

Сроки и виды
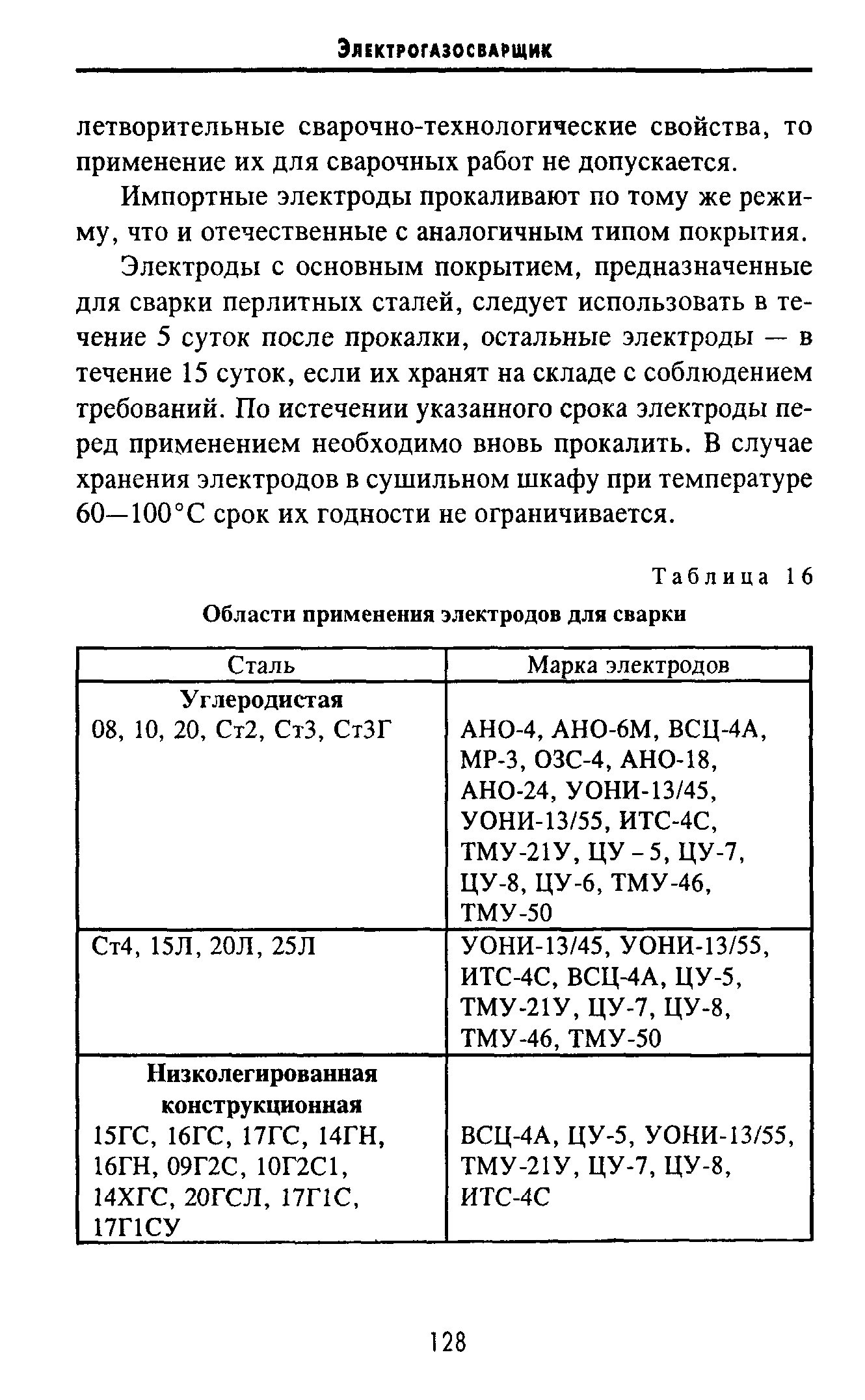
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
Также востребованы:
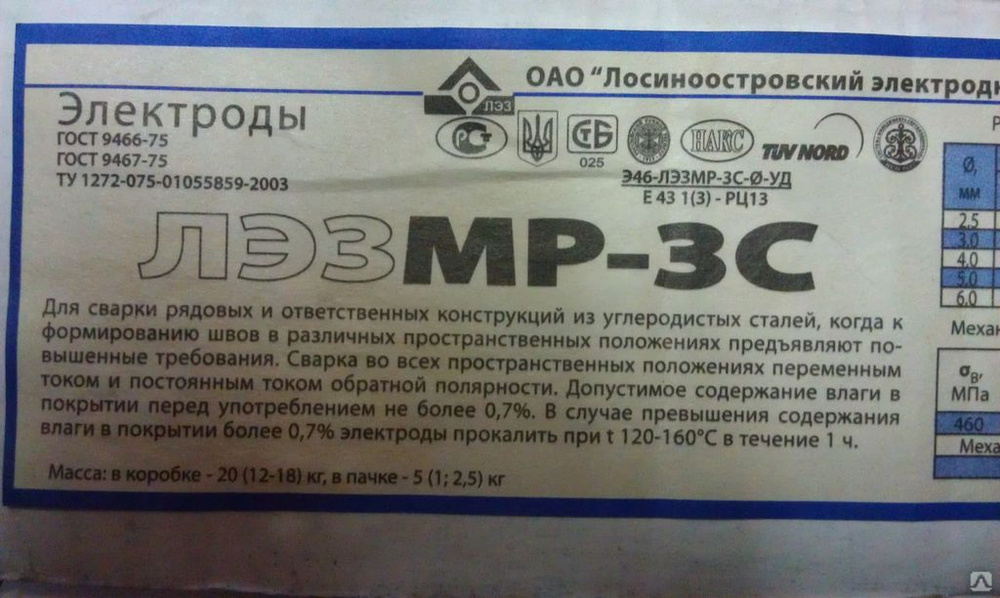
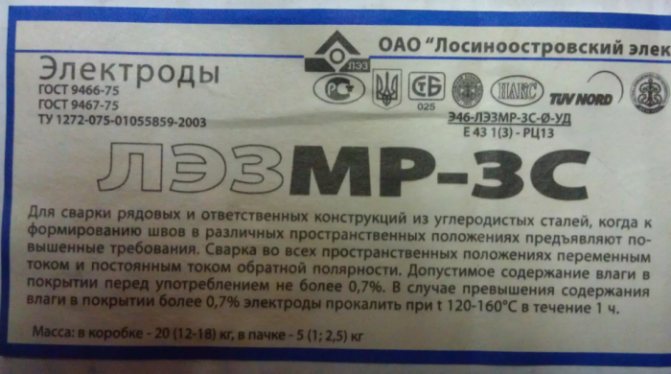
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Условия хранения электродов
В основном на срок годности сварочных электродов влияют условия их содержания, поэтому с соблюдением всех рекомендаций данный период может быть продолжительным. Сварщики должны соблюдать условия упаковки и хранения расходных материалов в соответствии с нормами ГОСТ 9466-75 и ГОСТ 9467-75. Это относится к изготовителям, складирующих их в помещениях с готовой продукцией перед отправкой, а также к производителям, хранящим электроды перед непосредственной эксплуатацией. За период перемещения электродов и других мероприятий, они подвергаются высоким рискам, но минимизировать их повреждения можно посредством просушивания и закаливания. Чтобы обеспечить высокое качество присадочных материалов, следует соблюдать все условия.

Срок годности электродов
При соблюдении нормативов перемещения и хранения электродов, срок их годности будет неограниченным. Все правила установлены п. 3.15 в ГОСТе 9466-75. Если возникли какие-то причины, из-за чего не были соблюдены условия, то перед началом сварочного процесса следует провести визуальный контроль и определить пригодность к дальнейшему применению.
При визуальном контроле могут быть несколько вариантов состояния электродов:
- внешне нормальное состояние электродов, готовность к применению без предварительной подготовки (если это не требуется при сварочной работе);
- наличие определенных недостатков у расходных материалов, которые могут устраняться при проведении подготовительных процедур, сушке, очистке и пр.;
- полностью испорченные электроды, не подходящие для работы. В этом случае их лучше отправить на утилизацию или пользоваться для учебных целей.
Узнать все нюансы можно при проверке прочности и содержания воды в покрытии электродов. Но присадочные материалы могут быть полностью испорчены из-за неправильного хранения. В других случаях ими можно много лет пользоваться.

Срок хранения электродов
Хранить сварные электроды нужно в специальных складских условиях, где поддерживается оптимальная сухость и тепло. В соответствии с технологией, определены следующие условия хранения:
- уровень относительной влажности до 50%;
- минимальный предел температуры до +14 градусов;
- применение кондиционеров для контроля влажности;
- наличие в помещении гидроизоляции.
Хранить сварочные электроды нужно при соблюдении постоянных температур без сильных скачков. Суть заключена в том, что из-за естественных перепадов температур (при смене ночи и дня), на складке появляется роса, быстро поглощаемая обмазкой и ухудшающая свойства покрытия. В результате без дополнительных мер по изоляции и утеплению на расходные материалы каждый день будут воздействовать неблагоприятные факторы.

Для увеличения срока годности присадочных материалов можно воспользоваться следующими рекомендациями:
- во время сварки на открытом воздухе следует убрать упаковку от посторонних предметов, влажности;
- коробки с электродами желательно размещать на поддонах или полках, препятствующих прямому соприкосновению тары с поверхностями стен и пола. Это сократит риск проникновения в обмазку конденсата;
- открытую тару нужно плотно закрывать, потому что она сильно подвержена действию влаги.
Если у сварщика имеется немного расходных материалов, то продлить срок их хранения можно с помощью специальных средств и пеналов. В основном электроды хранятся штабелями, где самыми уязвимыми считаются нижние ряды. Для такого хранения склад оснащается подъемными механизмами (для быстрой смены материалов).
Правила хранения
Срок хранения электродов для сварки зависит от соблюдения ряда правил. Условия, при которых хранятся электроды, оказывают на их качество огромное влияние. Как хранить электроды для сварки указано в ГОСТе 9466-75. Суть состоит в том, что хранить электроды надо в условиях, которые будут предохранять их от негативного воздействия окружающей среды. В первую очередь это относится к влажности помещения, где они размещены, возможных загрязнений и повреждений механического характера.
Электрод состоит из металлического стержня и различных видов покрытий. Защищать следует именно покрытия, поскольку они обладают свойством гигроскопичности и соответственно главным их врагом является влага. Для этого электроды упаковывают в металлические, пластмассовые и картонные коробки.

Эти коробки помещают в более объемную тару, и перевязывают фиксирующей лентой или шпагатом.

Функцией упаковки является защита электродов, однако имеются требования и к ней самой. Основное требование заключается в том, что упаковка должна быть изготовлена из экологичного материала. Помимо этого она должна сохранять свои качества на все время содержания в ней электродов. Упаковка должна выдерживать перемещение и транспортировку на всех видах транспорта, а также погрузочно-разгрузочные работы. Одной из функций упаковки является ее информативность.
Размещение электродов в первичную упаковку осуществляется вручную или механизировано. Это может оказать влияние на потребительские свойства электродов. Если упаковка некачественная, то электроды могут промокнуть или изменить свою форму под воздействием механических ударов. Если хранение электродов осуществляется на складе, то коробки с ними помещают на поддоны.

При этом картонные коробки должны быть стянуты стальным тросом и обернуты пленкой. На одном поддоне может храниться до 200 коробок, каждая приблизительно по пять килограмм. При этом каждая пачка, упакованная в прочный картон, обтягивается термоусадочной пленкой.
Рекомендации и требования, как хранить электроды, указаны в ГОСТах 9466-75 и 9467-75:
- Температура в помещении, где хранятся эти расходные материалы для сварки, не должна быть менее 14 градусов, что должно обеспечить имеющееся отопление.
- Требования к относительной влажности зависят от температуры. Если температура помещения менее 25 градусов, то относительная влажность должна быть не более 50%, а если температура выше, то допустимо значение 40%.
- В помещении должна быть оборудована гидроизоляция. Если такой возможности не имеется, то необходимо разместить там кондиционеры.
- Чтобы предотвратить контакт со стенами и полом, которые могут быть влажными, коробки с электродами устанавливают на поддоны.
- Недопустимы сильные перепады температуры в помещении.
Условия хранения электродов не в заводском применении, а при личном использовании являются идентичными. Хранить электроды рекомендуется в заводской упаковке. Вскрытую коробку надо по возможности плотно и герметично запаковать, чтобы избежать попадания влаги внутрь.
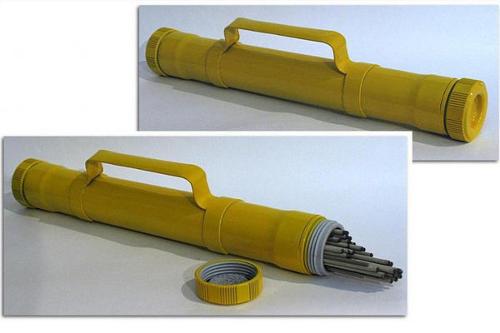
Если электроды приобретают в небольшом количестве, то их можно хранить в предназначенных для этого тубусах. Срок хранения электродов зависит от того, были ли соблюдены эти рекомендации.

Как увидеть, что срок годности сварочных электродов прошел
Если существуют опасения, что оптимальные условия содержания не соблюдались, то следует провести визуальный осмотр сварочных материалов. Это позволит определить, годны ли они к применению.

Не используйте материалы со сколотой обмазкой
Существует несколько вариантов состояния расходников:
1. Электроды внешне имеют нормальное состояние и готовы к использованию без предварительной подготовки (если этого не требует режим сварки).
Режим предварительных процедур указан на упаковке
2. Присутствуют некоторые дефекты, которые возможно устранить при осуществлении подготовительных процедур, таких как очистка, сушка и т.п.
3. Материалы полностью испортились и не пригодны для использования. В таком случае, их необходимо утилизировать. Также можно применять их как учебные расходники и в качестве присадок.
Хранение электродов на рабочем месте
РД 34.10.124-94 Группа В05
ОКСТУ1208
Датавведения 1995-01-03
1РАЗРАБОТАНА Акционерным обществом открытого типа»Энергомонтажпроект»,
ИСПОЛНИТЕЛИ
Кривошеин Д.И., БелкинС.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н.(АООТ «Энергомонтажпроект»), Стенин В.А, Гусев Ю.И. (РАО «ЕЭСРоссии)
2УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
3ЗАРЕГИСТРИРОВАНА отделом стандартизации института «Оргэнергострой»за N РД 34.10.124-94
4ВВЕДЕНА ВПЕРВЫЕ
5ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОГЛАСОВАНА
Начальник Департамента»Энергореновация» РАО «ЕЭС России» В.А.Стенин.
УТВЕРЖДЕНА
Заместитель Министратоплива и энергетики Российской Федерации Ю.Н.
Корсун
Настоящая инструкцияустанавливает требования к организации подготовки, хранения ивыдачи сварочных материалов, применяемых для сварки соединенийоборудования и трубопроводов тепловых электрических станций (ТЭС).
Инструкция входит составной частью в «Систему контроля иобеспечения качества сварочных работ», оговаривающую процедурывыполнения и контроля выполнения работ при изготовлении, монтаже,ремонте и реконструкции изделий ТЭС.
1.ОБЩИЕ ПОЛОЖЕНИЯ
1 Настоящая инструкцияраспространяется на работы по подготовке, хранению, в т.ч.
нарабочих местах, учету и выдаче в производство сварочных материалов,предназначенных для сварки элементов оборудования и трубопроводовТЭС, на которые распространяется действие нормативно-техническихдокументов:
«Правилаустройства и безопасной эксплуатации сосудов, работающих поддавлением»
«Правилаустройства и безопасной эксплуатации паровых и водогрейныхкотлов»
«Правилаустройства и безопасной эксплуатации трубопроводов пара и горячейводы»
«Правилаустройства и безопасной эксплуатации грузоподъемных кранов»
СНиП3.05.05-84 Строительные нормы и правила. Технологическоеоборудование и технологические трубопроводы

СНиП3.03.01-87 Строительные нормы и правила. Несущие и ограждающиеконструкции
СНиП3.05.02-88* Строительные нормы и правила. Газоснабжение______________
*На территории Российской Федерации действуют СНиП42-01-02. — Примечание изготовителя базы данных.
Срок годности и хранения электродов
Если часто есть потребность в сварке, то необходимо достаточное количество электродов, которые выступают здесь основными расходными материалами. Дешевле всего делать закупки пачками в крупных количествах, чем в розницу поштучно. Для того, чтобы они нормально работали, им требуется обеспечить нормальные условия хранения. На складах и в прочих местах может возникнуть ситуация, когда будет повышенная влажность, а это в свою очередь приводит к накапливанию воды в обмотке. Хранение электродов требует соблюдения ряда условий, которые обеспечивают нормальную работоспособность материала.
Дело в том, что когда стержень изделия зажигает электрическую дугу, то под действием высокой температуры, которая приводит к плавлению металла, вся влага в обмотке может вскипеть. Целью обмотки является поддержания стабильного горения дуги, а также защита от попадания посторонних предметов. В случае большого содержания воды, сама обмотка может начинать обсыпаться, а при вскипании во время сварки в сварочной ванне образуются дефекты, которые приводят к низкому качеству шва.

Хранение электродов от влаги
Использование некачественных электродов не рекомендуется, а испортиться они могут от неправильного хранения за достаточно короткий период времени. Если при накоплении определенного процента влаги их еще можно высушить, то при повреждениях, когда покрытие уже не держится на стержне и прочих проблемах, ответственные сооружения варить такими электродами уже нельзя. Срок службы электродов значительно увеличится, если для их хранения не только создавать соответствующие условия, но и использовать дополнительное оборудование, изолирующее их от постороннего влияния.
Защитные газы
Защитные газы хранят и транспортируют преимущественно в баллонах емкостью 40-50 дм3 (литров) при давлении 15 МПа, а жидкая углекислота — до 6 МПа. Для предохранения от коррозии и быстрого опознания баллоны, согласно требованиям ГОСТ 949-73, окрашиваются в различные цвета и имеют соответствующие надписи. Наряду с баллонным снабжением сварочных постов защитными газами применяют танки-газификаторы для углекислого газа, аргона и кислорода. Газы перекачивают в специальные хранилища, откуда по магистралям газы поступают на рабочие места. Трубопроводы окрашивают в цвета аналогичные цветам баллонов. Однако там, где не требуется большого расхода газов, применяется традиционная баллонная система питания сварочных постов и для рампового питания небольших цехов или участков. Транспортировка газов производится с соблюдением инструкций, регламентирующих квалификацию спецводителя: ограниченные по времени стоянки; поддержание определенного давления при вынужденных и аварийных остановках и другие специальные условия, связанные с эксплуатацией специальных автоцистерн.
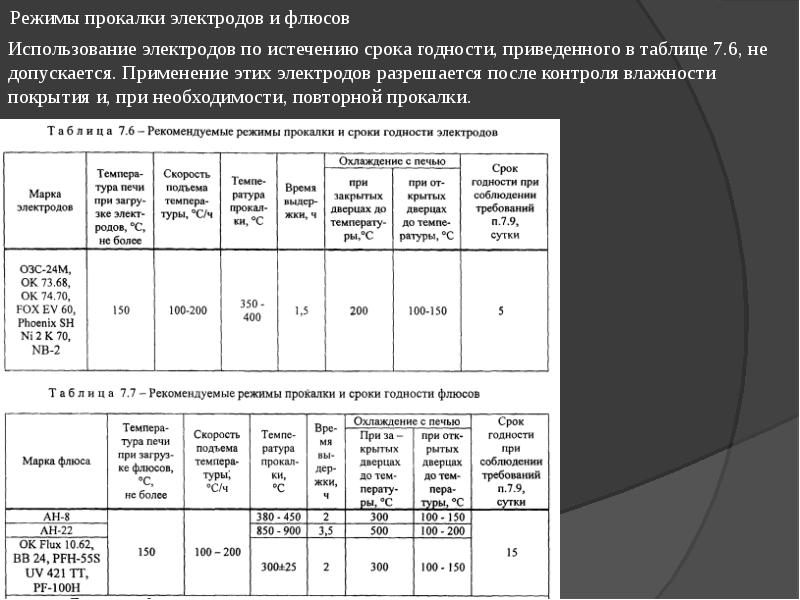
Электроды и флюсы
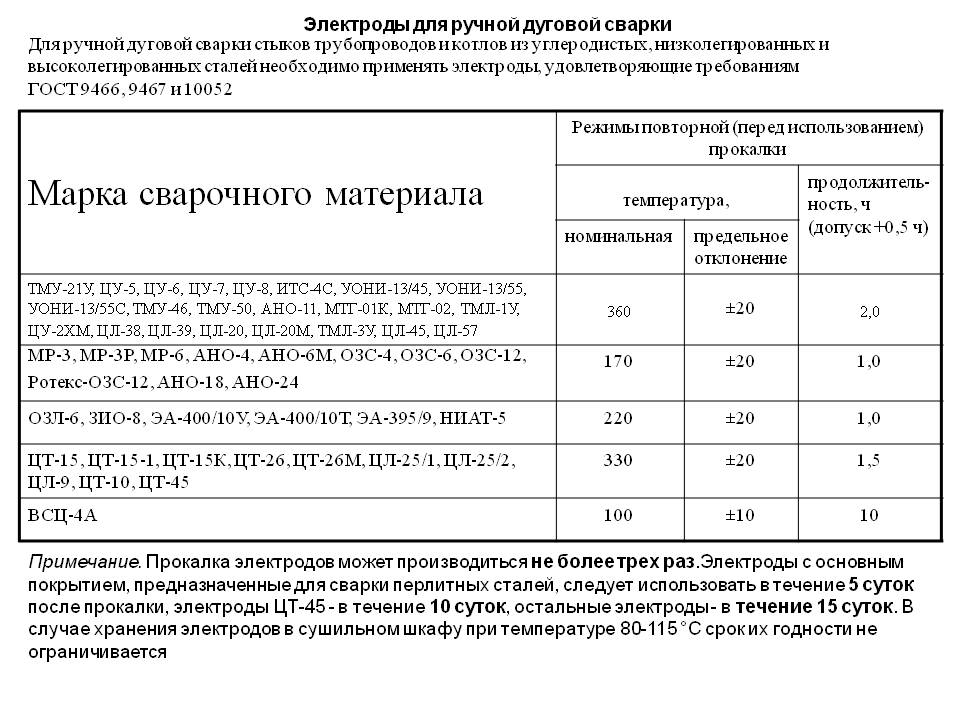
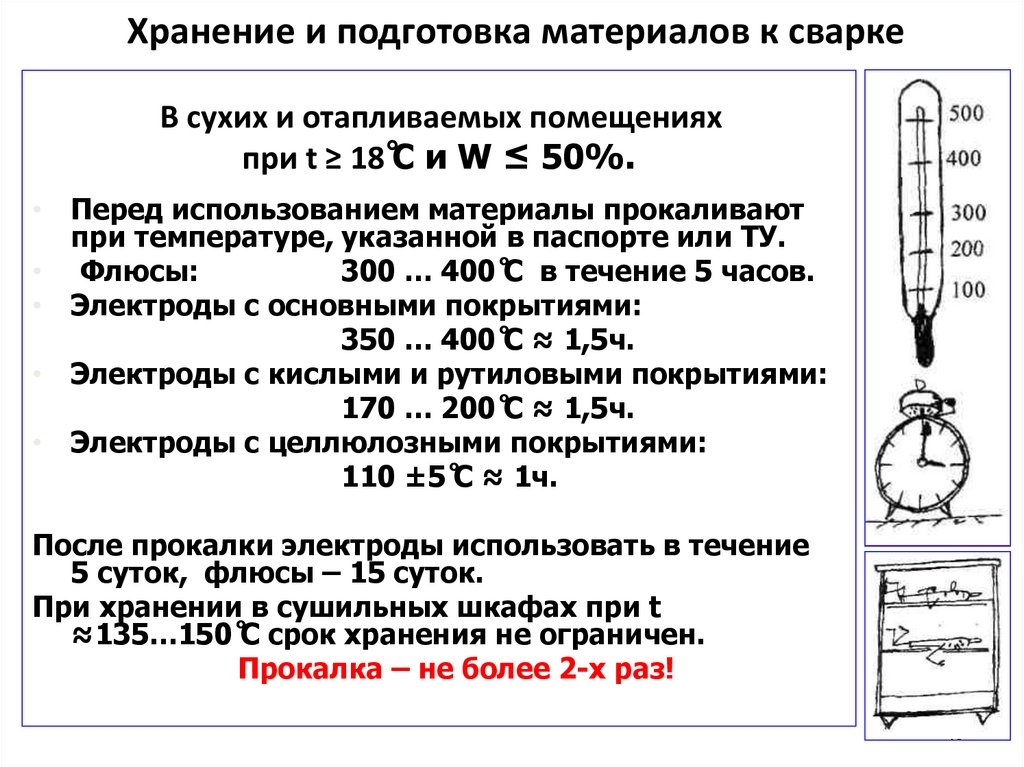
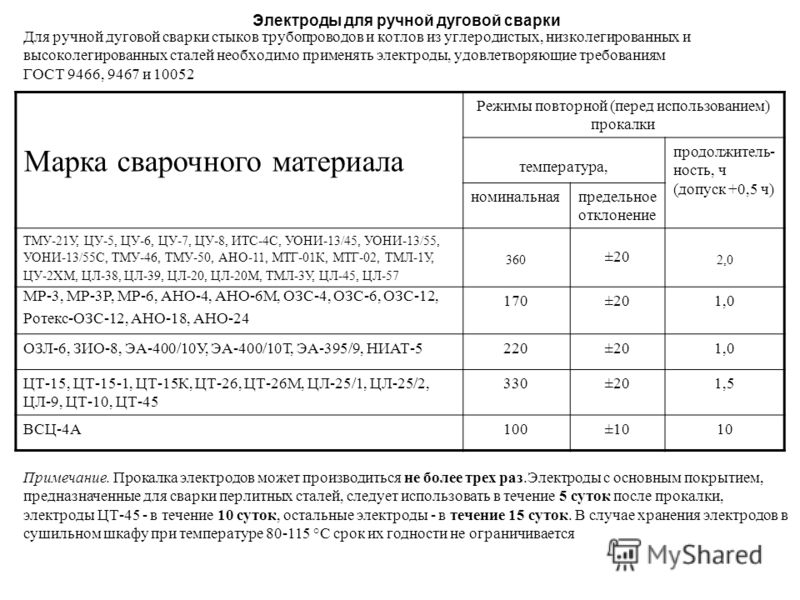
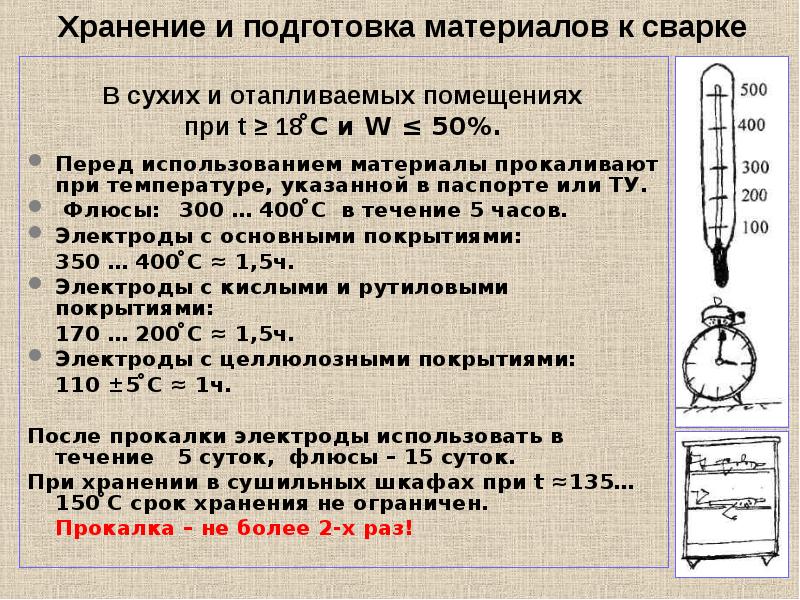
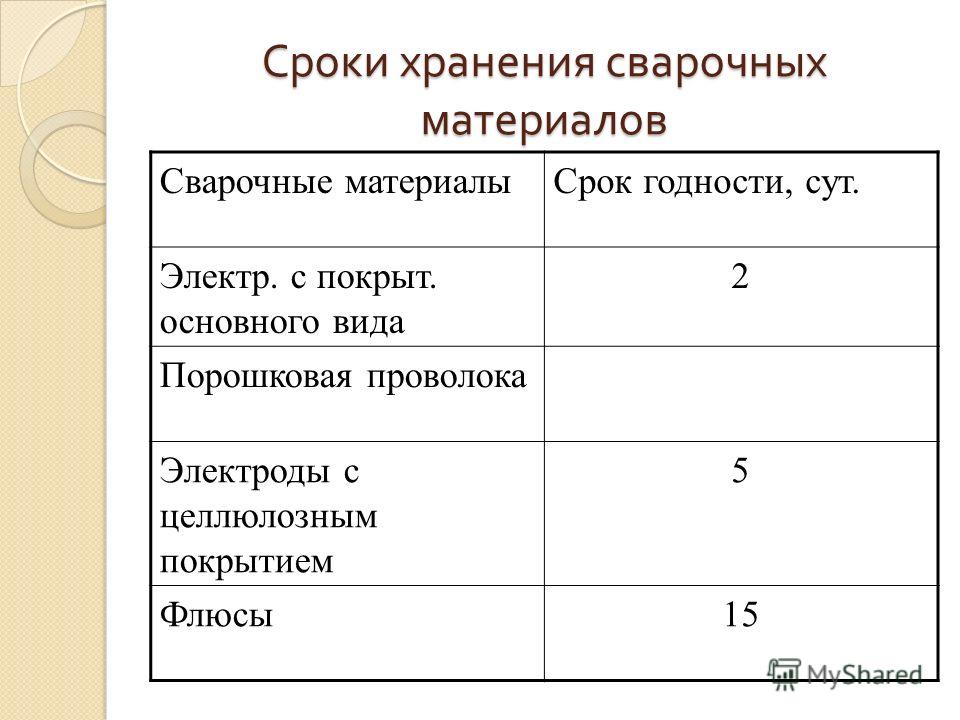
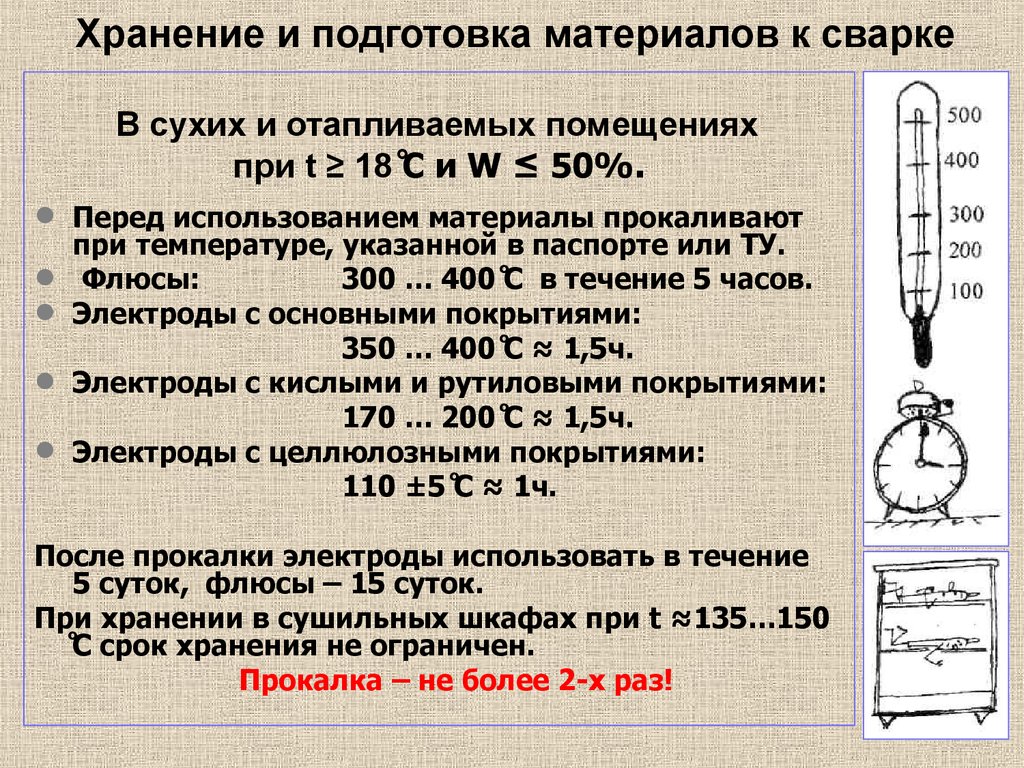
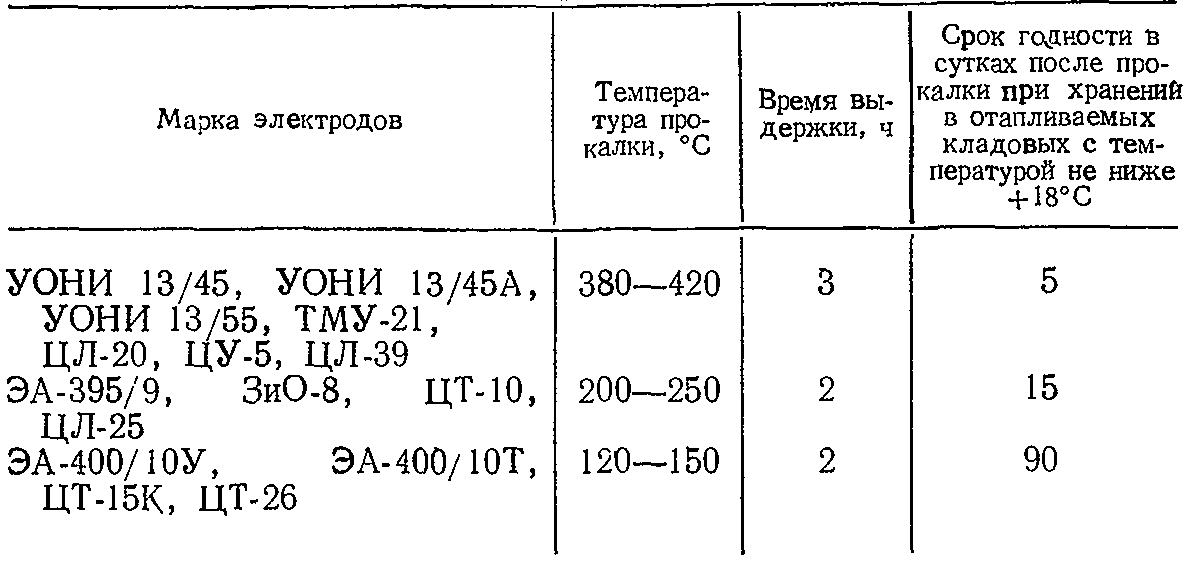
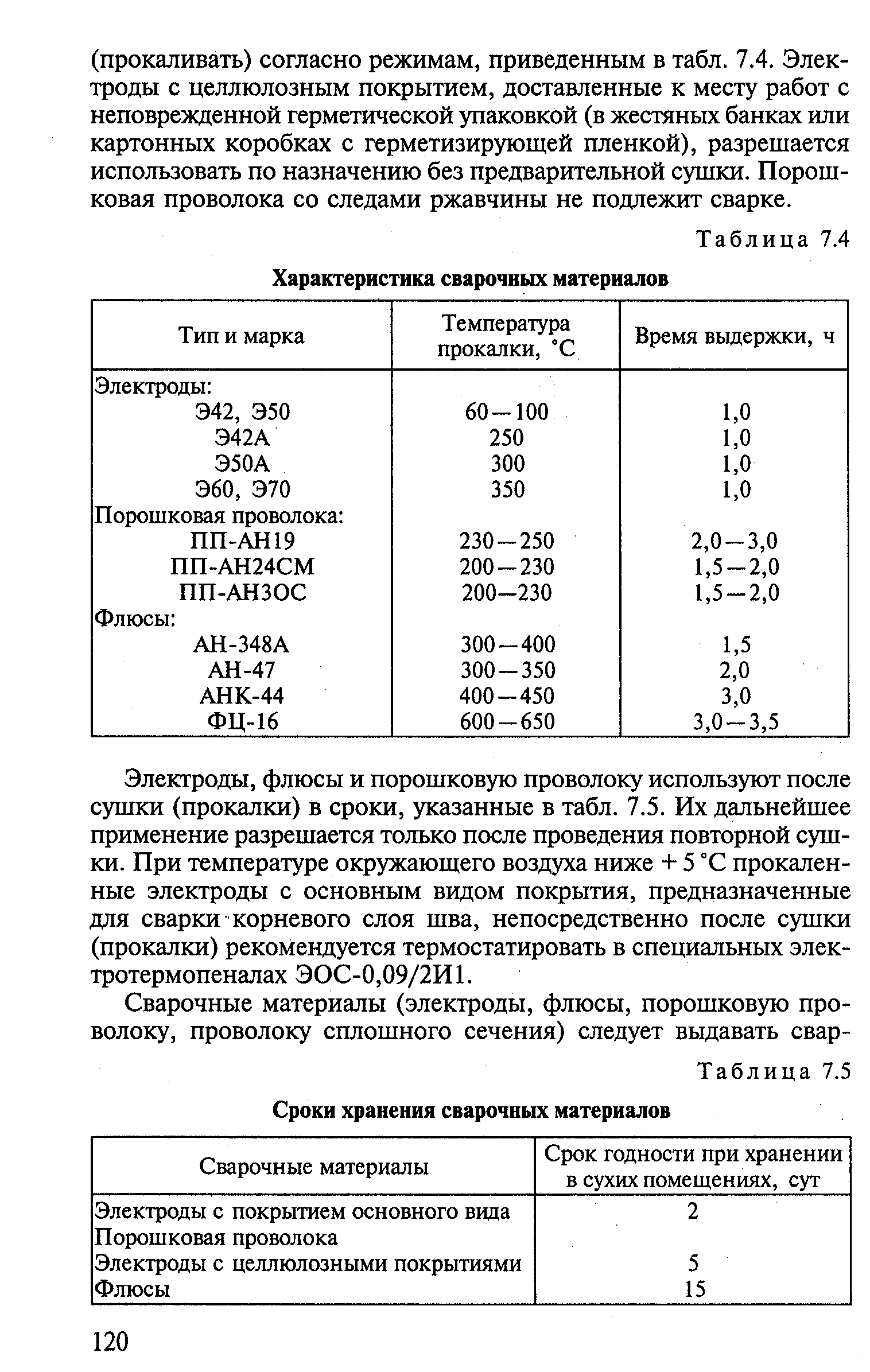
Сварочные электроды и флюсы, как правило, на месте подвергаются прокалке или просушке по режимам приведенным в паспортах или ТУ, разработанных заводом-изготовителем. Например, электроды марки МР-3 прокаливают при температуре 170-200°С в течение 1,5 часов; электроды марки УОНИ 13/45 — при температуре 350-400°С в течении 1,5 часов. Флюсы ОСЦ-45 и АН-348 прокаливают при температуре 300-400°С в течении 5 часов. После прокалки или просушки электроды должны быть использованы в течение ближайших 5 суток, а флюсы — в течение 15 суток. Прокалка электродов может быть произведена не более двух раз, не считая прокалку при изготовлении. В противном случае электроды либо вновь отсыреют, либо в процессе третьей или четвертой прокалки обмазка будет отслаиваться или осыпаться.
Сколько можно хранить после прокалки?

Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Производите периодическую очистку электрода
Желательно использовать для очистки электрода специальный чистящий раствор, но если у вас нет его под рукой, то подойдет и пара капель моющего средства для посудомоечной машины, разведённая в стакане воды. Используя мягкую зубную щетку, аккуратно очистите электрод, чтобы удалить любые налипания на нём, способные впоследствии привести к неточным показаниям. Конечно, в большинстве случаев вы можете откалибровать и «грязный» электрод, но, в конечном счёте, нарастание постороннего налёта на электроде будет влиять на показания, независимо от калибровки. По окончании процедуры очистки электрод также желательно откалибровать.
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.

Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.

Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.

Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Хранение сварочных материалов
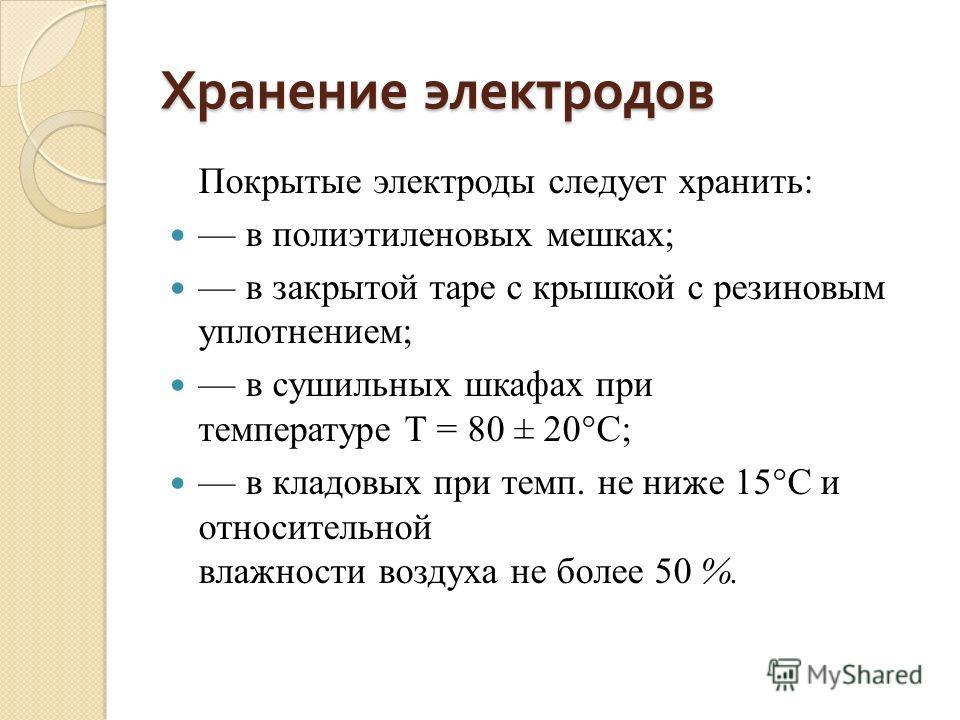
Складские помещения для хранения электродов, сварочной сплошной и порошковой проволоки и флюса должны быть сухими, защищенными от осадков, иметь отопление, освещение и вентиляцию. Температура воздуха в помещении для хранения сварочных материалов должна быть не ниже плюс 15 °С, а влажность—не выше 40 %.
Складские помещения цехов и участков должны быть обеспечены печами для сушки и прокалки электродов и флюса, а при необходимости и станками для очистки и намотки сварочной проволоки.
Сварочные материалы следует хранить на стеллажах по партиям, типам, маркам, диаметрам и датам изготовления. В целях избежания повреждения обмазки электродов их не следует складировать во взаимно перпендикулярных направлениях. Высота укладки упаковок не должна превышать пяти рядов. Бухты и катушки проволоки должны храниться в упаковке завода-изготовителя.
Флюсы должны храниться в бумажных мешках, уложенных в штабель, или в специальных закрытых емкостях (контейнерах, бункерах, ларях). В случае повреждения упаковки флюсы следует хранить только в контейнерах, бункерах и ларях.
Каждая ячейка на стеллажах должна быть снабжена табличкой с характеристикой сварочных материалов и указанием срока годности. Сварочные материалы с истекшими сроками хранения допускаются применять только после повторной проверки их технологических свойств.




Баллоны, наполненные газами, используемыми при сварке и резке, следует хранить в специальных сухих проветриваемых помещениях. Склады для хранения баллонов, наполненных газами, должны быть одноэтажными с покрытиями легкого типа и не иметь чердачных помещений. Стены, перегородки и покрытия складов для хранения газов должны быть изготовлены из несгораемых материалов не ниже II степени огнестойкости; окна и двери должны открываться наружу. Высота складских помещений для баллонов должна быть не менее 3,25 м от пола до нижних выступающих частей покрытия.
Полы складов должны быть ровные с нескользкой поверхностью, а складов для баллонов с горючими газами — с поверхностью из материалов, исключающих искрообразование при ударе о них какими-либо предметами. Наполненные баллоны с башмаками хранятся в вертикальном положении, без башмаков — в горизонтальном на деревянных стеллажах.
Для предохранения от падения баллоны устанавливают в специально оборудованные гнезда, клетки и ограждают барьером. Хранение баллонов должно производиться с навернутыми колпаками; на штуцерах вентилей баллонов с горючими газами должны стоять заглушки.
Для хранения электродов на рабочих местах следует использовать переносные пеналы вместимостью до 5 кг.
Выдача сварочных материалов с центрального склада обычно производится по заявкам, которые составляются линейными ИТР, ответственными за производство сварочных работ, после подсчета их потребности по утвержденным нормам, и проверки соответствия их (по типам и маркам) требованиям проектов производства сварочных работ.
Сварочные материалы с центрального склада выдаются в количестве, не превышающем двухнедельной потребности. На рабочее место сварочные материалы должны выдаваться в количестве, не превышающем сменной потребности.
Количество материалов, выданных на рабочее место, должно быть учтено в «Индивидуальной карте учета расхода сварочных материалов».
Как правильно хранить электроды
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Срок годности электродов
Специалисты, которые часто выполняют сварочные работы, запасаются большим количеством электродов. Потому как выгоднее покупать сварочные материалы по оптовым ценам, а не по розничной стоимости. Чтобы готовое изделие было изготовлено на высоком уровне, расходники должны быть качественными.
Зависит от условий хранения
Для обеспечения качества электродов необходимо хранить их в оптимальных условиях:
- помещение обязательно должно быть сухим, отапливаться зимой, иметь гидроизоляцию;
- температура не должна опускаться ниже 14 градусов;
- постоянная влажность не должна превышать 50%. Для контроля данного показателя необходимо использовать кондиционеры.

Дата изготовления электродов ОК 46.00 указана на упаковке





