

Стол для ручной циркулярной пилы своими руками
Большинство людей, кто профессионально работает с деревом, хотели бы иметь в своем распоряжении все необходимые станки. Но к сожалению, не всегда это возможно. Одним не позволяет площадь мастерской, другим, и я думаю, большинству – деньги. Любой, даже самый примитивный станок стоит довольно дорого.
Но ведь что мешает его просто сделать самому? Нет ничего невозможного для человека с интеллектом. Для каждого плотника циркулярная пила является главным инструментом. Но случается, что в наличии есть только ручная пила, а это не всегда удобно при больших объемах работ. Чтобы не приобретать отдельный инструмент, можно самому сделать мини пилу стационарной для удобства работы – изготовить под неё распиловочный стол (подставку).
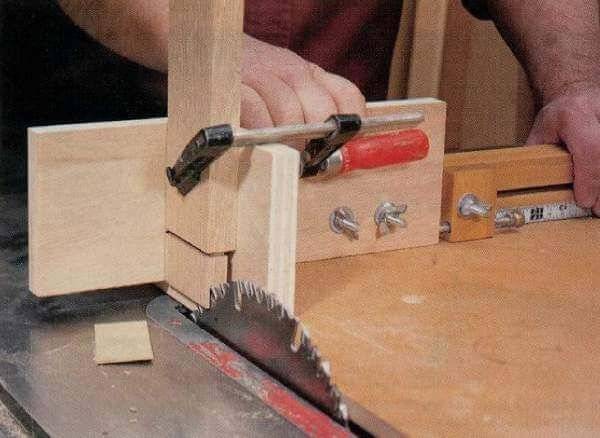
Седловой упор
Если предстоит напилить циркуляркой множество одинаковых брусков, то стоит потратить время на изготовление простого седлового упора. Его применение с лихвой вернет затраченные минуты. Особенно эффективно седловой упор работает при распиле толстых брусьев, для которых диску требуется два пропила с разных сторон.
Упор-седло имеет П-образную форму. Основание – доска толщиной 25 мм, ее ширина в точности равна толщине распиливаемого бруса.
К основанию крепятся боковые поверхности из 10 мм фанеры. Ширина боковин должна быть больше ширины бруса, чтобы обеспечить опору площадке циркулярки до момента соприкосновения пильного диска с брусом.
Седло надевается на брус на расстоянии от разметки реза, соответствующем рабочему расстоянию до диска пилы, и через боковины прижимается к брусу струбцинами. Используя боковину как упор для пильной площадки, проводится резка. Если толщина бруса такова, что одного пропила недостаточно, то его переворачивают и делают еще один пропил. Положение упора при этом никак не изменяется.
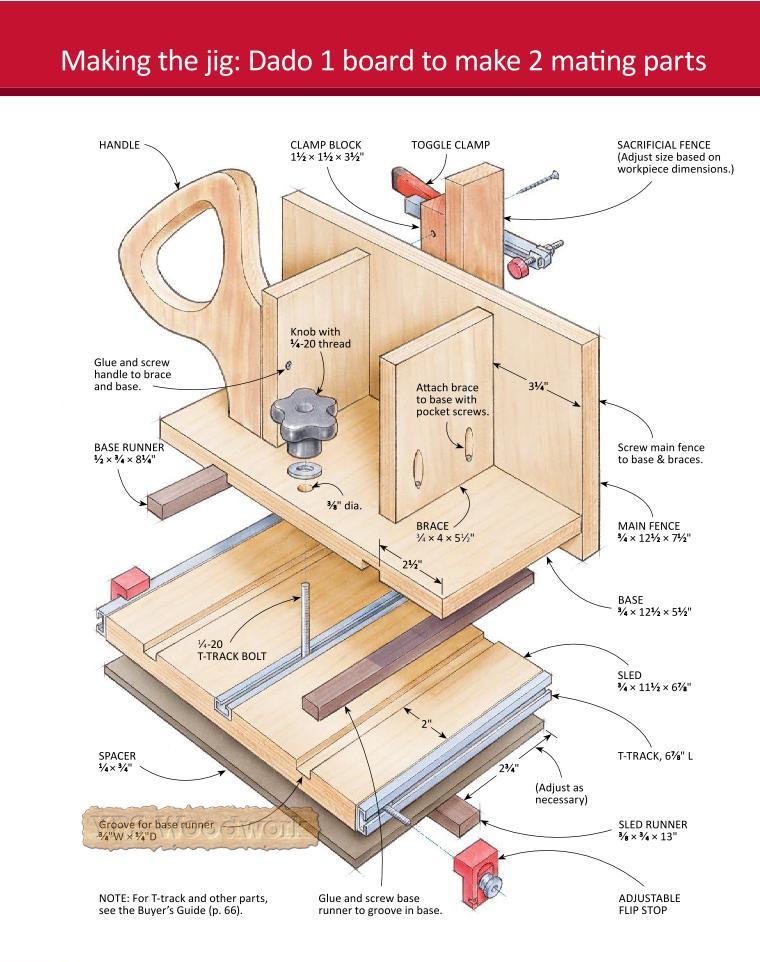
Как сделать шип-паз ручным фрезером
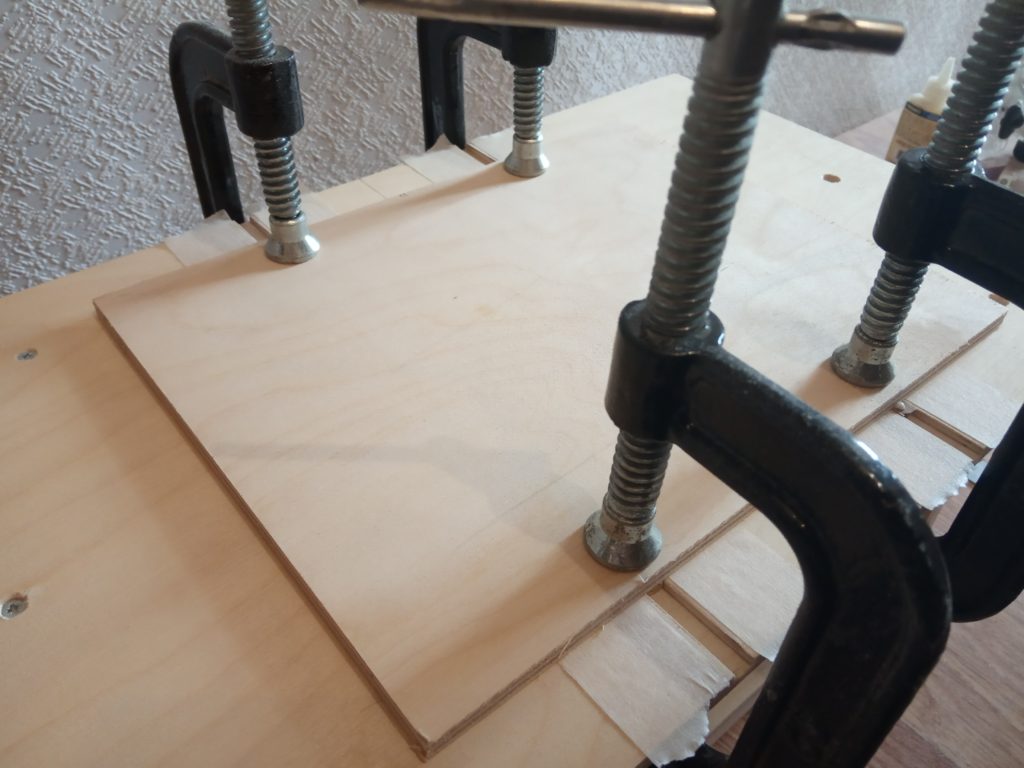
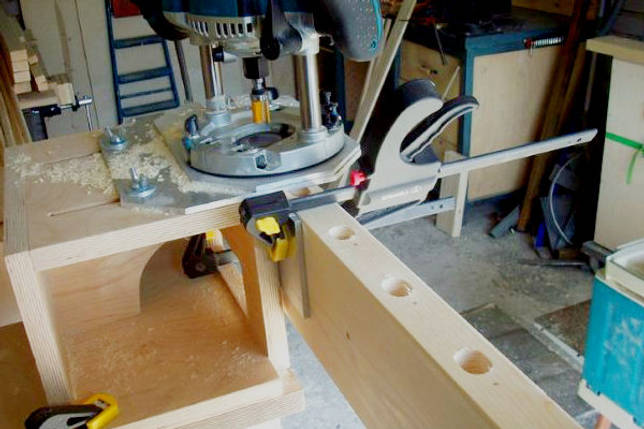 Чтобы изготовить данное шиповое соединение, нам понадобится непосредственно сам фрезер и рабочий стол. Для облегчения процесса можно сделать такое дополнительное приспособление, как кондуктор.
Чтобы изготовить данное шиповое соединение, нам понадобится непосредственно сам фрезер и рабочий стол. Для облегчения процесса можно сделать такое дополнительное приспособление, как кондуктор.
Порядок действий следующий:
- Устанавливаем на фанерный лист два реечных ограничителя, выпиливаем отверстия под размер паза для царги и проножки. Реечные ограничители должны быть закреплены по ширине фрезера. Они фиксируют его поперек рабочей плоскости. Для фиксирования продольного смещения два других ограничителя выставляются по торцам предполагаемого расположения места установки столярного станка.
- Для перемещения заготовки по длине монтируем к столешнице пару брусков, которые соответствуют размерам обрабатываемой детали.
- Размечаем ось и габариты пазов. Устанавливаем дополнительное приспособление так, чтобы на заготовке и кондукторе полностью совпала разметка.
- Необходимо выставить и закрепить упор.
- Закрепить кондуктор с помощью саморезов к брускам.
- Необходимо взять прямую фрезу и выставить глубину фрезеровки, учитывая толщину изготовленного кондуктора. После этого необходимо зафиксировать заготовку с помощью струбцины и выполнить обработку паза.
https://youtube.com/watch?v=P_7Ths84Jf0
Приступаем к вырезке шипов.
- При небольших объемах производства лучше всего делать это на циркулярке.
- Сначала необходимо измерить глубину паза, которая будет соответствовать длине шипа.
- Полученную величину отмеряем на своей заготовке. Длина шипа будет определяться разностью величин – ширины заготовки и длины паза, высоты заготовки и ширины паза, разделенные пополам. Полученные остатки материала следует убрать для получения шипа.
- После этого следует выставить на станке размер, равный длине паза, учитывая при этом его ширину. Дисковая пила должна быть зафиксирована на уровне, равном ½ от разницы ширины заготовки и длины паза от линии столешницы. Сделать пару пропилов по длине шипа.
- Фиксируем пильный диск на высоте, равной ½ от разницы величин высот заготовки и ширины паза от линии столешницы. Производится два распила с торца заготовки.
- Начинаем распиловку. Для этого необходимо зафиксировать дисковую пилу на величину длины шипа, при этом расстояние от диска до упора должно соответствовать величине, равной ½ от разниц величин ширины заготовки и длины паза. Производим два пропила по ширине изделия с двух сторон.
- Корректируем расстояние от режущего диска до упора. Оно должно быть равным величине, составляющей ½ от разницы величин высот заготовки и ширины паза. Делаем две прорези. Закругляем столярным ножом края получившегося шипа и зачищаем наждачкой.
Шипорезка для фрезера
Шипорезные шаблоны бывают самых различных конфигураций. Они служат для облегчения работы по вырезке таких соединений, как «шип-паз», а также для ускорения работы. С их помощью вы сможете делать рамки, ящичные соединения, вырезку различных соединений для мебели. От того, какая форма у зубца шаблона, будет зависеть размер паза, а также ровность его кромок. Для изготовления шипорезки своими руками вам понадобятся направляющие, с помощью которых и будет производиться фрезерование шипов. Монтировать их следует на двух противоположных сторонах корпуса в шахматном порядке, расположить равноудаленно. При соблюдении этих условий они идеально подойдут друг к другу.
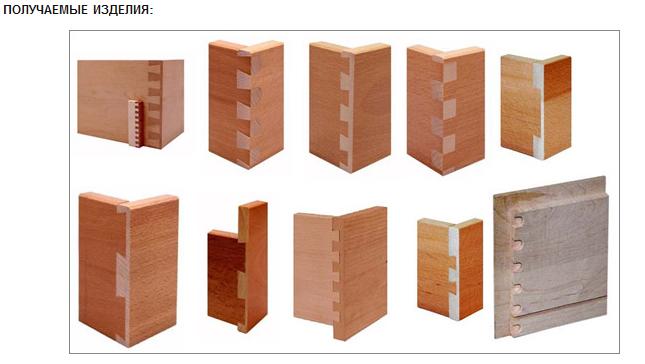
Фреза по дереву «ласточкин хвост»
Они чаще всего применяются в совокупности с фрезерными машинами и станками для изготовления пазов в изделиях из твердого и мягкого дерева. Изготавливаются из монолитных твердых сплавов.
Предназначены для работы в паре с цилиндрическими фрезами.
Как выбрать паз фрезером
Выполняя эту работу, вам необходимо знать, что техника ее будет напрямую зависеть от расположения и размеров паза. Если он открытый, то ваш инструмент крепится к столешнице, заготовка ведется вдоль фрезы. Точность будет зависеть от положения планки и высоты фрезы. Чтобы у вас не было огрехов в процессе выборки, всегда делайте пробный проход на отходах из древесины. Выборка должна производиться поэтапно, делать нужно при этом несколько проходов. После каждого прохода режущей части фрезера для недопущения ее перегрева необходимо убрать отходы с рабочей поверхности столешницы. Это можно производить с помощью вырезанного из фанеры шаблона, по которому следует пройтись фрезой с верхним подшипником.
Надеемся, что информация, полученная при чтении этой статьи, будет вам полезной и пригодится для использования в домашнем хозяйстве.
Это интересно: Устройство и характеристики токарно-винторезного станка
Виды шипорезных станков
Шипорезный станок по дереву применяется для формирования шипов и проушин на деталях рам и ящиков для соединения их под углом, а также для формирования минишипа, необходимого для процедуры сращивания заготовок между собой. Такие станки довольно распространены на мебельных предприятиях.
Разработано два вида шипорезных станков:
- рамные шипорезные станки
- ящичные шипорезные станки.
Они различаются типом полученного шипа.
Согласно методу обработки деталей шипорезные деревообрабатывающие станки делятся на:
- односторонние
- двухсторонние.
Они помогут сформировать прямой шип, закругленный шип или шип по типу «ласточкин хвост».
Односторонние шипорезные устройства – это станки позиционного типа. В их конструкции предполагается присутствие рабочего стола, который совершает возвратно-поступательное движение. На этом столе крепится заготовка. После завершения первого комплекса операций с заготовкой при помощи каретки она возвращается обратно. И вся проделанная работа повторяется снова, только теперь уже с другой стороны заготовки.
Двухсторонние шипорезные устройства — это станки позиционно-проходного типа. В подобных станках заготовки подаются без перерыва при помощи цепного конвейера и прижимного механизма. В таком случае обработка проводится с двух сторон одновременно. Конструкция этих устройств имеет две одинаковые колонны, одна из которых двигается по направляющим, при ее помощи станок настраивается на определенную длину детали.
Режущим механизмом на шипорезных станках выступают фрезы, при чем, чтобы создать шип типа «ласточкин хвост» применяют концевые фрезы конической формы. Станок фрезерует шипы и выемки для них (проушины) в составляющих частях деревянных конструкций.
Шипы «ласточкин хвост» и ящичные прямые формируют на особых видах станков, которые производятся для профессионального использования на крупных предприятиях. Полученные крепления отличаются высокой надежностью и гарантируют длительную эксплуатацию изделий.
Шипы круглой и овальной формы формируют на устройствах, имеющих ЧПУ и функционирующих в автоматическом режиме. Станки с ЧПУ способны работать с заготовками в любых плоскостях.
Самыми востребованными являются шипорезные станки для рамочных, дверных и оконных конструкций.
Использование рельсового стусла
Применение рельсового стусла целесообразно, если нужно быстро и качественно переработать большое количество досок. При изготовлении используются:
- два одинаковых металлических уголка;
- ДСП или фанерный лист не менее 1,5 см толщиной для основания;
- четыре пары болтов.
Для более легкого скольжения пилы на уголки клеят фторопласт полосками или делают для нее рамку с колесиками, что предпочтительнее.
Исходный материал распиливают на заготовки, используя во время работы параллельный упор для циркулярной пилы. Своими руками его легко можно сделать из деревянной планки или металлического уголка, закрепив на верстаке струбцинами.
https://youtube.com/watch?v=G_UpfyYXOLo
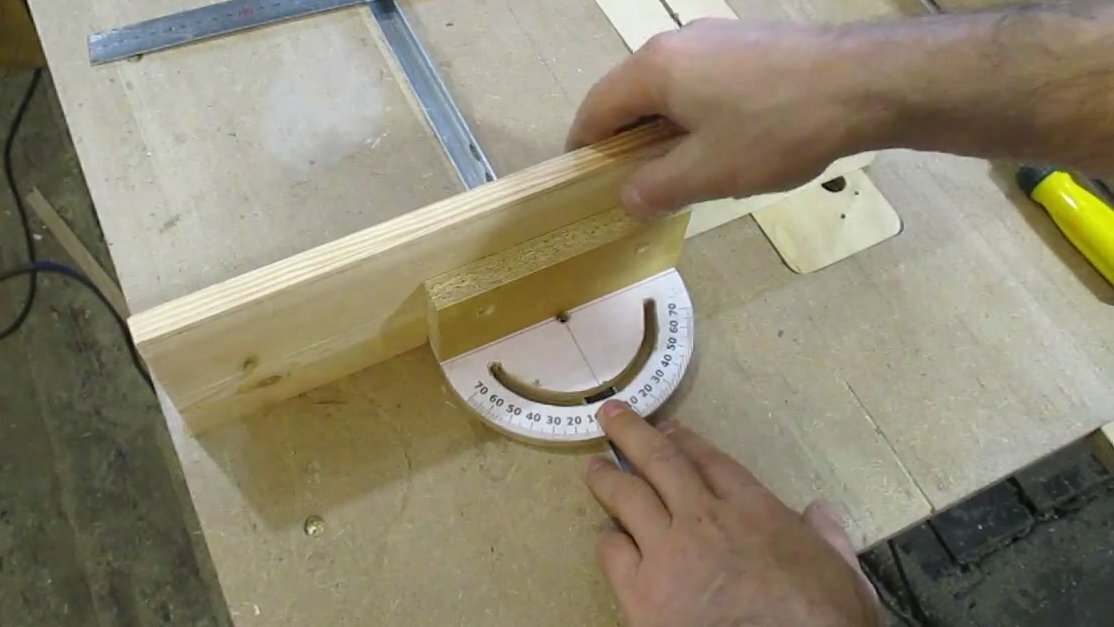
Сделав разметку на верстаке, шину выставляют на нужное расстояние от упора и, уперев в него торец доски, отрезают заготовку.
Если требуется распилить заготовку под углом, ее фиксируют с помощью упора из вкрученной в основание пары шурупов, а угловой наклон распила устанавливают с помощью транспортира.
Выбор инструментов и материалов
В самом начале проведения работ вам потребуется заранее позаботиться о том, чтобы под рукой был все самое нужное, а именно сырье, набор подходящих для выполнения работ инструментов – все это пригодится на протяжении всех действий.
Для создания распиловочного станка вам нужны будут следующие материалы:
- Фанера, толщина которой от 2 до 3 см, или же идентичный по данным кусок ЛДСП.
- Бруски древесины, размер которых составляет 4*4 см.
- Строительные уголки, которые выполнены из металла, нужно 12-15 штук.
- Болты разного назначения и маркировки, а также разной длины саморезы.
- Клеевой состав, который применяется для столярных работ.
- Средства для обработки изделий от ржавчины и влаги.
- Кабель.
- Наружная розетка.
- Выключатель.
Данный набор материалов нужен для стандартной конструкции обычного размера площадью чуть больше, чем 1 м2. Работать на подобном станке-столе можно будет практически любыми ручными дисковыми пилами, исключением будут инструменты с малым диаметром диска, потому что при креплении инструмента к столешнице будет проседать глубина резки, примерно на 1-2 см.






Для выполнения работ вам потребуется следующий набор инструментов:
- Толстый карандаш или маркер.
- Строительная рулетка, металлическая линейка, уголок.
- Электрический лобзик.
- Шуруповерт.
- Электрическая дрель.
- Шлифовальная машинка.
- Наждачная бумага.
Далее предлагаем рассмотреть, как именно сделать распиловочный станок.
Как ровно отпилить брусок, обналичку, доску с помощью “кобылки”
Разумеется, если у человека есть мастерская, то данный вопрос будет не актуален. В каждой мастерской есть тиски и решить данную проблему, очень просто. Но давайте смоделируем ситуацию, что мы находимся на даче, из инструментов у нас только ножовка по дереву
Нам нужно очень ровно и точно отрезать брусок или доску, обналичку, не важно
Если мы будем пилить на столе, то брусок начнет “дергаться”. Прижать рукой не получится, можно ногой, но не всегда удобно. Самый простой способ для крепления бруска, это сделать простую “кобылку”. Возьмем небольшие обрезки.
Скрепляем.
Примерно вот так, “кобылка” готова.
Пока отложим данный “помогатель” и сделаем разметку на бруске. Некоторые люди пилят брусок по одной линии, мы так делать не будем. 1 – Наносим линию разметки. (линия реза)
2 – Также делаем линию со стороны, которая будет отображена к нам. (линия контроля)
3 – Также, для начинающих мастеров, можно сделать линию на стороне, которая нам не видна. (потом расскажу, для чего)
Для не грубого распила, лучше использовать ножовку с высотой “зуба” 3.5-4 мм. На ножовках, указана данная информация. Устанавливаем “кобылку”, одна сторона упирается в край стола, другая сторона будет удерживать брусок.
С другой стороны, можно подложить брусок, чтобы было ровно.
На линии, которая нам не видна, мы делаем пропил 1-2 мм, она будет направляющей для нашей ножовки.
Делаем упор и начинаем пилить верхней частью ножовки, примерно под углом 30 градусов. Сначала формируем рез, у нас уже есть пропил, а затем отпиливаем нужную нам часть бруска.
Источник
1 Формы зубьев на пильных дисках
Их несколько, и появились они вследствие оптимизации воздействия режущей кромки на распиливаемый материал, который может иметь различные свойства.
Основными формами зубьев являются:
- прямая — используется при продольном распиливании, когда высокое качество не обязательно;
- косая (скошенный зуб) — имеет переменный правый и левый угол наклона задней (иногда и передней) плоскости. Используется для распила как в продольном, так и поперечном направлении. Наиболее распространенная форма для дисковых пил. Такая конфигурация удобна в использовании при подрезке плит с двухсторонним ламинированием, так как не дает сколов по краям пропила;
- трапециевидная — характеризуется долгим сроком удержания режущей кромки в остром состоянии. Обычно на пильных дисках зубья такой формы чередуются с прямыми зубьями, несколько возвышаясь над ними. Трапециевидные зубья, в этом случае, делают черновое пиление, а прямые зубья — чистовое;
- коническая — такая форма зубьев используется при вспомогательных операциях. К примеру, надрезается слой ламината для исключения появления осколков при основном распиливании.
Передняя грань всех зубьев имеет плоскую форму, но в некоторых видах дисковых пил — она вогнута.
Маркировки на дисковых пилах
1.1 Углы заточки
Заточка зубьев дисковой пилы проводится с учетом четырех основных углов, которые образуются на пересечении плоскостей:
- передний угол;
- задний угол;
- углы скоса передней и задней плоскости.
Как вспомогательный, учитывается еще угол заострения, который задается величиной передних и задних углов.
Углы заточки зависят от назначения пилы:
- для продольного пиления подходит величина переднего угла от 15 до 20 градусов;
- при поперечном пилении — от 5 до 10 градусов;
- при универсальном применении, в среднем — 15 градусов.
Основные типы зубьев твердосплавных дисковых пил
Другие виды
Если фанерная шина по каким-то причинам не удовлетворяет вашим требованиям, вы можете сделать направляющую более сложной конструкции. Ниже — ещё несколько примеров направляющих для ручной циркулярки, которые каждый может сделать своими руками.
Шина из алюминиевого профиля
Такая шина отличается от простой фанерной тем, что в направляющем зазоре устанавливается П-образный алюминиевый профиль. Его преимущество в том, что жёсткость алюминия немного повышает точность реза.
Для лучшего скольжения пилы по шине в качестве ограничителей к направляющему пазу подошвы можно прикрепить не толстую фанеру, а пару цилиндров подходящей высоты из фторопласта или другого материала с низким коэффициентом трения.
Линейка из строительного правила
Существуют длинные алюминиевые правила, которые используются отделочниками для выравнивания стен. Для изготовления направляющей линейки своими руками подходят правила, конструкция которых предусматривает жёлоб для свободного перемещения ручек.
Главное преимущество такой линейки — это отсутствие элементов, выступающих над поверхностью верстака. Для этого нужно взять две разборные струбцины и слегка их модернизировать.
С правила снимаются рукояти, а со струбцин — их верхние части, которые заменяются на полипропиленовые или фторопластовые вставки. Профиль этих вставок должен быть Т-образным, чтобы они могли быть установлены широкой частью в жёлоб правила и удерживались там.
В результате получается линейка, которая крепится к верстаку только нижней частью. Это позволит вам свободно перемещать пилу в рабочей зоне, не опасаясь за что-то зацепиться.
Однако такой инструмент нельзя назвать полноценной шиной. Это именно линейка, которую требуется настраивать перед каждым резом.






Рельсовое стусло
Это приспособление чаще используется для поперечного реза (торцовки) материала.
Обычно оно состоит из двух параллельных металлических уголков, концы которых жестко закреплены на фанерном или металлическом основании.
По уголкам, как по рельсам, свободно передвигается платформа пилы.
Уголки крепятся при помощи болтов или шпилек, которые, кроме того, используются для регулировки высоты расположения «рельсов» относительно основания. Высота должна быть такой, чтобы отрезаемый материал свободно проходил под уголками.
Чтобы движение пилы было более гладким, уголки с внутренней стороны можно проклеить материалом с высоким коэффициентом скольжения. Для ещё более гладкого движения можно установить подошву пилы на платформу с металлическими колёсиками.
Выносная каретка на подшипниках
Циркулярка на выносной каретке больше похожа на стационарный форматно-раскроечный станок. Эта конструкция обладает высокой стабильностью, а соответственно, обеспечивает высокую точность реза.
Выносная каретка изготавливается из металлического двутавра, который прочно крепится нижней плоскостью к верстаку. По верхней плоскости перемещается собственно каретка — платформа, нижние края которой загнуты внутрь двутавра и снабжены подшипниками, позволяющие ей свободно скользить. Эти же подшипники, плотно прижатые к оси двутавра, исключают боковой люфт каретки.
Параллельно каретке на выносной направляющей крепится подошва пилы. Направляющая может быть сделана из двух параллельных уголков или труб — таким образом, передвигая подошву пилы, можно настраивать размер распила материала.
Такая конструкция хороша тем, что опорная платформа пилы прилегает непосредственно к заготовке, а значит, глубина реза не уменьшается.
Дополнительные приспособления
Сборка ножек для верстака.
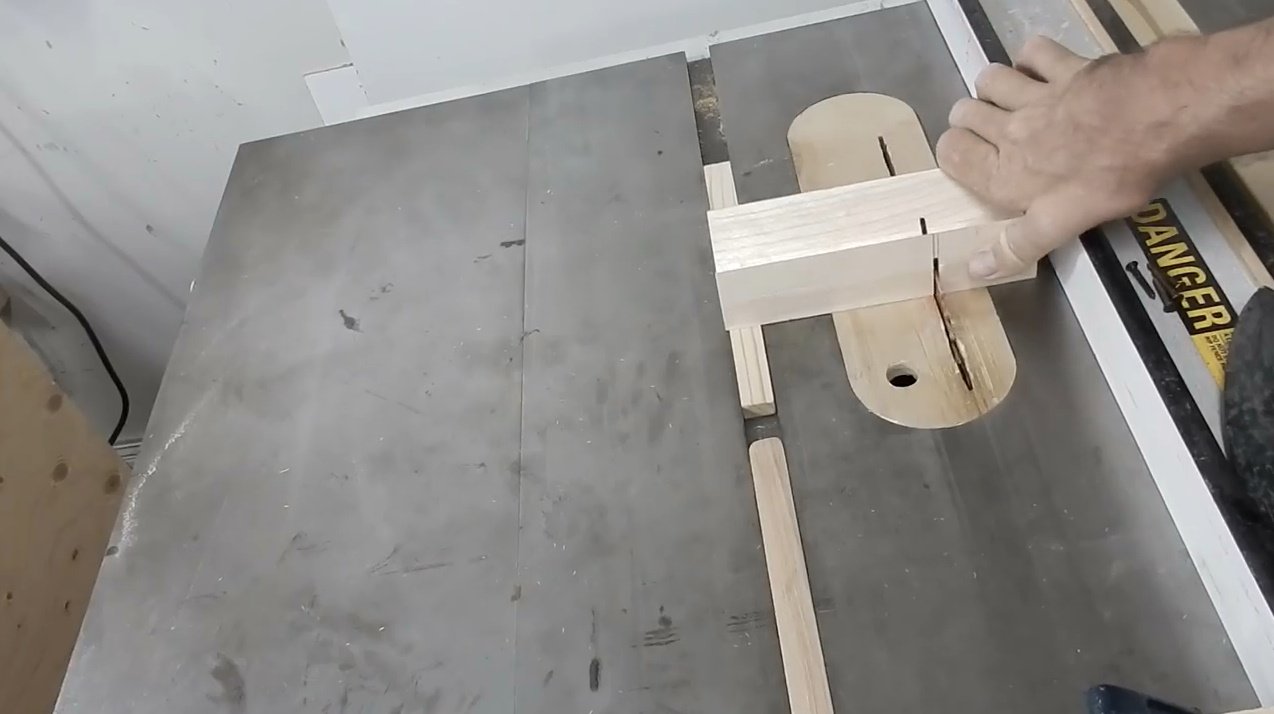
- Заготовка-шаблон. При необходимости изготовления однотипных деталей можно использовать одну из них в качестве шаблона-направляющей. Для этого отрезается заготовка требуемой длины и на один ее конец закрепляется упорная рейка. По ширине рейка должна совпадать с рабочим расстоянием. При работе с этим приспособлением упорная рейка должна плотно прилегать к торцу обрабатываемой детали. Так можно получить большое количество деталей абсолютно одинаковой длины без затрат времени на разметку линии реза.
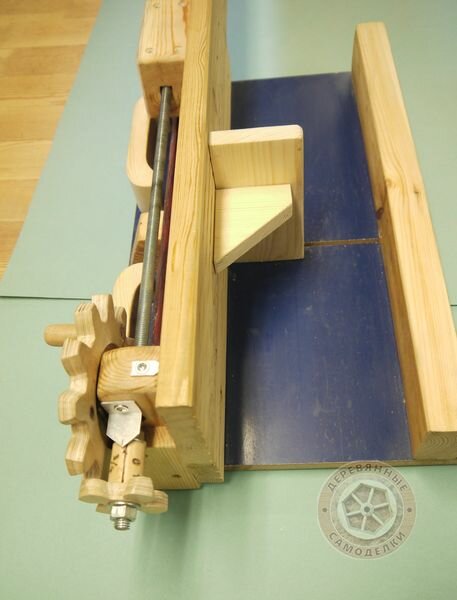
- Отрезной угольник. Для постоянного использования можно изготовить отрезной угольник. Он представляет собой две массивные деревянные или фанерные рейки, скрепленные саморезами внахлест в форме буквы “Т”. Длина выступающих концов перекладины буквы “Т”выравнивается до соответствия рабочему расстоянию циркулярной пилы. Установка выравненного конца перекладины напротив линии разметки позволит получить точный перпендикулярный разрез.
- Кромочный упор. В состав стандартной комплектации циркулярной пилы входит угловой (кромочный) упор. Он позволяет делать распил параллельно кромке обрабатываемого материала. Используя самостоятельно изготовленный кромочный упор, за счет расширенной и более длинной базы можно получить более чистый и точный рез.
Для изготовления кромочного упора из фанеры толщиной 15 мм вырезается упорная рейка и основание для циркулярной пилы. В основании и упорной рейке при помощи ручного фрезера выбираются шпоночные пазы. Сами шпонки изготавливаются из обрезков твердого дерева или из той же фанеры и крепятся в пазы упорной рейки. Для усиления упора под углом в 90° к упорной рейке закрепляется еще одна рейка достаточной ширины, которая будет опираться на обрабатываемую деталь. Регулировка расстояния пропила от края заготовки осуществляется перемещением упорной рейки по направляющим с последующей фиксацией при помощи стопорного винта.
Сборка передней части верстака.
Для установки винта в основании пропиливается сквозной паз. Для увеличения точности распила и повышения безопасности работ рекомендуется использовать два винта. В пластине основания делается отверстие под пильный диск и устанавливается система крепления циркулярной пилы. Конструкция системы крепления может быть самой разнообразной и будет зависеть от конкретной марки пилы. Общим моментом для всех вариантов должна быть надежная фиксация циркулярки и возможность ее демонтажа с приспособления после окончания работы. Для удобства выставления требуемой ширины отреза материала на лицевой поверхности основания приспособления закрепляется измерительная лента.
Как сделать самодельные приспособления для циркулярной пилы?
Материалы и инструменты, которые понадобятся:
- Текстолит или фанера.
- Шурупы с потайными головками.
- Опорные бруски.
- Струбцины.
- Двухсторонний скотч.
- Оргалит.
- Силиконовый спрей.
- Алюминиевые уголки.
- Парафин.
- ДВП.
Изготовление направляющей
Фанерный лист, который имеет ровные по длине заводские грани, может быть использован для изготовления направляющей шины. Для этого надо от листа отрезать полоску шириной, равной максимально возможной ширине циркулярной пилы. К получившемуся значению нужно добавить 20 см. Длина данного листа должна быть немного больше максимальной длины материала.
Прежде всего нужно отступить 6-7 см от заводской кромки на подготовленном куске фанеры и отрезать полосу. Эта полоска будет линейкой, вдоль которой будет перемещаться станина пилы подобного типа. Часть отрезанного листа фанеры, которая осталась, послужит основанием, на котором будет закрепляться линейка. Вдоль линейки перемещается пила в процессе резки.
Важно позаботиться о том, чтобы высота линейки равнялась толщине станины пилы. Схема сборки циркулярной пилы
Схема сборки циркулярной пилы.
Далее понадобится установить линейку на основание. Она закрепляется на расстоянии 10 см от края. Расстояние может быть и меньше, однако оно должно быть достаточным для использования струбцин.
Заводская грань обязательно должна направляться в сторону, где будет производиться резка. Направляющая приклеивается к основанию и дополнительно крепится шурупами.
В конце нужно удалить лишнюю часть основания. Это можно сделать с помощью использования циркулярной пилы. Изготовленная грань на основании будет такой же ровной по длине, как и грань фанерного листа на линейке.
С подобной направляющей очень просто работать. Основание с линейкой закрепляется на заготовке, к примеру, на ДСП. Закреплять можно с помощью использования нескольких вариантов. В первом способе отрезаемая часть листа будет располагаться со стороны диска пилы, во втором способе – под основанием, на котором закрепляется направляющая линейка.
По длине листа делается 2 метки со стороны, которая соответствует указанным способам резки, на расстоянии, где располагается рез. Расстояние между метками должно быть максимальным
При этом важно учитывать толщину диска.По двум меткам устанавливается основание линейки и закрепляется струбцинами. Глубина губок струбцины должна обеспечивать их монтаж так, чтобы в конце реза пила могла свободно выйти за пределы листа
Если направляющая линейка имеет большую длину, то поперечный рез делать не слишком удобно. Потому целесообразно изготовить конструкцию, которая будет иметь меньшую длину. К примеру, для корпусных шкафов, которые имеют ширину 60 см, понадобится изготовить направляющую длиной 1 м.
Подобные приспособления подойдут исключительно для работы с материалами, имеющими большую ширину и длину. Разрезать доску на ровные брусья данной конструкции невозможно.
Конструкции для циркулярной пилы, которые помогут сделать точный распил
Если диск пилы подобного типа будет оставлять на краях распила рваные волокна и сколы, то можно попробовать изготовить конструкцию для получения нулевого зазора. Понадобится вырезать кусок твердого оргалита, который имеет толщину 6 мм. Далее нужно отвести диск, поднять защитный кожух и приклеить к основанию отрезанный кусок. Сделать это можно с помощью использования двухстороннего скотча. Далее включается пила и диск медленно погружается в твердый оргалит, чтобы была возможность получить пропил с нулевым зазором.
Можно сделать и специальный шаблон. Если изготовить шаблон, то можно будет производить точные распилы в любом месте. Конструкция, предназначается для досок шириной 15 см, но нетрудно подогнать приспособление под любые размеры или углы.
https://www.youtube.com/watch?v=7sWCaSTCox8
Конструкция изготавливается с маленьким припуском, после чего прижимается пила к упору и удаляется край основания до конечной длины. Удаленный край конструкции определяет линию, по которой пила подобного типа будет производить пропил. На доску метка ставится в том месте, где нужно ее отпилить. Далее нужно прижать нижний упор изделия к кромке материала и выровнять край основания по метке распила. Проводя инструмент через конструкцию, можно будет нарезать доски с высокой точностью.
Как заточить цепь бензопилы напильником?
Расскажите, как заточить цепь бензопилы напильником? Какие есть тонкости?
Приспособления для заточки цепей
Один из распространенных наборов для заточки цепи состоит из круглого напильника, установленного в специальную державку, плоского напильника для стачивания ограничителя глубины, шаблона, обеспечивающего последнюю операцию, и крючка для очистки пилы от опилок.
На державке с круглым напильником имеются линии, позволяющие правильно позиционировать ее относительно цепи. Державка устанавливается на затачиваемый зуб в соответствии с линиями ориентации. При этом сама пластина опирается на верхнюю кромку зуба и ограничитель глубины, а напильник располагается под режущей кромкой.







Использование державки гарантирует прилегание напильника к зубу на правильной высоте. Для разных шагов пильной цепи существуют различные державки. Правильный выбор державки в сочетании с правильным диаметром напильника гарантирует, что напильник выступает над спинкой зуба на 1/5 своего диаметра. Используйте только специальные напильники для заточки пильных цепей.
Перед тем как затачивать цепь бензопилы, желательно закрепить шину. При заточке необходимо, сохраняя положение державки и прижимая напильник к затачиваемой кромке, сделать несколько (2-3) движений точения от себя. Не нужно стараться нажимать на напильник слишком сильно, движения должны быть плавными и размеренными. Напильник регулярно поворачивайте, чтобы избежать одностороннего износа. Таким же образом затачиваются все остальные зубья. Удобнее сначала заточить зубья одного направления, после чего сменить положение и проделать то же самое с зубьями другого направления.
При заточке всех зубьев делайте одинаковое число движений напильником при одинаковом давлении. Благодаря этому получится одинаковая длина зубьев. Все режущие зубья должны иметь одинаковую длину.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Это интересно: Станок для заточки цепей бензопил — конструкция, виды, выбор
Требования к бытовым циркулярным станкам
Циркулярная пила по дереву Конструктивно самодельная циркулярная пила не должна отличаться от заводских моделей. Они состоят из опорного стола, в центре которого расположена прорезь для пильного диска. Помимо этого, в конструкции присутствуют измерительные компоненты, элементы для фиксации заготовки и для обеспечения безопасности работы.
Перед изготовлением необходимо ознакомиться с основными требованиями к его компонентам
Важно, чтобы они подходили друг другу не только конструктивно, но и по техническим параметрам. Для этого можно взять схему типичной конструкции заводского деревообрабатывающего станка
Комплектация деревообрабатывающего пильного оборудования:
- стол. Должен обладать достаточной устойчивостью, поверхность столешницы — идеально ровная;
- силовая установка. Основные параметры электродвигателя для вращения диска — мощность и количество оборотов;
- дополнительные компоненты. К ним относятся упоры для фиксации деревянной заготовки, линейки для измерения.
Преимуществом самодельных моделей является возможность выбора ее габаритов, производительности и других технических параметров. В процессе составления схемы изготовления можно подобрать оптимальную высоту стола, размеры столешницы, характеристики электродвигателя. Этим не обладает ручной инструмент для деревообработки.
Углы заточки
У циркулярной пилы имеются четыре угла, которые после притупления необходимо заточить. Это передний и задний углы. Также углы среза, образованные передней и задней поверхностями.
В зависимости от направления пиления их нужно правильно наточить. При продольной резке величина переднего угла составляет интервал 15−25 градусов. В случае поперечного распиливания заточный угол уменьшается до 5−10 градусов. Если требуются распилы универсальные, то зуб затачивается под углом 15 градусов.
Важное влияние на величину угла имеет плотность материала. Чем она ниже, тем зуб требуется острее
Если обрабатываемый материал — пластмасса, то угол может быть и отрицательный.





