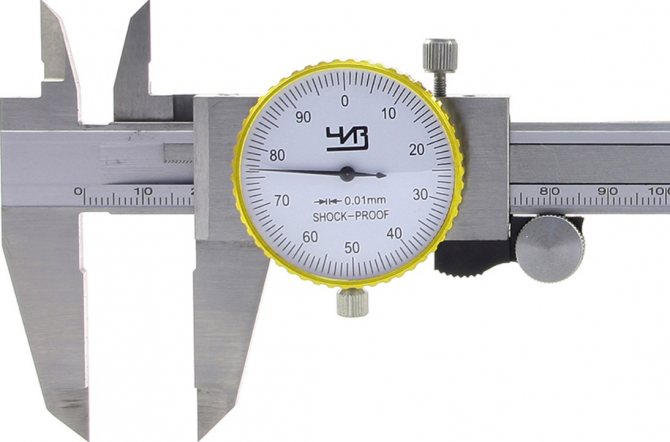
Всего существует три основных типа рассматриваемого прибора. Традиционный нониусный штангенрейсмас изобретен более 100 лет назад и успешно применяется до сих пор. Главные его пользователи – инженерные работники, которым необходимо точно вычислить данные для подтверждения верности показателей. Существуют также специальные высотомеры, имеющие круговой указатель в виде циферблата, служащий для установки высотных измерений. И третьей разновидностью являются цифровые штангенрейсмасы, способные считывать напрямую высоту либо определять нулевые отметки вне зависимости от проверочной плоскости.
Если говорить об осях штангенрейсмусовых измерений, то их можно производить и по вертикали и по горизонтали. Возможны и диагональные измерения, но для них потребуется дополнительный модуль.
В итоге, используя установленную государственным стандартом маркировку, существующие три вида штангенрейсмасов правильно необходимо именовать следующим образом:
- «ШР» (нониусные) – определение линейных измерений по микрометровой шкале;
- «ШРК» — обладающие круговой отсчетной шкалой;
- «ШРЦ» — цифровые приборы с электронными индикаторами.
Дополнительно, рассматриваемые штангенинструменты, могут различаться по максимальной высоте (длине) измеряемых объектов. Данный параметр выражается в цифровом значении, которое прибавляется к буквенной маркировке в названии инструмента. К примеру, прибор с названием «ШР-250» выполняет измерительные функции в ручном режиме для деталей высотой не боле 250 миллиметров. Максимально возможная на сегодняшний день высота измеряемой детали – 2500 миллиметров.
Типы штангенрейсмасов
Данный измерительный инструмент классифицируется по нескольким основным признакам:
- В зависимости от способа снятия отсчета существуют следующие типы штангенрейсмасов – ручные с линейным и круговым отсчетом (циферблатом), а также цифровые.
- По максимальной длине измеряемой детали. Максимальная длина указывается в обозначении. Так ШР-250 – это штангенрейсмус ручной с максимальной длиной 250 мм. Далее идут ШР-400, ШР-630 и т. д. вплоть до ШР-2500
- По классу точности. Первый класс – 0,05 мм, второй – 0,1 мм.
- По шагу дискретности (для цифровых приборов) – от 0,03 до 0,09 мм.
При стандартном обозначении штангенрейсмаса указываются все основные характеристики. Например, ручной измерительный прибор с максимальной длиной измерений 250 мм и точностью 0,05 мм. обозначается как штангенрейсмас ШР-250-0,05 ГОСТ 164-90.
Штангенрейсмас в комплекте

Вместо эпилога
Проведенным анализом текущего рынка было установлено, что рассматриваемые штангенрейсмусы (не путать со стандартными рейсмусами) являются узкоспециализированным инструментарием, который вряд ли понадобится в бытовых условиях. Однако, существующий широкий ассортиментный ряд предполагает большую популярность данного вида устройств. Соответственно, рыночные показатели, коль скоро они считаются определяющими факторами, которые гласят о том, что лидерами значатся европейские производители, формируют текущий спрос. Отсюда ясно, что приведенные в рейтинге компании давно зарекомендовали свои качественные товары, с которыми производителю из РФ трудно соперничать. Об этом говорит и покупательский спрос.
Как пользоваться штангенциркулем
Первым делом инструмент проверяют – губки сводят вместе, а затем контролируют точность их смыкания. Не должно быть никаких просветов. Затем штангенциркуль берут в одну руку, деталь, которую будут исследовать, – в другую. Для того чтобы измерить внешний размер, нижние губки разводят и располагают между ними деталь. Затем губки сжимают, пока они не будут соприкасаться с поверхностями деталей. Затем следует проверить, как расположились губки. Точность размера будет высокой, когда они будут расположены на равном расстояния от детали. Затем при необходимости фиксируют винт. Далее деталь откладывают, а инструмент берут для получения результата.
 Если штангенциркуль – разметочный, то его губками можно наносить необходимые размеры непосредственно на поверхности детали. Губки изготовлены из твердых сплавов, и ими можно сделать пометки на стали и похожих сплавах.
Если штангенциркуль – разметочный, то его губками можно наносить необходимые размеры непосредственно на поверхности детали. Губки изготовлены из твердых сплавов, и ими можно сделать пометки на стали и похожих сплавах.
История штангенциркуля
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.


Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР .
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
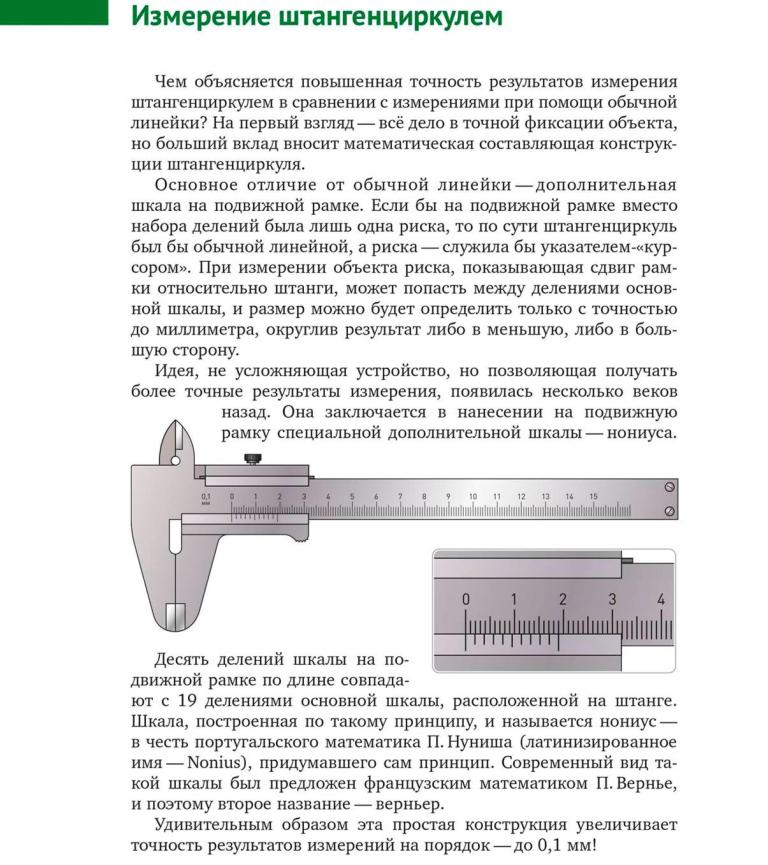
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
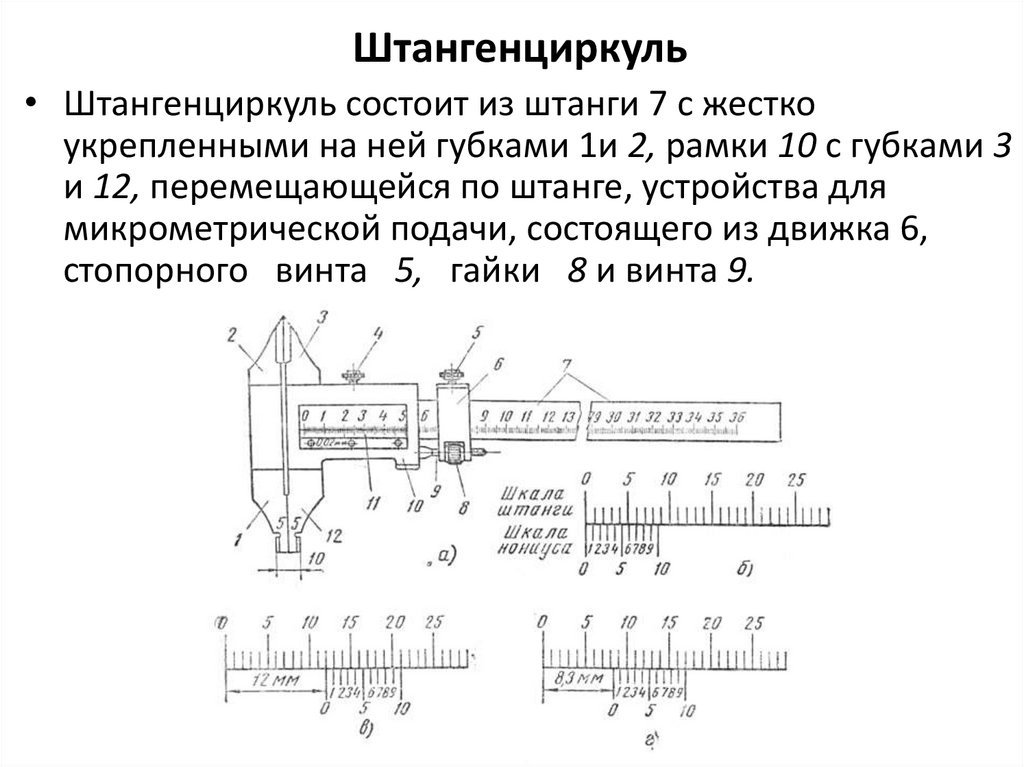
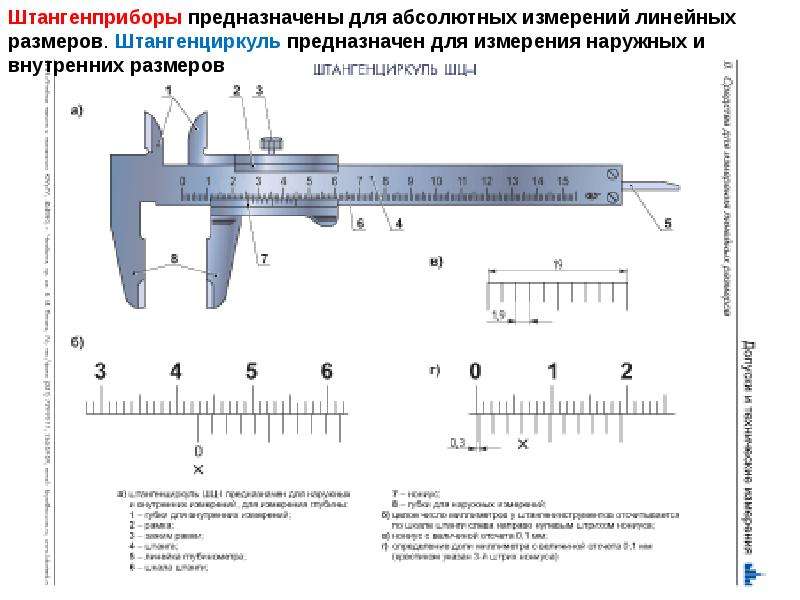
| Обычный штангенциркуль состоит из: 1. штанги. 2. подвижной рамки. 3. шкалы штанги. 4. губки для внутренних измерений. 5. губки для наружных измерений. 6. линейки глубиномера. 7. нониуса. 8. винта для зажима рамки. |
Особенности штангенрейсмасов
Перво-наперво, стоит упомянуть о некоторых особенностях инструмента:
- В связи с тем, что термин пришел из норманнских диалектов, то прибор может именоваться двояко – и «штангенрейсмАсом» и «штангенрейсмУсом», что будет в обоих случаях верно;
- Визуально он чем-то похож на штангенциркуль, но применяется он для установления размеров по горизонтальным плоскостям в вертикальной позиции;
- Принцип его действия вполне возможно сравнить с работой штангенциркуля;
- Основная его задача – измерение объектов в высоту, осуществление промеров глубины отверстий, координация расположения различных деталей на плоскости объекта относительно друг друга, а также осуществление различных разметочных процедур;
- Ввиду того, что прибор является по сути измерительным инструментом, то он имеет собственную нормативно закрепленную методику производства измерений и проверки результатов;
- Технические условия данного прибора регламентируются Государственным стандартом №164 от 1990 года (164-90).
Конструкция устройства
Как уже говорилось выше, штангенрейсмас является измерительным инструментом слесарной отрасли и используется для измерения высот объектов, глубины отверстий и для нанесения разметки на корпусе различных деталей. К его конструктивным особенностям относится наличие особых разметочных приспособлений (губки и ножки), а также базовое основание, используемое для установки на плоскость измеряемого объекта. Стандартная точность измерения прибора составляет +/- 0,5 миллиметров и ее просто достигнуть даже неопытному пользователю.
Всю конструкцию штангенрейсмуса возможно подразделить на основные элементы и дополнительные. К первым можно отнести:
- Массивную базу-основание;
- Штангу вертикальную, с нанесенной на нее главной миллиметровой шкалой (в народе попросту называемой «линейкой» за схожесть со школьным инструментом);
- Основную рамку;
- Дополнительную шкалу с микрометрической разметкой (она же — нониус);
- Измерительную ножку.
- Вторые элементы, играющие вспомогательную роль, несут в себе либо фиксирующую либо регулировочную функцию, и к ним относятся:
- Гайка с винтом, служащие для перемещения главной рамки;
- Рамка для микрометрической подачи;
- Фиксатор заменяемых наконечников на измерительной ножке;
- Чертежное приспособление.
Особенности конструкции
В рассматриваемом приборе, штанга с главной измерительной шкалой, как бы, является «впрессованной» в основание инструмента строго под углом в 90 градусов к плоскости его опоры. На самой штанге располагается двигающаяся рамка с микрометровой шкалой, которая выступает вбок. Выступ же оснащен фиксатором с винтом, на котором закрепляется разметочная/измерительная ножка (что будет зависеть от выполняемой задачи – разметки либо измерения).
Технические характеристики
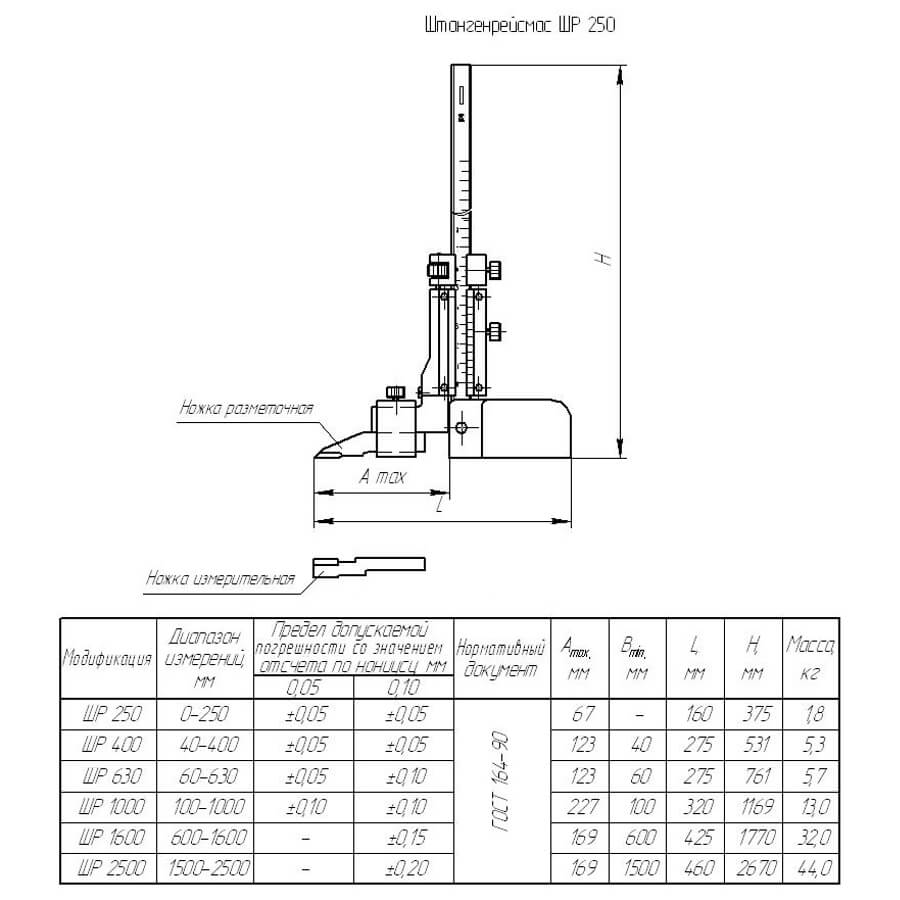
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | – |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | – | 0,05 |
Таблица 2 – Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной ножки – разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной и разметочной ножки – основания | 2 3 m vo о” о” |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: – штангенрейсмасы с диапазоном измерения от 0 до 250 мм – штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: – штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм – штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | – | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | – | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
Таблица 4 – Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 – Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |